Hybrid Ti-MoS2 Coatings for Dry Machining of Aluminium Alloys

 ,
, 
 and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Deposition Parameters
2.2. Tribological Tests
2.3. Aluminium Milling Performance and Characterisation Tests
3. Results and Discussion
3.1. Combinatorial Effects
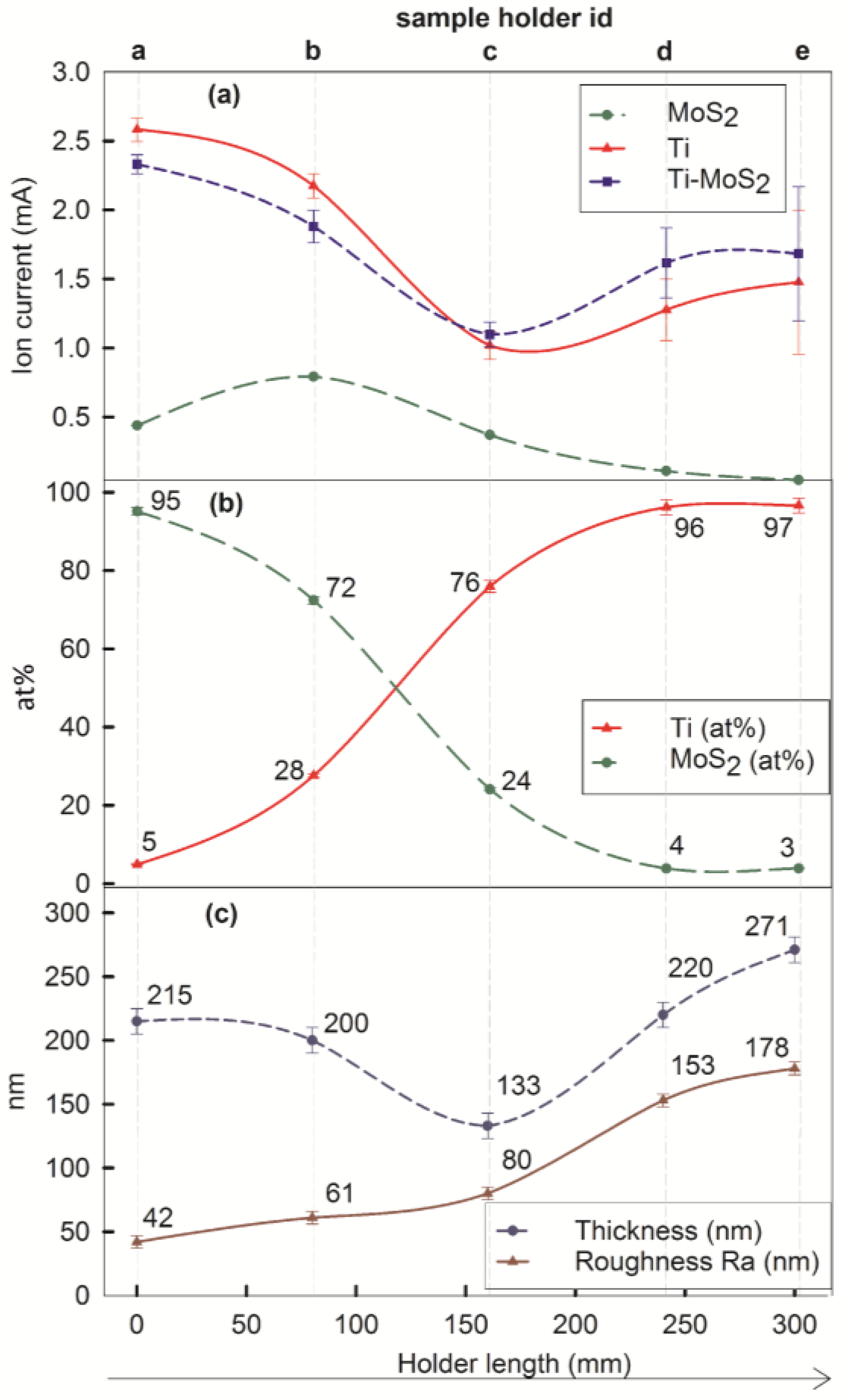
3.1.1. Ion Current Measurement
3.1.2. Chemical Composition
3.1.3. Thickness and Roughness
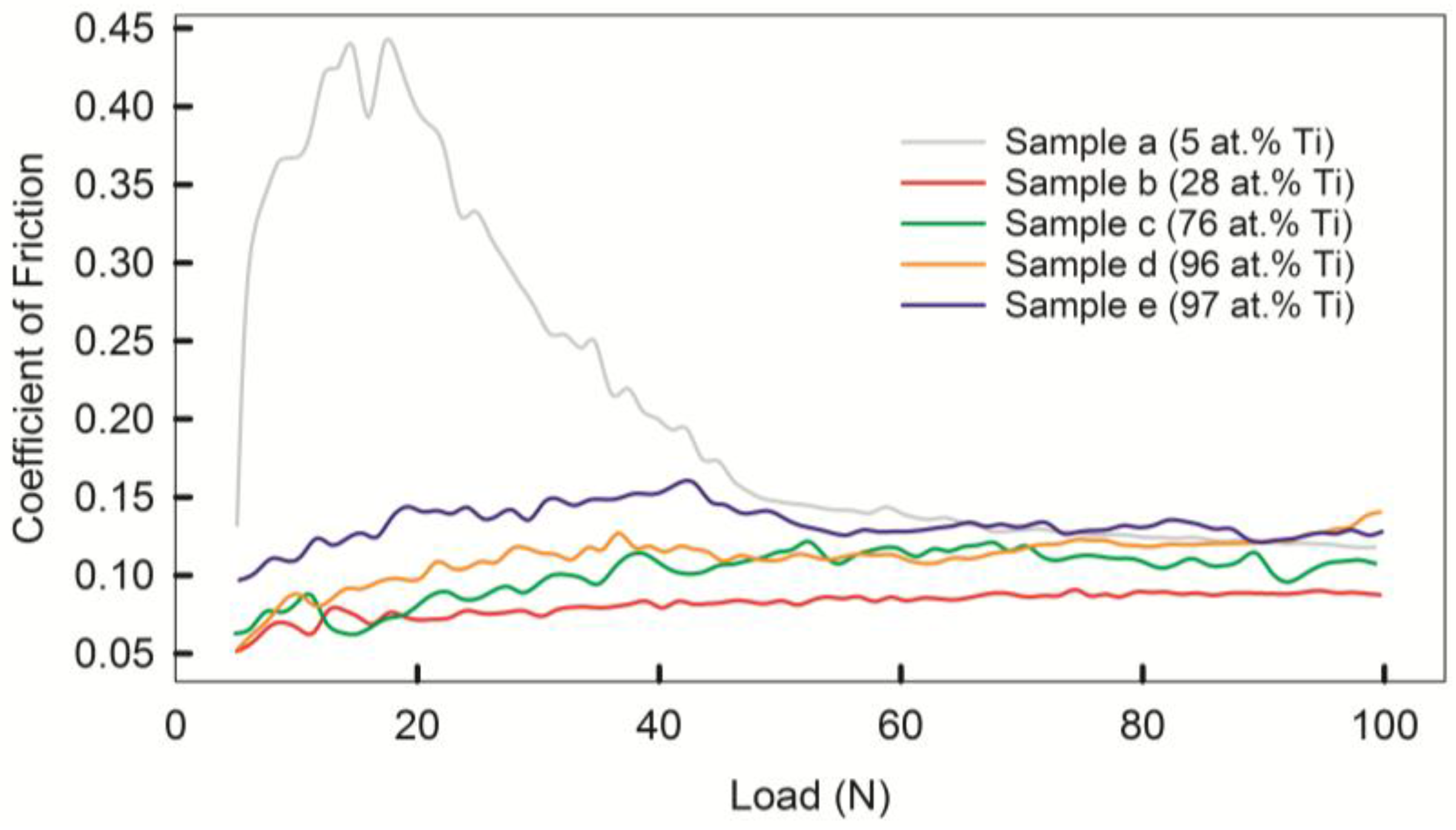
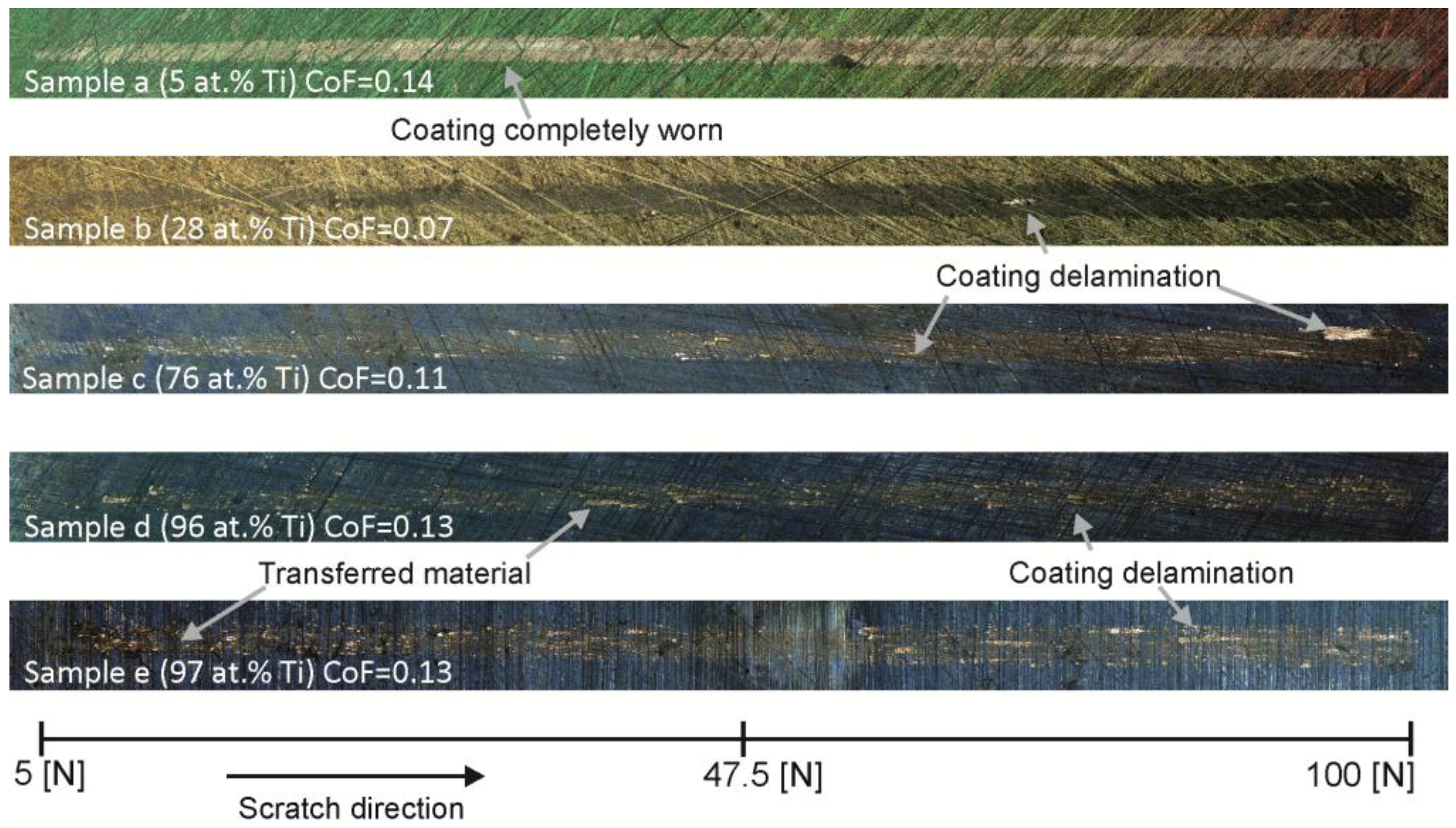
3.1.4. Frictional Properties
3.2. Machining Results
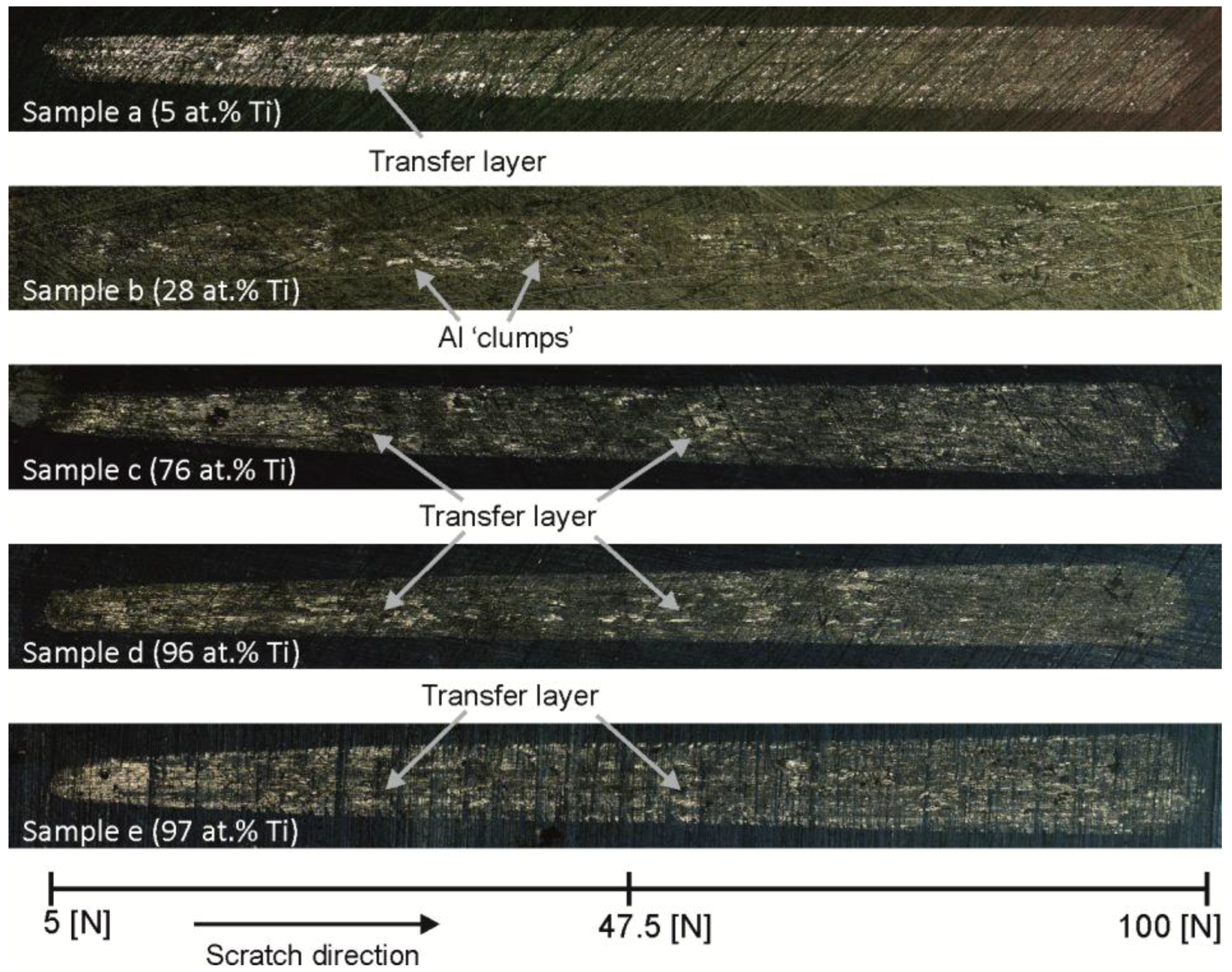
3.2.1. EDX Element Mapping
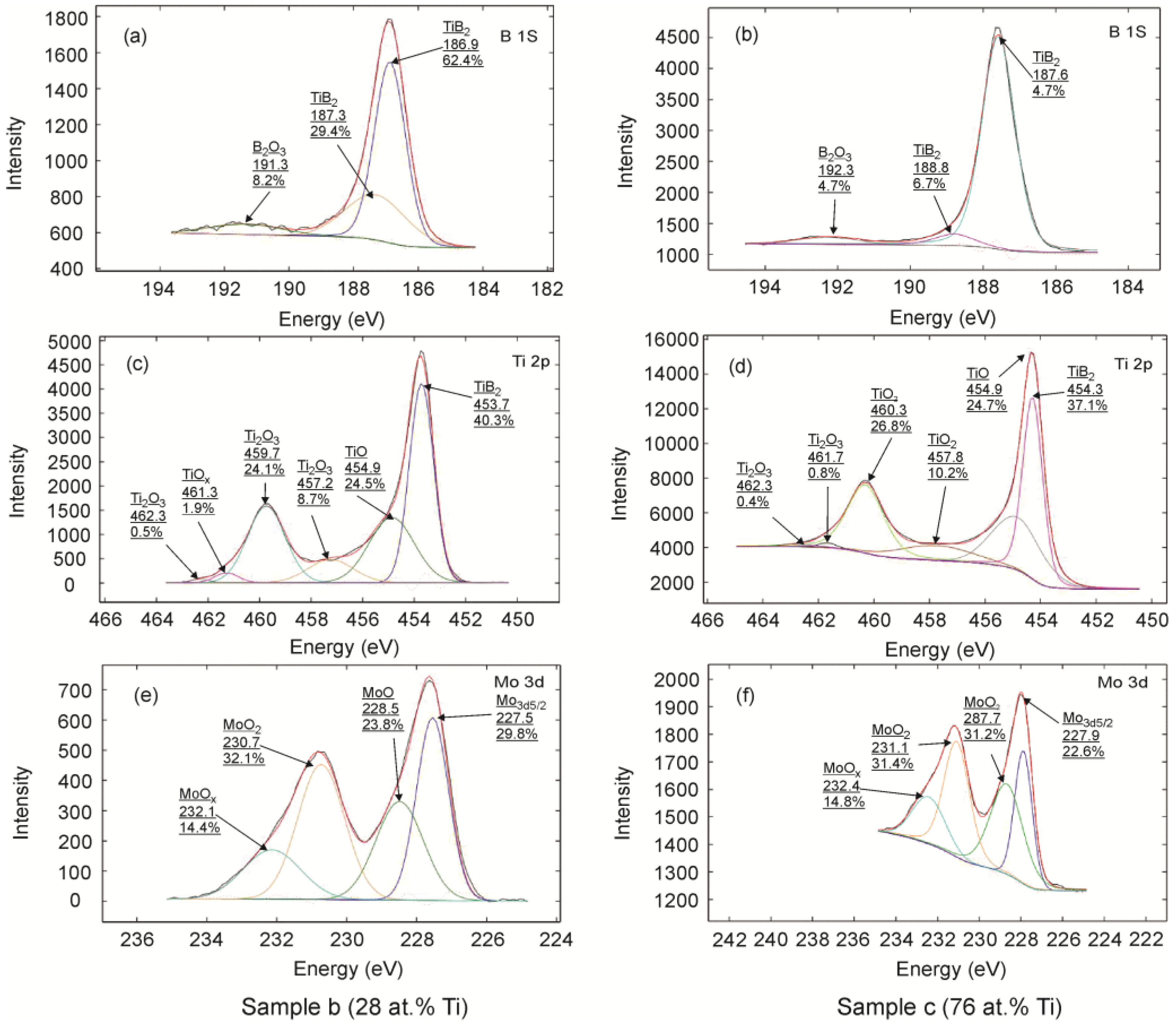
3.2.2. XPS Analysis
3.3. Ball-on-Flat Frictional Test
4. Conclusions
Author Contributions
Conflicts of Interest
References
- Vereschaka, A.A.; Grigoriev, S.N.; Vereschaka, A.S.; Popov, A.Y.; Batako, A.D. Nano-scale multilayered composite coatings for cutting tools operating under heavy cutting conditions. Procedia CIRP 2014, 14, 239–244. [Google Scholar] [CrossRef]
- Aoyama, T. Development of a mixture supply system for machining with minimal quantity lubrication. CIRP Ann. Manuf. Technol. 2002, 51, 289–292. [Google Scholar] [CrossRef]
- Obikawa, T. Machining with least quantity lubrication. In Comprehensive Materials Processing; Hashmi, S., Ed.; Elsevier: Amsterdam, The Netherlands, 2014; Volume 11, pp. 255–281. ISBN 978-0-08-096533-8. [Google Scholar]
- Itoigawa, F.; Childs, T.H.C.; Nakamura, T.; Belluco, W. Effects and mechanisms in minimal quantity lubrication machining of an aluminum alloy. Wear 2006, 260, 339–344. [Google Scholar] [CrossRef]
- Rivero, A.; Aramendi, G.; Herranz, S.; De Lacalle, L.N.L. An experimental investigation of the effect of coatings and cutting parameters on the dry drilling performance of aluminium alloys. Int. J. Adv. Manuf. Technol. 2006, 28, 1–11. [Google Scholar] [CrossRef]
- Braga, D.U.; Diniz, A.E.; Miranda, G.W.A.; Coppini, N.L. Using a minimum quantity of lubricant (MQL) and a diamond coated tool in the drilling of aluminum-silicon alloys. J. Mater. Process. Technol. 2002, 122, 127–138. [Google Scholar] [CrossRef]
- Shokrani, A.; Dhokia, V.; Newman, S.T. Environmentally conscious machining of difficult-to-machine materials with regard to cutting fluids. Int. J. Mach. Tools Manuf. 2012, 57, 83–101. [Google Scholar] [CrossRef] [Green Version]
- Sreejith, P.S. Machining of 6061 aluminium alloy with MQL, dry and flooded lubricant conditions. Mater. Lett. 2008, 62, 276–278. [Google Scholar] [CrossRef]
- Fox-Rabinovich, G.; Dasch, J.M.; Wagg, T.; Yamamoto, K.; Veldhuis, S.; Dosbaeva, G.K.; Tauhiduzzaman, M. Cutting performance of different coatings during minimum quantity lubrication drilling of aluminum silicon B319 cast alloy. Surf. Coat. Technol. 2011, 205, 4107–4116. [Google Scholar] [CrossRef]
- Hanyu, H.; Kamiya, S.; Murakami, Y.; Saka, M. Dry and semi-dry machining using finely crystallized diamond coating cutting tools. Surf. Coat. Technol. 2003, 174–175, 720–724. [Google Scholar] [CrossRef]
- Dosbaeva, J.; Fox-Rabinovich, G.; Dasch, J.; Veldhuis, S. Enhancement of wet- and MQL-based machining of automotive alloys using cutting tools with DLC/polymer surface treatments. J. Mater. Eng. Perform. 2008, 17, 346–351. [Google Scholar] [CrossRef]
- Bhowmick, S.; Alpas, A.T. Minimum quantity lubrication drilling of aluminium-silicon alloys in water using diamond-like carbon coated drills. Int. J. Mach. Tools Manuf. 2008, 48, 1429–1443. [Google Scholar] [CrossRef]
- Ramaswami, R. The effect of the built-up-edge(BUE) on the wear of cutting tools. Wear 1971, 18, 1–10. [Google Scholar] [CrossRef]
- Yang, G.-C.; Ao, S.-L.; Gelman, L. IAENG Transactions on Engineering Technologies; Springer: Dordrecht, The Netherlands, 2013; Volume 170, ISBN 978-9-40-074785-2. [Google Scholar]
- Gu, L.; Ke, P.; Zou, Y.; Li, X.; Wang, A. Amorphous self-lubricant MoS2-C sputtered coating with high hardness. Appl. Surf. Sci. 2015, 331, 66–71. [Google Scholar] [CrossRef]
- Renevier, N.M.; Lobiondo, N.; Fox, V.C.; Teer, D.G.; Hampshire, J. Performance of MoS2/metal composite coatings used for dry machining and other industrial applications. Surf. Coat. Technol. 2000, 123, 84–91. [Google Scholar] [CrossRef]
- Teer, D.G.; Hampshire, J.; Fox, V.; Bellido-Gonzalez, V. The tribological properties of MoS2/metal composite coatings deposited by closed field magnetron sputtering. Surf. Coat. Technol. 1997, 94–95, 572–577. [Google Scholar] [CrossRef]
- Moskalewicz, T.; Zimowski, S.; Wendler, B.; Nolbrzak, P.; Czyrska-Filemonowicz, A. Microstructure and tribological properties of low-friction composite MoS2(Ti,W) coating on the oxygen hardened Ti-6Al-4V alloy. Met. Mater. Int. 2014, 20, 269–276. [Google Scholar] [CrossRef]
- Bhaduri, D.; Kumar, R.; Jain, A.K.; Chattopadhyay, A.K. On tribological behaviour and application of TiN and MoS2-Ti composite coating for enhancing performance of monolayer cBN grinding wheel. Wear 2010, 268, 1053–1065. [Google Scholar] [CrossRef]
- Simmonds, M.; Savan, A.; Van Swygenhoven, H.; Pflüger, E.; Mikhailov, S. Structural, morphological, chemical and tribological investigations of sputter deposited MoSx/metal multilayer coatings. Surf. Coat. Technol. 1998, 108–109, 340–344. [Google Scholar] [CrossRef]
- Rao, J.; Cruz, R.; Lawson, K.J.; Nicholls, J.R. Carbon and titanium diboride (TiB2) multilayer coatings. Diam. Relat. Mater. 2004, 13, 2221–2225. [Google Scholar] [CrossRef] [Green Version]
- Adhiprakasha, E.; Niyogi, S.; Ramani, K.; Ryan, V. Mixed-metal barrier films optimized by high-productivity combinatorial PVD. U.S. Patent 20150021772 A1, 22 January 2015. [Google Scholar]
- Cremer, R.; Neuschütz, D. A combinatorial approach to the optimization of metastable multicomponent hard coatings. Surf. Coat. Technol. 2001, 146–147, 229–236. [Google Scholar] [CrossRef]
- Indexable End Mill, 2 Flute, 17 mm, Center Cut, Tormach. Available online: http://lmscnc.com/4806 (accessed on 24 October 2016).
- Bull, S.J. Failure modes in scratch adhesion testing. Surf. Coat. Technol. 1991, 50, 25–32. [Google Scholar] [CrossRef]
- Hanak, J.J. The “multiple-sample concept” in materials research: Synthesis, compositional analysis and testing of entire multicomponent systems. J. Mater. Sci. 1970, 5, 964–971. [Google Scholar] [CrossRef]
- Anders, A. A review comparing cathodic arcs and high power impulse magnetron sputtering (HiPIMS). Surf. Coat. Technol. 2014, 257, 308–325. [Google Scholar] [CrossRef]
- Anders, A. Cathodic Arcs: From Fractal Spots to Energetic Condensation; Springer Inc.: New York, NY, USA, 2008; ISBN 978-0-38-779107-4. [Google Scholar]
- Jütner, B. Characterization of the cathode spot. IEEE Trans. Plasma Sci. 1987, 15, 474–480. [Google Scholar] [CrossRef]
- Ivanov, V.A.; Pursch, H. Time-resolved measurements of the parameters of arc cathode plasmas in vacuum. IEEE Trans. Plasma Sci. 1985, 13, 334–336. [Google Scholar] [CrossRef]
- Hori, T.; Bowden, M.D.; Uchino, K.; Muraoka, K.; Maeda, M.; Hori, T.; Bowden, M.D.; Uchino, K.; Muraoka, K. Measurements of electron temperature, electron density, and neutral density in a radio frequency inductively coupled plasma measurements of electron temperature, electron density, and neutral density in a radio-frequency inductively coupled plasma. J. Vac. Sci. Technol. A 2014, 144. [Google Scholar] [CrossRef]
- Buck, V. Structure and density of sputtered MoS2-films. Vacuum 1986, 36, 89–94. [Google Scholar] [CrossRef]
- Oks, E.M.; Brown, I.G.; Dickinson, M.R.; MacGill, R.A.; Emig, H.; Spädtke, P.; Wolf, B.H. Elevated ion charge states in vacuum arc plasmas in a magnetic field. Appl. Phys. Lett. 1995, 67, 200–202. [Google Scholar] [CrossRef]
- Anders, A. The fractal nature of vacuum arc cathode spots. IEEE Trans. Plasma Sci. 2005, 33, 1456–1464. [Google Scholar] [CrossRef]
- Arslan, E.; Bülbül, F.; Efeoglu, I. The structural and tribological properties of MoS2-Ti composite solid lubricants. Tribol. Trans. 2004, 47, 37–41. [Google Scholar] [CrossRef]
- Buck, V. Lattice parameters of sputtered MoS2 films. Thin Solid Films 1991, 198, 157–167. [Google Scholar] [CrossRef]
- Rigato, V.; Maggioni, G.; Boscarino, D.; Sangaletti, L.; Depero, L.; Fox, V.C.; Teer, D.; Santini, C. A study of the structural and mechanical properties of Ti-MoS2 coatings deposited by closed field unbalanced magnetron sputter ion plating. Surf. Coat. Technol. 1999, 116, 176–183. [Google Scholar] [CrossRef]
- Kim, S.K.; Ahn, Y.-H.; Kim, K.H. MoS2-Ti composite coatings on tool steel by d.c. magnetron sputtering. Surface Coatings Technol. 2003, 169–170, 428–432. [Google Scholar]
- Bülbül, F.; Efeoǧlu, I.; Arslan, E. The effect of bias voltage and working pressure on S/Mo ratio at MoS2-Ti composite films. Appl. Surf. Sci. 2007, 253, 4415–4419. [Google Scholar] [CrossRef]
- Zhao, L.R.; Lupandina, O.; Pankov, V.V.; McKellar, R.C. Microstructures of NiCrAlY coating applied on CMSX-4 by cathodic arc deposition. In Proceedings of the ASME Turbo Expo 2014: Turbine Technical Conference and Expositon, Düsseldorf, Germany, 16–20 June 2014. [Google Scholar]
- Sanders, D.M.; Anders, A. Review of cathodic arc deposition technology at the start of the new millennium. Surf. Coat. Technol. 2000, 133–134, 78–90. [Google Scholar] [CrossRef]
- Donnet, C.; Martin, J.M.; Le Mogne, T.; Belin, M. Super-low friction coefficient of MoS2 coatings in various environments. Tribol. Ser. 1994, 27, 277–284. [Google Scholar] [CrossRef]
- Qin, X.; Ke, P.; Wang, A.; Kim, K.H. Microstructure, mechanical and tribological behaviors of MoS2-Ti composite coatings deposited by a hybrid HIPIMS method. Surf. Coat. Technol. 2013, 228, 275–281. [Google Scholar] [CrossRef]
- Burroughs, B.R.; Kim, J.-H.; Blanchet, T.A. Boric acid self-lubrication of B2O3—filled polymer composites. Tribol. Trans. 1999, 42, 592–600. [Google Scholar] [CrossRef]
- Hu, Z.B.; Li, H.J.; Fu, Q.G.; Xue, H.; Sun, G.L. Fabrication and tribological properties of B2O3 as friction reducing coatings for carbon-carbon composites. New Carbon Mater. 2007, 22, 131–134. [Google Scholar] [CrossRef]
- Zhang, Q.Y.; Zhou, Y.; Wang, L.; Cui, X.H.; Wang, S.Q. Investigation on tribo-layers and their function of a titanium alloy during dry sliding. Tribol. Int. 2016, 94, 541–549. [Google Scholar] [CrossRef]
- Wang, L.; Li, X.X.; Zhou, Y.; Zhang, Q.Y.; Chen, K.M.; Wang, S.Q. Relations of counterface materials with stability of tribo-oxide layer and wear behavior of Ti–6.5Al–3.5Mo–1.5Zr–0.3Si alloy. Tribol. Int. 2015, 91, 246–257. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Machine Tool | CNC Vertical Machining Centre |
|---|---|
| Tool speed [RPM] | 5827 |
| Feed rate [mm/min] | 877 |
| Feed per revolution [mm/rev] | 0.15 |
| Depth of cut [mm] | 1 |
| Total cutting length [mm] | 1800 |
| Workpiece material | Al alloy SAE 6061 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Brzezinka, T.L.; Rao, J.; Chowdhury, M.; Kohlscheen, J.; Fox Rabinovich, G.S.; Veldhuis, S.C.; Endrino, J.L. Hybrid Ti-MoS2 Coatings for Dry Machining of Aluminium Alloys. Coatings 2017, 7, 149. https://doi.org/10.3390/coatings7090149
Brzezinka TL, Rao J, Chowdhury M, Kohlscheen J, Fox Rabinovich GS, Veldhuis SC, Endrino JL. Hybrid Ti-MoS2 Coatings for Dry Machining of Aluminium Alloys. Coatings. 2017; 7(9):149. https://doi.org/10.3390/coatings7090149
Chicago/Turabian StyleBrzezinka, Tomasz L., Jeff Rao, Mohamad Chowdhury, Joern Kohlscheen, German S. Fox Rabinovich, Stephen C. Veldhuis, and Jose L. Endrino. 2017. "Hybrid Ti-MoS2 Coatings for Dry Machining of Aluminium Alloys" Coatings 7, no. 9: 149. https://doi.org/10.3390/coatings7090149
APA StyleBrzezinka, T. L., Rao, J., Chowdhury, M., Kohlscheen, J., Fox Rabinovich, G. S., Veldhuis, S. C., & Endrino, J. L. (2017). Hybrid Ti-MoS2 Coatings for Dry Machining of Aluminium Alloys. Coatings, 7(9), 149. https://doi.org/10.3390/coatings7090149