Effect of Particle Size on the Thermal Shock Resistance of Plasma-Sprayed YSZ Coatings

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Coatings
2.2. Cyclic Thermal Shock Test
2.3. Pore Structure Analysis
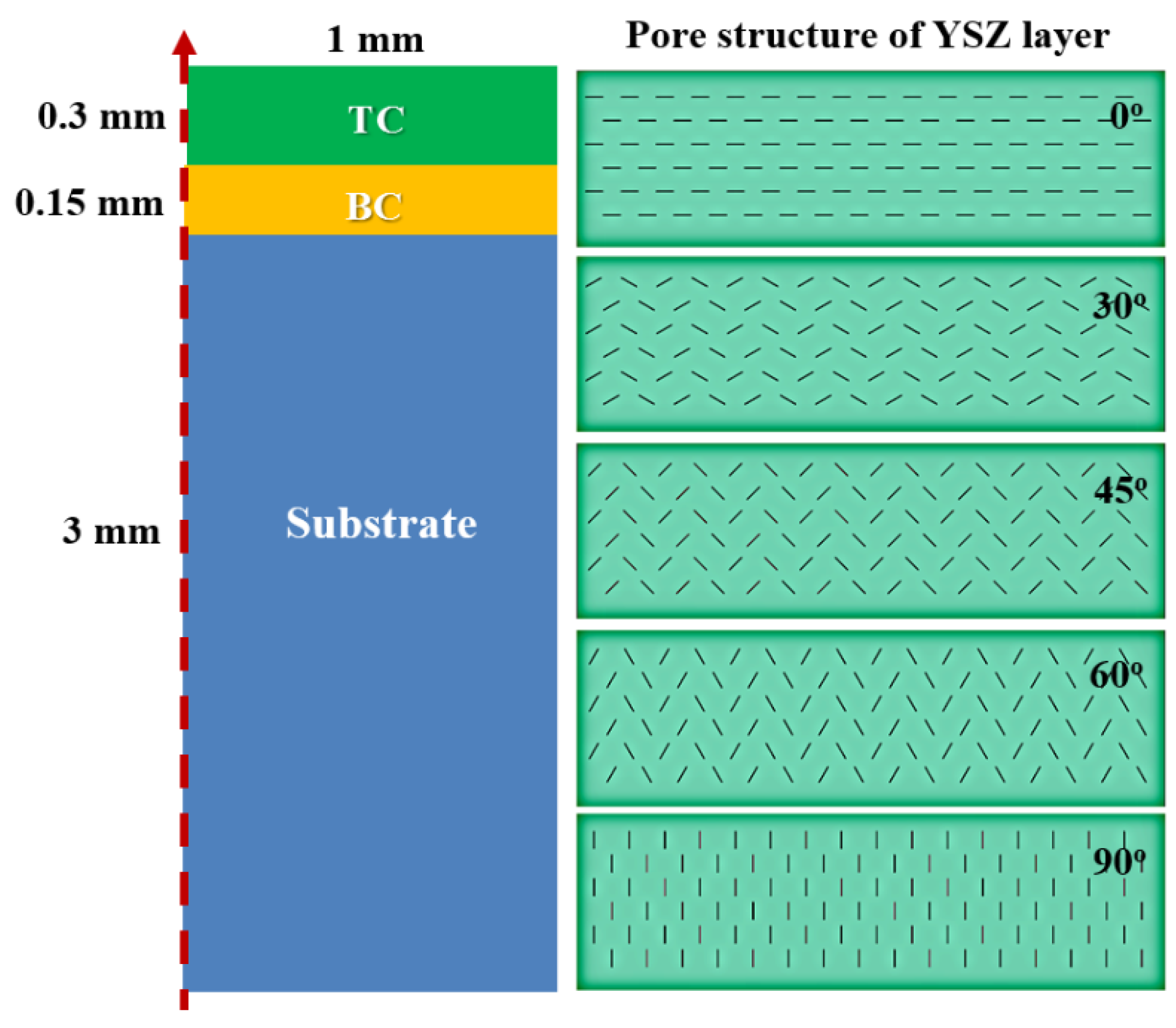
2.4. Finite Element Analysis
3. Results and Discussion
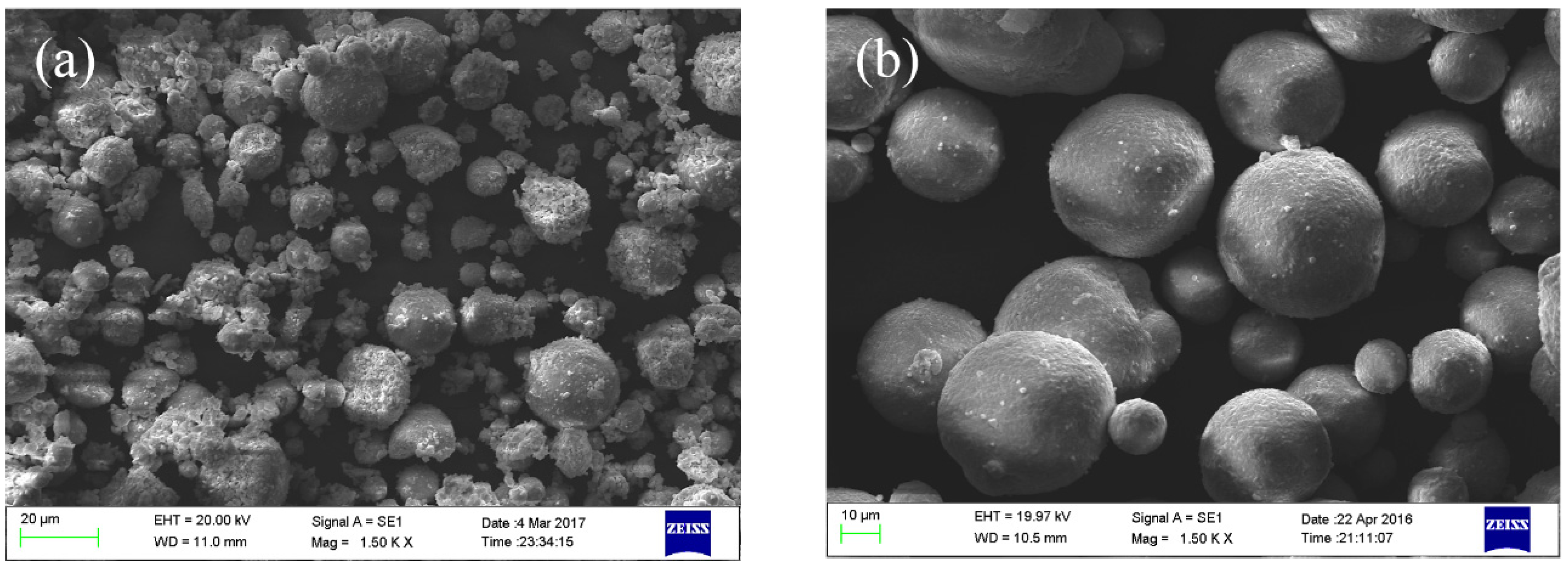
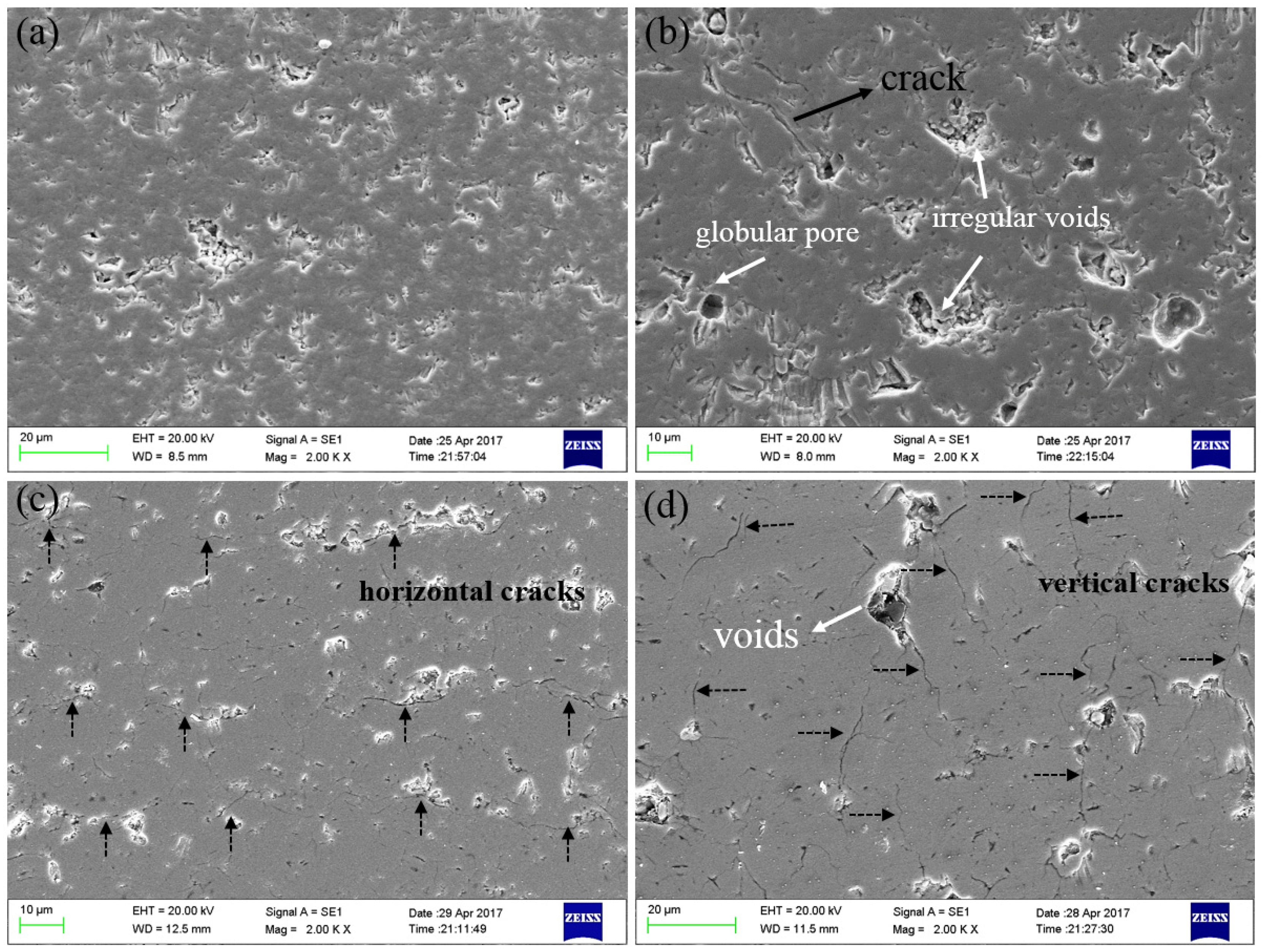
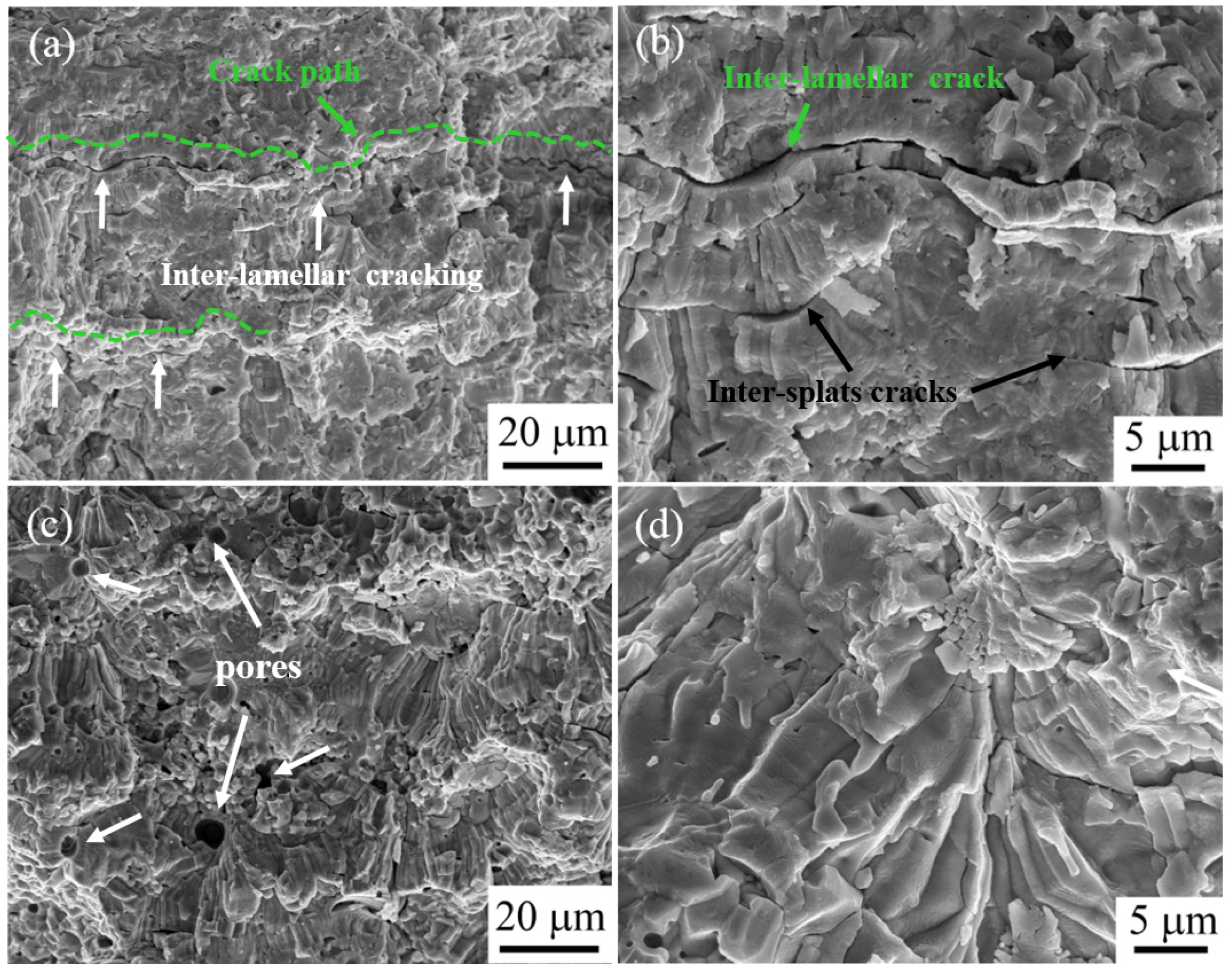
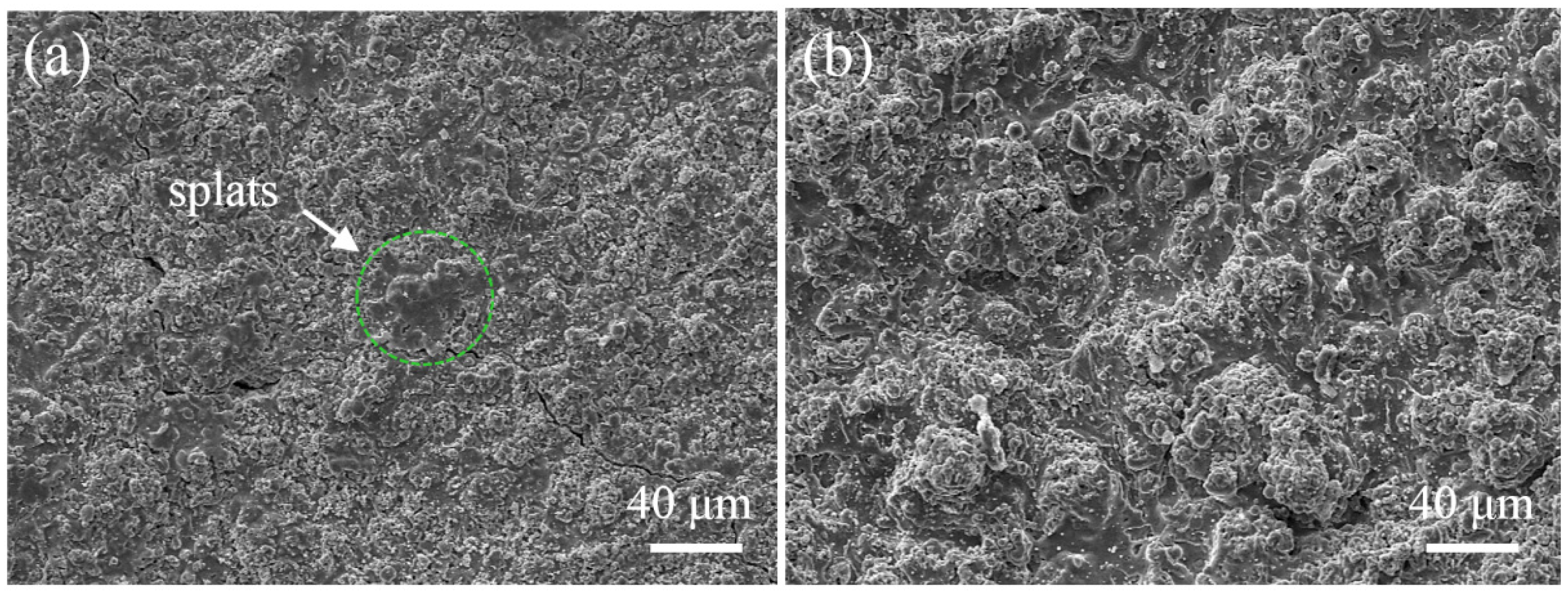
3.1. Microstructure Analysis
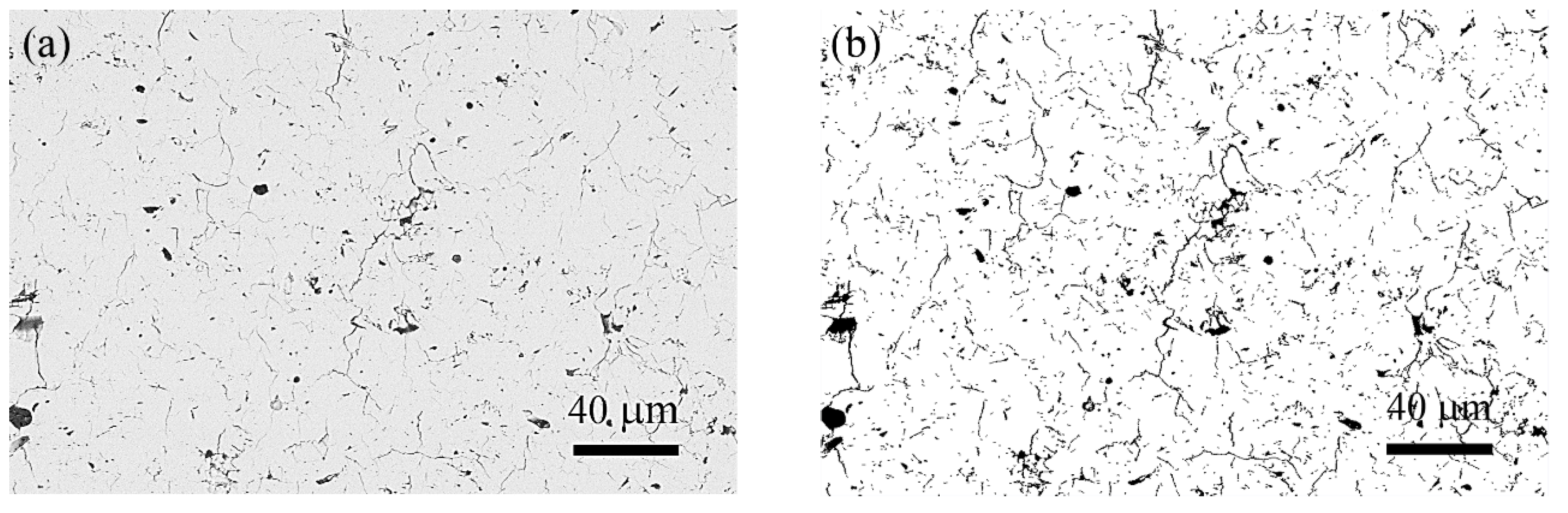
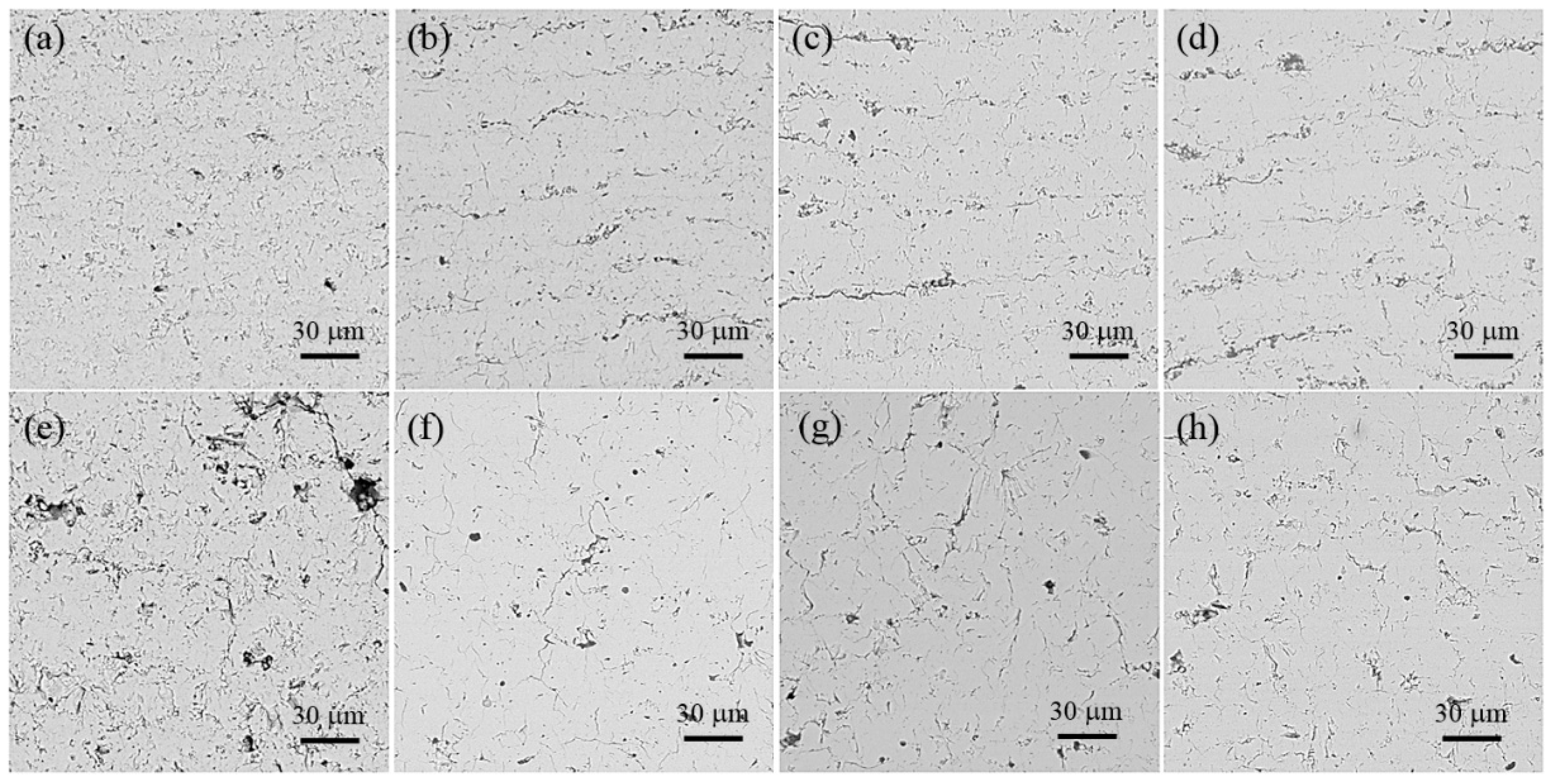
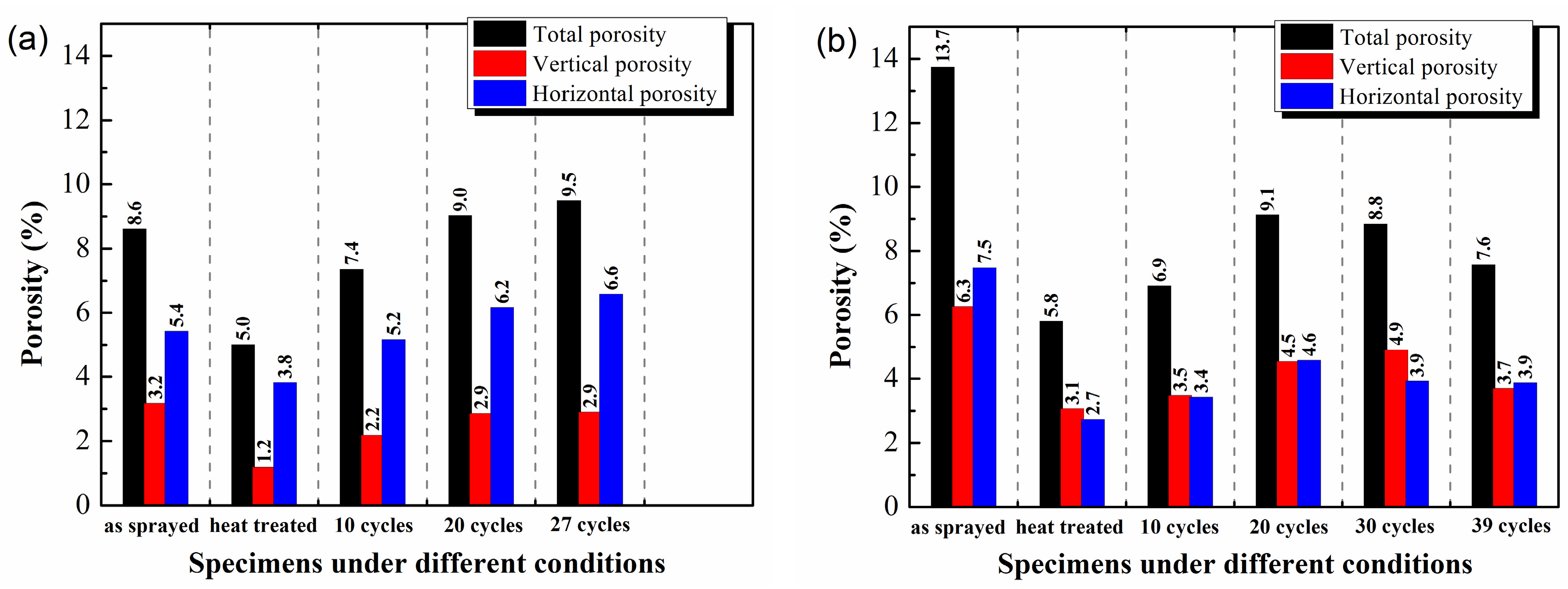
3.2. Porosity
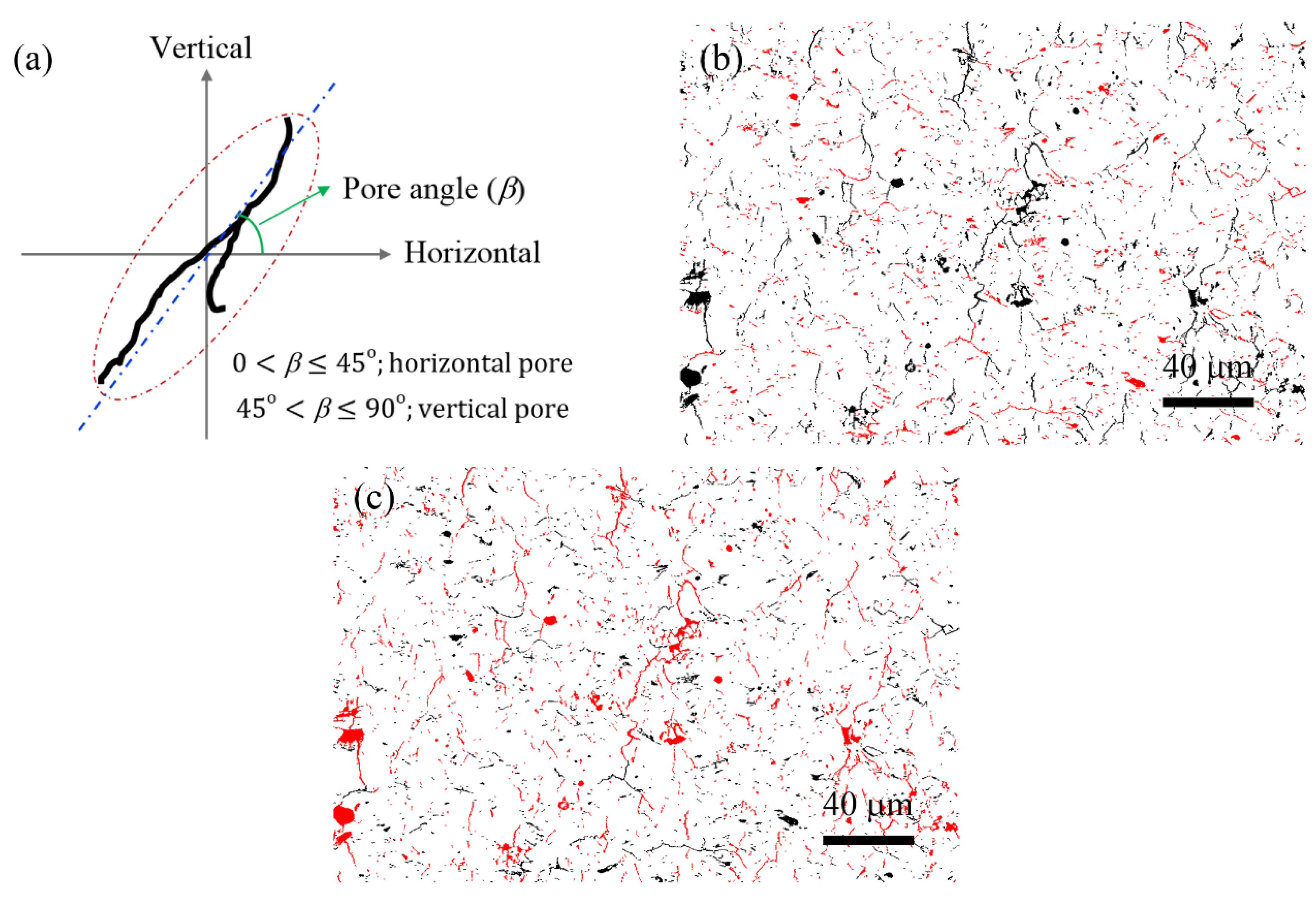
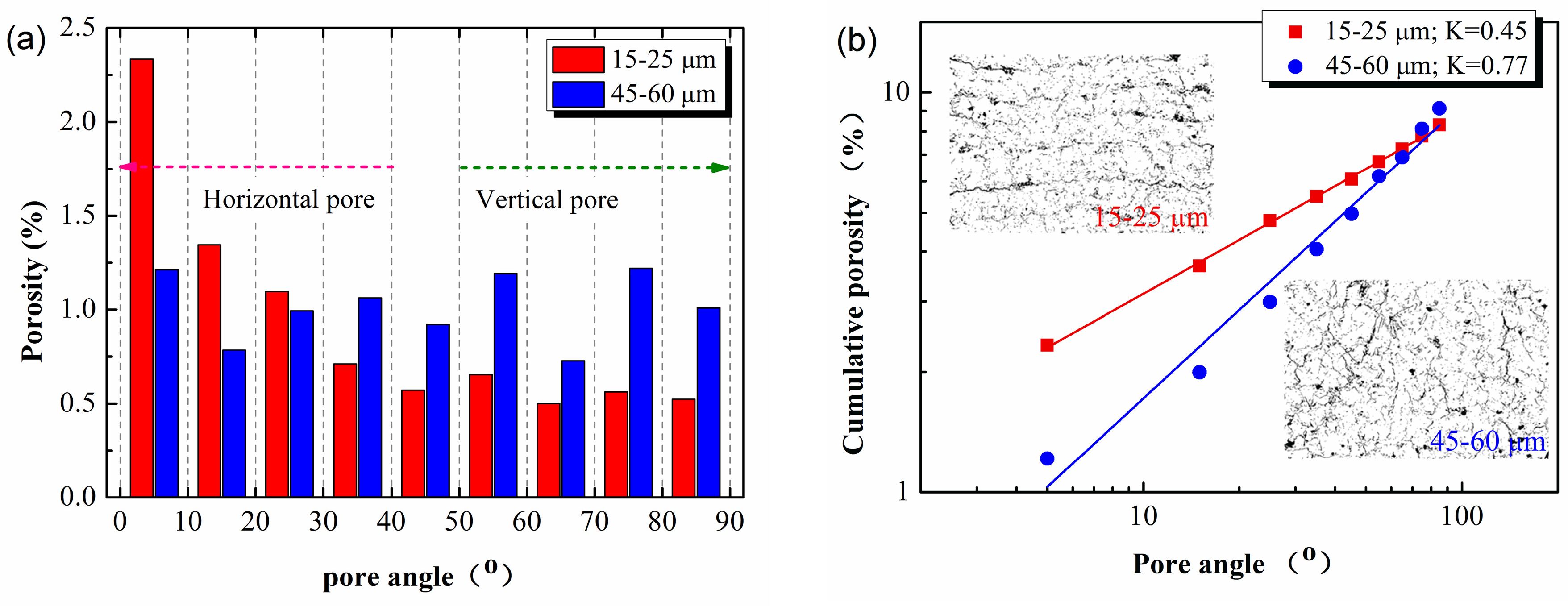
3.3. Characteristic Parameter of Pore Orientation
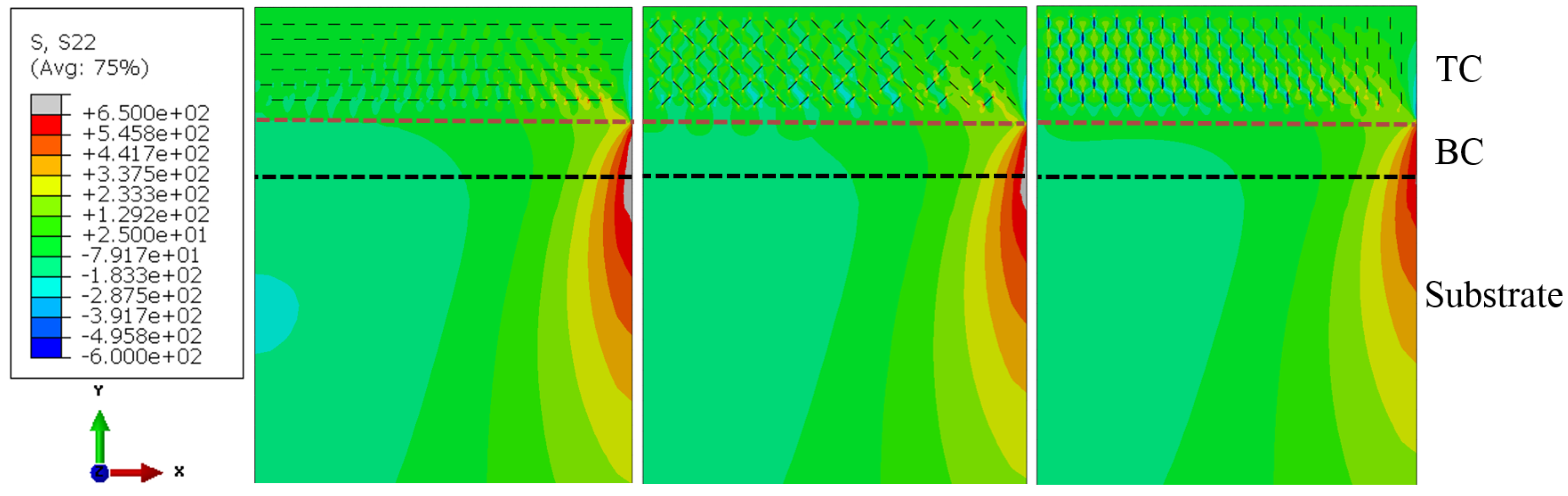
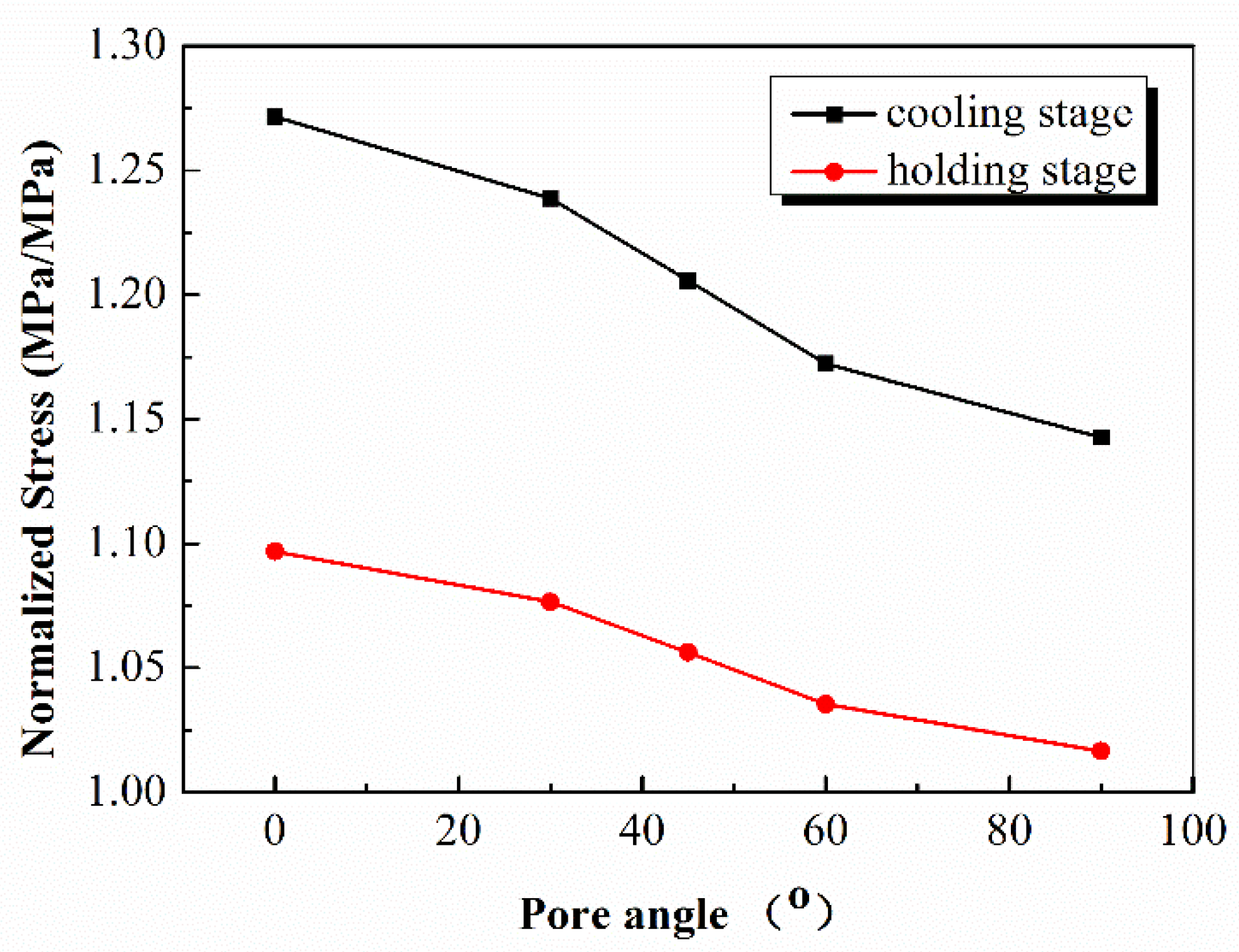
3.4. Influence of Pore Orientation on Thermal Shock Resistance of TBCs
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Padture, N.P.; Gell, M.; Jordan, E.H. Thermal barrier coatings for gas-turbine engine applications. Science 2002, 296, 280–284. [Google Scholar] [CrossRef] [PubMed]
- Schulz, U.; Leyens, C.; Fritscher, K.; Peters, M.; Saruhan-Brings, B.; Lavigne, O.; Donvaux, J.-M.; Poulain, M.; Mèvrel, R.; Michaël, C. Some recent trends in research and technology of advanced thermal barrier coatings. Aerosp. Sci. Technol. 2003, 7, 73–80. [Google Scholar] [CrossRef]
- Gan, Z.; Ng, H.N. Experiments and inelastic finite element analyses of plasma sprayed graded coatings under cyclic thermal shock. Mater. Sci. Eng. A 2004, 385, 314–324. [Google Scholar] [CrossRef]
- Kim, D.J.; Shin, I.H.; Koo, J.M.; Seok, C.S.; Lee, T.W. Failure mechanisms of coin-type plasma-sprayed thermal barrier coatings with thermal fatigue. Surf. Coat. Technol. 2010, 205, S451–S458. [Google Scholar] [CrossRef]
- Fauchais, P.; Vardelle, M.; Goutier, S. Latest researches advances of plasma spraying: From splat to coating formation. J. Therm. Spray Technol. 2016, 25, 1534–1553. [Google Scholar] [CrossRef]
- Mutter, M.; Mauer, G.; Mücke, R.; Guillon, O.; Vaßen, R. Correlation of splat morphologies with porosity and residual stress in plasma-sprayed YSZ coatings. Surf. Coat. Technol. 2017, 318, 157–169. [Google Scholar] [CrossRef]
- Ann, J.; Berndt, C.C. Quantification and taxonomy of pores in thermal spray coatings by image;analysis and stereology approach. Metall. Mater. Trans. A 2013, 44, 4844–4858. [Google Scholar]
- Kulkarni, A.; Wang, Z.; Nakamura, T.; Sampath, S.; Goland, A.; Herman, H.; Allen, J.; Ilavsky, J.; Long, G.; Frahm, J. Comprehensive microstructural characterization and predictive property modeling of plasma-sprayed zirconia coatings. Acta Mater. 2003, 51, 2457–2475. [Google Scholar] [CrossRef]
- Sobhanverdi, R.; Akbari, A. Porosity and microstructural features of plasma sprayed yttria stabilized zirconia thermal barrier coatings. Ceram. Int. 2015, 41, 14517–14528. [Google Scholar] [CrossRef]
- Liu, T.; Luo, X.-T.; Chen, X.; Yang, G.-J.; Li, C.-X.; Li, C.-J. Morphology and size evolution of interlamellar two-dimensional pores in plasma-sprayed La2Zr2O7 coatings during thermal exposure at 1300 °C. J. Therm. Spray Technol. 2015, 24, 739–748. [Google Scholar] [CrossRef]
- Giolli, C.; Scrivani, A.; Rizzi, G.; Borgioli, F.; Bolelli, G.; Lusvarghi, L. Failure mechanism for thermal fatigue of thermal barrier coating systems. J. Therm. Spray Technol. 2009, 18, 223–230. [Google Scholar] [CrossRef]
- Paul, S. Stiffness of plasma sprayed thermal barrier coatings. Coatings 2017, 7, 68. [Google Scholar] [CrossRef]
- Xiaofeng, Z.; Kesong, Z.; Huantao, C.; Tao, H.; Jinbing, S.; Min, L. Properties of thermal barrier coatings made of different shapes of ZrO2–7 wt % Y2O3 powders. Rare Met. Mater. Eng. 2015, 44, 1301–1306. [Google Scholar] [CrossRef]
- Yu, Z.; Huang, J.; Wang, W.; Yu, J.; Wu, L. Deposition and properties of a multilayered thermal barrier coating. Surf. Coat. Technol. 2016, 288, 126–134. [Google Scholar] [CrossRef]
- Huang, J.; Wang, W.; Yu, J.; Wu, L.; Feng, Z. Effect of particle size on the micro-cracking of plasma-sprayed YSZ coatings during thermal cycle testing. J. Therm. Spray Technol. 2017, 26, 755–763. [Google Scholar] [CrossRef]
- Beele, W.; Marijnissen, G.; Van Lieshout, A. The evolution of thermal barrier coatings—Status and upcoming solutions for today’s key issues. Surf. Coat. Technol. 1999, 120, 61–67. [Google Scholar] [CrossRef]
- Song, D.; Paik, U.; Guo, X.; Zhang, J.; Woo, T.-K.; Lu, Z.; Jung, S.-H.; Lee, J.-H.; Jung, Y.-G. Microstructure design for blended feedstock and its thermal durability in lanthanum zirconate based thermal barrier coatings. Surf. Coat. Technol. 2016, 308, 40–49. [Google Scholar] [CrossRef]
- Bakan, E.; Mack, D.E.; Mauer, G.; Mücke, R.; Vaßen, R. Porosity–property relationships of plasma-sprayed Gd2Zr2O7/YSZ thermal barrier coatings. J. Am. Ceram. Soc. 2015, 98, 2647–2654. [Google Scholar] [CrossRef]
- Wang, L.; Wang, Y.; Sun, X.; He, J.; Pan, Z.; Zhou, Y.; Wu, P. Influence of pores on the thermal insulation behavior of thermal barrier coatings prepared by atmospheric plasma spray. Mater. Des. 2011, 32, 36–47. [Google Scholar] [CrossRef]
- Gupta, M.; Dwivedi, G.; Nylén, P.; Vackel, A.; Sampath, S. An experimental study of microstructure-property relationships in thermal barrier coatings. J. Therm. Spray Technol. 2013, 22, 659–670. [Google Scholar] [CrossRef]
- Mauer, G.; Du, L.; Vaßen, R. Atmospheric plasma spraying of single phase lanthanum zirconate thermal barrier coatings with optimized porosity. Coatings 2016, 6, 49. [Google Scholar] [CrossRef]
- Bengtsson, P.; Johannesson, T. Characterization of microstructural defects in plasma-sprayed thermal barrier coatings. J. Therm. Spray Technol. 1995, 4, 245–251. [Google Scholar] [CrossRef]
- Tan, Y.; Srinivasan, V.; Nakamura, T.; Sampath, S.; Bertrand, P.; Bertrand, G. Optimizing compliance and thermal conductivity of plasma sprayed thermal barrier coatings via controlled powders and processing strategies. J. Therm. Spray Technol. 2012, 21, 950–962. [Google Scholar] [CrossRef] [Green Version]
- Karger, M.; Vaßen, R.; Stöver, D. Atmospheric plasma sprayed thermal barrier coatings with high segmentation crack densities: Spraying process, microstructure and thermal cycling behavior. Surf. Coat. Technol. 2011, 206, 16–23. [Google Scholar] [CrossRef]
- Guo, H.; Murakami, H.; Kuroda, S. Effect of hollow spherical powder size distribution on porosity and segmentation cracks in thermal barrier coatings. J. Am. Ceram. Soc. 2006, 89, 3797–3804. [Google Scholar] [CrossRef]
- Lu, Z.; Myoung, S.-W.; Kim, H.-S.; Kim, M.-S.; Lee, J.-H.; Jung, Y.-G.; Jang, J.-C.; Paik, U. Microstructure evolution and interface stability of thermal barrier coatings with vertical type cracks in cyclic thermal exposure. J. Therm. Spray Technol. 2013, 22, 671–679. [Google Scholar] [CrossRef]
- Guo, H.; Murakami, H.; Kuroda, S. Effects of heat treatment on microstructures and physical properties of segmented thermal barrier coatings. Mater. Trans. 2005, 46, 1775–1778. [Google Scholar] [CrossRef]
- Pin, L.; Ansart, F.; Bonino, J.-P.; Le Maoult, Y.; Vidal, V.; Lours, P. Reinforced sol–gel thermal barrier coatings and their cyclic oxidation life. J. Eur. Ceram. Soc. 2013, 33, 269–276. [Google Scholar] [CrossRef] [Green Version]
- Pin, L.; Vidal, V.; Blas, F.; Ansart, F.; Duluard, S.; Bonino, J.-P.; Le Maoult, Y.; Lours, P. Optimized sol–gel thermal barrier coatings for long-term cyclic oxidation life. J. Eur. Ceram. Soc. 2014, 34, 961–974. [Google Scholar] [CrossRef] [Green Version]
- McPherson, R. A review of microstructure and properties of plasma sprayed ceramic coatings. Surf. Coat. Technol. 1989, 39, 173–181. [Google Scholar] [CrossRef]
- Chang-Jiu, L.; Wang, W.-Z. Quantitative characterization of lamellar microstructure of plasma-sprayed ceramic coatings through visualization of void distribution. Mater. Sci. Eng. A 2004, 386, 10–19. [Google Scholar]
- Li, C.J.; Ohmori, A. Relationships between the microstructure and properties of thermally sprayed deposits. J. Therm. Spray Technol. 2002, 11, 365–374. [Google Scholar] [CrossRef]
- Sevostianov, I.; Kachanov, M.; Ruud, J.; Lorraine, P.; Dubois, M. Quantitative characterization of microstructures of plasma-sprayed coatings and their conductive and elastic properties. Mate. Sci. Eng. A 2004, 386, 164–174. [Google Scholar] [CrossRef]
- Kulkarni, A.; Vaidya, A.; Goland, A.; Sampath, S.; Herman, H. Processing effects on porosity-property correlations in plasma sprayed yttria-stabilized zirconia coatings. Mater. Sci. Eng. A 2003, 359, 100–111. [Google Scholar] [CrossRef]
- Dwivedi, G.; Viswanathan, V.; Sampath, S.; Shyam, A.; Lara-Curzio, E. Fracture toughness of plasma-sprayed thermal barrier ceramics: Influence of processing, microstructure, and thermal aging. J. Am. Ceram. Soc. 2014, 97, 2736–2744. [Google Scholar] [CrossRef]
- Cheng, B.; Yang, N.; Zhang, Q.; Zhang, Y.-M.; Chen, L.; Yang, G.-J.; Li, C.-X.; Li, C.-J. Sintering induced the failure behavior of dense vertically crack and lamellar structured tbcs with equivalent thermal insulation performance. Ceram. Int. 2017. In Press. [Google Scholar] [CrossRef]
- Deshpande, S.; Kulkarni, A.; Sampath, S.; Herman, H. Application of image analysis for characterization of porosity in thermal spray coatings and correlation with small angle neutron scattering. Surf. Coat. Technol. 2004, 187, 6–16. [Google Scholar] [CrossRef]
- Li, J.F.; Li, L.; Stott, F.H. Fractal characteristics of apparent pores present on polished cross sections of alumina coatings prepared by laser-assisted flame hybrid spraying. Thin Solid Films 2004, 453–454, 229–233. [Google Scholar] [CrossRef]
- Shen, W.; Wang, F.C.; Fan, Q.B.; Hua, D.; Ma, Z. Proposal of new expressions for effects of splat interfaces and defects on effective properties of thermal barrier coatings. Surf. Coat. Technol. 2010, 204, 3376–3381. [Google Scholar]
- Zhou, C.; Wang, N.; Xu, H. Comparison of thermal cycling behavior of plasma-sprayed nanostructured and traditional thermal barrier coatings. Mater. Sci. Eng. A 2007, 452–453, 569–574. [Google Scholar] [CrossRef]
- Sevostianov, I.; Kachanov, M. Anisotropic thermal conductivities of plasma-sprayed thermal barrier coatings in relation to the microstructure. J. Therm. Spray Technol. 2000, 9, 478–482. [Google Scholar] [CrossRef]
- Sevostianov, I.; Kachanov, M. Plasma-sprayed ceramic coatings: Anisotropic elastic and conductive properties in relation to the microstructure; cross-property correlations. Mater. Sci. Eng. A 2001, 297, 235–243. [Google Scholar] [CrossRef]













© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, J.; Wang, W.; Lu, X.; Hu, D.; Feng, Z.; Guo, T. Effect of Particle Size on the Thermal Shock Resistance of Plasma-Sprayed YSZ Coatings. Coatings 2017, 7, 150. https://doi.org/10.3390/coatings7090150
Huang J, Wang W, Lu X, Hu D, Feng Z, Guo T. Effect of Particle Size on the Thermal Shock Resistance of Plasma-Sprayed YSZ Coatings. Coatings. 2017; 7(9):150. https://doi.org/10.3390/coatings7090150
Chicago/Turabian StyleHuang, Jibo, Weize Wang, Xiang Lu, Doudou Hu, Zhengqu Feng, and Tianxu Guo. 2017. "Effect of Particle Size on the Thermal Shock Resistance of Plasma-Sprayed YSZ Coatings" Coatings 7, no. 9: 150. https://doi.org/10.3390/coatings7090150
APA StyleHuang, J., Wang, W., Lu, X., Hu, D., Feng, Z., & Guo, T. (2017). Effect of Particle Size on the Thermal Shock Resistance of Plasma-Sprayed YSZ Coatings. Coatings, 7(9), 150. https://doi.org/10.3390/coatings7090150