Quantification of Thermal Barrier Efficiency of Intumescent Coatings on Glass Fibre-Reinforced Epoxy Composites




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Intumescent Coatings
- Base resin containing an epoxy resin, ethyl hexyl glycidyl ether and bisphenol F-epichlorohydrin;
- Hardener containing 2,4,6-tris(dimethylaminomethyl)phenol and triethylenetetramine.
- Base resin containing an epoxy base resin, DOPO (9,10-Dihydro-9-oxa-10-phosphaphenanthrene-10-oxide) modified epoxy resin complex, 1,4-bis(2,3epoxypropoxy) butane and triphenyl phosphate;
- Hardener containing zinc borate, tetraethylpentamine and 3-aminopropyltriethoxysilane.
2.1.2. Substrate: Glass Fibre-Reinforced Composite
2.2. Sample Preparation
2.2.1. Surface Coating of Glass Fibre-Reinforced Epoxy (GRE) Composite Laminates
2.2.2. Intumescent Coating Samples for Char Expansion and Thermal Conductivity Measurements
2.3. Thermal Barrier Behaviour Evaluation of Coatings, Applied on GRE Laminates
2.4. Char Expansion Study of Intumescent Coatings
2.4.1. Char Expansion as a Function of Temperature Measurement Using the Advanced Rheometric Expansion System (ARES)
2.4.2. Char Expansion as a Function of Time Measurement Using Infrared Camera in a Mass Loss Calorimeter
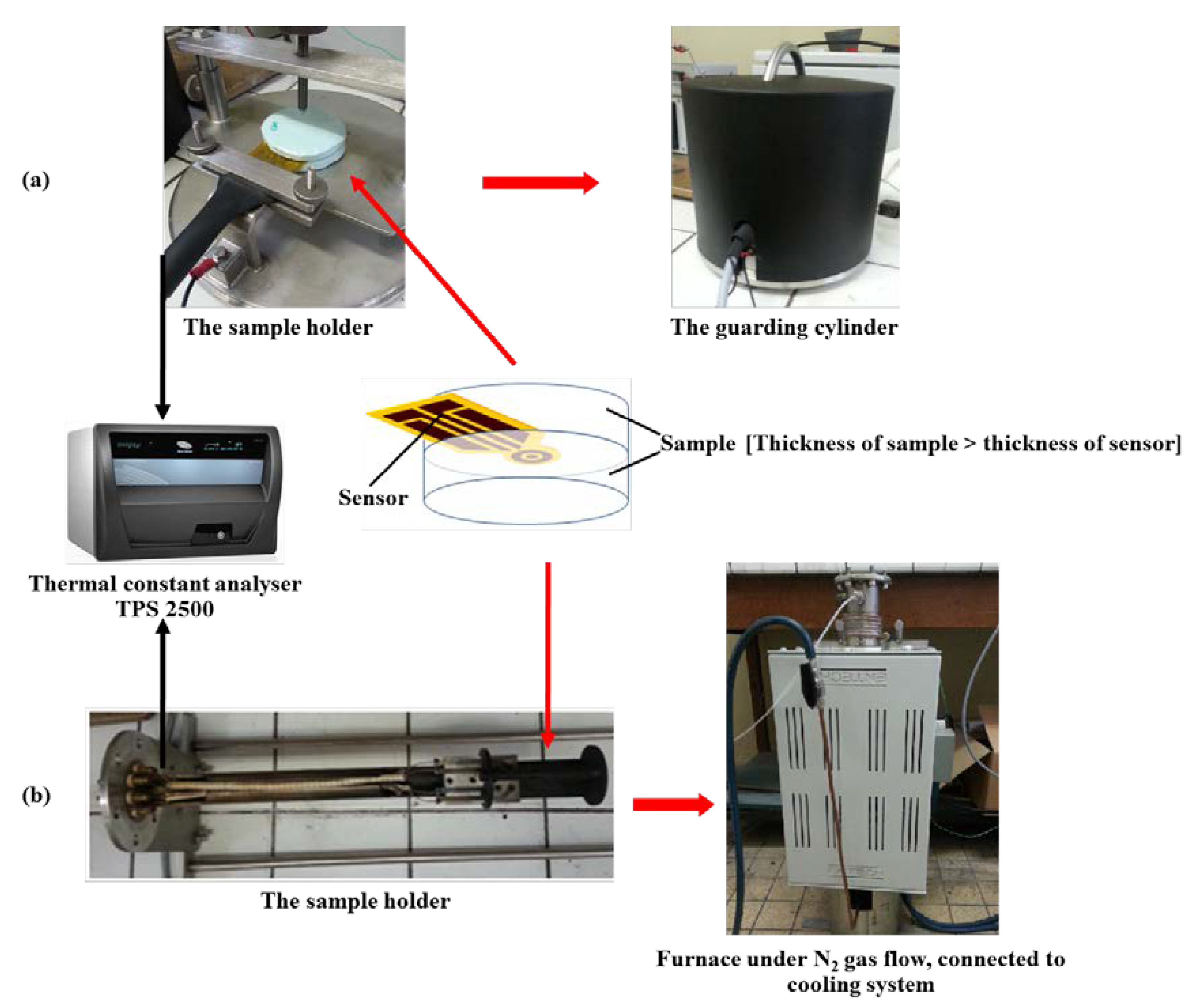
2.5. Thermal Conductivity Measurements Using the Hot Disk Method
2.5.1. The Thermal Conductivity of the Coatings at Room Temperature
2.5.2. The Thermal Conductivity Measurement at High Temperatures
3. Results and Discussion
3.1. Thermal Barrier Effect of Intumescent Coatings on GRE Laminates
3.1.1. Cone Calorimetric Parameters
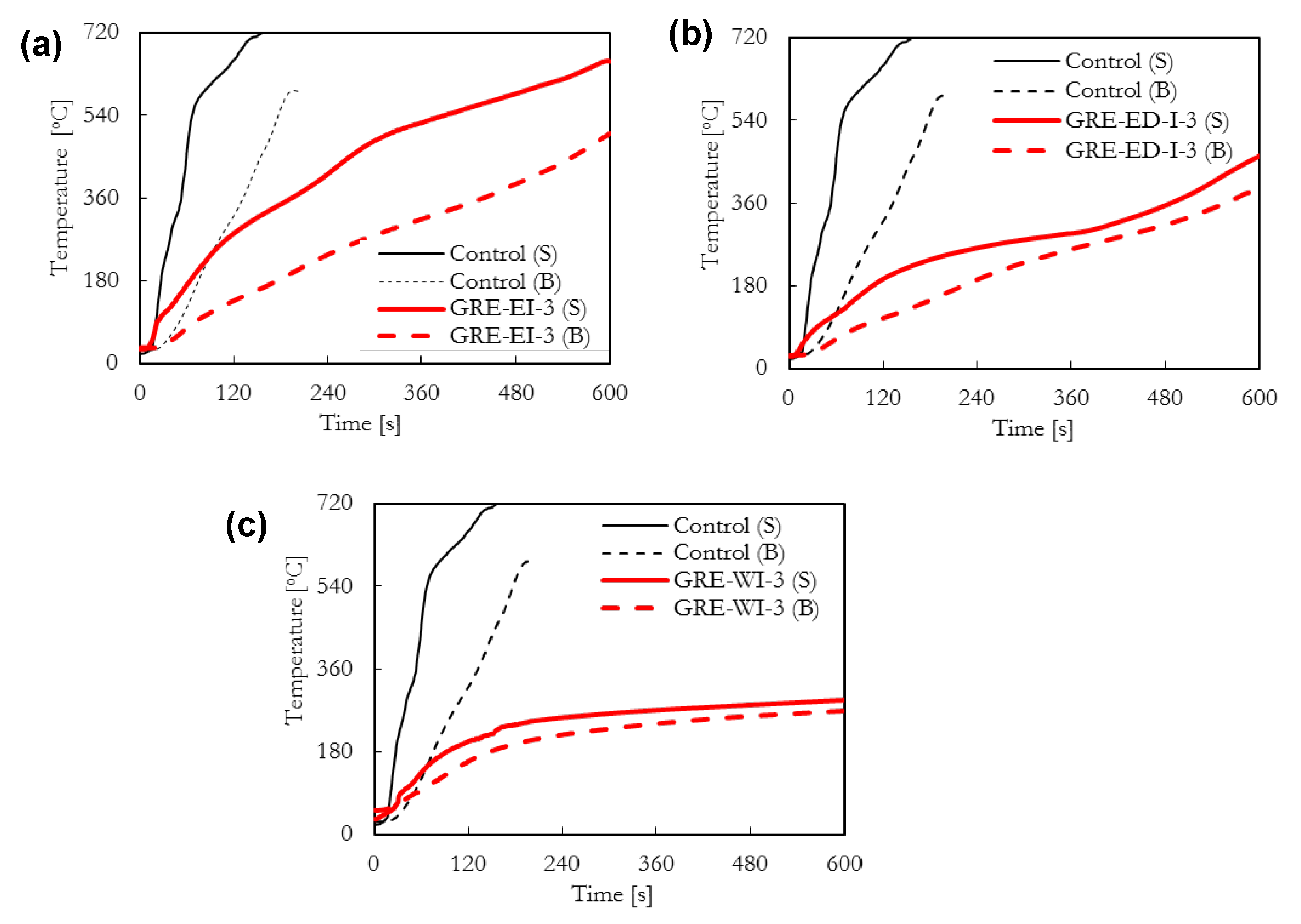
3.1.2. Temperature Gradient through the Thickness of the Sample
3.2. Char Expansion Study
3.2.1. Char Expansion as a Function of Time, by Using a Mass Loss Calorimeter and an Infrared Camera
3.2.2. Char Expansion as a Function of Temperature
3.3. Thermal Conductivity of the Intumescent Coatings
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Alongi, J.; Han, Z.; Bourbigot, S. Intumescence: Tradition versus novelty. A comprehensive review. Prog. Polym. Sci. 2015, 51, 28–73. [Google Scholar] [CrossRef]
- Kandare, E.; Kandola, B.K.; Myler, P.; Edwards, G. Thermo-mechanical responses of fiber-reinforced epoxy composites exposed to high temperature environments. Part I: Experimental data acquisition. J. Compos. Mater. 2010, 44, 3093–3114. [Google Scholar] [CrossRef]
- Khaneghahi, M.H.; Najafabadi, E.P.; Shoaei, P.; Oskouei, A.V. Effect of intumescent paint coating on mechanical properties of FRP bars at elevated temperature. Polym. Test. 2018, 71, 72–86. [Google Scholar] [CrossRef]
- Ashrafi, H.; Bazli, M.; Najafabadi, E.P.; Oskouei, A.V. The effect of mechanical and thermal properties of FRP bars on their tensile performance under elevated temperatures. Construct. Build. Mater. 2017, 157, 1001–1010. [Google Scholar] [CrossRef]
- Kandola, B.; Kandare, E. Composites having improved fire resistance. In Advances in Fire Retardant Materials; Horrocks, A.R., Price, D., Eds.; Woodhead Publishing Ltd.: Cambridge, UK, 2008; pp. 398–442. [Google Scholar]
- Le Bras, M.; Camino, G.; Bourbigot, S.; Delobel, R. Fire Retardancy of Polymers: The Use of Intumescence; The Royal Society of Chemistry: Cambridge, UK, 1998. [Google Scholar]
- Yew, M.C.; Ramli Sulong, N.H.; Yew, M.K.; Amalina, M.A.; Johan, M.R. Influences of flame-retardant fillers on fire protection and mechanical properties of intumescent coatings. Prog. Org. Coat. 2015, 78, 59–66. [Google Scholar] [CrossRef]
- Xia, Y.; Jin, F.; Mao, Z.; Guan, Y.; Zheng, A. Effects of ammonium polyphosphate to pentaerythritol ratio on composition and properties of carbonaceous foam deriving from intumescent flame-retardant polypropylene. Polym. Degrad. Stab. 2014, 107, 64–73. [Google Scholar] [CrossRef]
- UL Rapid Rise Fire Tests of Protection Materials for Structural Steel, UL 1709; Underwriter Laboratories: Northbrook, IL, USA, 1994.
- BS EN 13381-8 Test Methods for Determining the Contribution to the Fire Resistance of Structural Members-Part 8: Applied Passive Protection Products to Steel Member; BSI: London, UK, 2010.
- BS 476-15 Fire Tests on Building Materials and Structures-Part 15: Method for Measuring the Rate of Heat Release of Products; British Standards Institute: London, UK, 1993.
- Gustafsson, S.E.; Karawacki, E.; Khan, M.N. Transient hot-strip method for simultaneously measuring thermal conductivity and thermal diffusivity of solids and fluids. J. Phys. D Appl. Phys. 1979, 12, 1411–1421. [Google Scholar] [CrossRef]
- Bohac, V.; Gustavsson, M.K.; Kubicar, L.; Gustafsson, S.E. Parameter estimations for measurements of thermal transport properties with the hot disk thermal constants analyzer. Rev. Sci. Instrum. 2000, 71, 2452–2455. [Google Scholar] [CrossRef]
- Gustafsson, S.E. Transient plane source techniques for thermal conductivity and thermal diffusivity measurements of solid material. Rev. Sci. Instrum. 1991, 62, 797–804. [Google Scholar] [CrossRef]
- Schartel, B.; Hull, T.R. Development of fire-retarded materials—Interpretation of cone calorimeter data. Fire Mater. 2007, 31, 327–354. [Google Scholar] [CrossRef]
- Kandola, B.K.; Luangtriratana, P.; Duquesne, S.; Bourbigot, S. The effects of thermophysical properties and environmental conditions on fire performance of intumescent coatings on glass fibre-reinforced epoxy composites. Materials 2015, 8, 5216–5237. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Song, L.; Xing, W.; Lu, H.; Hu, Y. A effective flame retardant for epoxy resins based on poly(DOPO substituted dihydroxyl phenyl pentaerythritol diphosphonate). Mater. Chem. Phys. 2011, 125, 536–541. [Google Scholar] [CrossRef]
- Vovelle, C.; Akrich, R.; Mellottee, H. Thermal degradation of painted wood. An experimental study. J. Fire Sci. 1983, 1, 191–199. [Google Scholar] [CrossRef]
- Jimenez, M.; Duquesne, S.; Bourbigot, S. Characterization of the performance of an intumescent fire protective coating. Surf. Coat. Technol. 2006, 201, 979–987. [Google Scholar] [CrossRef]
- Kandola, B.K.; Bhatti, W.; Kandare, E. A comparative study on the efficacy of varied surface coatings in fire proofing glass/epoxy composites. Polym. Degrad. Stab. 2012, 97, 2418–2427. [Google Scholar] [CrossRef]
- Kandare, E.; Chukwudolue, C.; Kandola, B.K. The use of fire-retardant intumescent mats for fire and heat protection of glass fibre-reinforced polyester composites: Thermal barrier properties. Fire Mater. 2010, 34, 21–38. [Google Scholar] [CrossRef]
- Camino, G.; Costa, L.; Martinasso, G. Intumescent fire-retardant systems. Polym. Degrad. Stab. 1989, 23, 359–376. [Google Scholar] [CrossRef]
- Kandola, B.K.; Horrocks, A.R. Complex char formation in flame-retarded fibre-intumescent combinations—II. Thermal analytical studies. Polym. Degrad. Stab. 1996, 54, 289–303. [Google Scholar] [CrossRef]
- Staggs, J.E. Thermal conductivity estimates of intumescent chars by direct numerical simulation. Fire Saf. J. 2010, 45, 228–237. [Google Scholar] [CrossRef]
- Gardelle, B.; Duquesne, S.; Rerat, V.; Bourbigot, S. Thermal degradation and fire performance of intumescent silicone-based coatings. Polym. Adv. Technol. 2013, 24, 62–69. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Coating Thickness (mm) | Cone Calorimetric Results * | Thermal Barrier; Time to Reach Surface Temp *** | ||||||
|---|---|---|---|---|---|---|---|---|---|
| TTI (s) | 1st Peak | 2nd Peak | THR (MJ/m²) | 180 °C (s) | 250 °C (s) | ||||
| PHRR (kW/m²)/TPHRR (s) | FHI ** (kW/m2·s) | PHRR (kW/m²)/TPHRR (s) | FHI ** (kW/m2·s) | ||||||
| Control | - | 49 | 733/91 | 8.1 | - | - | 38.8 | 28 | 37 |
| GRE-EI-1 | 1.27 ± 0.01 | 44 | 131/74 | 1.8 | 321/205 | 1.6 | 50.8 | 33 | 43 |
| GRE-EI-3 | 2.96 ± 0.16 | 44 | 96/75 | 1.3 | 115/405 | 0.3 | 51.5 | 65 | 98 |
| GRE-EI-5 | 5.28 ± 0.22 | 48 | 128/77 | 1.7 | 108/617 | 0.3 | 109.4 | 338 | 471 |
| GRE-ED-I-1 | 1.35 ± 0.02 | 35 | 113/57 | 2.0 | 176/262 | 0.7 | 42.9 | 38 | 56 |
| GRE-ED-I-3 | 2.95 ± 0.09 | 38 | 123/59 | 2.1 | 150/473 | 0.4 | 72.1 | 107 | 208 |
| GRE-ED-I-5 | 5.72 ± 0.09 | 37 | 96/59 | 1.6 | 94/814 | 0.1 | 76.1 | 337 | 507 |
| GRE-WI-1 | 0.94 ± 0.03 | 17 | 126/47 | 2.7 | 55/134 | 0.4 | 26.6 | 32 | 48 |
| GRE-WI-3 | 2.91 ± 0.09 | 20 | 106/47 | 2.2 | 54/385 | 0.1 | 31.2 | 110 | 236 |
| GRE-WI-5 | 5.25 ± 0.82 | 19 | 127/48 | 2.7 | 53/541 | 0.1 | 32.8 | 153 | 494 |
| Sample | Char Residual Images | Exposure Time (s) | Char Thickness (mm) | Expansion Ratio |
|---|---|---|---|---|
| Control |  | 200 | – | – |
| GRE-EI-1 |  | 500 | 6.8 ± 2.2 | 5.3 ± 1.8 |
| GRE-EI-3 |  | 900 | 10.0 ± 2.0 | 3.4 ± 0.4 |
| GRE-EI-5 |  | 1400 | 15.8 ± 0.9 | 3.0 ± 0.4 |
| GRE-ED-I-1 |  | 500 | 9.8 ± 2.8 | 7.2 ± 2.2 |
| GRE-ED-I-3 |  | 900 | 20.7 ± 1.3 | 7.0 ± 0.1 |
| GRE-ED-I-5 |  | 1600 | 27.2 ± 2.7 | 4.8 ± 0.4 |
| GRE-WI-1 |  | 800 | 24.1 ± 2.6 | 25.6 ± 1.5 |
| GRE-WI-3 |  | 800 | 41.7 ± 2.4 | 14.3 ± 0.8 |
| GRE-WI-5 |  | 1200 | 36.3 ± 4.5 | 6.9 ± 0.7 |
| Heating Rate (°C/min) | Coating | Initial Thickness | Final Char Thickness | Char Expansion Ratio |
|---|---|---|---|---|
| 5 | EI | 2.156 ± 0.017 | 5.631 ± 0.250 | 2.6 ± 0.1 |
| ED-I | 2.008 ± 0.095 | 6.117 ± 0.077 | 3.1 ± 0.2 | |
| WI | 1.394 ± 0.214 | 30.135 ± 0.545 | 22.1 ± 3.0 | |
| 10 | EI | 1.811 ± 0.125 | 7.147 ± 0.234 | 4.0 ± 0.2 |
| ED-I | 1.865 ± 0.235 | 9.444 ± 0.228 | 5.1 ± 0.6 | |
| WI | 1.107 ± 0.013 | 22.929 ± 0.441 | 20.7 ± 0.6 |
| Temperature (°C) | Thermal Conductivity (W/m·K) * | ||
|---|---|---|---|
| EI | ED-I | WI | |
| 19 | 0.32 ± 0 | 0.28 ± 0.01 | 0.53 ± 0.01 |
| 200 | 0.20 ± 0.01 | 0.18 ± 0.01 | 0.20 ± 0.02 |
| 300 | 0.21 ± 0.01 | 0.19 ± 0.01 | 0.19 ± 0.01 |
| 400 | 0.14 ± 0.01 | 0.15 ± 0 | 0.09 ± 0 |
| 500 | 0.19 ± 0 | 0.21 ± 0 | 0.17 ± 0 |
| 600 | 0.25 ± 0 | 0.26 ± 0 | – |
| 700 | 0.30 ± 0.01 | 0.34 ± 0.01 | – |
| At room temperature after the test | 0.12 ± 0.01 | 0.11± 0 | 0.06 ± 0.01 |
| Residual char after the test |  Thickness = 10 mm |  Thickness = 11 mm |  Thickness = 23 mm |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luangtriratana, P.; Kandola, B.K.; Duquesne, S.; Bourbigot, S. Quantification of Thermal Barrier Efficiency of Intumescent Coatings on Glass Fibre-Reinforced Epoxy Composites. Coatings 2018, 8, 347. https://doi.org/10.3390/coatings8100347
Luangtriratana P, Kandola BK, Duquesne S, Bourbigot S. Quantification of Thermal Barrier Efficiency of Intumescent Coatings on Glass Fibre-Reinforced Epoxy Composites. Coatings. 2018; 8(10):347. https://doi.org/10.3390/coatings8100347
Chicago/Turabian StyleLuangtriratana, Piyanuch, Baljinder K. Kandola, Sophie Duquesne, and Serge Bourbigot. 2018. "Quantification of Thermal Barrier Efficiency of Intumescent Coatings on Glass Fibre-Reinforced Epoxy Composites" Coatings 8, no. 10: 347. https://doi.org/10.3390/coatings8100347
APA StyleLuangtriratana, P., Kandola, B. K., Duquesne, S., & Bourbigot, S. (2018). Quantification of Thermal Barrier Efficiency of Intumescent Coatings on Glass Fibre-Reinforced Epoxy Composites. Coatings, 8(10), 347. https://doi.org/10.3390/coatings8100347