Effect of Hexagonal Phase Content on Wear Behaviour of AlTiN Arc PVD Coatings


Abstract
:1. Introduction
2. Materials and Methods
2.1. Coating Deposition
2.2. Coating Analysis and Testing
3. Results and Discussion
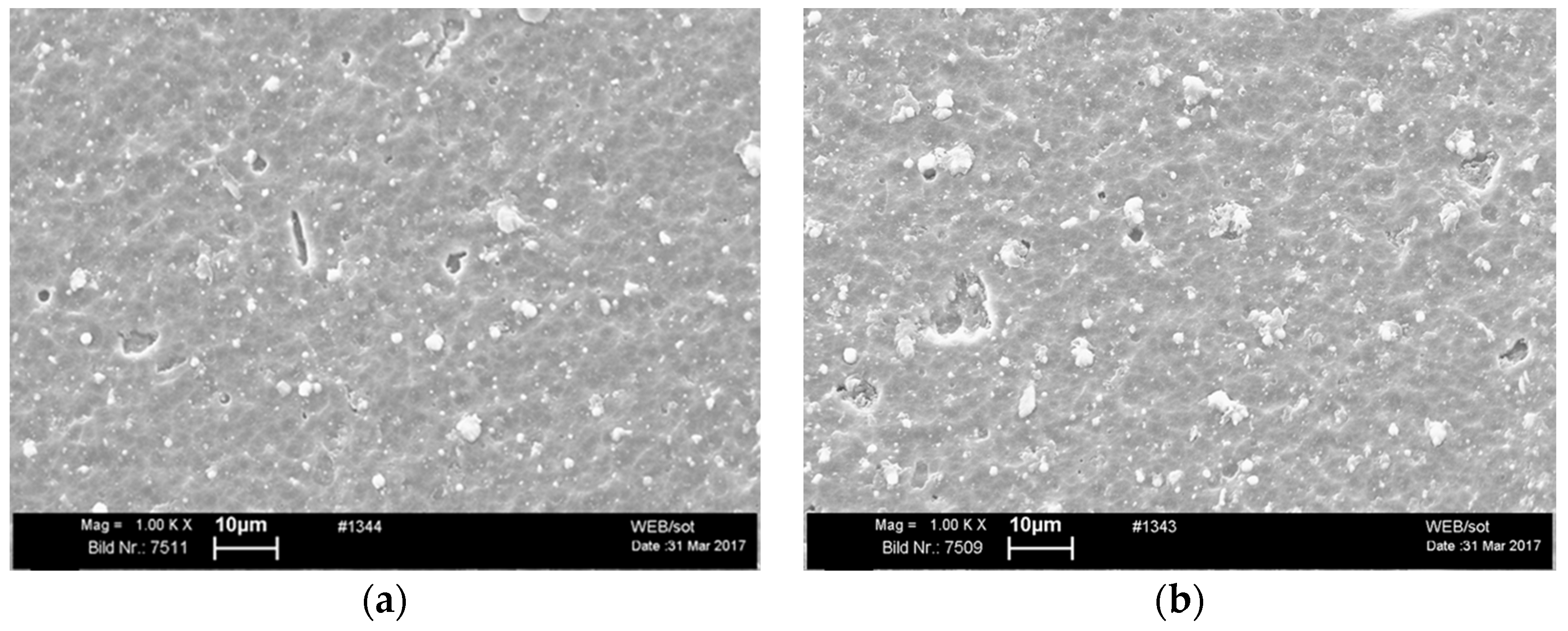
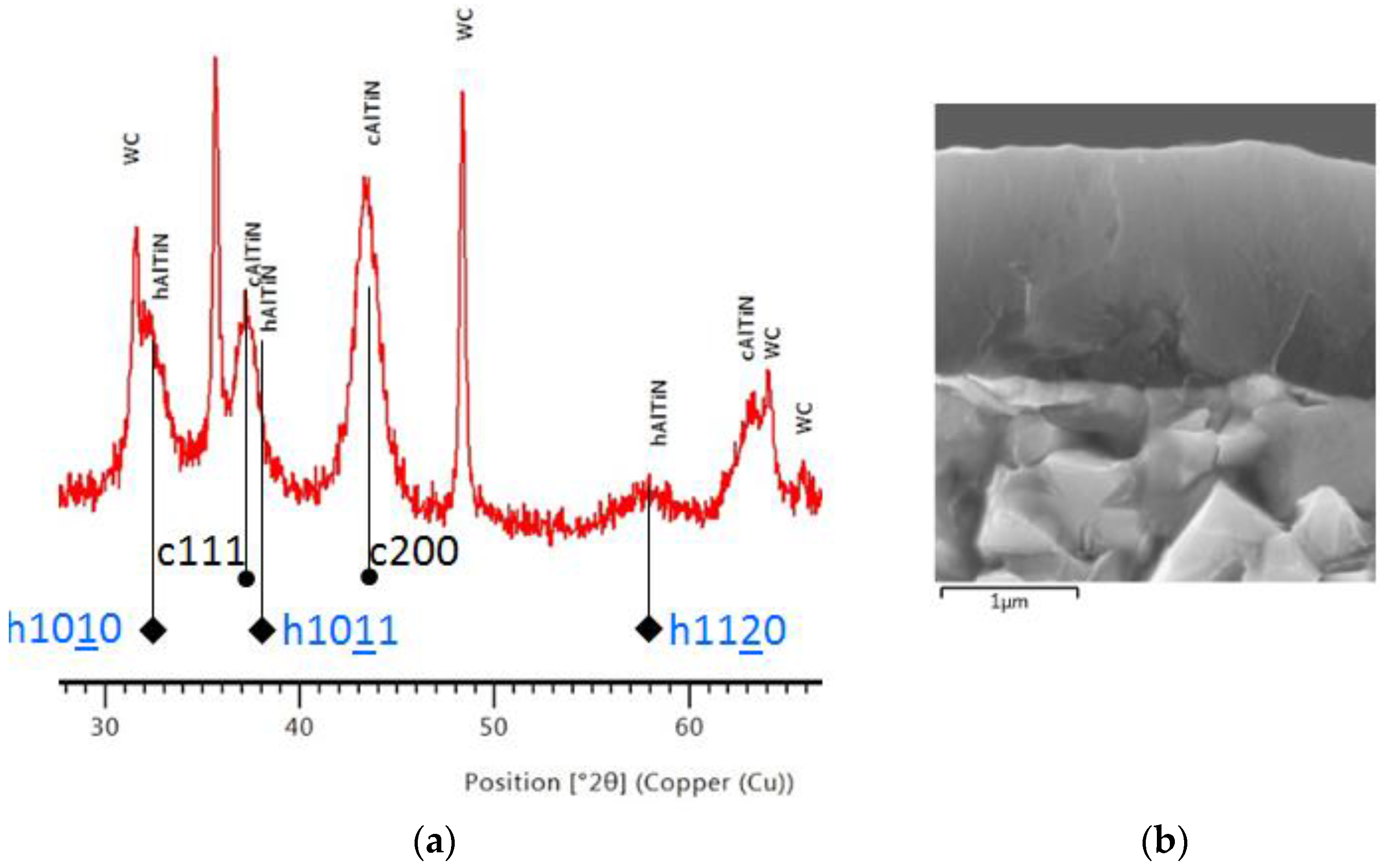
3.1. Coating Analysis
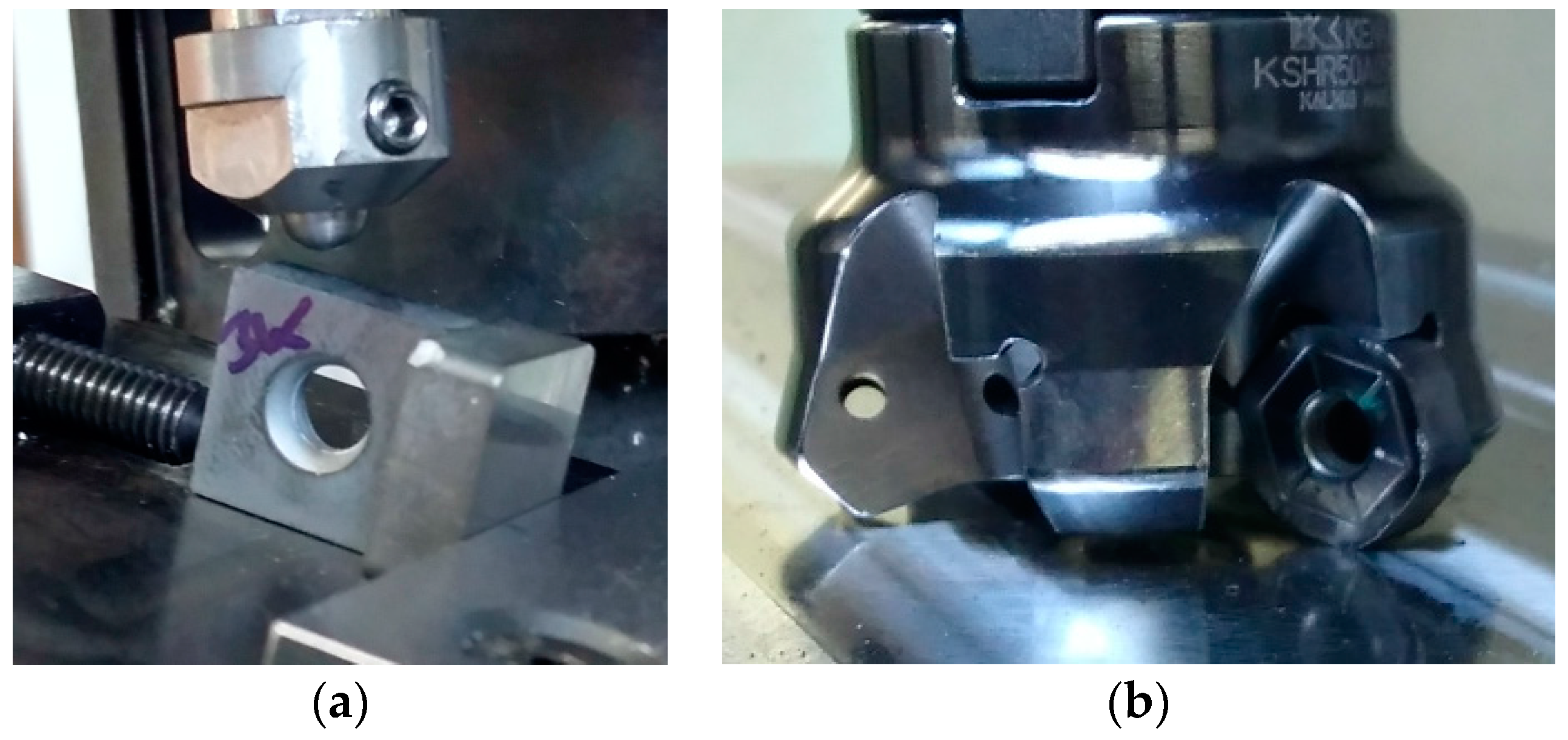
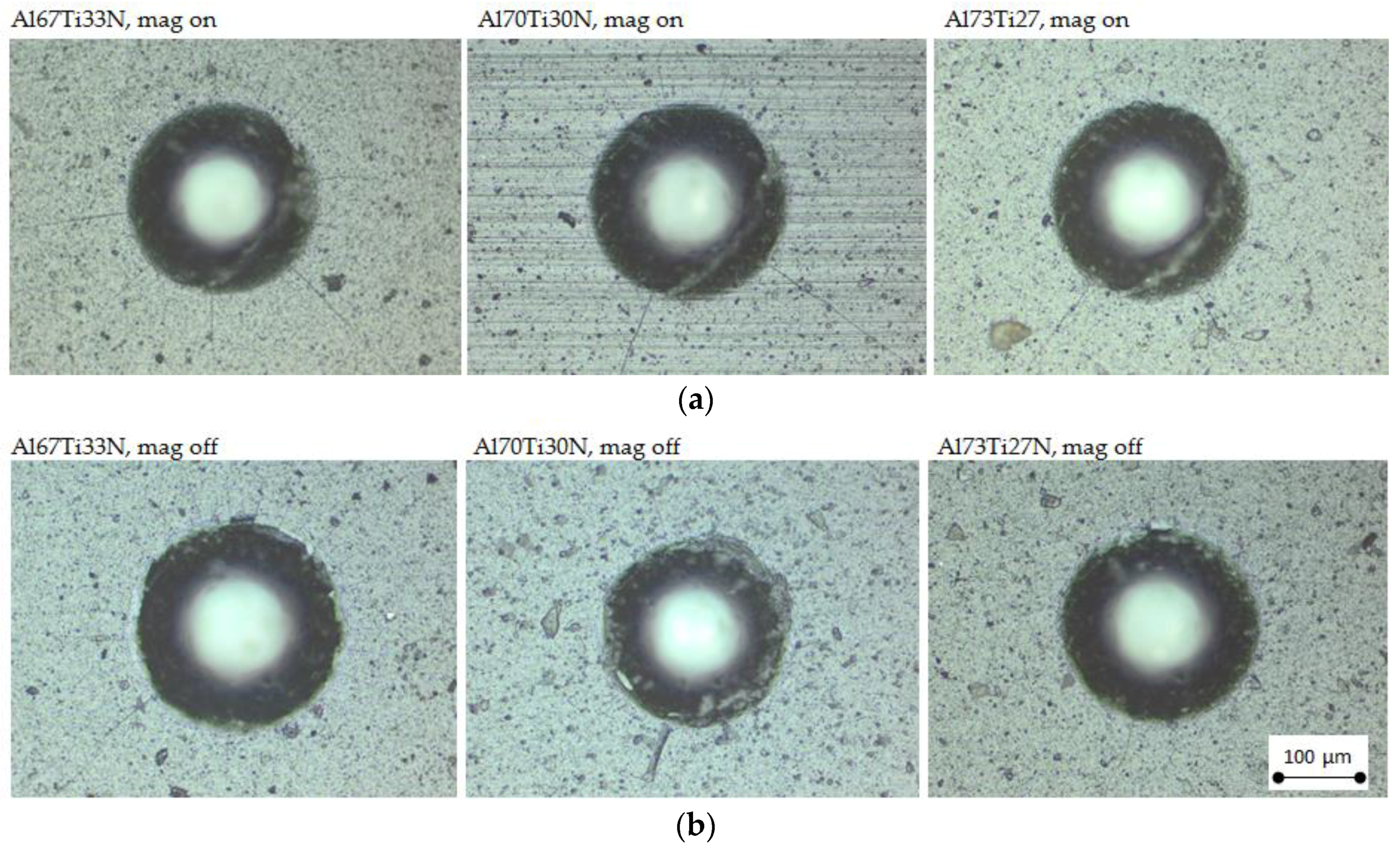
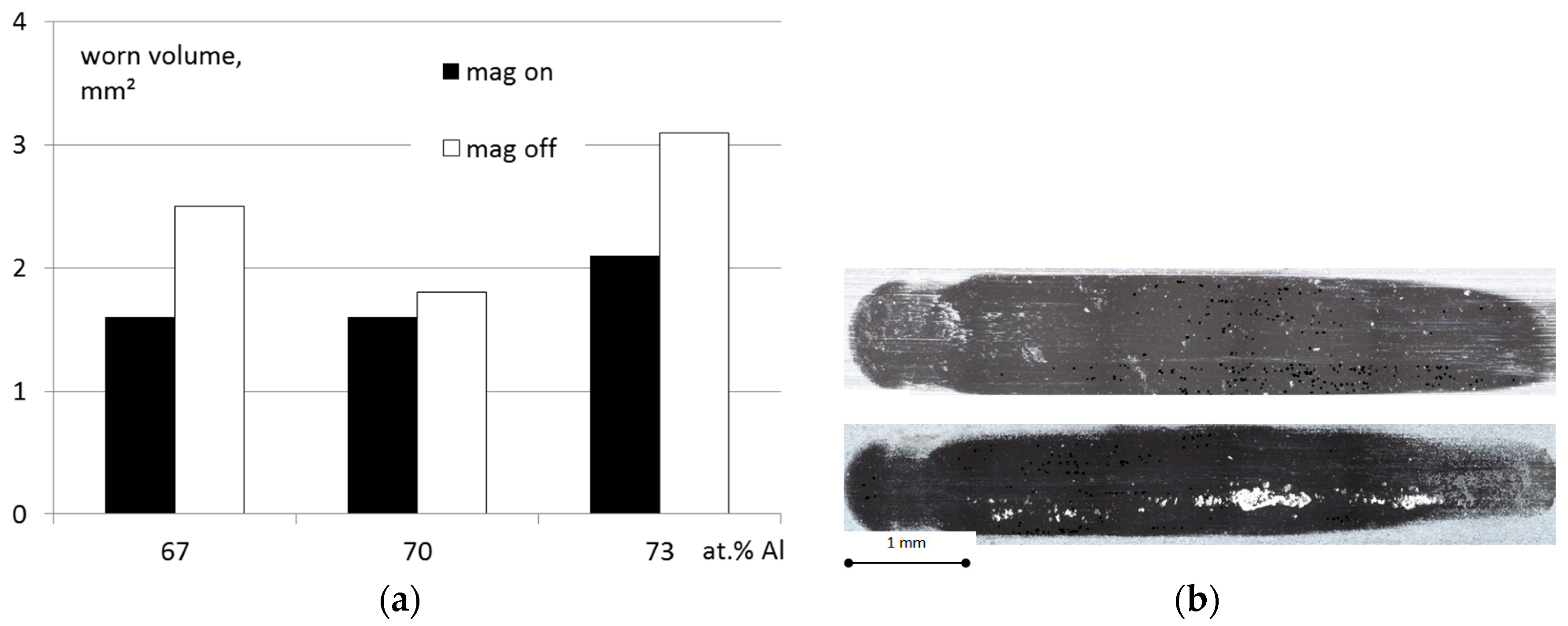
3.2. Wear Test by Cyclic Impacting
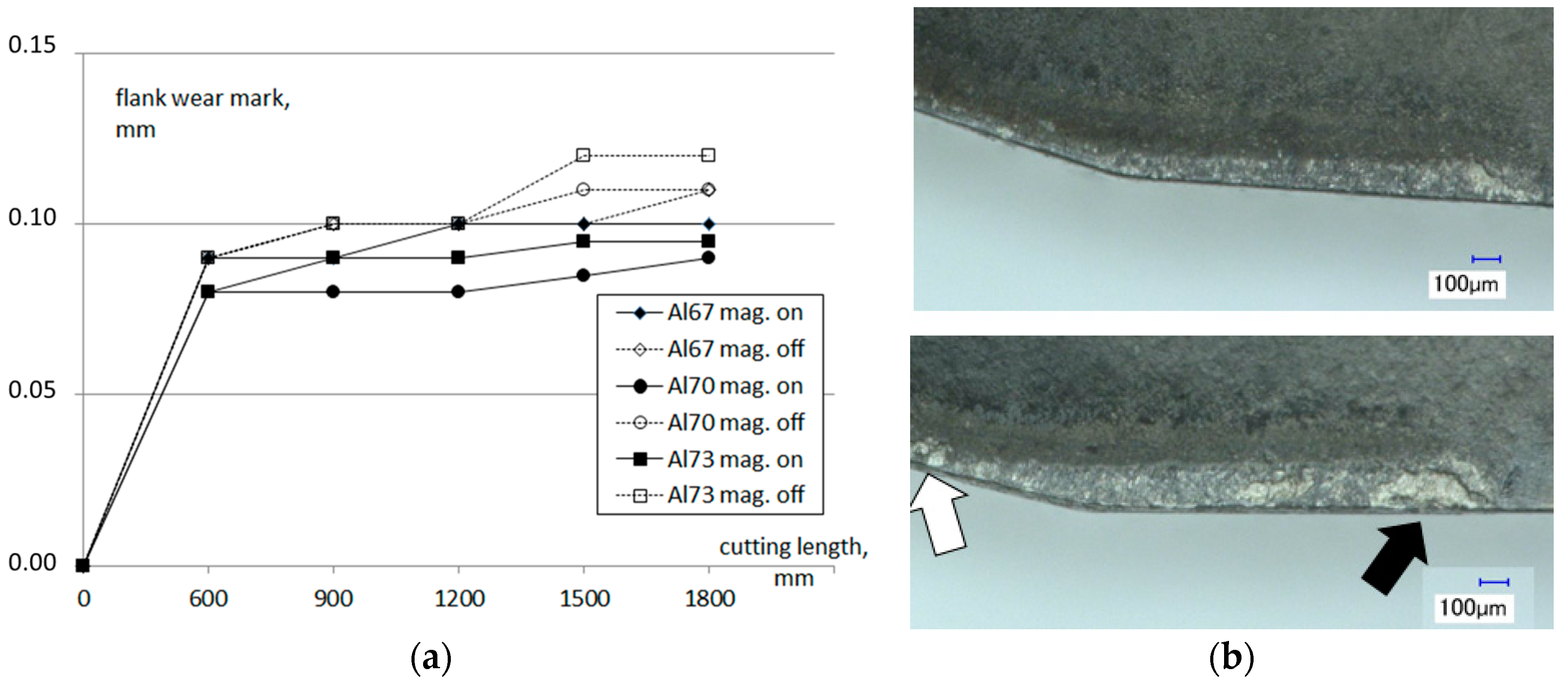
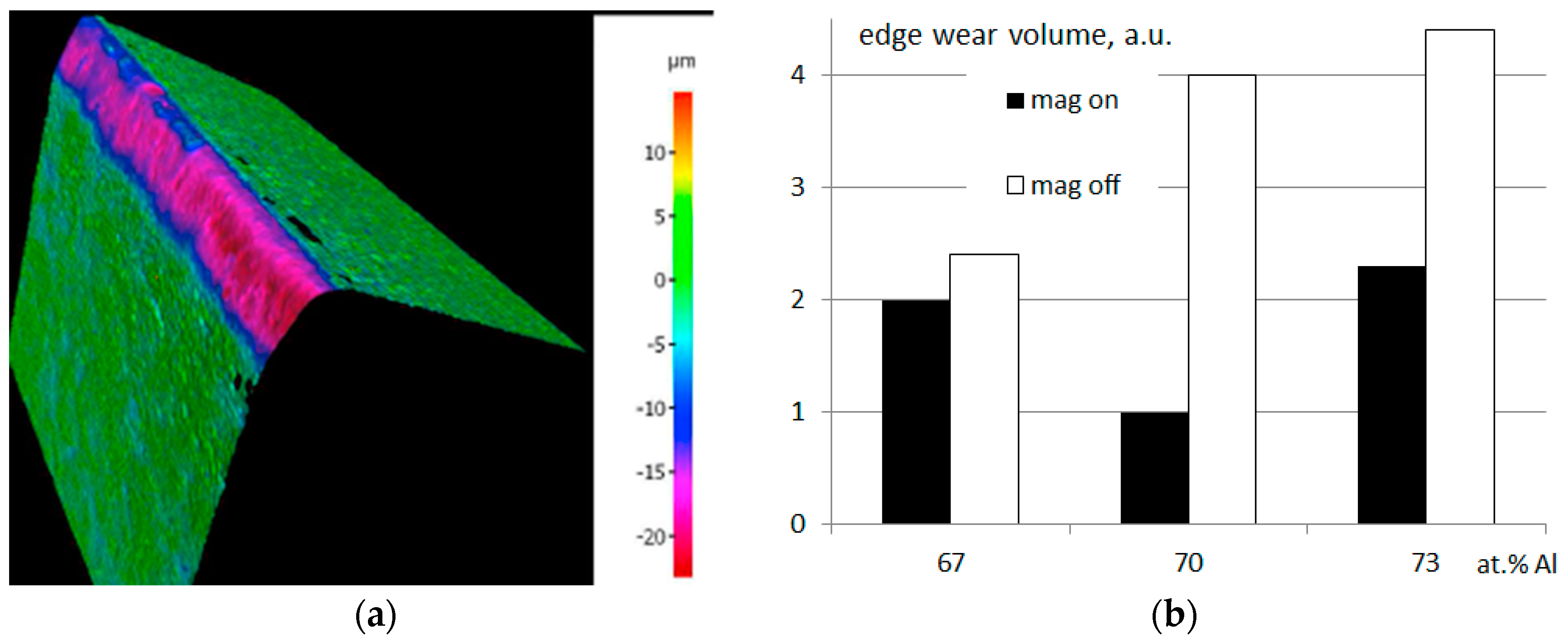
3.3. Wear Test by Fly Milling
4. Conclusions
Author Contributions
Conflicts of Interest
References
- PalDey, S.; Deevi, S.C. Single layer and multilayer wear resistant coatings of (Ti,Al)N: A review. Mater. Sci. Eng. A 2003, 342, 58–79. [Google Scholar] [CrossRef]
- Inspektor, A.; Salvador, P.A. Architecture of PVD coatings for metalcutting applications: A review. Surf. Coat. Technol. 2014, 257, 138–153. [Google Scholar] [CrossRef]
- Kumar, V.; Penich, R. Stabilization of cubic phase in AlTiN coatings using anode configurations. Int. J. Refract. Met. Hard Mater. 2016, 60, 113–117. [Google Scholar] [CrossRef]
- Hörling, A.; Hultman, L.; Oden, M.; Sjölen, J.; Karlsson, L. Mechanical properties and machining performance of Ti1−xAlxN coated cutting tools. Surf. Coat. Technol. 2005, 191, 384–392. [Google Scholar] [CrossRef]
- Chen, L.; Paulitsch, J.; Du, Y.; Mayrhofer, P.H. Thermal stability and oxidation resistance of Ti–Al–N coatings. Surf. Coat Technol. 2012, 206, 2954–2960. [Google Scholar] [CrossRef] [PubMed]
- Grossmann, B.; Schalk, N.; Czettl, C.; Pohler, M.; Mitterer, C. Phase composition and thermal stability of arc evaporated Ti1−xAlxN hard coatings with 0.4 ≤ x ≤ 0.67. Surf. Coat. Technol. 2017, 309, 687–693. [Google Scholar] [CrossRef]
- Andersson, J.M.; Vetter, J.; Müller, J.; Sjölen, J. Structural effects of energy input during growth of Ti1−xAlxN coatings by cathodic arc evaporation. Surf Coat. Technol. 2014, 240, 211–220. [Google Scholar] [CrossRef]
- Sjölen, J.; Andersson, J.; Vetter, J.; Müller, J. PVD Coating for Metal Machining. European Patent EP 2,835,445 A1, 11 February 2015. [Google Scholar]
- Schlögl, M.; Paulitsch, J.; Mayrhofer, P.H. Thermal stability of CrN/AlN superlattice coatings. Surf. Coat. Technol. 2014, 240, 250–254. [Google Scholar] [CrossRef]
- Chen, L.; Xu, Y.X.; Du, Y.; Liu, Y. Effect of bilayer period on structure, mechanical and thermal properties of TiAlN/AlTiN multilayer coatings. Thin Solid Films 2015, 592, 207–214. [Google Scholar] [CrossRef]
- Rafaja, D.; Poklad, A.; Klemm, V.; Schreiber, G.; Heger, D.; Sima, M. Microstructure and hardness of nanocrystalline Ti(1−x−y)AlxSiyN thin films. Mater. Sci. Eng. A 2007, 462, 279–282. [Google Scholar] [CrossRef]
- Ni, W.; Penich, R.M.; Liu, Y.; Beblo, M.F. Aluminum Titanium Nitride Coating and Method of Making the Same. U.S. Patent 8,277,958 B2, 8 August 2012. [Google Scholar]
- Kutschej, K.; Mayrhofer, P.H.; Kathrein, M.; Polcik, P.; Tessadri, R.; Mitterer, C. Structure, mechanical and tribological properties of sputtered Ti1−xAlxN coatings with 0.5 ≤ x ≤ 0.75. Surf. Coat. Technol. 2005, 200, 2358–2365. [Google Scholar] [CrossRef]
- Kumar, V.; Penich, R.M.; Leicht, P.; Liu, Y. Low Stress Hard Coatings and Applications Thereof. U.S. Patent 9,168,664 B2, 19 February 2015. [Google Scholar]
- Henry, P.; Pac, M.J.; Rousselot, C.; Tuilier, M.H. Wear mechanisms of titanium and aluminium nitride coatings: A microtribological approach. Surf. Coat. Technol. 2013, 223, 79–86. [Google Scholar] [CrossRef]
- Pemmasani, S.P.; Valleti, K.; Gundakaram, R.C.; Rajulapati, K.V.; Mantripragada, R.; Koppoju, S.; Joshi, S.V. Effect of microstructure and phase constitution on mechanical properties of Ti1−xAlxN coatings. Appl. Surf. Sci. 2014, 313, 936–946. [Google Scholar] [CrossRef]
- Bouzakis, K.D.; Mirisidis, I.; Michailidis, N.; Lili, E.; Sampris, A.; Erkens, G.; Cremer, R. Wear of tools coated with various PVD films: Correlation with impact test results by means of FEM simulations. Plasma Process Polym. 2007, 4, 301–310. [Google Scholar] [CrossRef]
- Bouzakis, K.D.; Michailidis, N.; Bouzakis, E.; Katirtzoglou, G.; Makrimallakis, S.; Gerardis, S.; Pappa, M.; Klocke, F.; Schalaster, R.; Gorgels, C. Cutting performance of coated tools with various adhesion strength quantified by inclined impact tests. CIRP Ann. Manuf. Technol. 2011, 60, 105–108. [Google Scholar] [CrossRef]
- Skordaris, G.; Bouzakis, K.D.; Charalampous, P.; Bouzakis, E.; Paraskevopoulou, R.; Lemmer, O.; Bolz, S. Brittleness and fatigue effect of mono- and multi-layer PVD films on the cutting performance of coated cemented carbide inserts. CIRP Ann. Manuf. Technol. 2014, 63, 93–96. [Google Scholar] [CrossRef]
- Chen, Y.; Nie, X. Study on fatigue and wear behaviors of a TiN coating using an inclined impact-sliding test. Surf. Coat. Technol. 2011, 206, 1977–1982. [Google Scholar] [CrossRef]
- Mo, J.L.; Zhu, M.H.; Leyland, A.; Matthews, A. Impact wear and abrasion resistance of CrN, AlCrN and AlTiN PVD coatings. Surf. Coat. Technol. 2013, 215, 170–177. [Google Scholar] [CrossRef]
- Krassnitzer, H.; Hagmann, J. Arc Deposition Source Having a Defined Electric Field. World Patent Application WO 2011,160,766 A1, 29 December 2011. [Google Scholar]
- Lang, W.C.; Xiao, J.Q.; Gong, J.; Sun, C.; Huang, R.F.; Wen, L.S. Study on cathode spot motion and macroparticles reduction in axisymmetric magnetic field-enhanced vacuum arc deposition. Vacuum 2010, 84, 1111–1117. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Machining Parameter | Value |
|---|---|
| Cutting speed [m/min] | 300 |
| Feed rate [mm/rev] | 0.2 |
| Radial engagement [mm] | 37.5 |
| Depth of cut [mm] | 2 |
| Total cutting length [mm] | 1800 |
| Workpiece material | EN-GJS-700 |
| Cathode Material | Coil Magnet on | Coating Thickness [µm] | H/Er | Hex. Phase [vol.%] 1 |
|---|---|---|---|---|
| Al67Ti33N | Yes | 3.4 | 32/450 (0.07) | 0 |
| Al67Ti33N | No | 5.8 | 23/280 (0.08) | 20 |
| Al70Ti30N | Yes | 4.4 | 24/320 (0.08) | 20 |
| Al70Ti30N | No | 5.7 | 23/280 (0.08) | 30 |
| Al73Ti27N | Yes | 4.5 | 23/320 (0.07) | 30 |
| Al73Ti27N | No | 6.7 | 20/270 (0.07) | 50 |
| Cathode Material | Coil Magnet on | Rank Impact Wear | Rank Tool Wear | Agreement |
|---|---|---|---|---|
| Al67Ti33N | Yes | 2 | 2 | Yes |
| Al67Ti33N | No | 4 | 3 | – |
| Al70Ti30N | Yes | 1 | 1 | Yes |
| Al70Ti30N | No | 5 | 5 | Yes |
| Al73Ti27N | Yes | 3 | 4 | – |
| Al73Ti27N | No | 6 | 6 | Yes |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kohlscheen, J.; Bareiss, C. Effect of Hexagonal Phase Content on Wear Behaviour of AlTiN Arc PVD Coatings. Coatings 2018, 8, 72. https://doi.org/10.3390/coatings8020072
Kohlscheen J, Bareiss C. Effect of Hexagonal Phase Content on Wear Behaviour of AlTiN Arc PVD Coatings. Coatings. 2018; 8(2):72. https://doi.org/10.3390/coatings8020072
Chicago/Turabian StyleKohlscheen, Joern, and Christian Bareiss. 2018. "Effect of Hexagonal Phase Content on Wear Behaviour of AlTiN Arc PVD Coatings" Coatings 8, no. 2: 72. https://doi.org/10.3390/coatings8020072
APA StyleKohlscheen, J., & Bareiss, C. (2018). Effect of Hexagonal Phase Content on Wear Behaviour of AlTiN Arc PVD Coatings. Coatings, 8(2), 72. https://doi.org/10.3390/coatings8020072