Laser Cladding of Embedded Sensors for Thermal Barrier Coating Applications



Abstract
:1. Introduction
2. Experimental
3. Results and Discussion
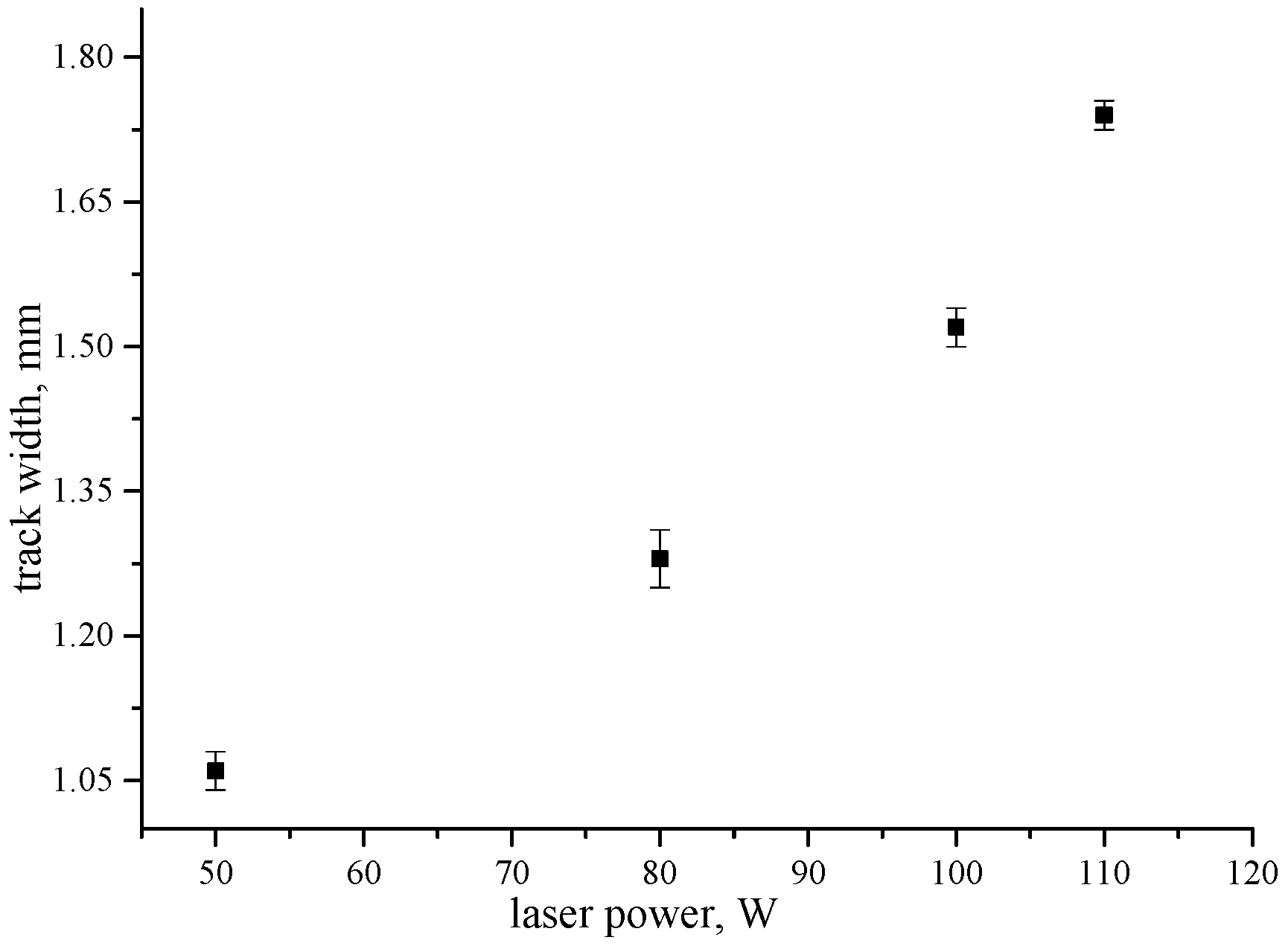
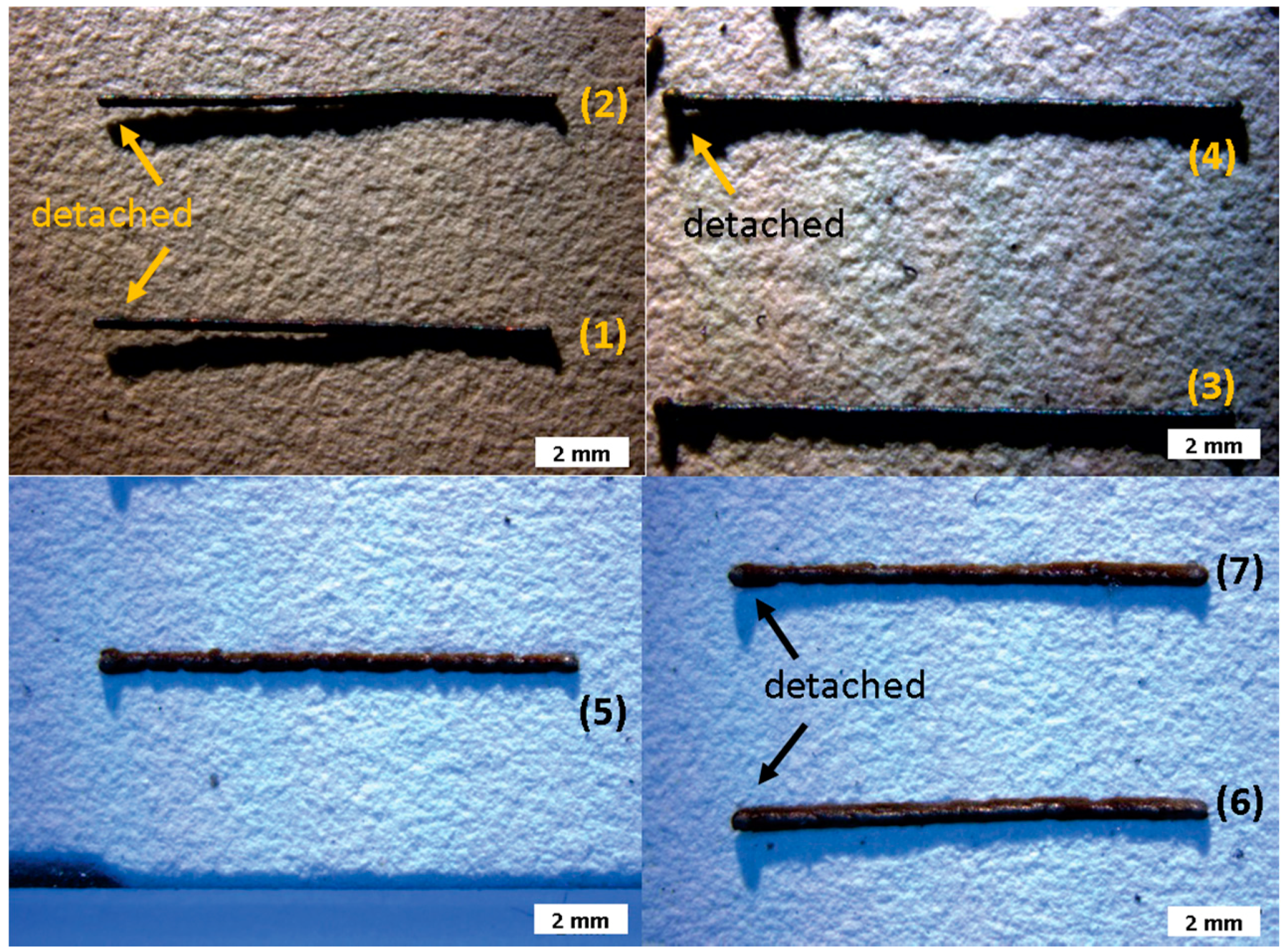
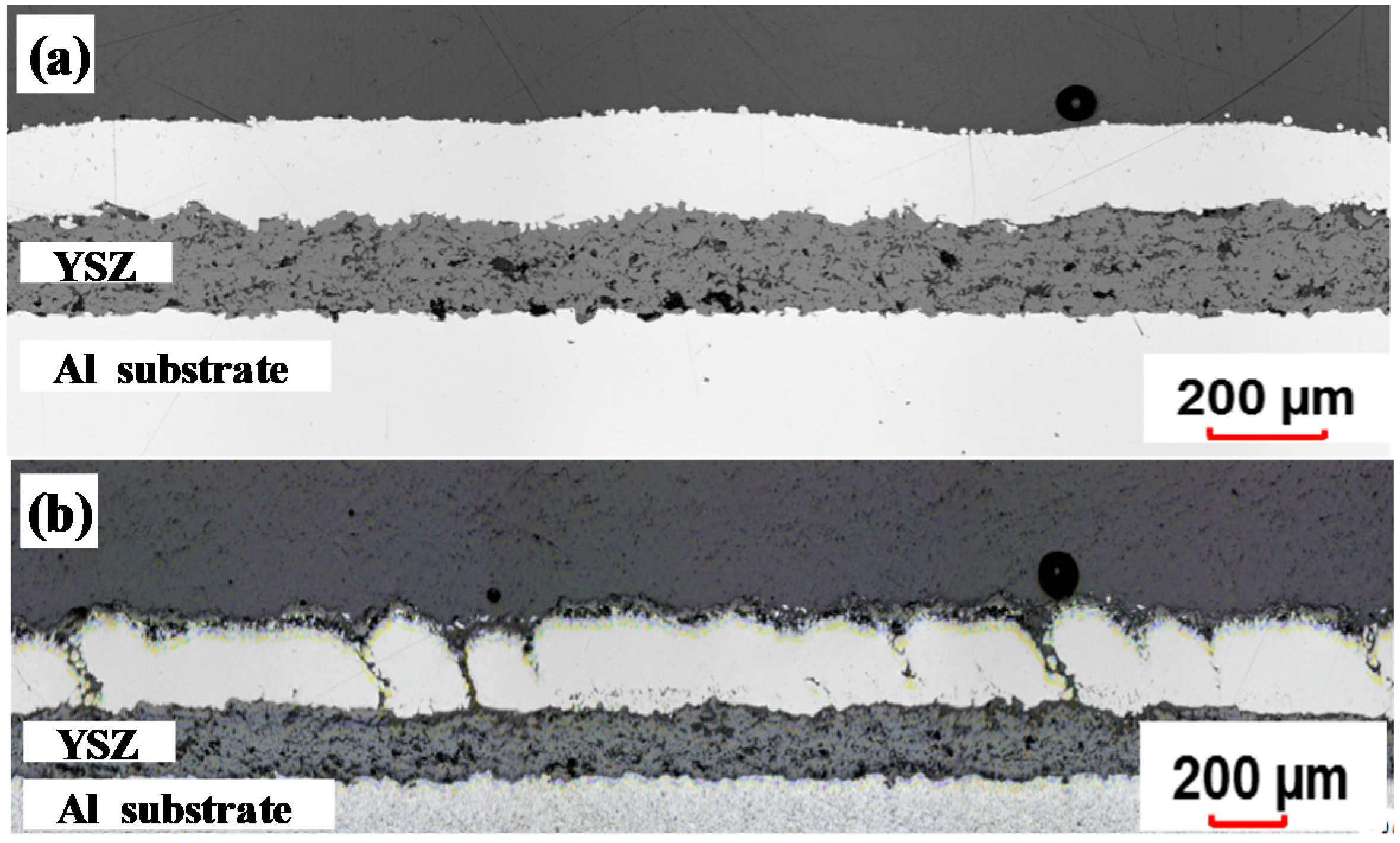
3.1. Deterioration of Porous YSZ Substrate on Cladding with Defocused Laser Beam and Limited Power Densities
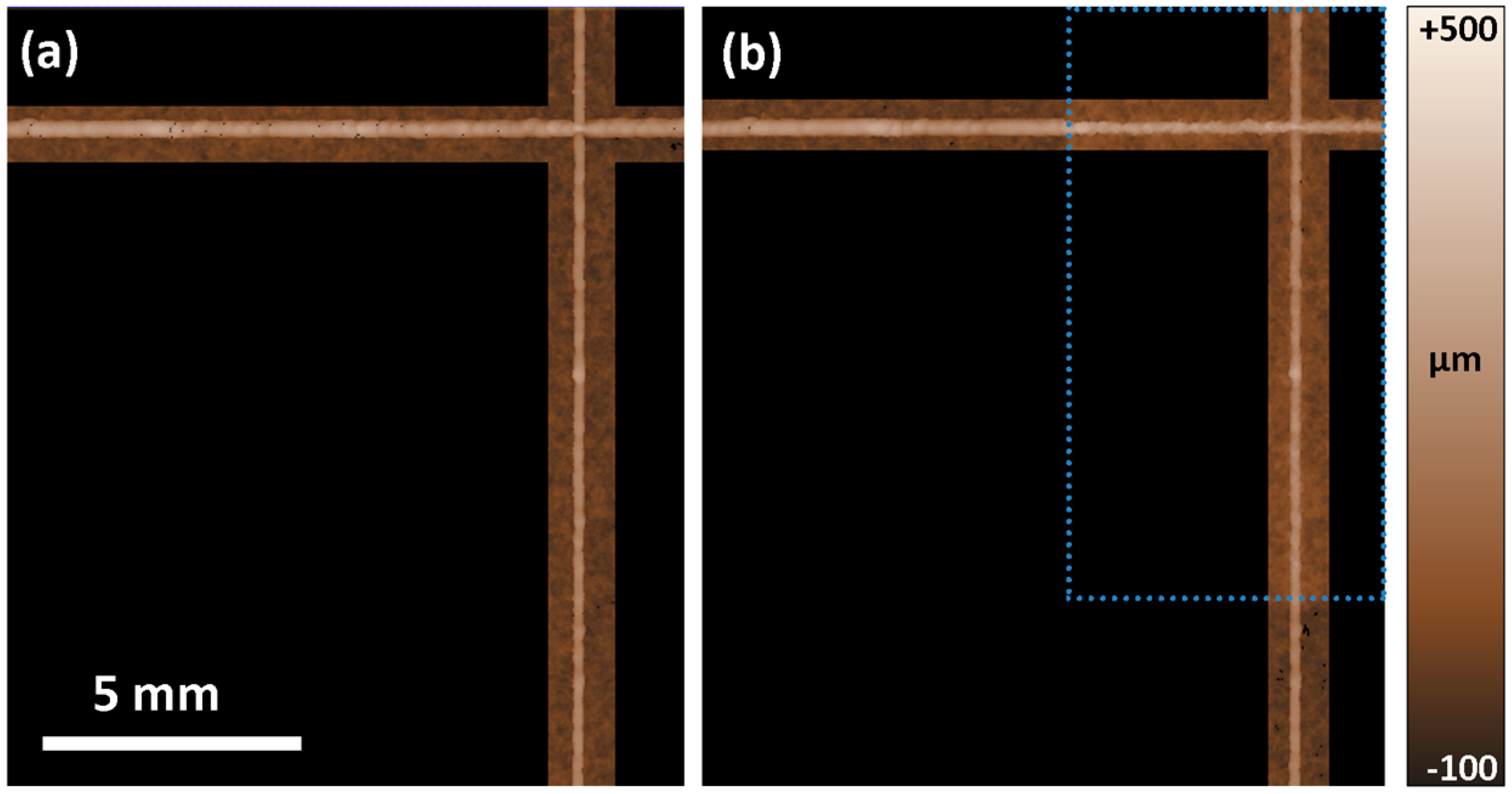
3.2. Sensor Structures Manufactured with Increased Powder Feeding Rates
4. Summary and Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Padture, N.P.; Gell, M.; Jordan, E.H. Thermal barrier coatings for gas-turbine engine apptications. Science 2002, 296, 280–284. [Google Scholar] [CrossRef] [PubMed]
- Khan, A.N.; Lu, J. Behavior of air plasma sprayed thermal barrier coatings, subject to intense thermal cycling. Surf. Coat. Technol. 2003, 166, 37–43. [Google Scholar] [CrossRef]
- Vassen, R.; Stuke, A.; Stöver, D. Recent developments in the field of thermal barrier coatings. J. Therm. Spray Technol. 2009, 18, 181–186. [Google Scholar] [CrossRef]
- Montemor, M.F. Functional and smart coatings for corrosion protection: A review of recent advances. Surf. Coat. Technol. 2014, 258, 17–37. [Google Scholar] [CrossRef]
- Fasching, M.; Prinz, F.B.; Weiss, L. “Smart” coatings: A technical note. J. Therm. Spray Technol. 1995, 4, 133–136. [Google Scholar] [CrossRef]
- Lei, J.-F.; Will, H.A. Thin-film thermocouples and strain-gauge technologies for engine applications. Sens. Actuators A Phys. 1998, 65, 187–193. [Google Scholar] [CrossRef]
- Senturia, S.D. Microsystems Design; Kluwer Academic Publisher: Norwell, MA, USA, 2001. [Google Scholar]
- Theophilou, T.S.; Longtin, J.P.; Sampath, S.; Tankiewicz, S.; Gambino, R.J. Integrated heat-flux sensors for harsh environments using thermal-spray technology. IEEE Sens. J. 2006, 6, 1126–1133. [Google Scholar] [CrossRef]
- Longtin, J.P.; Mari, E.; Tan, Y.; Sampath, S. Using thermal spray and laser micromachining to fabricate sensors. J. Therm. Spray Technol. 2011, 20, 958–966. [Google Scholar] [CrossRef]
- Longtin, J.; Sampath, S.; Tankiewicz, S.; Gambino, R.J.; Greenlaw, R.J. Sensors for harsh environments by direct-write thermal spray. IEEE Sens. J. 2004, 4, 118–121. [Google Scholar] [CrossRef]
- Gutleber, J.; Brogan, J.; Gambino, R.J.; Gouldstone, C.; Greenlaw, R.; Sampath, S.; Longtin, J.; Dongming, Z. Embedded temperature and heat flux sensors for advanced health monitoring of turbine engine components. In Proceedings of the 2006 IEEE Aerospace Conference, Big Sky, MT, USA, 4–11 March 2006; p. 9. [Google Scholar]
- Khajepour, A.; Toyserkani, E.; Corbin, S. Laser Cladding; CRC Press: Boca Raton, FL, USA, 2004; ISBN 0849321727. [Google Scholar]
- Lin, W.C.; Chen, C. Characteristics of thin surface layers of cobalt-based alloys deposited by laser cladding. Surf. Coat. Technol. 2006, 200, 4557–4563. [Google Scholar] [CrossRef]
- Doubenskaia, M.; Smurov, I.; Grigoriev, S.; Pavlov, M. Complex analysis of elaboration of steel-TiC composites by direct metal deposition. J. Laser Appl. 2013, 25, 042009. [Google Scholar] [CrossRef]
- Gao, W.; Zhao, S.; Liu, F.; Wang, Y.; Zhou, C.; Lin, X. Effect of defocus manner on laser cladding of Fe-based alloy powder. Surf. Coat. Technol. 2014, 248, 54–62. [Google Scholar] [CrossRef]
- Sun, Y.; Hao, M. Statistical analysis and optimization of process parameters in Ti6Al4V laser cladding using Nd:YAG laser. Opt. Lasers Eng. 2012, 50, 985–995. [Google Scholar] [CrossRef]
- Frenk, A.; Kurz, W. Microstructure formation in laser materials processing. Lasers Eng. 1992, 1, 193–212. [Google Scholar]
- Frenk, A.; Vandyoussefi, M.; Wagnière, J.-D.; Kurz, W.; Zryd, A. Analysis of the laser-cladding process for stellite on steel. Metall. Mater. Trans. B 1997, 28, 501–508. [Google Scholar] [CrossRef]
- Shinozaki, M.; Clyne, T.W. A methodology, based on sintering-induced stiffening, for prediction of the spallation lifetime of plasma-sprayed coatings. Acta Mater. 2013, 61, 579–588. [Google Scholar] [CrossRef]
- Eldridge, J.I.; Spuckler, C.M. Determination of scattering and absorption coefficients for plasma-sprayed yttria-stabilized zirconia thermal barrier coatings. J. Am. Ceram. Soc. 2008, 91, 1603–1611. [Google Scholar] [CrossRef]
- Paul, C.P.; Alemohammad, H.; Toyserkani, E.; Khajepour, A.; Corbin, S. Cladding of WC-12Co on low carbon steel using a pulsed Nd:YAG laser. Mater. Sci. Eng. A 2007, 464, 170–176. [Google Scholar] [CrossRef]
- Tsukuma, K.; Yamashita, I.; Kusunose, T. Transparent 8 mol % Y2O3-ZrO2 (8Y) ceramics. J. Am. Ceram. Soc. 2008, 91, 813–818. [Google Scholar] [CrossRef]
- Eldridge, J.I.; Spuckler, C.M.; Markham, J.R. Determination of scattering and absorption coefficients for plasma-sprayed yttria-stabilized zirconia thermal barrier coatings at elevated temperatures. J. Am. Ceram. Soc. 2009, 92, 2276–2285. [Google Scholar] [CrossRef]
- Stuke, A.; Kassner, H.; Marqués, J.L.; Vassen, R.; Stöver, D.; Carius, R. Suspension and air plasma-sprayed ceramic thermal barrier coatings with high infrared reflectance. Int. J. Appl. Ceram. Technol. 2012, 9, 561–574. [Google Scholar] [CrossRef]
- Wen, S.Y.; Shin, Y.C.; Murthy, J.Y.; Sojka, P.E. Modeling of coaxial powder flow for the laser direct deposition process. Int. J. Heat Mass Transf. 2009, 52, 5867–5877. [Google Scholar] [CrossRef]
- Ya, W.; Hernández-Sánchez, J.F.; Pathiraj, B.; Veld, A.J.H.I. A study on attenuation of a Nd:YAG laser power by co-axial and off-axial nozzle powder stream during cladding. In Proceedings of the ICALEO 2013—32nd International Congress on Applications of Lasers and Electro-Optics, Miami, FL, USA, 6–10 October 2013; pp. 453–462. [Google Scholar]
- Marshall, R.; Atlas, L.; Putner, T. The preparation and performance of thin film thermocouples. J. Sci. Instrum. 1966, 43, 144. [Google Scholar] [CrossRef]
- Zhang, Y. Development of Embedded Thermocouple Sensors for Thermal Barrier Coatings (TBCs) by a Laser Cladding Process; Forschungszentrum Jülich GmbH Zentralbibliothek: Jülich, Germany, 2016. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder | Ni | Al | Mn | Si | Cr |
|---|---|---|---|---|---|
| alumel | Balance | 1.9 | 2.3 | 1.3 | – |
| chromel | Balance | – | – | – | 9.8 |
| Source | Resistivity (µΩ·m) | |
|---|---|---|
| Alumel | Chromel | |
| Experiment | 0.64 | 0.776 |
| Reported [21] | 0.29–0.33 | 0.706 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Mack, D.E.; Mauer, G.; Vaßen, R. Laser Cladding of Embedded Sensors for Thermal Barrier Coating Applications. Coatings 2018, 8, 176. https://doi.org/10.3390/coatings8050176
Zhang Y, Mack DE, Mauer G, Vaßen R. Laser Cladding of Embedded Sensors for Thermal Barrier Coating Applications. Coatings. 2018; 8(5):176. https://doi.org/10.3390/coatings8050176
Chicago/Turabian StyleZhang, Yanli, Daniel Emil Mack, Georg Mauer, and Robert Vaßen. 2018. "Laser Cladding of Embedded Sensors for Thermal Barrier Coating Applications" Coatings 8, no. 5: 176. https://doi.org/10.3390/coatings8050176
APA StyleZhang, Y., Mack, D. E., Mauer, G., & Vaßen, R. (2018). Laser Cladding of Embedded Sensors for Thermal Barrier Coating Applications. Coatings, 8(5), 176. https://doi.org/10.3390/coatings8050176