An Analysis of Effect of CO2 Laser Treatment on Carbon Fibre Fabric



Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Laser Treatment
2.3. Contact Angle Measurement
2.4. Electrical Resistance Measurement
2.5. Scanning Electron Microscopy (SEM)
2.6. Fourier Transform Infrared Spectroscopy-Attenuated Total Internal Reflectance (FTIR-ATR)
3. Results and Discussion
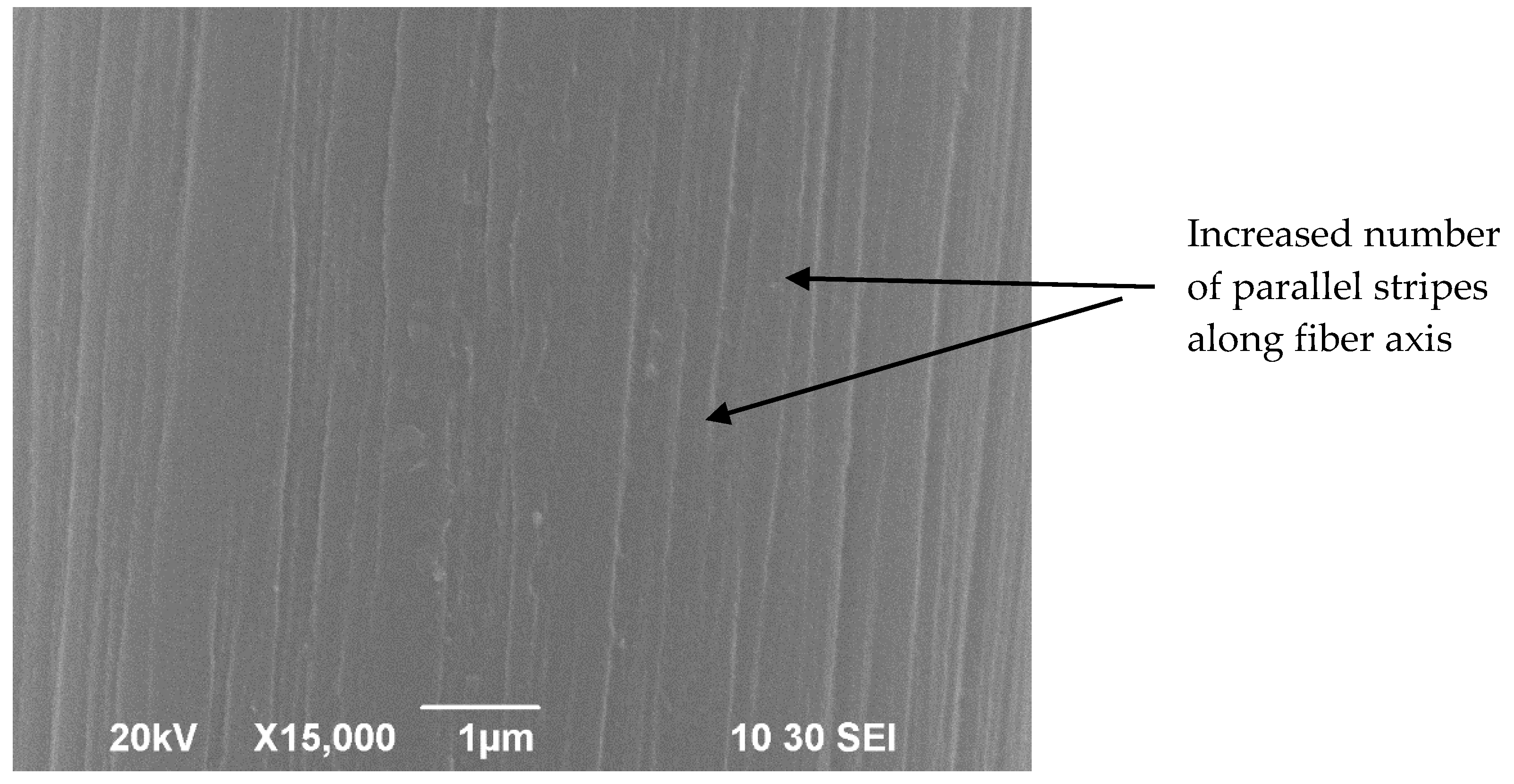
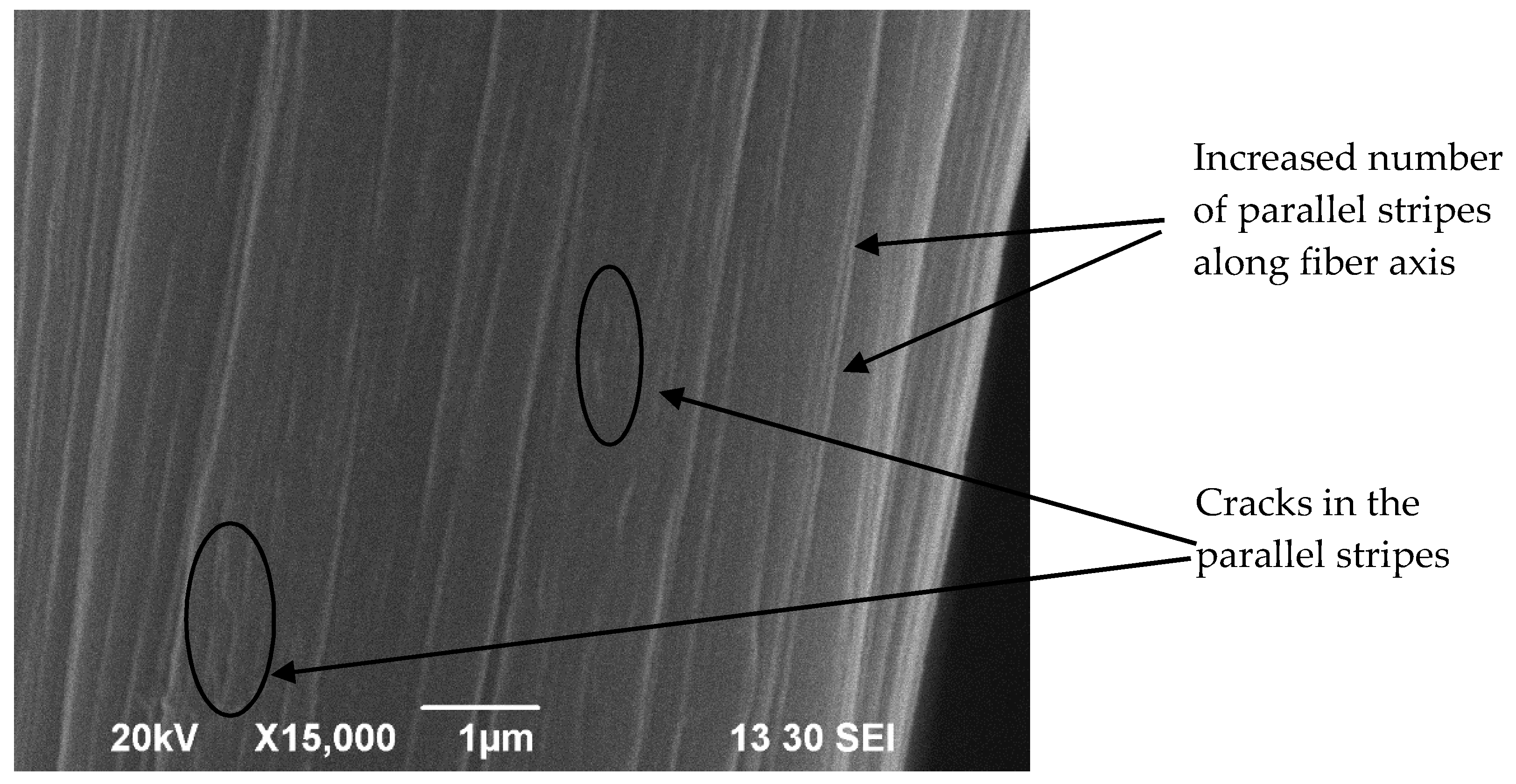
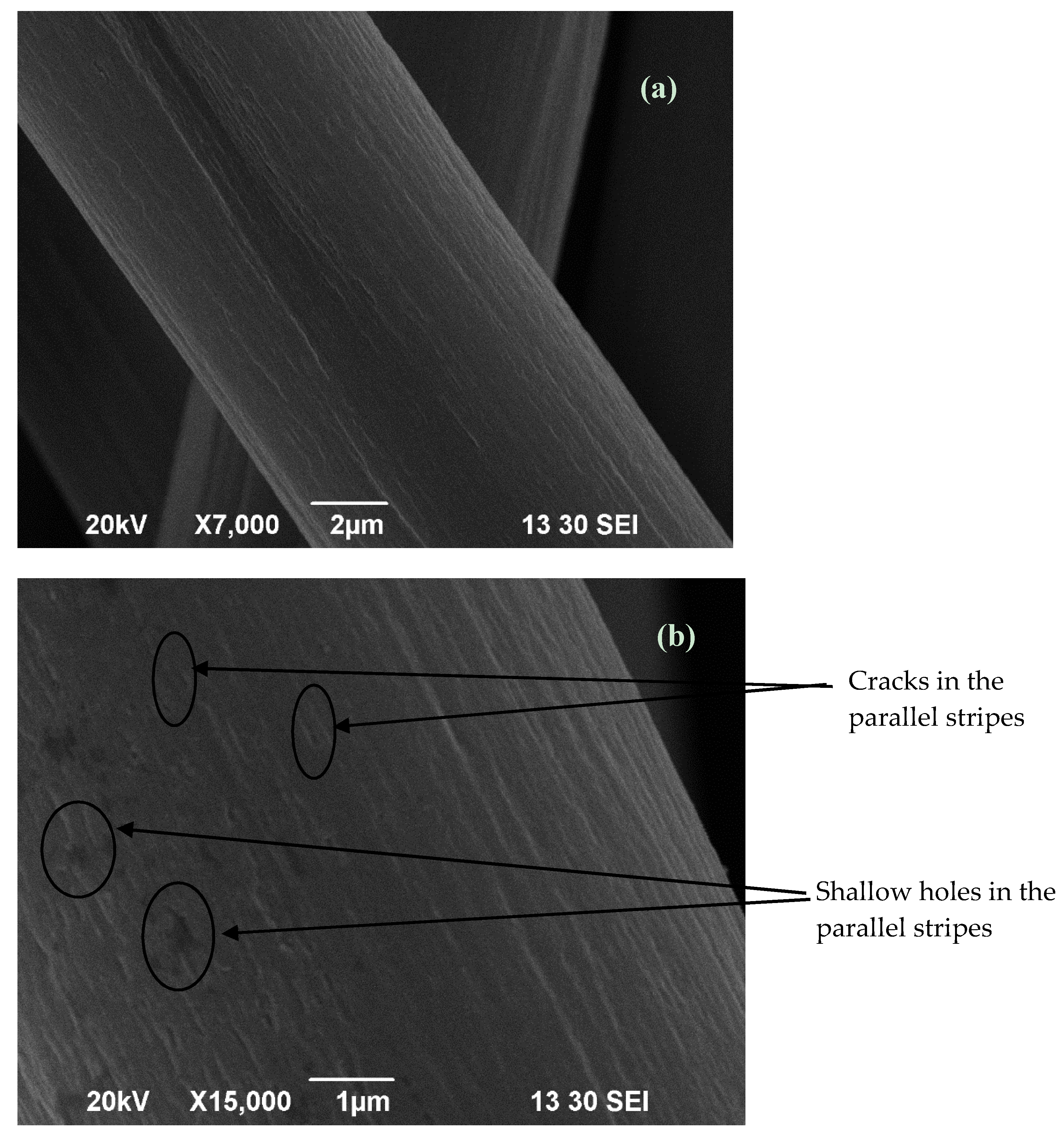
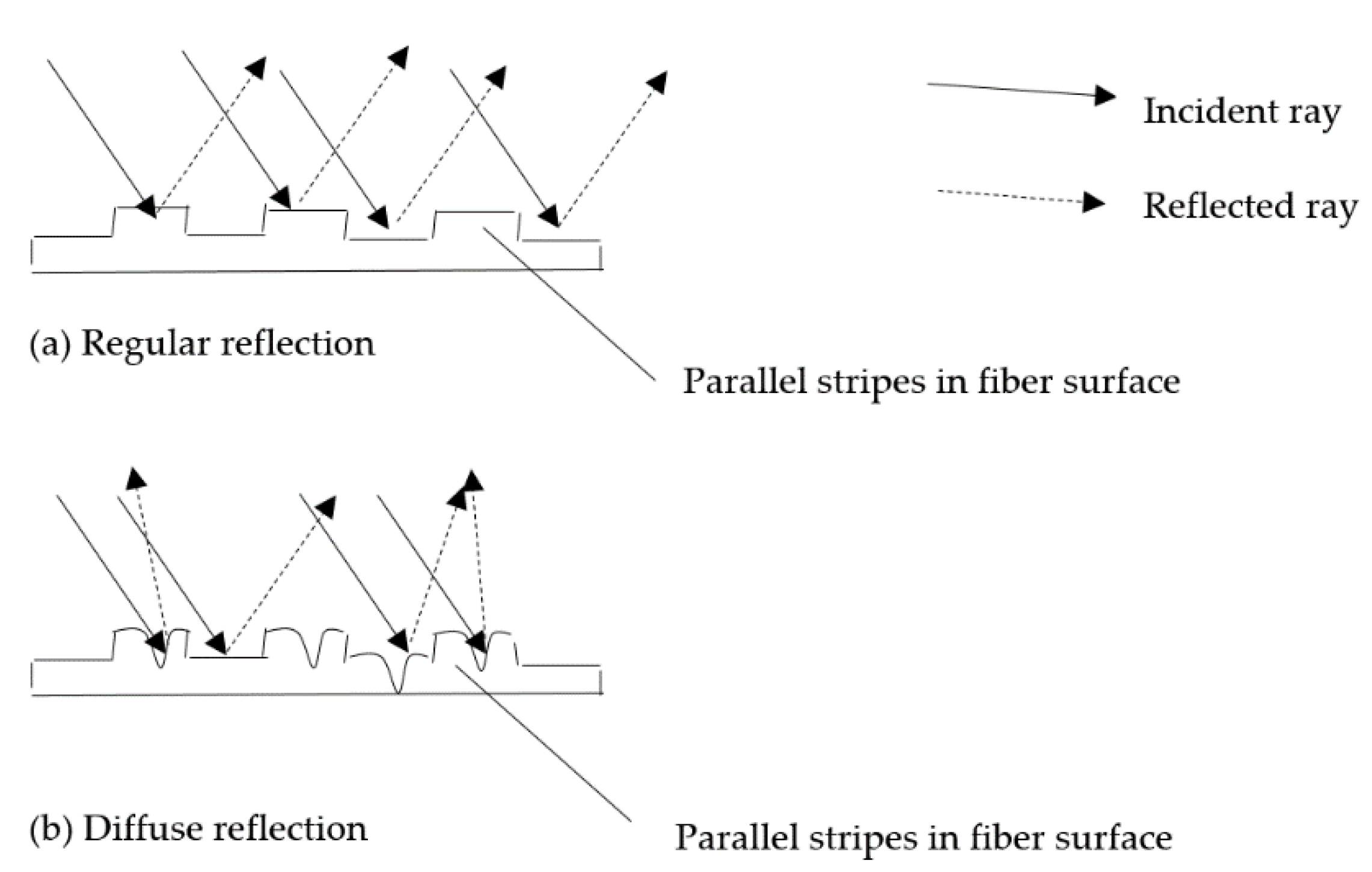
3.1. Surface Morphology
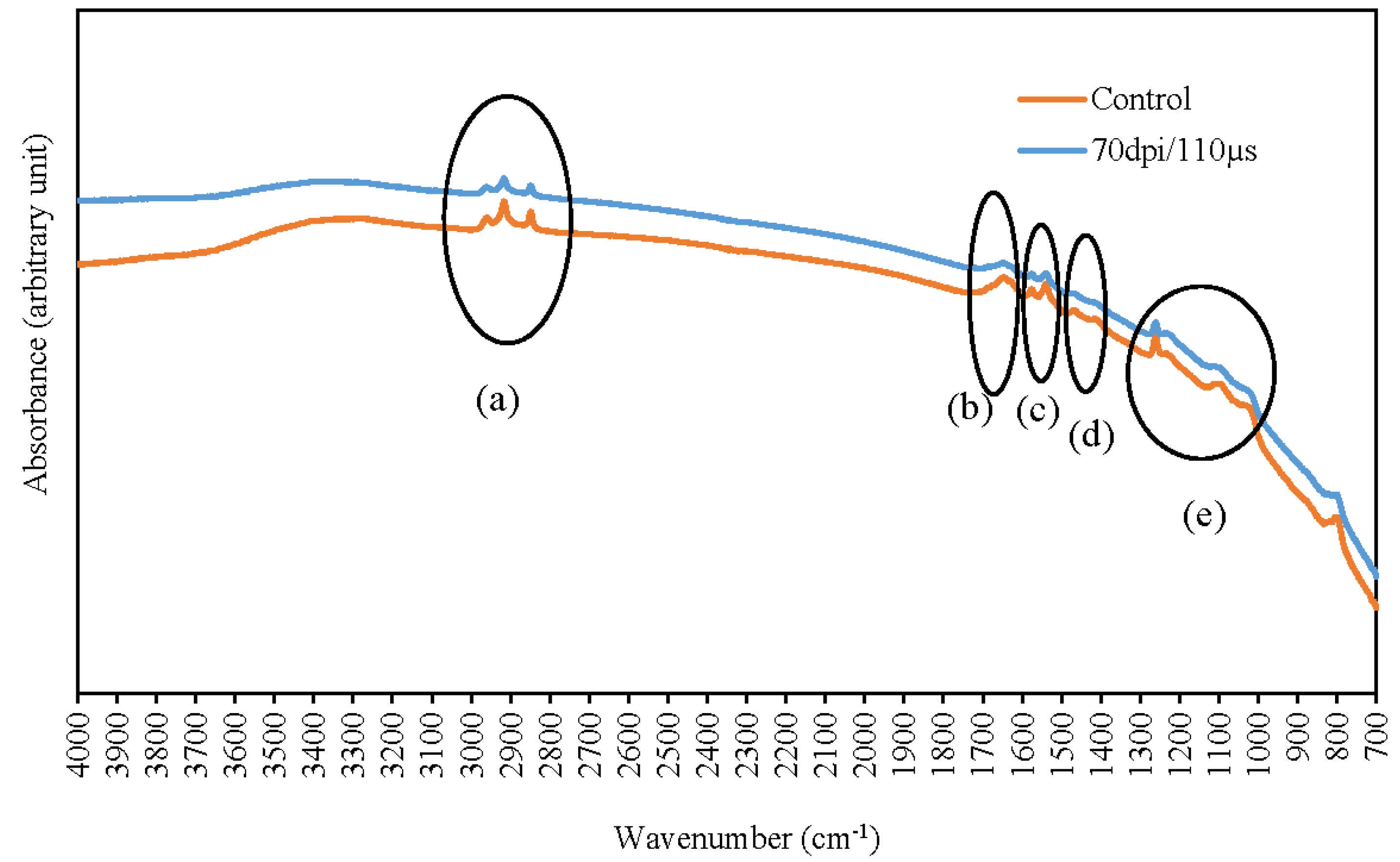
3.2. Surface Functional Groups
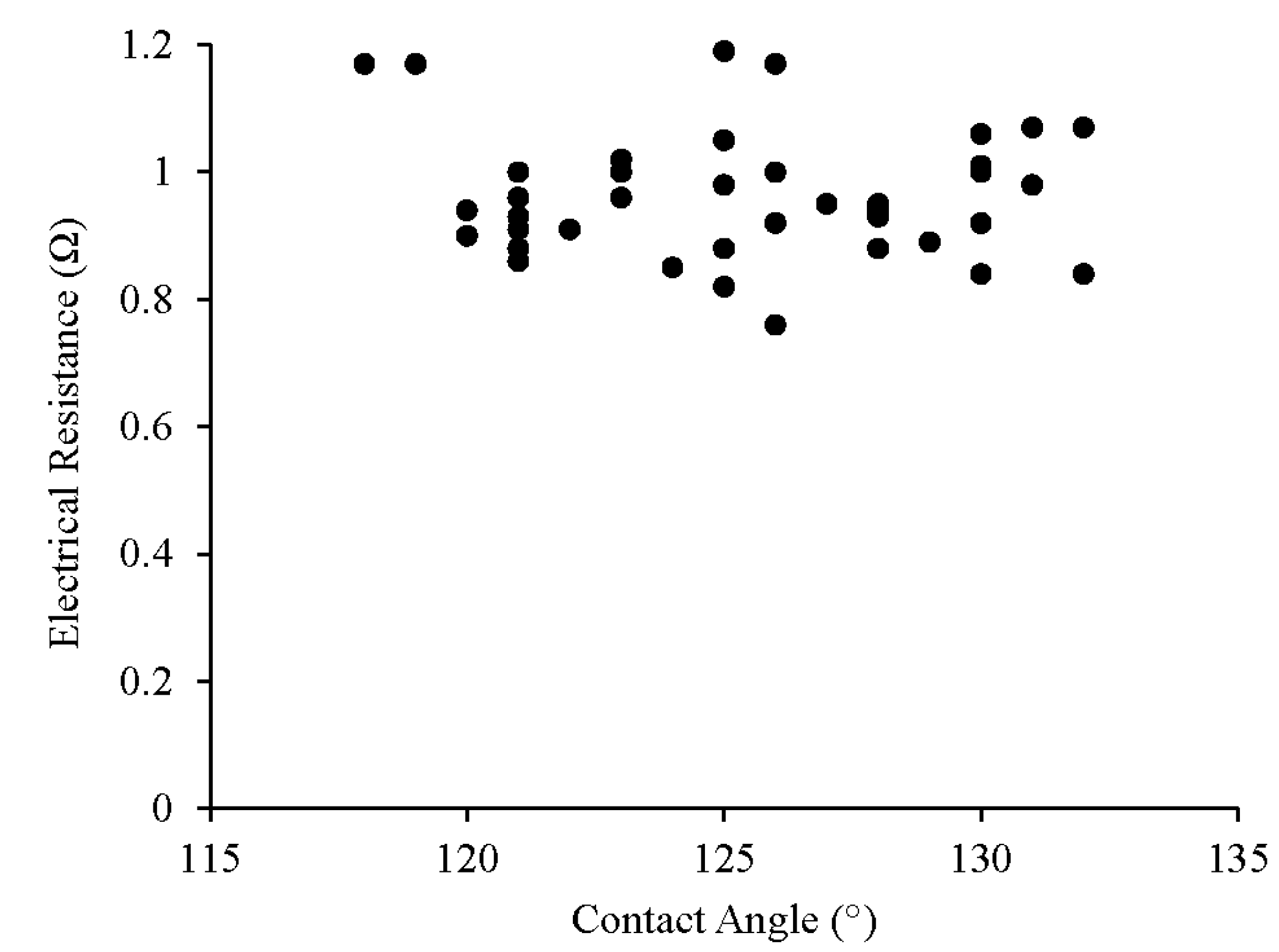
3.3. Contact Angle
3.4. Electrical Resistance
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Frank, E.; Steudle, L.M.; Ingildeev, D.; Spörl, J.M.; Buchmeiser, M.R. Carbon fibers: Precursor, systems, processing, structure, and properties. Angew. Chem. Int. Ed. 2014, 53, 5262–5298. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.W.; Lee, J.S. Preparation of carbon fibers from linear low density polyethylene. Carbon 2015, 94, 524–530. [Google Scholar] [CrossRef]
- Frank, E.; Hermanutz, F.; Buchmeiser, M.R. Carbon fibers: Precursors, manufacturing, and properties. Macromol. Mater. Eng. 2012, 297, 493–501. [Google Scholar] [CrossRef]
- Feldhoof, A.; Pippel, E.; Wolterdorf, J. Interface engineering of carbon fiber reinforced Mg-Al alloys. Adv. Eng. Mater. 2000, 2, 471–480. [Google Scholar] [CrossRef]
- Pimenta, S.; Pinho, S.T. Recycling carbon fibre reinforced polymers for structural applications: Technology review and market outlook. Waste Manag. 2011, 31, 378–392. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Helmer, T.; Peterlik, H.; Kromp, K. Coating of carbon fibers—The strength of the fibers. J. Am. Ceram. Soc. 1995, 78, 133–136. [Google Scholar] [CrossRef]
- Chen, F.; Yang, H.; Li, K.; Deng, B.; Li, Q.; Liu, X.; Dong, B.; Xiao, X.; Wang, D.; Qin, Y.; et al. Facile and effective coloration of dye-inert carbon fibers fabrics with tunable colors and excellent laundering durability. ACS Nano 2017, 11, 10330–10336. [Google Scholar] [CrossRef] [PubMed]
- Stepankova, M.; Wiener, J.; Rusinova, K. Decolourization of vat dyes on cotton fabric with infrared laser light. Cellulose 2011, 18, 469–478. [Google Scholar] [CrossRef]
- Ferrero, F.; Testore, F.; Tonin, C.; Innocenti, R. Surface degradation of linen textiles induced by laser treatment: Comparison with electron beam and heat source. AUTEX Res. J. 2002, 2, 109–114. [Google Scholar]
- Stepankova, M.; Wiener, J.; Dembicky, J. Impact of laser thermal stress on cotton fabric. Fiber. Text. East. Eur. 2010, 18, 70–73. [Google Scholar]
- Juciene, M.; Urbelis, V.; Juchneviciene, Z.; Cepukone, L. The effect of laser technological parameters on the color and structure if denim fabric. Text. Res. J. 2014, 84, 662–670. [Google Scholar] [CrossRef]
- Ondogan, Z.; Pamuk, O.; Ondogan, E.N.; Ozguney, A. Improving the appearance of all textile products from clothing to home textile using laser technology. Opt. Laser Technol. 2005, 37, 631–637. [Google Scholar] [CrossRef]
- Hung, O.N.; Kan, C.W. A study of CO2 laser treatment on the colour properties of cotton-based Fabrics. Coatings 2017, 7, 131. [Google Scholar] [CrossRef]
- Hung, O.N.; Chan, C.K.; Kan, C.W.; Yuen, C.W.M.; Song, L.J. Artificial neural network approach for predicting colour properties of laser-treated denim fabrics. Fiber. Polym. 2014, 15, 1330–1336. [Google Scholar] [CrossRef]
- Kan, C.W. Colour fading effect of indigo-dyed cotton denim fabric by CO2 laser. Fiber. Polym. 2014, 15, 426–429. [Google Scholar] [CrossRef]
- Hung, O.N.; Chan, C.K.; Kan, C.W.; Yuen, C.W.M. Microscopic study of the surface morphology of CO2 laser-treated cotton and cotton/polyester blended fabric. Text. Res. J. 2017, 87, 1107–1120. [Google Scholar] [CrossRef]
- Hung, O.N.; Chan, C.K.; Kan, C.W.; Yuen, C.W.M. Effect of the CO2 laser treatment on properties of 100% cotton knitted fabrics. Cellulose 2017, 24, 1915–1926. [Google Scholar] [CrossRef]
- Hung, O.N.; Chan, C.K.; Kan, C.W.; Yuen, C.W.M. An analysis of some physical and chemical properties of CO2 laser-treated cotton-based fabrics. Cellulose 2017, 24, 363–381. [Google Scholar] [CrossRef]
- Kan, C.W.; Yuen, C.W.M. Effect of atmospheric pressure plasma treatment on wettability and dryability of synthetic textile fibres. Surf. Coat. Technol. 2013, 228, S607–S610. [Google Scholar] [CrossRef]
- Hung, O.N.; Kan, C.W. Effect of CO2 laser treatment on the fabric hand of cotton and cotton/polyester blended fabric. Polymers 2017, 9, 609. [Google Scholar] [CrossRef]
- Blaker, J.J.; Anthony, D.B.; Tang, G.; Shamsuddin, S.-R.; Kalinka, G.; Weinrich, M.; Abdolvand, A.; Shaffer, M.S.P.; Bismarck, A. Property and shape modulation of carbon fibers using lasers. ACS Appl. Mater. Interfaces 2016, 8, 16351–16358. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Finger, J.; Weinand, M.; Wortmann, D. Ablation and cutting of carbon-fiber reinforced plastics using picosecond pulsed laser radiation with high average power. J. Laser Appl. 2013, 25, 042007. [Google Scholar] [CrossRef]
- Voisey, K.T.; Fouquet, S.; Roy, D.; Clyne, T.W. Fibre swelling during laser drilling of carbon fibre composites. Opt. Lasers Eng. 2006, 44, 1185–1197. [Google Scholar] [CrossRef]
- Yuan, H.; Wang, C.G.; Zhang, S.; Lin, X. Effect of surface modification on carbon fiber and its reinforced phenolic matrix composite. Appl. Surf. Sci. 2012, 259, 288–293. [Google Scholar] [CrossRef]
- Characteristic IR Absorption Frequencies of Organic Functional Groups. Available online: http://www2.ups.edu/faculty/hanson/Spectroscopy/IR/IRfrequencies.html#carbonylIR (accessed on 5 January 2018).
- Infrared Spectroscopy Table. Available online: http://www.chem.ucla.edu/~bacher/General/30BL/IR/ir.html (accessed on 5 January 2018).
- Kan, C.W.; Yuen, C.W.M. Plasma technology in wool. Text. Prog. 2007, 39, 121–187. [Google Scholar] [CrossRef]
- Geroge, K.M.; Ruthenburg, T.C.; Smith, J.; Yu, L.; Zhang, Q.; Anasyasio, C.; Dillner, A.M. FT-IR quantification of the carbonyl functional group in aqueous-phase secondary organic aerosol from phenols. Atmos. Environ. 2015, 100, 230–237. [Google Scholar] [CrossRef]
- Cecen, V.; Seki, Y.; Sarikanat, M.; Tavman, I.H. FTIR and SEM analysis of polyester- and epoxy-based composites manufactured by VARTM process. J. Appl. Polym. Sci. 2008, 108, 2163–2170. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Functional Group | Peak Range (cm−1) | Assigned Peak (cm−1) | Peak Ratio | |
|---|---|---|---|---|
| Control | 70 dpi/110 µs | |||
| C–H | 2850–3000 | 3000 [28] | 1.11 | 1.17 |
| C=O | 1670–1820 | 1700 [28] | 1.08 | 1.12 |
| N–H | 1500–1600 | 1600 [25] | 1.08 | 1.11 |
| –CH2 and –CH3 | 1400–1500 | 1453 [29] | 1.07 | 1.10 |
| C–O–C | 1050–1250 | 1121 [29] | 1.03 | 1.06 |
| Pixel Time ( µs) | 110 | 120 | 130 | 140 | 150 | 160 | 170 | 180 | 190 | 200 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Resolution (dpi) | |||||||||||
| 70 | 131 | 130 | 130 | 132 | 128 | 127 | 121 | 121 | 121 | 126 | |
| 80 | 132 | 130 | 130 | 130 | 129 | 125 | 121 | 123 | 124 | 126 | |
| 90 | 120 | 121 | 122 | 131 | 125 | 123 | 121 | 118 | 119 | 120 | |
| 100 | 128 | 126 | 125 | 128 | 128 | 123 | 121 | 125 | 126 | 125 | |
| Pixel Time ( µs) | 110 | 120 | 130 | 140 | 150 | 160 | 170 | 180 | 190 | 200 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Resolution (dpi) | |||||||||||
| 70 | 1.07 | 1.01 | 1.06 | 1.07 | 0.93 | 0.95 | 0.86 | 0.91 | 0.96 | 1.00 | |
| 80 | 0.84 | 0.84 | 0.92 | 1.00 | 0.89 | 0.82 | 0.88 | 0.96 | 0.85 | 0.92 | |
| 90 | 0.94 | 0.93 | 0.91 | 0.98 | 0.98 | 1.00 | 1.00 | 1.17 | 1.17 | 0.90 | |
| 100 | 0.94 | 0.76 | 0.88 | 0.88 | 0.95 | 1.02 | 1.00 | 1.05 | 1.17 | 1.19 | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liou, Y.-d.; Chau, K.-h.; Hui, C.-y.; He, J.-l.; Lam, Y.-l.; Kan, C.-w. An Analysis of Effect of CO2 Laser Treatment on Carbon Fibre Fabric. Coatings 2018, 8, 178. https://doi.org/10.3390/coatings8050178
Liou Y-d, Chau K-h, Hui C-y, He J-l, Lam Y-l, Kan C-w. An Analysis of Effect of CO2 Laser Treatment on Carbon Fibre Fabric. Coatings. 2018; 8(5):178. https://doi.org/10.3390/coatings8050178
Chicago/Turabian StyleLiou, Yu-de, Kam-hong Chau, Chi-yuen Hui, Ju-liang He, Yin-ling Lam, and Chi-wai Kan. 2018. "An Analysis of Effect of CO2 Laser Treatment on Carbon Fibre Fabric" Coatings 8, no. 5: 178. https://doi.org/10.3390/coatings8050178
APA StyleLiou, Y. -d., Chau, K. -h., Hui, C. -y., He, J. -l., Lam, Y. -l., & Kan, C. -w. (2018). An Analysis of Effect of CO2 Laser Treatment on Carbon Fibre Fabric. Coatings, 8(5), 178. https://doi.org/10.3390/coatings8050178