1. Introduction
TZM alloys are traditional Mo-based alloys that are typically used for high temperature applications due to their superior material properties at high temperatures. The phase constituting TZM alloys are composed of mainly Mo matrix with precipitates of TiC and/or ZrC. Detailed material properties have been reported elsewhere [
1,
2,
3,
4,
5]. In particular, since the alloys are stable with liquid state metals, they have been applied in high temperature components such as atomic plant components. However, since the alloys are mainly composed of Mo, the low stability of Mo during high temperature exposure under an ambient atmosphere is a serious limitation of these alloys. Specifically, when the alloys are exposed in air at high temperatures above 400 °C, a volatile and non-protective Mo oxide, MoO
3, is formed. This ruins the usefulness of the alloys due to the nature of the non-protective oxidation behaviors of Mo [
6,
7].
Mo-based alloys have been studied in the past to improve oxidation resistance through surface coatings. Surface protection coatings such as thermal plasma spray, sputtering coatings, or pack cementation coatings have been studied in order to improve oxidation resistance at the exposure to high temperatures under an ambient atmosphere [
8,
9,
10,
11]. Among the coating routes, the pack cementation coating process has the capability of producing a uniform coating layer on complex shaped substrates, and is effective in preventing oxygen penetration [
2,
4,
7,
12,
13,
14,
15,
16,
17]. According to the literature, the formation of protective coating layers can be achieved by Si or Al pack cementation coatings [
2,
4,
11]. Upon the application of Si pack cementation coatings on the alloy, MoSi
2 phase, a highly oxidation resistant material, is formed as a result of the diffusion of Si into Mo in the matrix. When the MoSi
2 phase is exposed in air at high temperatures, SiO
2 is formed on the surface of the MoSi
2 layer, implying that the coated TZM alloys exhibit excellent oxidation resistant behaviors [
1]. Furthermore, the effectiveness of Al-Si silicide coatings has been reported. The coating layers composed of Mo(Si, Al)
2 can provide protection to the TZM alloys through the formation of an Al
2O
3 layer on the surface [
7]. Besides these, systematic reports have also been published which focus on the formation of pack cementation coating layers with various compositions and coating kinetics using different halide activators [
7].
In order to apply the coated TZM alloys on structural parts that require reproducible credibility, such as defense systems, the coating layers should have properties such as (i) strong bonding with the substrate; (ii) a defect-free coating layer in complex-shaped structures; and (iii) a defined lifetime of the coating layer with respect to exposure at high temperatures. While the nature of the pack cementation coating process suitably matches with the aforementioned two requirements, the lifetime kinetics of MoSi2-coated TZM alloys have not been systematically investigated at high temperatures during oxidation exposure. In reality, the lifetime analyses of the coating layers are a critical issue for the practical application of the coated TZM alloys, such as structural parts for defense systems, in order to provide reproducible service time and temperatures.
In this study, the growth kinetics of the MoSi2 coating layer were investigated to identify the lifetime of the coated TZM alloys during isothermal exposure under aerobic conditions. The disintegrated kinetics of the MoSi2 phase was also investigated during the isothermal oxidation exposure for various exposure times up to 1350 °C in air. The formation of columnar Mo5Si3 inside the MoSi2 layer was observed for the first time. The coating layer kinetics and disintegrated kinetics were discussed via microstructural observations and kinetic estimations.
3. Results and Discussion
In the case of the Si diffusion coatings, chemical reactions such as Si + Al
2O
3 + NaF → SiF
2 + NaF + Al
2O
3 may progress during the coating heat treatments. Al
2O
3 is a ceramic material that is an anti-sintering agent, and the ceramic material does not participate in chemical reactions. When a high-temperature SiF
2 activating gas atmosphere is formed through the heat treatment, Si is coated on TZM alloys through gas and solid state diffusion. The additional detailed coating procedure was described elsewhere [
7,
12,
13,
14,
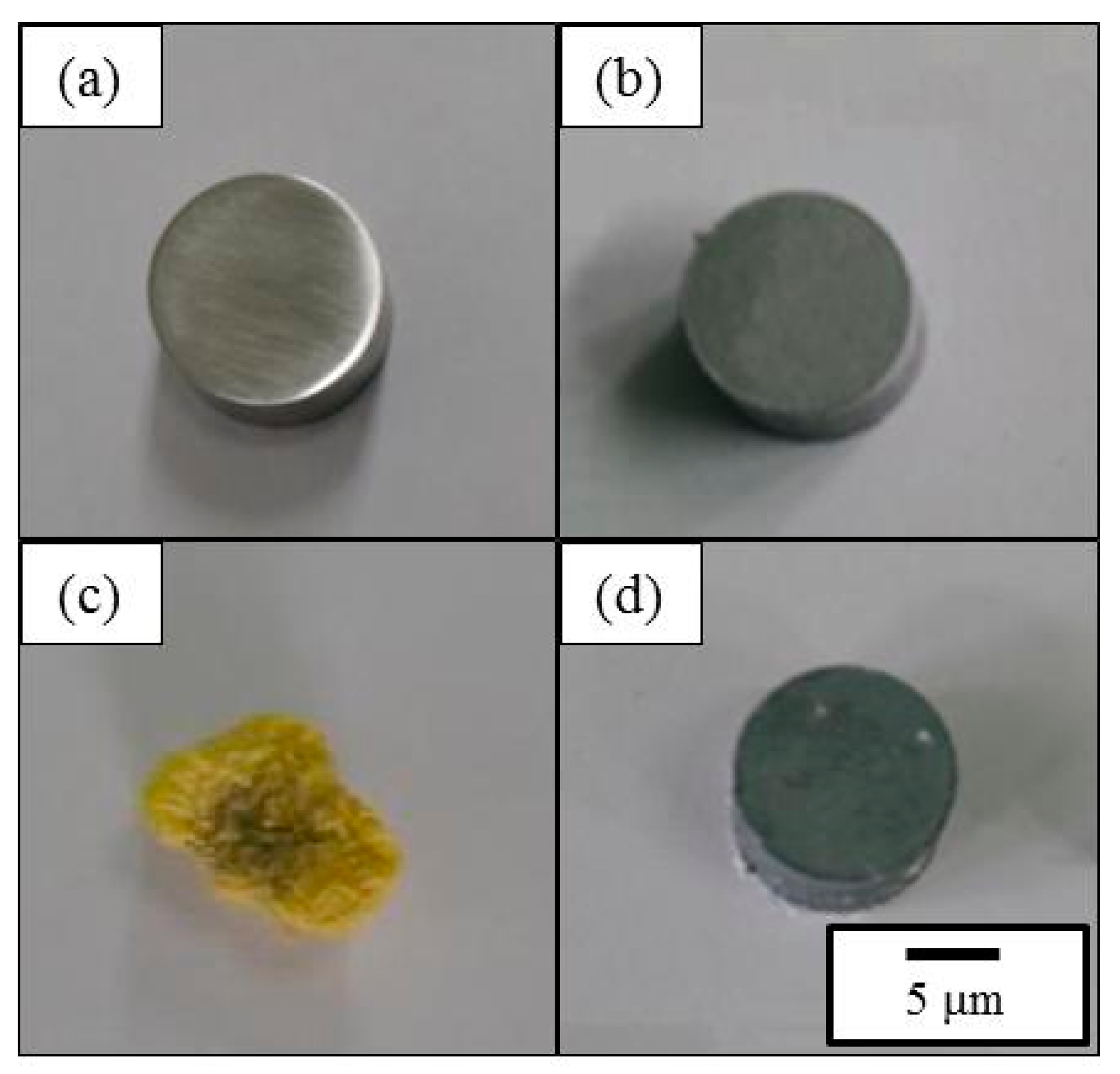
15]. The outlook images of (a) as-received TZM; (b) the MoSi
2-coated TZM; (c) the oxidized TZM without coatings; and (d) the oxidized TZM with Si pack cementation coatings exposed in air at 1350 °C for 50 h are shown in
Figure 1. When the coatings were not applied, the TZM alloy turned yellowish in color and lost its initial shape due to the non-protective MoO
3 phase formation after oxidation tests. An additional analysis of the oxidation behaviors of the uncoated TZM was not investigated, since the loss of Mo was so obvious [
6,
7]. However, when the coatings were applied on the TZM alloy, the surface turned dark grey and the initial shape was well maintained after oxidative exposure, implying that the coatings are needed for practical applications.
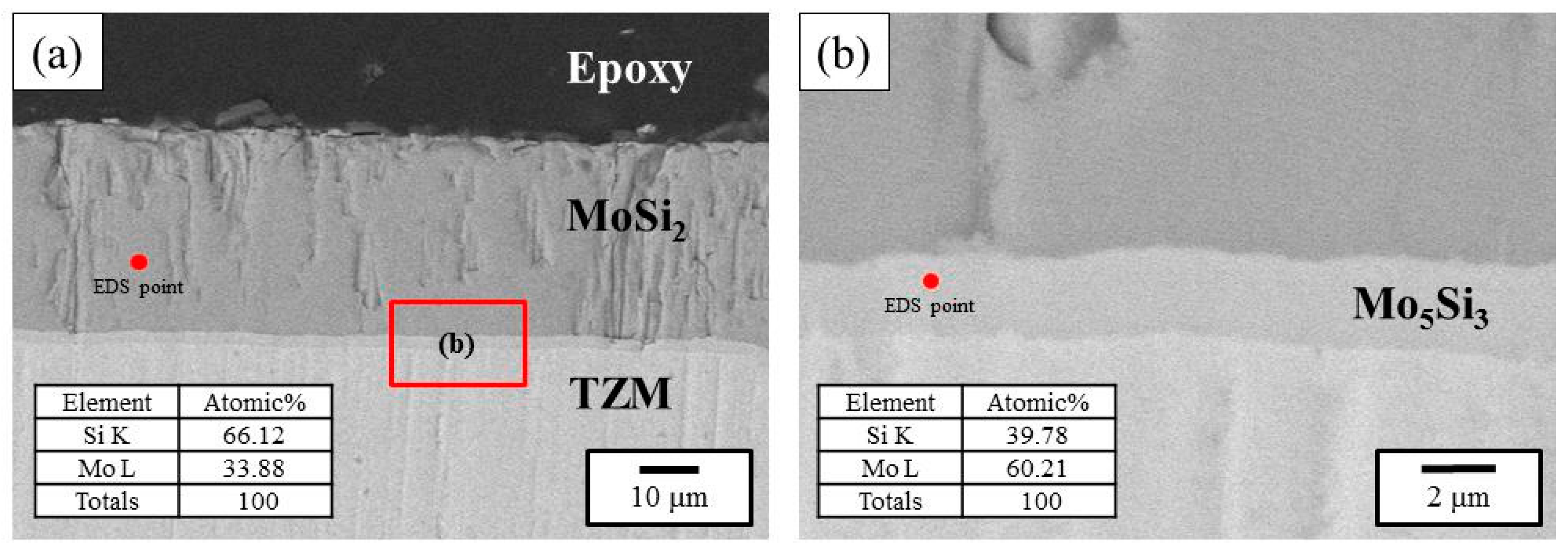
Figure 2 shows a typical cross-section of the coating layer with Si pack cementation coatings at 1100 °C for 6 h. The formation of the coating layer of MoSi
2 has been mentioned in previous studies [
7,
14]. After the Si pack cementation coatings, MoSi
2 formed on the surface and formation of a Mo
5Si
3 layer was observed between the MoSi
2 and the TZM alloy (
Figure 2b). However, no Mo
3Si phase was observed in the current study. It can be argued that the Mo
3Si phase might have formed between Mo
5Si
3 and TZM, but this was not observed possibly due to the nature of low growth kinetics and/or the limitation of the SEM, which corresponds to previous documents by other researchers [
18,
19]. In order to identify the growth behaviors of the coating layers, the cross-sections of the MoSi
2-coated TZM alloys annealed at 1100 °C for 24 h were observed with EBSD, as shown in
Figure 3. In order to show a thick coated layer, the specimen coated for the longest time was selected. The MoSi
2 grains underwent the preferred directional grain growth with a ~1 μm width, and Mo
5Si
3 grains developed beneath the MoSi
2 grains. The direction of the MoSi
2 grain grew towards the surface, and the length of the MoSi
2 grain was not consistent, ranging from 10 to 40 μm.
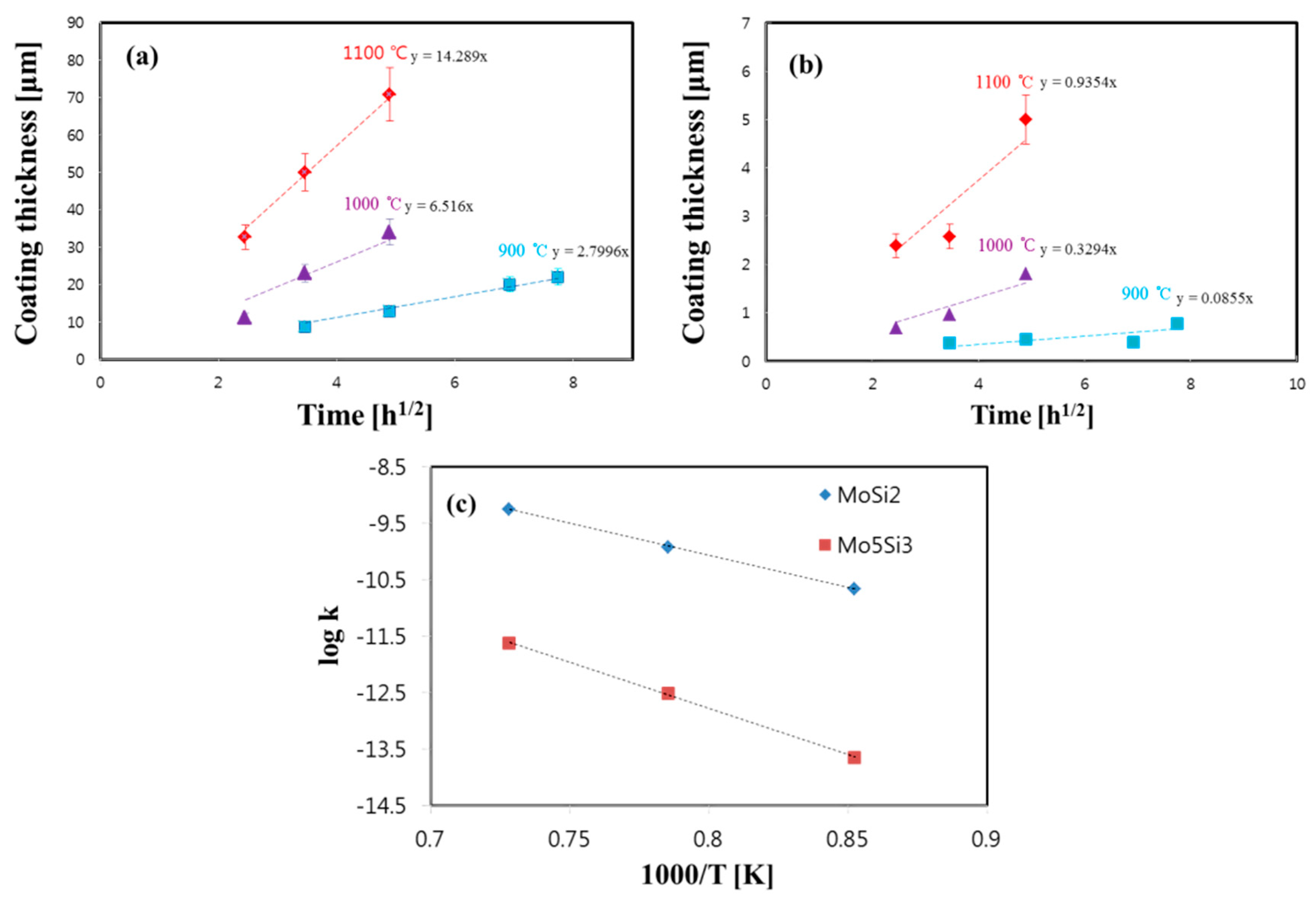
Figure 4 shows the growth kinetics of the MoSi
2 and the Mo
5Si
3 phases underneath. The thicknesses of the synthesized MoSi
2 and Mo
5Si
3 phases increased as the coating time was increased. Moreover, the thickness of the coating layer linearly increased with respect to the annealing time. When the coating layer thickness was plotted as
x2 =
kt, where
x denotes thickness (m),
t denotes time (s), and the
k represents the kinetic parameters. The
k values of the MoSi
2 phases were larger than that of Mo
5Si
3. The
k values for MoSi
2 were estimated to be 2.18 × 10
−11, 1.17 × 10
−10, and 5.60 × 10
−10, and those for Mo
5Si
3 were evaluated to be 2.25 × 10
−14, 3.03 × 10
−13, and 2.40 × 10
−12 at annealing temperatures of 900, 1000, and 1100 °C, respectively. It was noted that the orders of the current values were similar to the previous results obtained from solid state diffusion annealing [
18]. To note, the kinetic parameter (
k) also followed the equation,
k =
ko exp (−
Q/
RT), where
Q is the activation energy (kJ/mol),
R is the gas constant (J/K mol), and
T (K) is the absolute temperature. The evaluated
Q values of MoSi
2 and Mo
5Si
3 phases were 217 and 313 kJ/mol, respectively, which are similar to the results of the previous documents [
19].
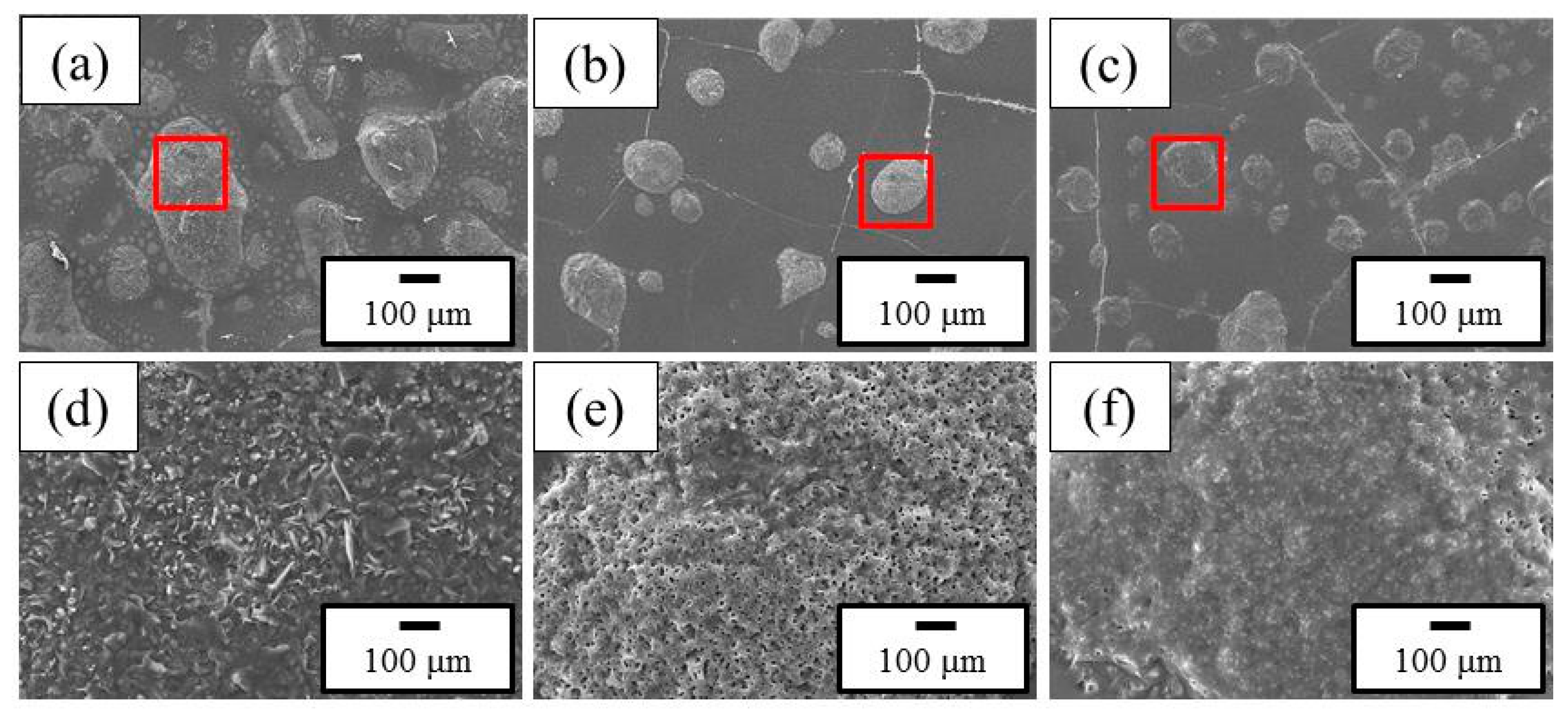
Figure 5 shows SEM micrographs of the surface of the TZM alloy after oxidation at 1350 °C for 5, 20, and 50 h. When the MoSi
2 phase-coated TZM was exposed in air, an SiO
2 phase formed on the surface. However, with increase in time (i.e., when the thickness of the SiO
2 phase was increased), cracks were observed on the surface of the SiO
2 layer, possibly due to the coefficient of thermal expansion (CTE) difference between SiO
2 and the coated MoSi
2 layer [
7,
19]. It was observed that porous mushroom-shaped oxides were formed at the location of the cracks. The insets in
Figure 5a–c are shown in
Figure 5d–f, respectively.
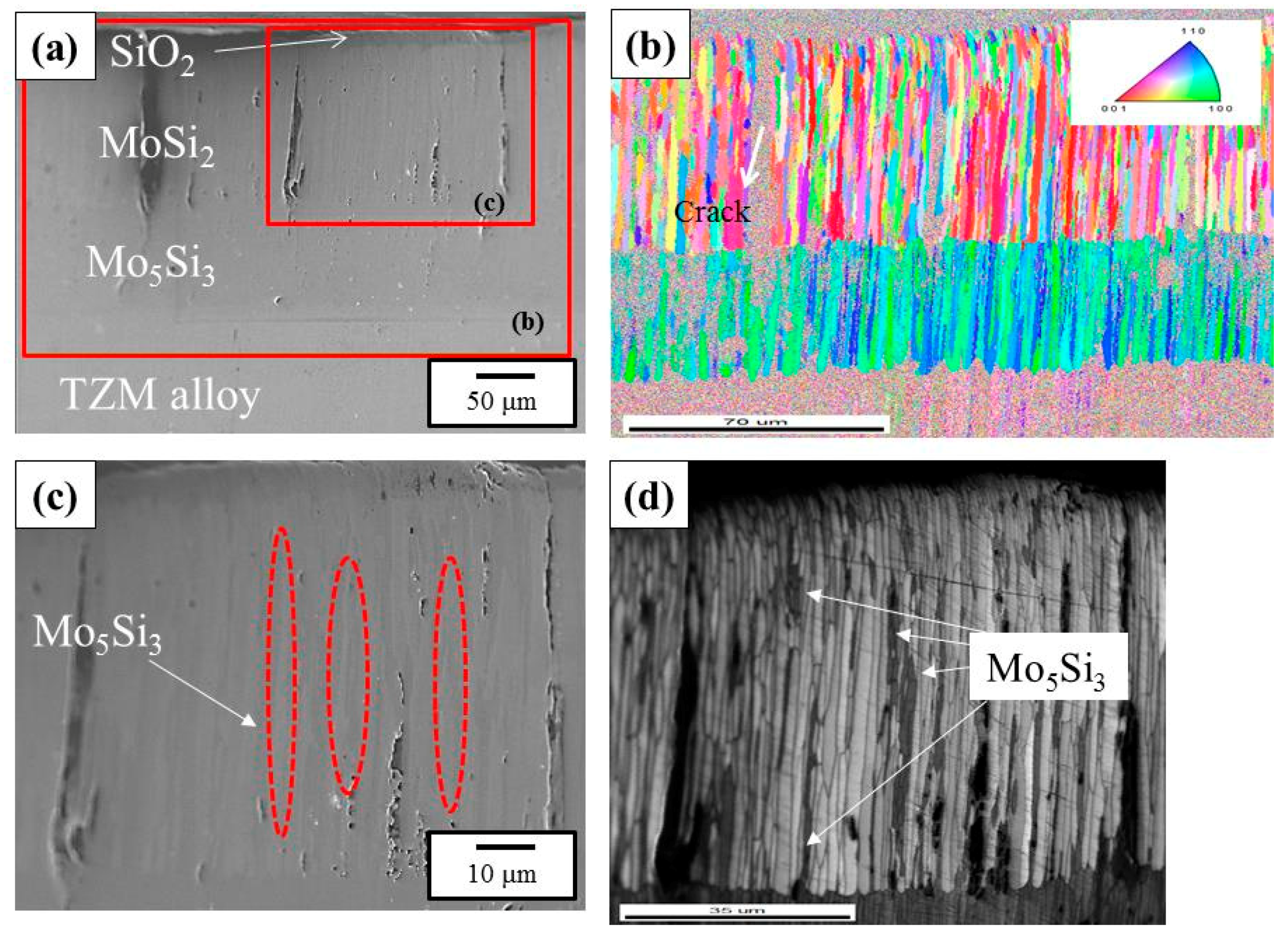
In order to identify the effect of the coating layer on the oxidation exposure, the cross-section of the oxidized specimen was prepared and EBSD was carried out for the coated specimen oxidized at 1350 °C for 20 h. The SEM is shown in
Figure 6a, and the EBSD micrograph of the marked large box in
Figure 6a is shown in
Figure 6b, in which the thickness of Mo
5Si
3 was about 50 μm, located between the surface MoSi
2 and the TZM substrate. Also, the marked small box in
Figure 6a is shown in
Figure 6c,d. The micrographs show that columnar grains of Mo
5Si
3 were located inside the coated MoSi
2 layer. It was clear that some grains of vertical Mo
5Si
3 were connected to the Mo
5Si
3 layer located between the surface MoSi
2 and the TZM substrate, as shown in
Figure 6d.
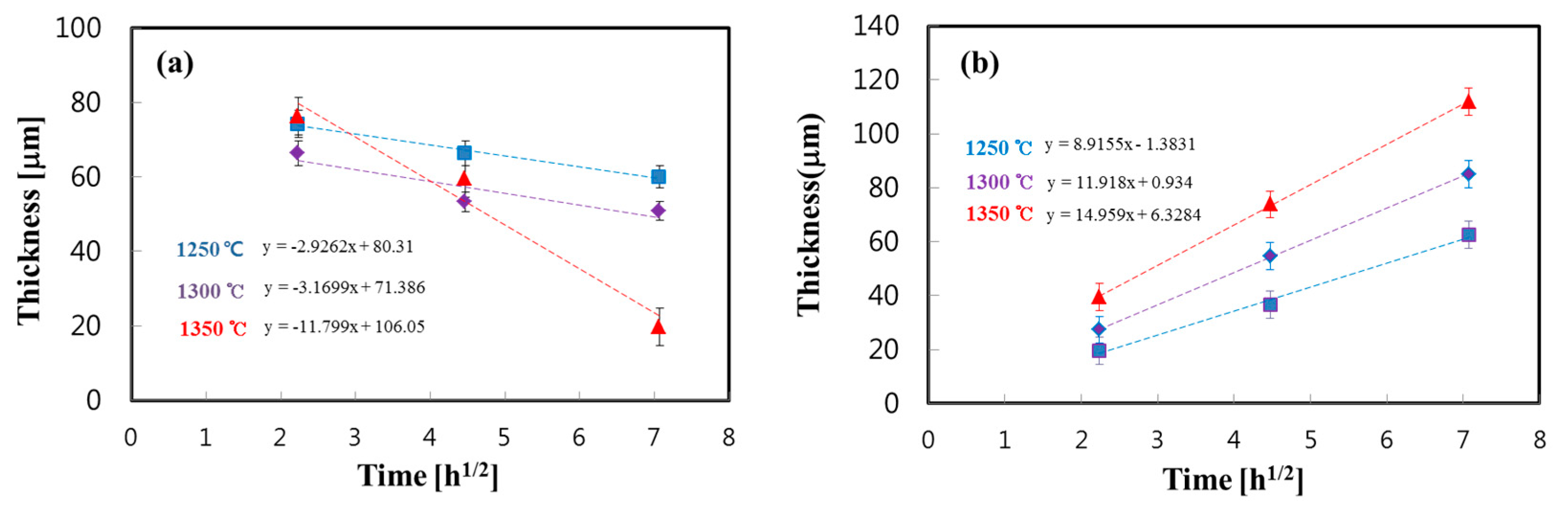
In order to identify the disintegrated kinetics of MoSi
2 and the growth kinetics of the Mo
5Si
3 layer during oxidation exposure, the thicknesses of each phase were measured with respect to the oxidation time, as shown in
Figure 7. AS can be seen in the figure, the thickness of the MoSi
2 phase decreased, and the reduction rate increased when the oxidation temperature reached the temperature of 1350 °C. At the same time, it was noted that the thickness of the Mo
5Si
3 phase located between the surface MoSi
2 and the TZM substrate increased as the temperature and time of the oxidation exposure was increased. Again, during the oxidation, the
k values for the MoSi
2 phases (thickness reduction rate) were estimated to be 2.36 × 10
−11, 2.77 × 10
−11, and 3.86 × 10
−10 (
Figure 7a), and the values for Mo
5Si
3 were evaluated to be 6.17 × 10
−10, 3.93 × 10
−10, and 2.20 × 10
−10 (
Figure 7b), at oxidation temperatures of 1250, 1300, and 1350 °C, respectively. The
Q value for the decomposition of MoSi
2 was estimated as 567 kJ/mol, and that for the Mo
5Si
3 phase was evaluated as 210 kJ/mol.
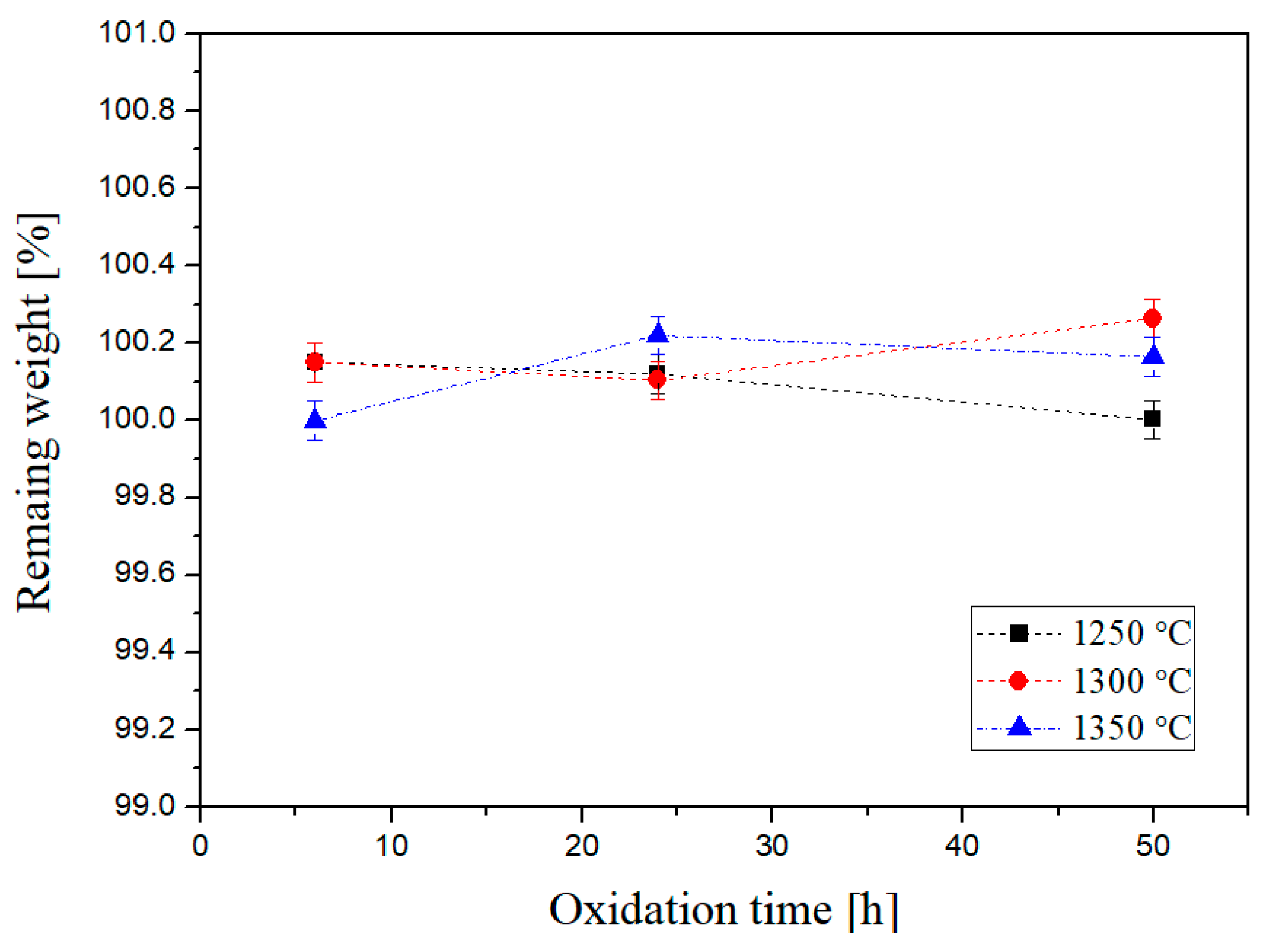
Figure 8 shows the mass change of the MoSi
2-coated TZM alloy after oxidation. Although an increase in mass was observed, the amount of increment was marginal, i.e., the increased values were less than 1 wt %. This is possibly due to the formation of SiO
2 at the surface after oxidation tests.
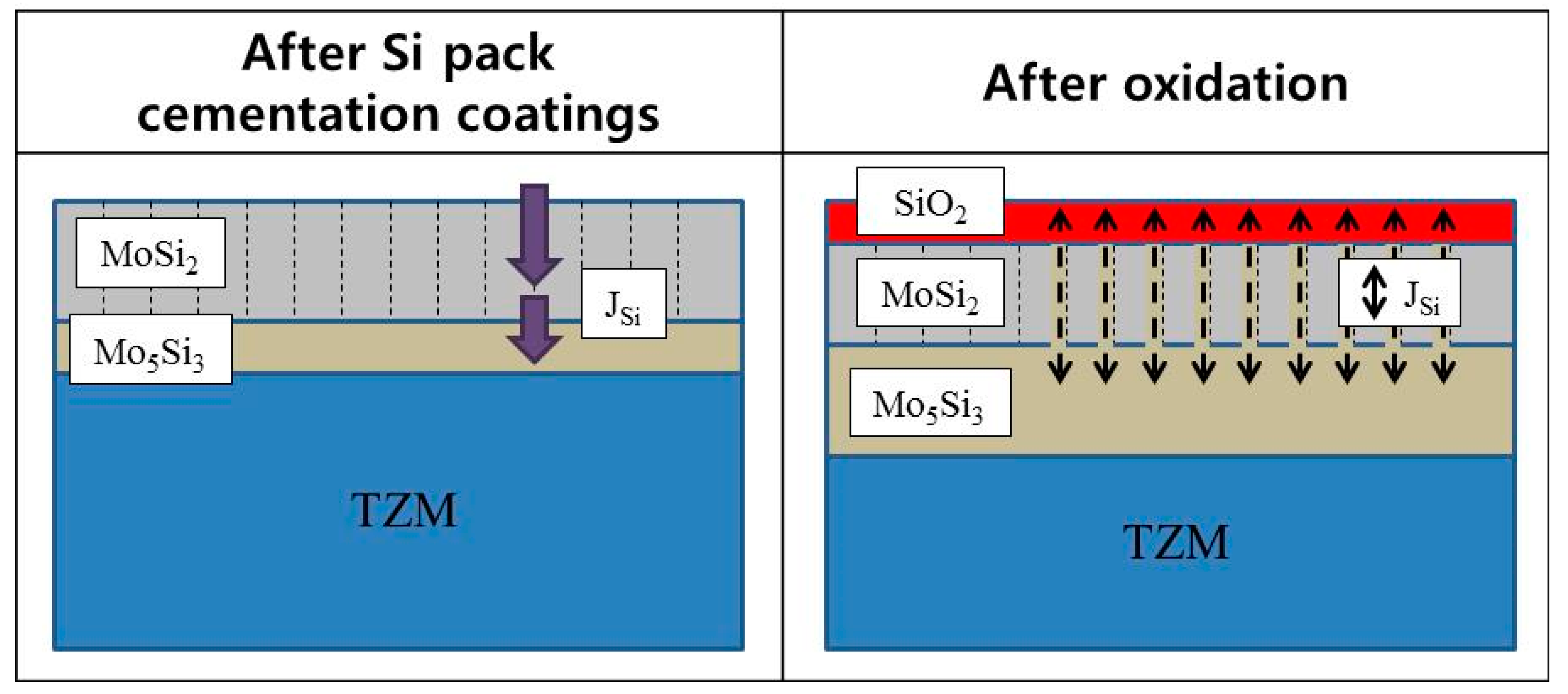
Regarding the columnar growth of Mo
5Si
3 inside the surface of MoSi
2, a possible mechanism is shown in
Figure 9. According to a previous report, the growth of the MoSi
2 phase is usually observed as a columnar manner, since the MoSi
2 phase is synthesized via diffusion reactions [
2]. At the same time, when the coated MoSi
2 layer was exposed to high temperatures in the presence of air, the surface MoSi
2 phase underwent a disintegration reaction, viz. (5/7) MoSi
2 (s) + O
2 (g) → (1/7) Mo
5Si
3 + SiO
2 (s) [
15]. This reaction shows that when the surface SiO
2 layer was formed, an Mo
5Si
3 phase should be produced due to the loss of Si from MoSi
2. In this regard, it is possible that the Mo
5Si
3 phase inside the MoSi
2 phase could grow, and Si should move through the grain boundaries of the MoSi
2 layer, as shown in
Figure 6.
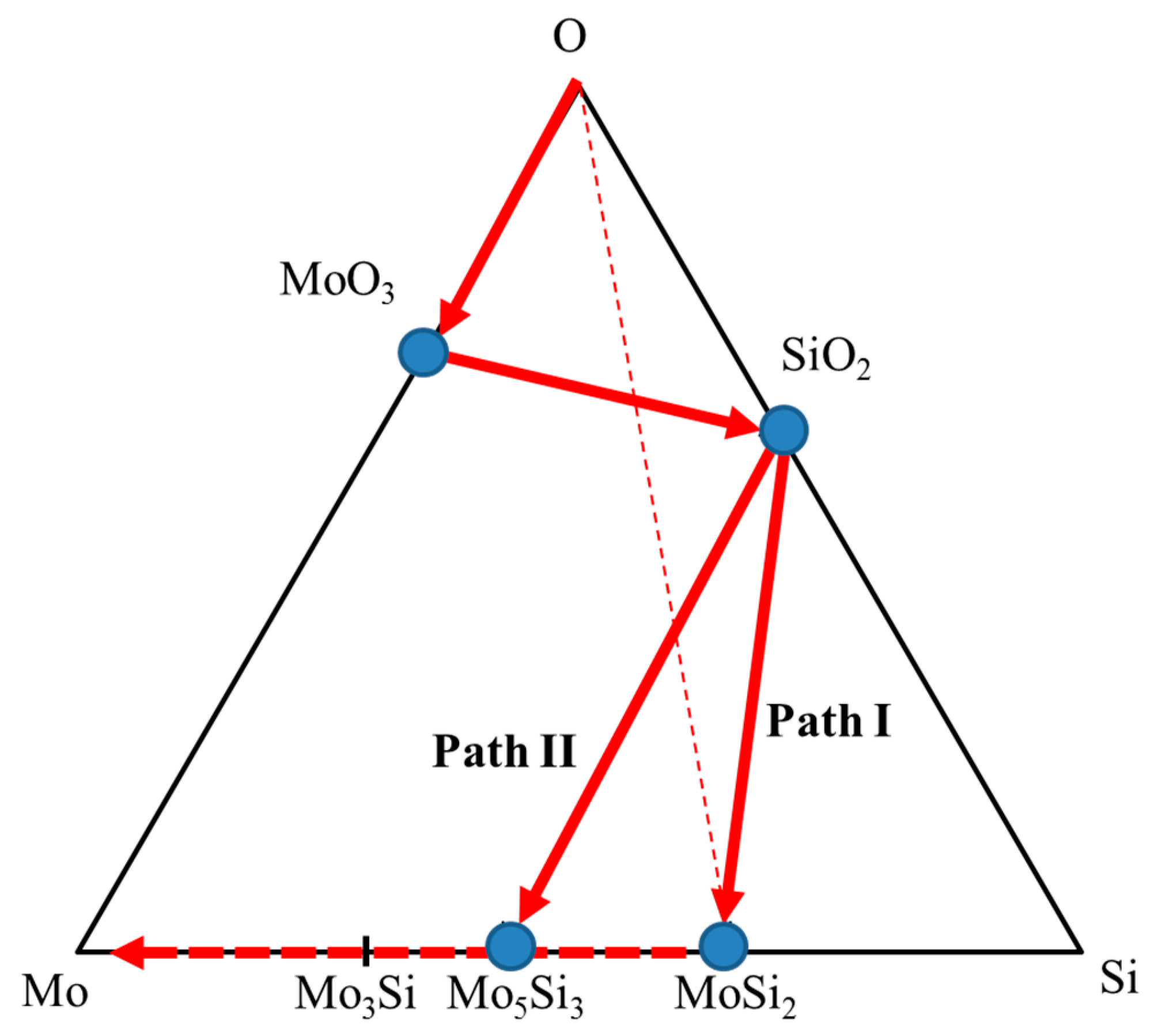
Since phase development during oxidation is related to the diffusion process, it was useful to examine the diffusion pathways with respect to the sequence of the product phases. In regard to the diffusion pathway, some approaches have been proposed under simplified conditions [
20,
21,
22]. The analysis methods included two requirements of the diffusion path. First, the pathway should cross the line connecting the end member compositions in order to satisfy mass balance. Second, a stable path should follow the isothermal phase diagram and coincide with two-phase field tie lines to satisfy local equilibrium. Furthermore, the reaction pathway analyses with finite terminal members and infinite terminal members are totally different situations [
23]. For the current cases, probably the diffusion pathway was somehow transient due to the presence of the unstable MoSi
2. When the coated MoSi
2 phase was exposed to air, two separated reactions of (i) oxygen/MoSi
2 ((1/7) MoSi
2 + O
2 → (1/7) Mo
5Si
3 + SiO
2) and (ii) MoSi
2/TZM (2MoSi
2 + 6Mo → Mo
5Si
3 + (Mo
3Si)) may occur during oxidation exposure. Then, the MoSi
2 layer would eventually disappear as the oxidation time increased due to the loss of Si, i.e., the current case is a diffusion reaction between finite terminal members, and the diffusion pathway might change when the MoSi
2 phase disappears.
The observed diffusion pathway of the MoSi
2-coated TZM after the oxidation tests was O (MoO
3)/SiO
2/MoSi
2/Mo
5Si
3/TZM, as shown in
Figure 10. When the MoSi
2 coating layer was oxidized, Mo initially evaporated to the surface. Then, a SiO
2 layer formed on the surface of MoSi
2 due to the reaction of oxygen that diffused into MoSi
2 and reacted with the Si [
7]. According to
Figure 10, the diffusion pathway was O (MoO
3)/SiO
2/MoSi
2/Mo
5Si
3/TZM during oxidation (Path I). When further oxidation occurred, the MoSi
2 layer may undergo loss of Si due to the diffusion of Si towards the surface and inside the alloy. In that case, the diffusion pathway may change to O (MoO
3)/SiO
2/Mo
5Si
3/TZM (Path II). Furthermore, when the oxidation exposure time is increased, the MoSi
2 phase eventually disappears.
While further investigation into factors such as the grain orientations of Mo5Si3 inside the MoSi2 layer is needed, the current observations clearly showed that the disintegration of the outer MoSi2 layer occurs together with both the formation of Mo5Si3 inside the MoSi2 layer and the formation of Mo5Si3 located between the outer MoSi2 layer and the TZM alloy. Also, the lifetime (decomposition of the MoSi2 layer) of the MoSi2 coating layer stability was identified during the exposure of high temperatures under an ambient atmosphere.

 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}










