Erosion Resistance and Damage Mechanism of TiN/ZrN Nanoscale Multilayer Coating

Abstract
:1. Introduction
2. Experimental Details
2.1. Coating Design and Deposition
2.2. Coating Structure Characterisation
2.3. Coating Mechanical Characterisation
2.4. Coating Erosion Resistance Testing
3. Results and Discussion
3.1. Microstructure of the Coating
3.2. Mechanical Properties of the Coating
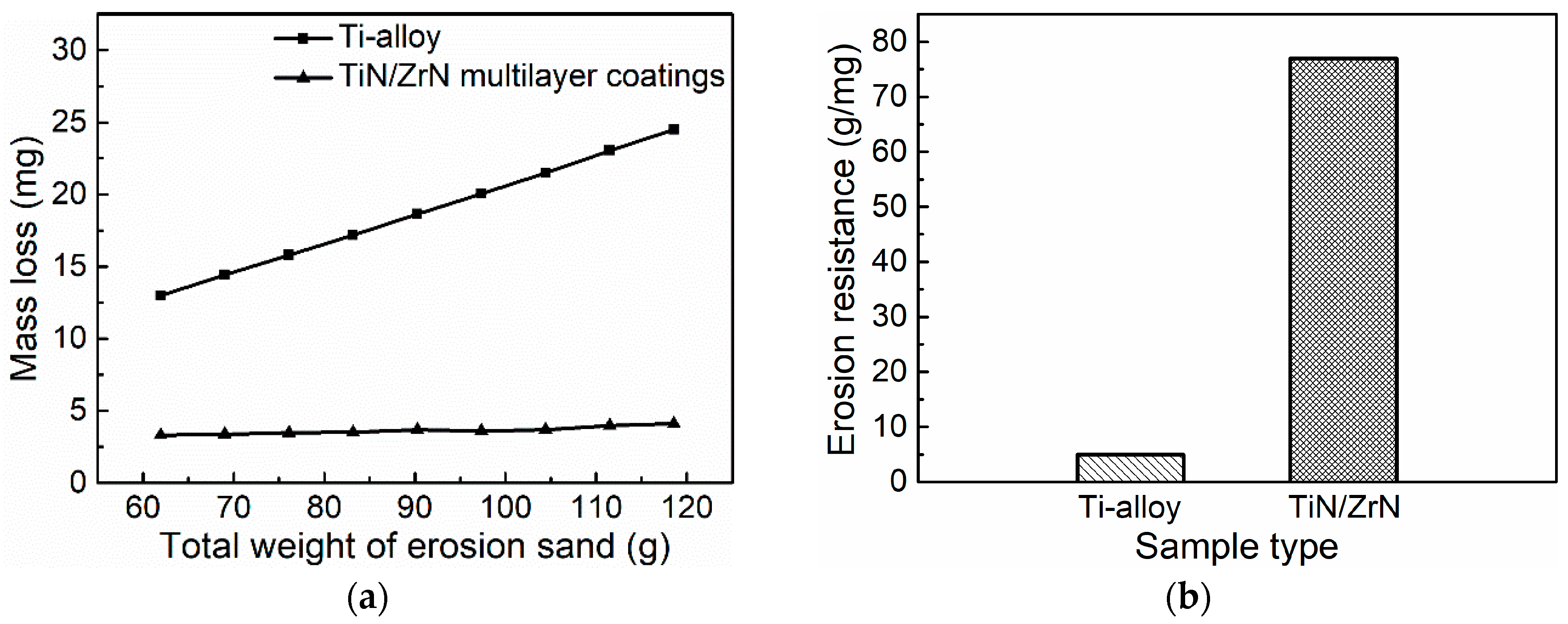
3.3. Erosion Resistance of the Coating
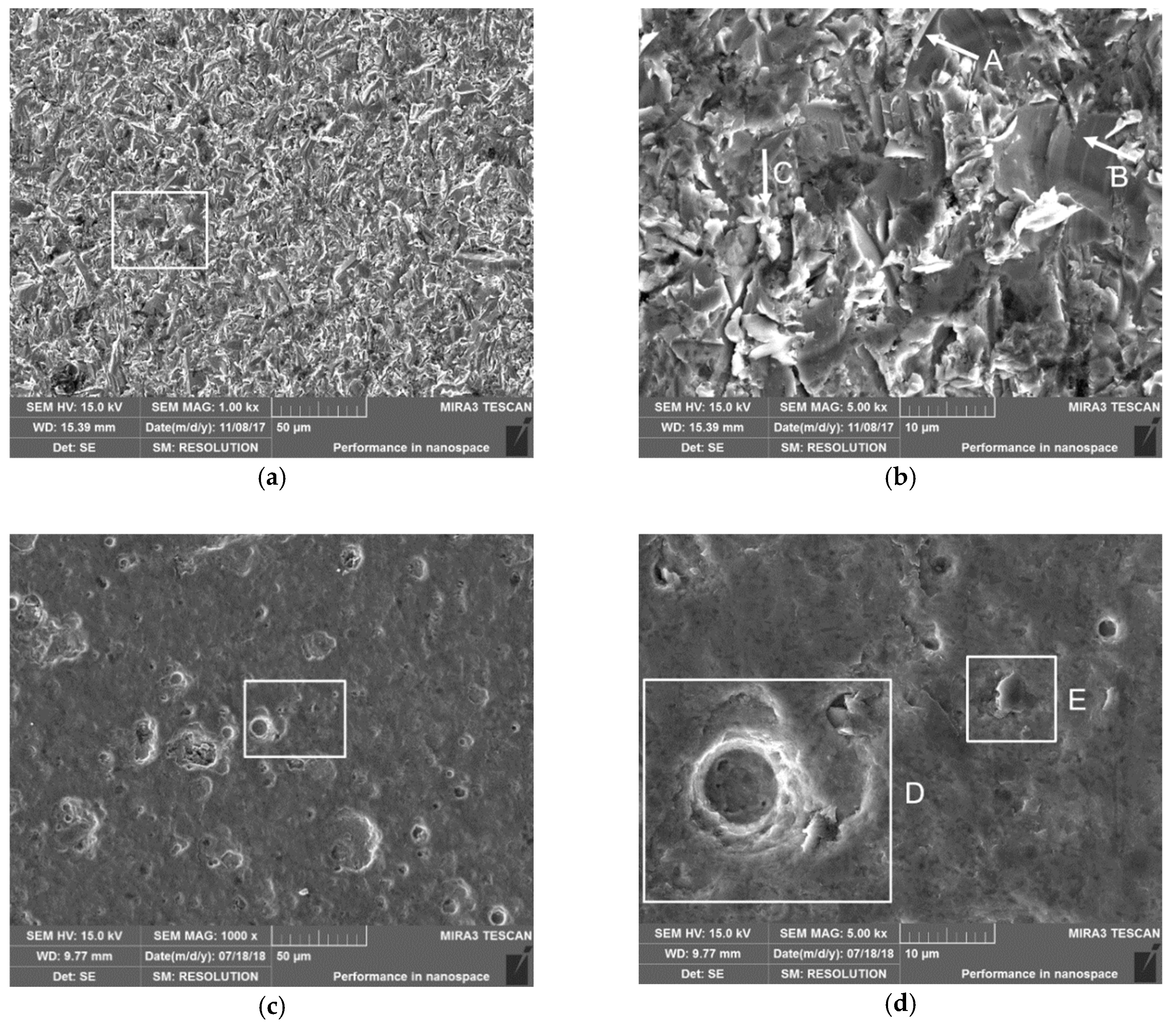
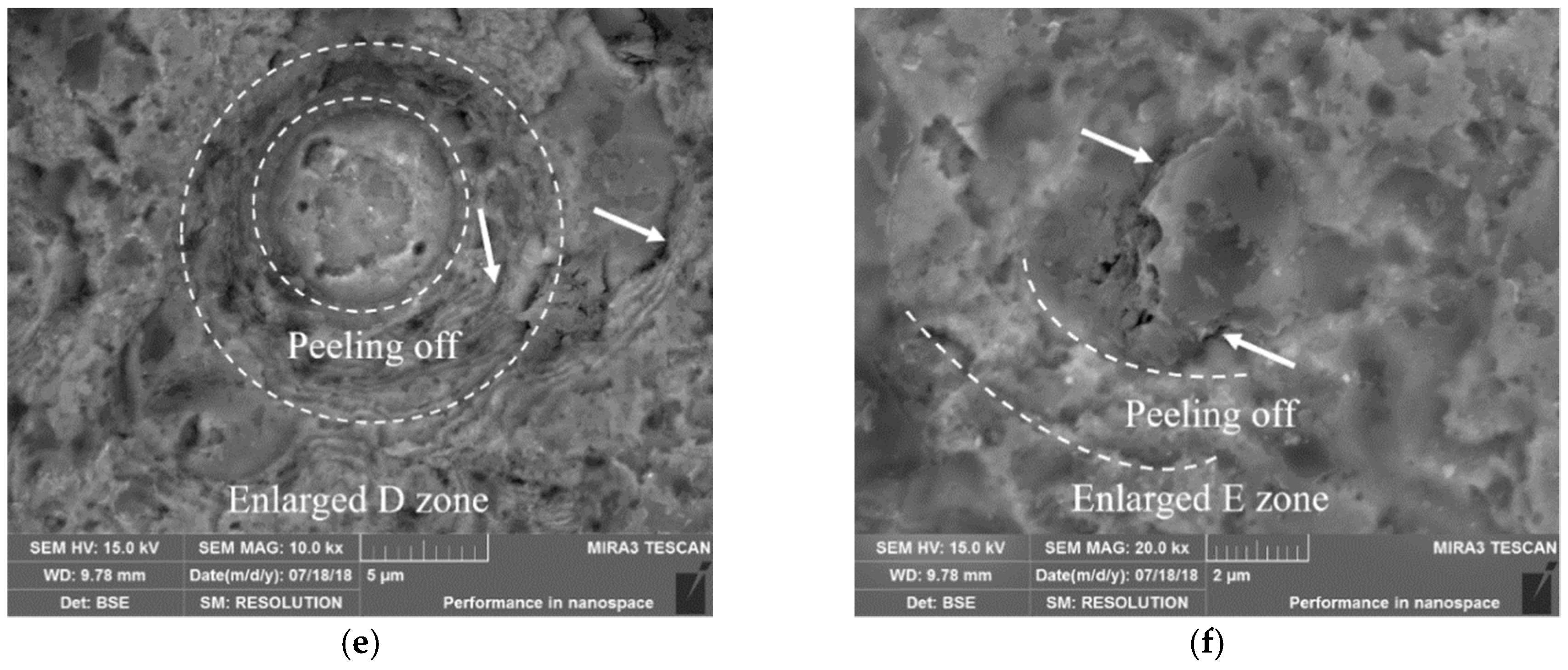
3.4. Erosion Mechanism of the Coating
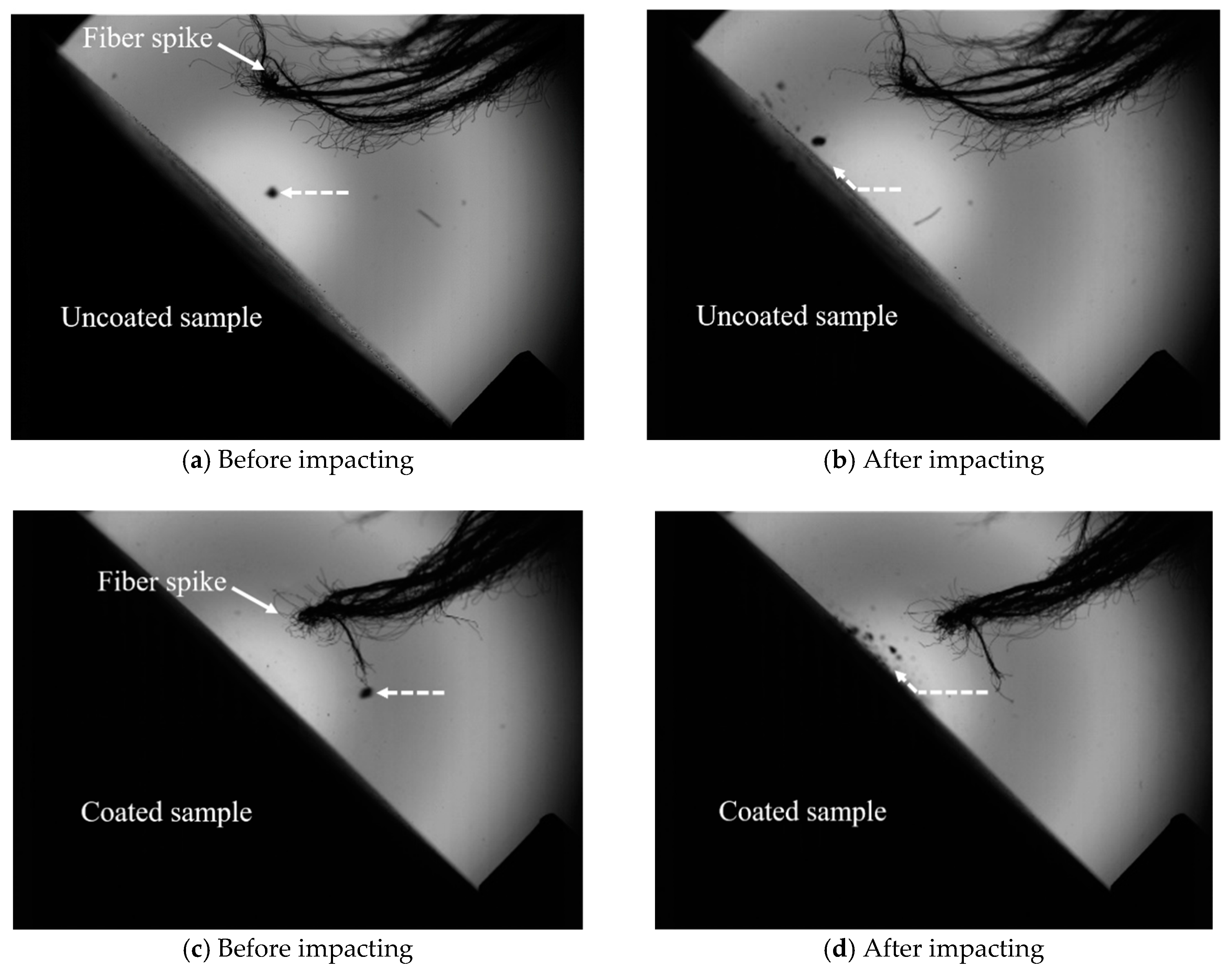
3.5. Impacting Behavior of Sand on the Coating
4. Conclusions
- The TiN/ZrN nanoscale multilayer coating has a higher potential for practical applications in the field of erosion-resistant materials. The erosion resistance rate of the Ti6Al4V titanium alloy with the TiN/ZrN coating is 15.5 times higher than that of the uncoated one because of its microstructure, higher hardness, and elastic modulus.
- Droplets on the surface and internal stress in the coating formed during the deposition process are the main reasons for decreased erosion resistance of the coating. Therefore, it is important to improve the surface quality of the coating when preparing the coating.
- For the uncoated Ti alloy substrate, plows and shovels dominate the material failure at a 45° impact angle, thereby exhibiting plasticity. For the coated samples, the mechanism of material removal is crack deflection, crack branching, and successful interaction between them, thus showing brittleness.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sharma, S.; Padenko, E.; Bijwe, J.; Wetzel, B.; Friedrich, K. Erosive and sliding wear of polybenzimidazole at elevated temperatures. J. Mater. 2016, 51, 262–270. [Google Scholar] [CrossRef]
- Li, B.B.; Xu, Q.; Zhao, J.B.; Hong, Y. Particle Diameter on Erosion Resistance of Dust Removing and Washing Machine. J. Nanjing Normal Univ. 2017, 17, 51–56. [Google Scholar] [CrossRef]
- Dai, W.; Cremaschi, S.; Subramani, H.J.; Gao, H.J. Uncertainty Quantification in Erosion Predictions using Data Mining Methods. Wear 2018, 408, 108–119. [Google Scholar] [CrossRef]
- Kumar, K.; Kumar, S.; Singh, G.; Singh, J.P.; Singh, J. Erosion Wear Investigation of HVOF Sprayed WC-10Co4Cr Coating on Slurry Pipeline Materials. Coatings 2017, 7, 54. [Google Scholar] [CrossRef]
- Cai, J.M.; Cao, C.X. Alloy Design and Application Expectation of a New Generation 600 °C High Temperature Titanium Alloy. J. Aeronaut. Mater. 2014, 34, 27–36. [Google Scholar] [CrossRef]
- Deng, J.X.; Wu, F.F.; Lian, Y.S.; Xing, Y.Q.; Li, S.P. Erosion wear of CrN, TiN, CrAlN, and TiAlN PVD nitride coatings. Int. J. Refract. Met. Hard Mater. 2012, 35, 10–16. [Google Scholar] [CrossRef]
- Wheeler, D.W.; Wood, R.J.K. High velocity erosion of CVD diamond coatings by diamond particles. Diam. Relat. Mater. 2018, 84, 32–40. [Google Scholar] [CrossRef]
- Lin, S.S.; Zhou, K.S.; Dai, M.J.; Lan, E.H.; Shi, Q.; Hu, F.; Kuang, T.C.; Zhuang, C.Q. Structural, mechanical, and sand erosion properties of TiN/Zr/ZrN multilayer coatings. Vacuum 2015, 122, 179–186. [Google Scholar] [CrossRef]
- Guo, L.; Chen, G.H. High-quality diamond film deposition on a titanium substrate using the hot-filament chemical vapor deposition method. Diam. Related Mater. 2007, 16, 1530–1540. [Google Scholar] [CrossRef]
- Li, Y.S.; Zhang, C.Z.; Ma, H.T.; Yang, L.Z.; Zhang, L.L.; Tang, Y.; Li, X.J.; He, L.L.; Feng, R.; Yang, Q.; et al. CVD nanocrystalline diamond coatings on Ti alloy: A synchrotron-assisted interfacial investigation. Mater. Chem. Phys. 2012, 134, 145–152. [Google Scholar] [CrossRef]
- Bielawski, M.; Beres, W. FE modelling of surface stresses in erosion-resistant coatings under single particle impact. Wear 2007, 262, 167–175. [Google Scholar] [CrossRef]
- Di, J.; Wang, S.S.; Zhang, L.; Cai, L.X.; Xie, Y.H. Study on the erosion characteristics of boride coatings by finite element analysis. Surf. Coat. Technol. 2018, 333, 115–124. [Google Scholar] [CrossRef]
- Ikeda, R.; Hayashi, M.; Yonezu, A.; Ogawa, T.; Takemoto, M. Fracture observation of polycrystalline diamond film under indentation test. Diam. Related Mater. 2004, 13, 2024–2030. [Google Scholar] [CrossRef]
- Wiklund, U.; Hedenqvist, P.; Hogmark, S. Multilayer cracking resistance in bending. Surf. Coat. Technol. 1997, 97, 773–778. [Google Scholar] [CrossRef]
- Deng, W.; An, Y.; Hou, G.; Li, S.J.; Zhou, H.D.; Chen, J.M. Effect of substrate preheating treatment on the microstructure and ultrasonic cavitation erosion behavior of plasma-sprayed YSZ coatings. Ultrason. Sonochem. 2018, 46, 1–9. [Google Scholar] [CrossRef]
- Eaton, H.E.; Zajchowski, P. High temperature particulate erosion of plasma sprayed YSZ versus selected powder characteristics and plasma torch designs. Surf. Coat. Technol. 1999, 120–121, 28–33. [Google Scholar] [CrossRef]
- Yang, G.J.; Li, C.J.; Li, C.X.; Katsuyoshi, K.; Akira, O. Improvement of adhesion and cohesion in plasma-sprayed ceramic coatings by heterogeneous modification of nonbonded lamellar interface using high strength adhesive infiltration. J. Therm. Spray Technol. 2013, 22, 36–47. [Google Scholar] [CrossRef]
- Li, C.J.; Yang, G.J.; Ohmori, A. Relationship between particle erosion and lamellar microstructure for plasma-sprayed alumina coatings. Wear 2006, 260, 1166–1172. [Google Scholar] [CrossRef]
- Cheng, B.; Zhang, Y.M.; Yang, N.; Zhang, M.; Chen, L.; Yang, G.J.; Li, C.J.; Li, C.X. Sintering-induced delamination of thermal barrier coatings by gradient thermal cyclic test. J. Am. Ceram. Soc. 2016, 100, 1820–1830. [Google Scholar] [CrossRef]
- Rangarajan, S.; King, A.H. Non-destructive evaluation of delamination in ceramic thin films on metal substrates by scanning electron microscopy. Thin Solid Films 2001, 385, 22–28. [Google Scholar] [CrossRef]
- Rao, J.; Sharma, A.; Rose, T. Titanium aluminium nitride and titanium boride multilayer coatings designed to combat tool wear. Coatings 2017, 8, 12. [Google Scholar] [CrossRef]
- Plotnikov, S.V.; Pogrebnyak, A.D.; Tleukenov, Y.O.; Erdybaeva, N.K. Functional properties of multilayer vacuum-arc TiN/ZrN coatings. In Proceedings of the IOP Conference Series-Materials Science and Engineering, Tomsk, Russia, 5–9 October 2016. [Google Scholar]
- Pradhaban, G.; Kuppusami, P.; Ramachandran, D.; Viswanathan, K.; Ramaseshan, R. Nanomechanical properties of TiN/ZrN multilayers prepared by pulsed laser deposition. Mater. Today Proc. 2016, 3, 1627–1632. [Google Scholar] [CrossRef]
- Xu, X.M.; Wang, J.; An, J.; Zhao, Y.; Zhang, Q.Y. Effect of modulation structure on the growth behavior and mechanical properties of TiN/ZrN multilayers. Surf. Coat. Technol. 2005, 201, 5582–5586. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Geng, M.R.; Chen, J.; Yang, Z.F.; Liu, M.J.; He, G.Y.; Wang, X.D. Dependent Effect of Particle Size on Erosion Wear Mechanism of TC4 Titanium Alloy. China Surf. Eng. 2018, 31, 17–26. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. On the significance of the H/E, ratio in wear control: A nanocomposite coating approach to optimised tribological behaviour. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- Hassani, S.; Klemberg-Sapieha, J.E.; Martinu, L. Mechanical, tribological and erosion behaviour of super-elastic hard Ti–Si–C coatings prepared by PECVD. Surf. Coat. Technol. 2010, 205, 1426–1430. [Google Scholar] [CrossRef]
- Marshall, D.B.; Lawn, B.R.; Mecholsky, J.J. Effect of Residual Contact Stresses on Mirror-Flow-Size Relations. J. Am. Ceram. Soc. 1980, 63, 358–360. [Google Scholar] [CrossRef]
- Recco, A.A.C.; Oliveira, I.C.; Massi, M.; Maciel, H.S.; Tschiptschin, A.P. Adhesion of reactive magnetron sputtered TIN x, and TIC y, coatings to AISI H13 tool steel. Surf. Coat. Technol. 2007, 202, 1078–1083. [Google Scholar] [CrossRef]
- Musil, J.; Zeman, H.; Kunc, F.; Vlcek, J. Measurement of hardness of superhard films by microindentation. Mater. Sci. Eng. A 2003, 340, 281–285. [Google Scholar] [CrossRef]
- Bose, K.; Wood, R.J.K. High velocity solid particle erosion behaviour of CVD boron carbide on tungsten carbide. Wear 2005, 258, 366–376. [Google Scholar] [CrossRef]
- Wheeler, D.W.; Wood, R.J.K. Erosive wear behaviour of thick chemical vapour deposited diamond coatings. Wear 1999, 225–229, 523–536. [Google Scholar] [CrossRef]
- Srinivasan, S.; Scattergood, R.O. Effect of erodent hardness on erosion of brittle materials. Wear 1988, 128, 139–152. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ti | Al | V | Fe | C | O | N | H |
|---|---|---|---|---|---|---|---|---|
| Content (%) | Bal | 5.70 | 4.00 | 0.10 | 0.02 | 0.05 | <0.01 | <0.001 |
| Sample | Test Force | Hardness |
|---|---|---|
| Sand | 0.98 N (100 gf) | 1226 ± 176 |
| Ti6Al4V | 0.098 N (10 gf) | 277 ± 2 |
| TiN/ZrN | 0.98 N (100 gf) | 3433 ± 39 |
| Sample | H (GPa) | E (GPa) | H/E | H3/E2 (10−2 GPa) |
|---|---|---|---|---|
| Ti6Al4V | 3.95 ± 0.8 | 130 ± 10.5 | 0.030 | 0.36 |
| TiN/ZrN | 39.1 ± 1.6 | 550.7 ±17.5 | 0.071 | 19.7 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, J.; Geng, M.; Li, Y.; Yang, Z.; Chai, Y.; He, G. Erosion Resistance and Damage Mechanism of TiN/ZrN Nanoscale Multilayer Coating. Coatings 2019, 9, 64. https://doi.org/10.3390/coatings9020064
Chen J, Geng M, Li Y, Yang Z, Chai Y, He G. Erosion Resistance and Damage Mechanism of TiN/ZrN Nanoscale Multilayer Coating. Coatings. 2019; 9(2):64. https://doi.org/10.3390/coatings9020064
Chicago/Turabian StyleChen, Jiao, Mingrui Geng, Yuqin Li, Zhufang Yang, Yan Chai, and Guangyu He. 2019. "Erosion Resistance and Damage Mechanism of TiN/ZrN Nanoscale Multilayer Coating" Coatings 9, no. 2: 64. https://doi.org/10.3390/coatings9020064
APA StyleChen, J., Geng, M., Li, Y., Yang, Z., Chai, Y., & He, G. (2019). Erosion Resistance and Damage Mechanism of TiN/ZrN Nanoscale Multilayer Coating. Coatings, 9(2), 64. https://doi.org/10.3390/coatings9020064