
Flexural Properties of Thin-Walled Specimens with Square Hollow Sections 3D Printed from ABS Reinforced with Aramid Fibers



Abstract
:1. Introduction
2. Materials and Methods
2.1. Method
- -
- Printing specimens in the form of thin-walled square hollow sections using the FDM technology;
- -
- Measuring their dimensions;
- -
- Determining their mechanical properties by performing static flexural tests;
- -
- Examining their structure using scanning electron microscopy (SEM).
2.2. Materials
2.3. Fabrication of the Specimens
- −
- Layer height: 0.19 mm;
- −
- Extrusion temperature: 265 °C;
- −
- Platform temperature: 105 °C;
- −
- Speed: 36 mm/s;
- −
- Full infill density;
- −
- Raft on.
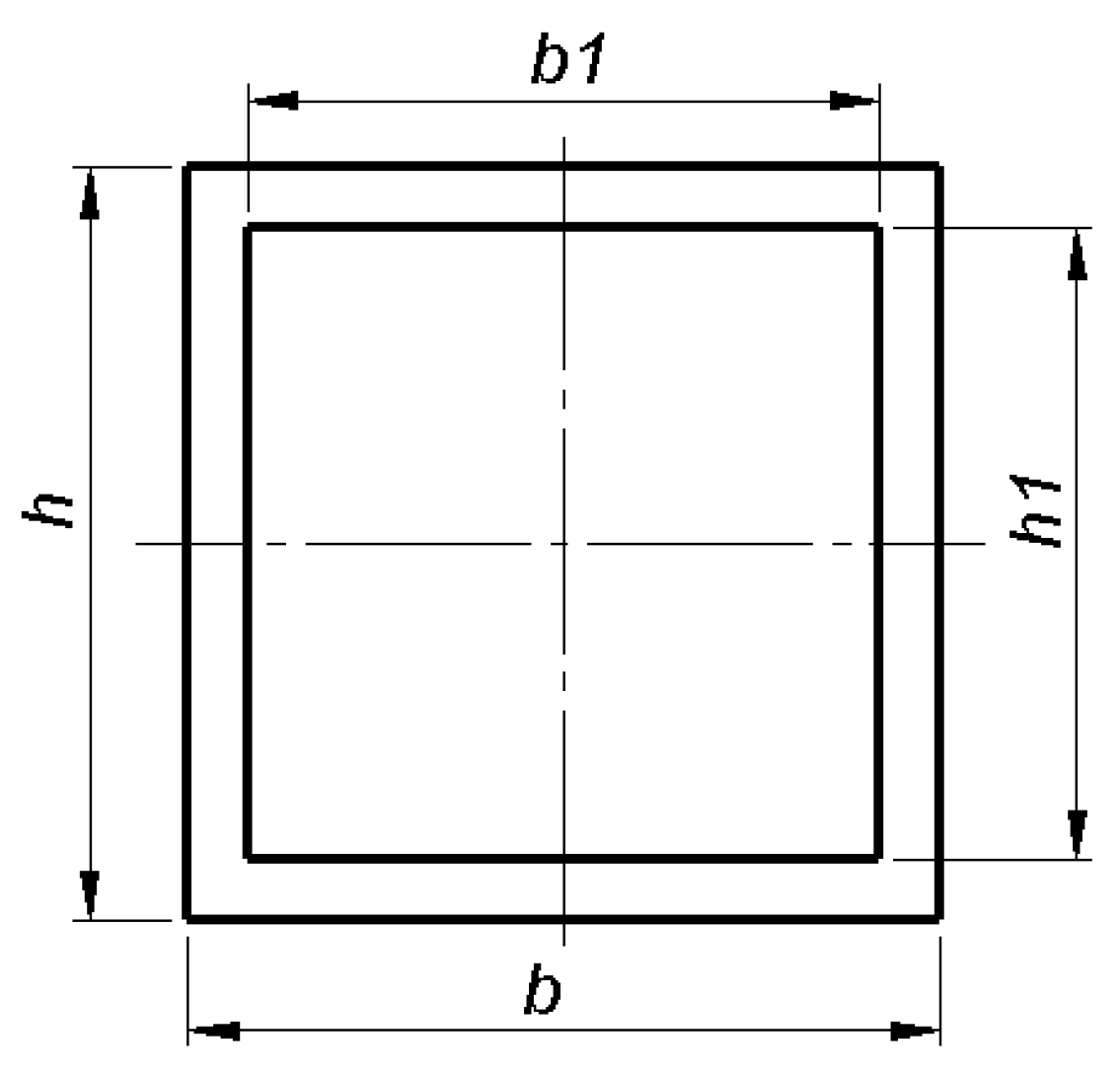
2.4. Dimensional Measurement
2.5. Specimen Identification
2.6. Static Flexural Tests
2.7. SEM Microscopy
3. Results and Discussion
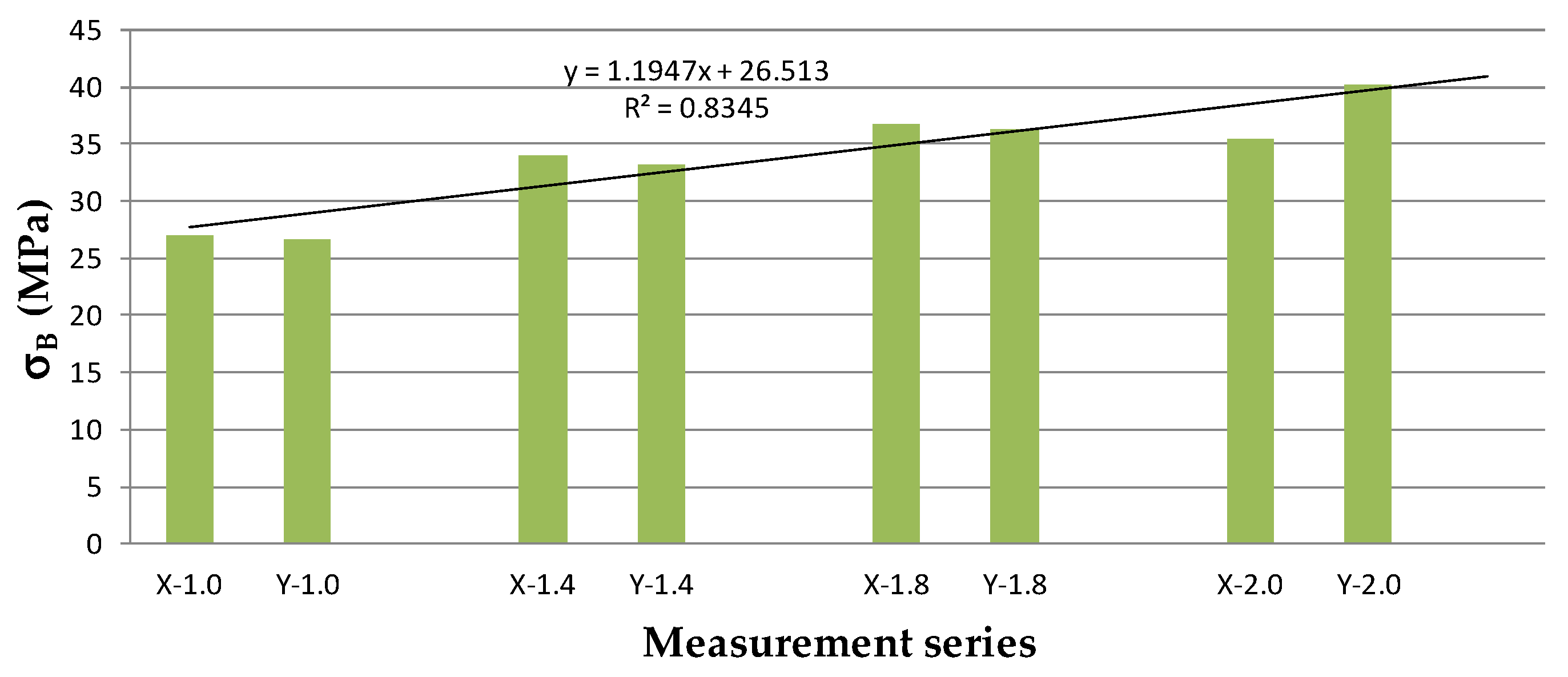
3.1. Static Flexural Tests
3.2. SEM Microscopy
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wright, T.M.; Trent, P.S. Mechanical-Properties of aramid fiber-reinforced acrylic bone cement. J. Mater. Sci. 1979, 14, 503–505. [Google Scholar] [CrossRef]
- Young, R.J.; Lu, D.; Day, R.J.; Knoff, W.F.; Davis, H.A. Relationship between structure and mechanical-properties for aramid fibers. J. Mater. Sci. 1992, 27, 5431–5440. [Google Scholar] [CrossRef]
- Liu, W.; Wu, X.; Li, Y.; Liu, S.; Lv, Y.; Zhang, C. Fabrication of silver ions aramid fibers and polyethylene composites with excellent antibacterial and mechanical properties. e-Polymers 2022, 22, 917–928. [Google Scholar] [CrossRef]
- Ari, A.; Bayram, A.; Karahan, M.; Karagöz, S. Comparison of the mechanical properties of chopped glass, carbon, and aramid fiber reinforced polypropylene. Polym. Polym. Compos. 2022, 30, 096739112210985. [Google Scholar] [CrossRef]
- Kim, S.; Lee, J.; Roh, C.; Eun, J.; Kang, C. Evaluation of carbon fiber and p-aramid composite for industrial helmet using simple cross-ply for protecting human heads. Mech. Mater. 2019, 139, 103203. [Google Scholar] [CrossRef]
- Çakir, M.; Akin, E.; Renda, G. Mechanical properties of carbon-aramid hybrid fiber-reinforced epoxy/poly(vinyl butyral) composites. Polym. Compos. 2023, 44, 4826–4841. [Google Scholar] [CrossRef]
- Mazur, K.; Siwy, Z.S.; Adamczyk, A.; Kuciel, S. Synergistic effect of aramid and basalt fibers on mechanical, thermal and dynamic properties of polylactide hybrid composites. Ind. Crops Prod. 2023, 198, 116630. [Google Scholar] [CrossRef]
- Bochnia, J.; Blasiak, S. Anisotrophy of mechanical properties of a material which is shaped incrementally using Polyjet technology. In Engineering Mechanics 2016; Zolotarev, I., Radolf, V., Eds.; Acad Sci Czech Republic, Inst Thermomechanics: Prague, Czech Republic, 2016; pp. 74–77. [Google Scholar]
- Valvez, S.; Silva, A.P.; Reis, P.N.B.; Berto, F. Annealing effect on mechanical properties of 3D printed composites. In Proceedings of the 4th International Conference on Structural Integrity (ICSI 2021), Funchal, Portugal, 30 August–2 September 2021; Moreira, P., Tavares, P., Eds.; Elsevier Science BV: Amsterdam, The Netherlands, 2022; Volme 37, pp. 738–745. [Google Scholar]
- Rijckaert, S.; Daelemans, L.; Cardon, L.; Boone, M.; Van Paepegem, W.; De Clerck, K. Continuous Fiber-Reinforced Aramid/PETG 3D-Printed Composites with High Fiber Loading through Fused Filament Fabrication. Polymers 2022, 14, 298. [Google Scholar] [CrossRef]
- Rimkus, A.; Farh, M.M.; Gribniak, V. Continuously Reinforced Polymeric Composite for Additive Manufacturing—Development and Efficiency Analysis. Polymers 2022, 14, 3471. [Google Scholar] [CrossRef]
- Bin Naveed, A.; Butt, S.I.; Mubashar, A.; Chaudhry, F.N.; ul Qadir, N.; Faping, Z. Design and verification of enhanced CFRTPCs fabrication technique using fused deposition modeling. J. Thermoplast. Compos. Mater. 2022, 35, 1957–1980. [Google Scholar] [CrossRef]
- Sitotaw, D.B.; Ahrendt, D.; Kyosev, Y.; Kabish, A.K. Investigation of Stab Protection Properties of Aramid Fibre-Reinforced 3D Printed Elements. FIBRES Text. East. Eur. 2021, 29, 66–72. [Google Scholar] [CrossRef]
- Valvez, S.; Silva, A.P.; Reis, P.N.B. Optimization of Printing Parameters to Maximize the Mechanical Properties of 3D-Printed PETG-Based Parts. Polymers 2022, 14, 2564. [Google Scholar] [CrossRef]
- Mesicek, J.; Jancar, L.; Ma, Q.-P.; Hajnys, J.; Tanski, T.; Krpec, P.; Pagac, M. Comprehensive View of Topological Optimization Scooter Frame Design and Manufacturing. Symmetry 2021, 13, 1201. [Google Scholar] [CrossRef]
- Meyer, P.; Döpke, C.; Ehrmann, A. Improving adhesion of three-dimensional printed objects on textile fabrics by polymer coating. J. Eng. Fiber. Fabr. 2019, 14, 155892501989525. [Google Scholar] [CrossRef]
- Dziubek, T.; Budzik, G.; Kawalec, A.; Debski, M.; Turek, P.; Oleksy, M.; Paszkiewicz, A.; Polinski, P.; Kochmanski, L.; Kleibicki, M.; et al. Strength of threaded connections additively produced from polymeric materials. Polimery 2022, 67, 261–270. [Google Scholar] [CrossRef]
- Sarzyński, B.; Kluczyński, J.; Łuszczek, J.; Grzelak, K.; Szachogłuchowicz, I.; Torzewski, J.; Śnieżek, L. Process Parameter Investigation and Torsional Strength Analysis of the Additively Manufactured 3D Structures Made of 20MnCr5 Steel. Materials 2023, 16, 1877. [Google Scholar] [CrossRef] [PubMed]
- Swiderski, J.; Makiela, W.; Dobrowolski, T.; Stepien, K.; Zuperl, U. The study of the roundness and cylindricity deviations of parts produced with the use of the additive manufacturing. Int. J. Adv. Manuf. Technol. 2022, 121, 7427–7437. [Google Scholar] [CrossRef] [PubMed]
- Wan, A.; Hamid, W.L.H.; Iannucci, L.; Robinson, P. Flexural behaviour of 3D-printed carbon fibre composites: Experimental and virtual tests—Application to composite adaptive structure. Compos. Part C Open Access 2023, 10, 100344. [Google Scholar] [CrossRef]
- Hou, Z.; Liu, P.; Tian, X.; Zhu, W.; Wang, C.; He, J.; Lan, H.; Li, D. Hybrid effect of 3D-printed coaxial continuous hybrid fibre-reinforced composites. Thin-Walled Struct. 2023, 188, 110820. [Google Scholar] [CrossRef]
- Rendas, P.; Figueiredo, L.; Geraldo, M.; Vidal, C.; Soares, B.A. Improvement of tensile and flexural properties of 3D printed PEEK through the increase of interfacial adhesion. J. Manuf. Process. 2023, 93, 260–274. [Google Scholar] [CrossRef]
- Senthilrajan, S.; Venkateshwaran, N.; Naresh, K.; Velmurugan, R.; Gupta, N.K. Effects of jute fiber length and weight percentage on quasi-static flexural and dynamic mechanical properties of jute/polyester composites for thin-walled structure applications. Thin-Walled Struct. 2022, 179, 109719. [Google Scholar] [CrossRef]
- Luo, G.; Chai, C.; Chen, Y.; Li, L.; Xue, P. Investigations on the quasi-static/dynamic mechanical properties of 3D printed random honeycombs under in-plane compression. Thin-Walled Struct. 2023, 190, 110931. [Google Scholar] [CrossRef]
- Sindinger, S.-L.; Marschall, D.; Kralovec, C.; Schagerl, M. Structural Response Prediction of Thin-Walled Additively Manufactured Parts Considering Orthotropy, Thickness Dependency and Scatter. Materials 2021, 14, 2463. [Google Scholar] [CrossRef] [PubMed]
- Bochnia, J.; Blasiak, M.; Kozior, T. Tensile Strength Analysis of Thin-Walled Polymer Glass Fiber Reinforced Samples Manufactured by 3D Printing Technology. Polymers 2020, 12, 2783. [Google Scholar] [CrossRef]
- Bochnia, J.; Blasiak, M.; Kozior, T. A Comparative Study of the Mechanical Properties of FDM 3D Prints Made of PLA and Carbon Fiber-Reinforced PLA for Thin-Walled Applications. Materials 2021, 14, 7062. [Google Scholar] [CrossRef]
- Bochnia, J.; Kozior, T.; Blasiak, M. The Mechanical Properties of Thin-Walled Specimens Printed from a Bronze-Filled PLA-Based Composite Filament Using Fused Deposition Modelling. Materials 2023, 16, 3241. [Google Scholar] [CrossRef]
- Bochnia, J.; Kozior, T.; Zyz, J. The Mechanical Properties of Direct Metal Laser Sintered Thin-Walled Maraging Steel (MS1) Elements. Materials 2023, 16, 4699. [Google Scholar] [CrossRef]
- ABS Kevlar, Spectrum Filaments, Technical Data Sheet. 2022. Available online: www.spectrumfilaments.com (accessed on 25 July 2023).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value | Standard |
|---|---|---|
| Density | 1.05 g/cm3 | ISO 1183 |
| Unnotched, injection molding | 14 kJ/m2 | ISO 179-1eU |
| Notched, injection molding | 6.1 kJ/m2 | ISO 179-1eA |
| Tensile elongation at yield * | 1.9% | ISO 527 |
| Tensile elongation at break * | 6.00% | ISO 527 |
| Tensile strength at yield * | 35 MPa | ISO 527 |
| Tensile strength at break * | 30 MPa | ISO 527 |
| Elastic modulus (speed—1 mm/min) | 2350 MPa | ISO 527 |
| VICAT Softening point ** | 95 °C | ISO 306 |
| No. X-1.0 | b (mm) | h (mm) | b1 (mm) | h1 (mm) | No. Y-1.0 | b (mm) | h (mm) | b1 (mm) | h1 (mm) | No. Z-1.0 | b (mm) | h (mm) | b1 (mm) | h1 (mm) |
| 1 | 10.36 | 10.12 | 7.64 | 7.82 | 1 | 10.32 | 10.02 | 7.56 | 7.84 | 1 | 10.37 | 10.28 | 7.60 | 7.53 |
| 2 | 10.36 | 10.01 | 7.36 | 7.78 | 2 | 10.42 | 10.18 | 7.60 | 7.94 | 2 | 10.25 | 10.30 | 7.41 | 7.50 |
| 3 | 10.39 | 10.06 | 7.61 | 7.88 | 3 | 10.37 | 10.02 | 7.52 | 7.70 | 3 | 10.20 | 10.32 | 7.57. | 7.58 |
| 4 | 10.31 | 10.00 | 7.51 | 7.80 | 4 | 10.36 | 10.08 | 7.66 | 7.68 | 4 | 10.41 | 10.21 | 7.53 | 7.60 |
| 5 | 10.34 | 10.00 | 7.58 | 7.82 | 5 | 10.36 | 10.02 | 7.57 | 7.74 | 5 | 10.26 | 10.58 | 7.44 | 7.51 |
| 10.35 | 10.04 | 7.54 | 7.82 | 10.37 | 10.06 | 7.58 | 7.78 | 10.30 | 10.34 | 7.51 | 7.54 | |||
| SD | 0.03 | 0.05 | 0.11 | 0.04 | SD | 0.04 | 0.07 | 0.05 | 0.11 | SD | 0.09 | 0.14 | 0.09 | 0.04 |
| No. X-1.4 | b (mm) | h (mm) | b1 (mm) | h1 (mm) | No. Y-1.4 | b (mm) | h (mm) | b1 (mm) | h1 (mm) | No. Z-1.4 | b (mm) | h (mm) | b1 (mm) | h1 (mm) |
| 1 | 10.58 | 10.07 | 7.05 | 6.62 | 1 | 10.48 | 10.08 | 6.51 | 7.05 | 1 | 10.51 | 10.61 | 6.42 | 6.52 |
| 2 | 10.52 | 10.09 | 7.10 | 6.54 | 2 | 10.65 | 10.19 | 6.42 | 6.96 | 2 | 10.59 | 10.54 | 6.38 | 6.44 |
| 3 | 10.54 | 10.05 | 7.11 | 6.52 | 3 | 10.63 | 10.05 | 6.45 | 6.91 | 3 | 10.52 | 10.56 | 6.44 | 6.55 |
| 4 | 10.55 | 10.11 | 7.00 | 6.58 | 4 | 10.61 | 10.08 | 6.40 | 7.00 | 4 | 10.54 | 10.55 | 6.35 | 6.51 |
| 5 | 10.60 | 10.11 | 7.05 | 6.55 | 5 | 10.54 | 10.11 | 6.41 | 6.76 | 5 | 10.48 | 10.53 | 6.35 | 6.38 |
| 10.56 | 10.09 | 7.06 | 6.56 | 10.58 | 10.10 | 6.44 | 6.93 | 10.53 | 10.56 | 6.39 | 6.48 | |||
| SD | 0.03 | 0.03 | 0.04 | 0.04 | SD | 0.07 | 0.05 | 0.04 | 0.11 | SD | 0.04 | 0.03 | 0.04 | 0.07 |
| No. X-1.8 | b (mm) | h (mm) | b1 (mm) | h1 (mm) | No. Y-1.8 | b (mm) | h (mm) | b1 (mm) | h1 (mm) | No. Z-1.8 | b (mm) | h (mm) | b1 (mm) | h1 (mm) |
| 1 | 10.62 | 9.83 | 6.20 | 6.68 | 1 | 10.25 | 10.03 | 5.96 | 6.34 | 1 | 10.55 | 10.41 | 5.85 | 5.70 |
| 2 | 10.47 | 9.98 | 6.03 | 6.18 | 2 | 10.23 | 10.01 | 5.86 | 6.43 | 2 | 10.36 | 10.25 | 6.00 | 5.92 |
| 3 | 10.47 | 9.99 | 6.04 | 6.37 | 3 | 10.30 | 10.02 | 5.78 | 6.40 | 3 | 10.32 | 10.25 | 5.99 | 6.01 |
| 4 | 10.44 | 10.05 | 6.09 | 6.22 | 4 | 10.37 | 10.17 | 5.60 | 6.18 | 4 | 10.28 | 10.45 | 6.99 | 5.98 |
| 5 | 10.41 | 9.94 | 6.00 | 6.17 | 5 | 10.46 | 10.07 | 6.32 | 6.48 | 5 | 10.35 | 10.29 | 6.06 | 5.92 |
| 10.48 | 9.95 | 6.07 | 6.32 | 10.32 | 10.06 | 5.90 | 6.36 | 10.37 | 10.33 | 5.98 | 5.90 | |||
| SD | 0.08 | 0.08 | 0.08 | 0.21 | SD | 0.09 | 0.07 | 0.27 | 0.12 | SD | 0.10 | 0.09 | 0.46 | 0.12 |
| No. X-2.0 | b (mm) | h (mm) | b1 (mm) | h1 (mm) | No. Y-2.0 | b (mm) | h (mm) | b1 (mm) | h1 (mm) | No. Z-2.0 | b (mm) | h (mm) | b1 (mm) | h1 (mm) |
| 1 | 10.52 | 10.00 | 5.58 | 5.75 | 1 | 10.59 | 10.03 | 5.57 | 5.90 | 1 | 10.40 | 10.39 | 5.60 | 5.73 |
| 2 | 10.73 | 10.28 | 5.67 | 5.65 | 2 | 10.43 | 10.07 | 5.72 | 5.83 | 2 | 10.60 | 10.57 | 5.53 | 5.63 |
| 3 | 10.52 | 10.24 | 5.59 | 5.69 | 3 | 10.32 | 10.02 | 5.62 | 5.99 | 3 | 10.45 | 10.45 | 5.67 | 5.64 |
| 4 | 10.88 | 10.30 | 5.84 | 5.72 | 4 | 10.55 | 10.07 | 5.51 | 5.89 | 4 | 10.52 | 10.52 | 5.63 | 5.68 |
| 5 | 10.50 | 10.11 | 5.64 | 5.96 | 5 | 10.50 | 10.13 | 5.52 | 5.93 | 5 | 10.37 | 10.34 | 5.59 | 5.53 |
| 10.63 | 10.18 | 5.66 | 5.75 | 10.48 | 10.06 | 5.59 | 5.91 | 10.47 | 10.45 | 5.60 | 5.64 | |||
| SD | 0.17 | 0.13 | 0.11 | 0.12 | SD | 0.11 | 0.04 | 0.09 | 0.06 | SD | 0.09 | 0.09 | 0.05 | 0.07 |
| Measurement Series Symbol | W (mm3) | σB (MPa) |
|---|---|---|
| X-1.0 | 114.03 | 26.93 |
| Y-1.0 | 114.03 | 26.65 |
| Z-1.0 | 131.65 | 9.99 |
| X-1.4 | 141.05 | 33.97 |
| Y-1.4 | 144.51 | 33.15 |
| Z-1.4 | 168.27 | 18.12 |
| X-1.8 | 147.26 | 36.79 |
| Y-1.8 | 148.92 | 36.28 |
| Z-1.8 | 164.07 | 12.05 |
| X-2.0 | 165.99 | 35.50 |
| Y-2.0 | 144.51 | 40.18 |
| Z-2.0 | 174.54 | 12.35 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bochnia, J.; Kozior, T.; Musialek, M. Flexural Properties of Thin-Walled Specimens with Square Hollow Sections 3D Printed from ABS Reinforced with Aramid Fibers. Fibers 2023, 11, 77. https://doi.org/10.3390/fib11090077
Bochnia J, Kozior T, Musialek M. Flexural Properties of Thin-Walled Specimens with Square Hollow Sections 3D Printed from ABS Reinforced with Aramid Fibers. Fibers. 2023; 11(9):77. https://doi.org/10.3390/fib11090077
Chicago/Turabian StyleBochnia, Jerzy, Tomasz Kozior, and Mateusz Musialek. 2023. "Flexural Properties of Thin-Walled Specimens with Square Hollow Sections 3D Printed from ABS Reinforced with Aramid Fibers" Fibers 11, no. 9: 77. https://doi.org/10.3390/fib11090077
APA StyleBochnia, J., Kozior, T., & Musialek, M. (2023). Flexural Properties of Thin-Walled Specimens with Square Hollow Sections 3D Printed from ABS Reinforced with Aramid Fibers. Fibers, 11(9), 77. https://doi.org/10.3390/fib11090077