
Exploration of Wave Development during Yarn Transverse Impact

Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
2.2. Longitudinal Wave
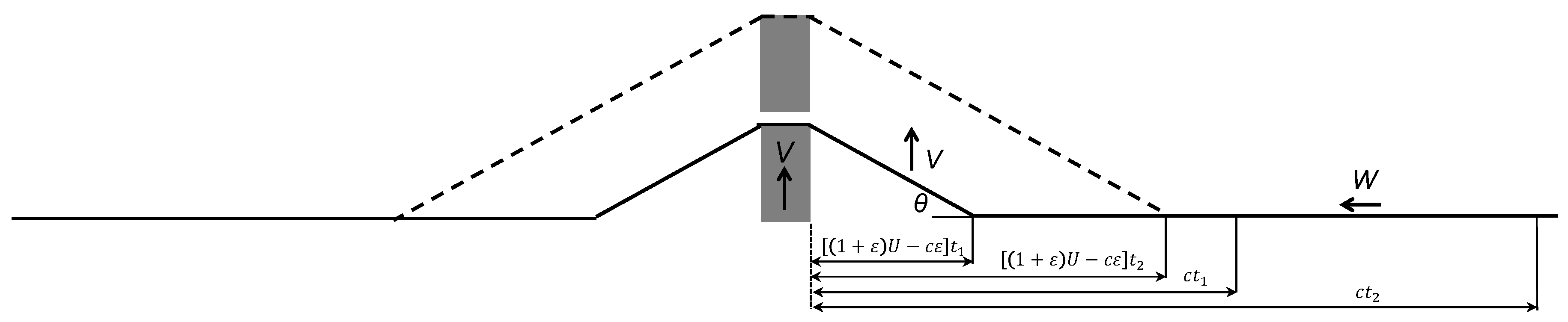
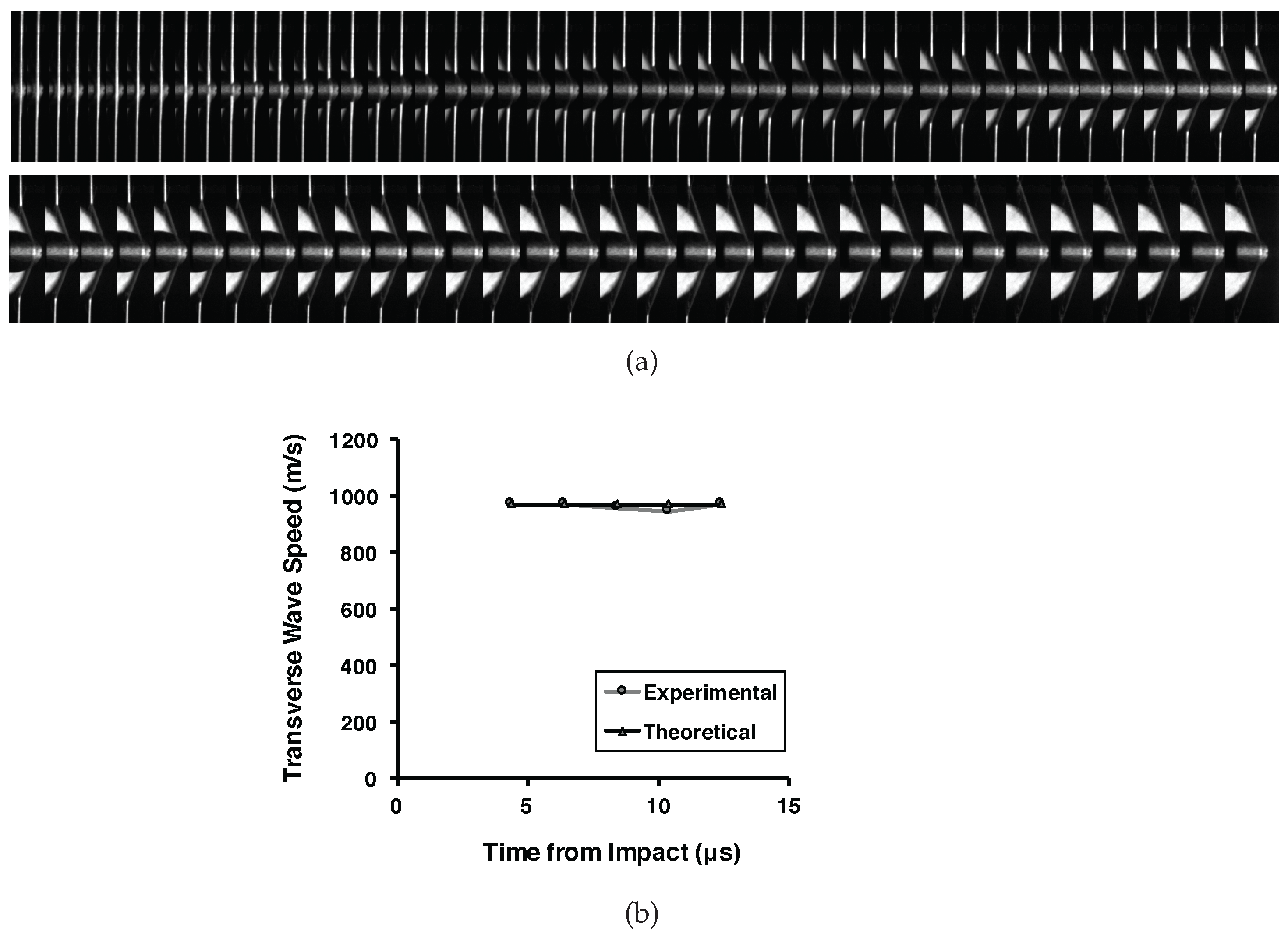
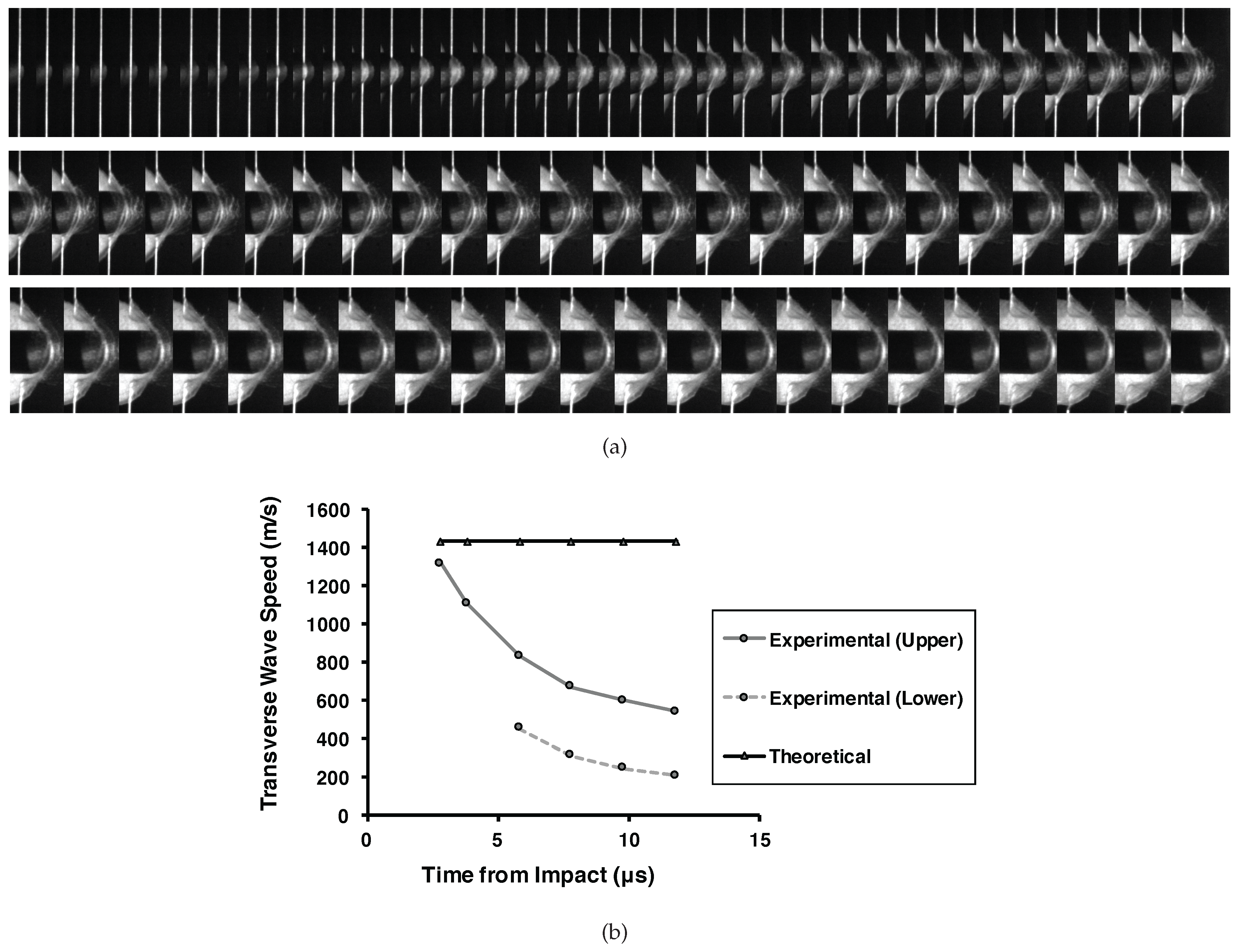
2.3. Transverse Wave
3. Results and Discussion
3.1. Longitudinal Wave
3.1.1. Wave Speed
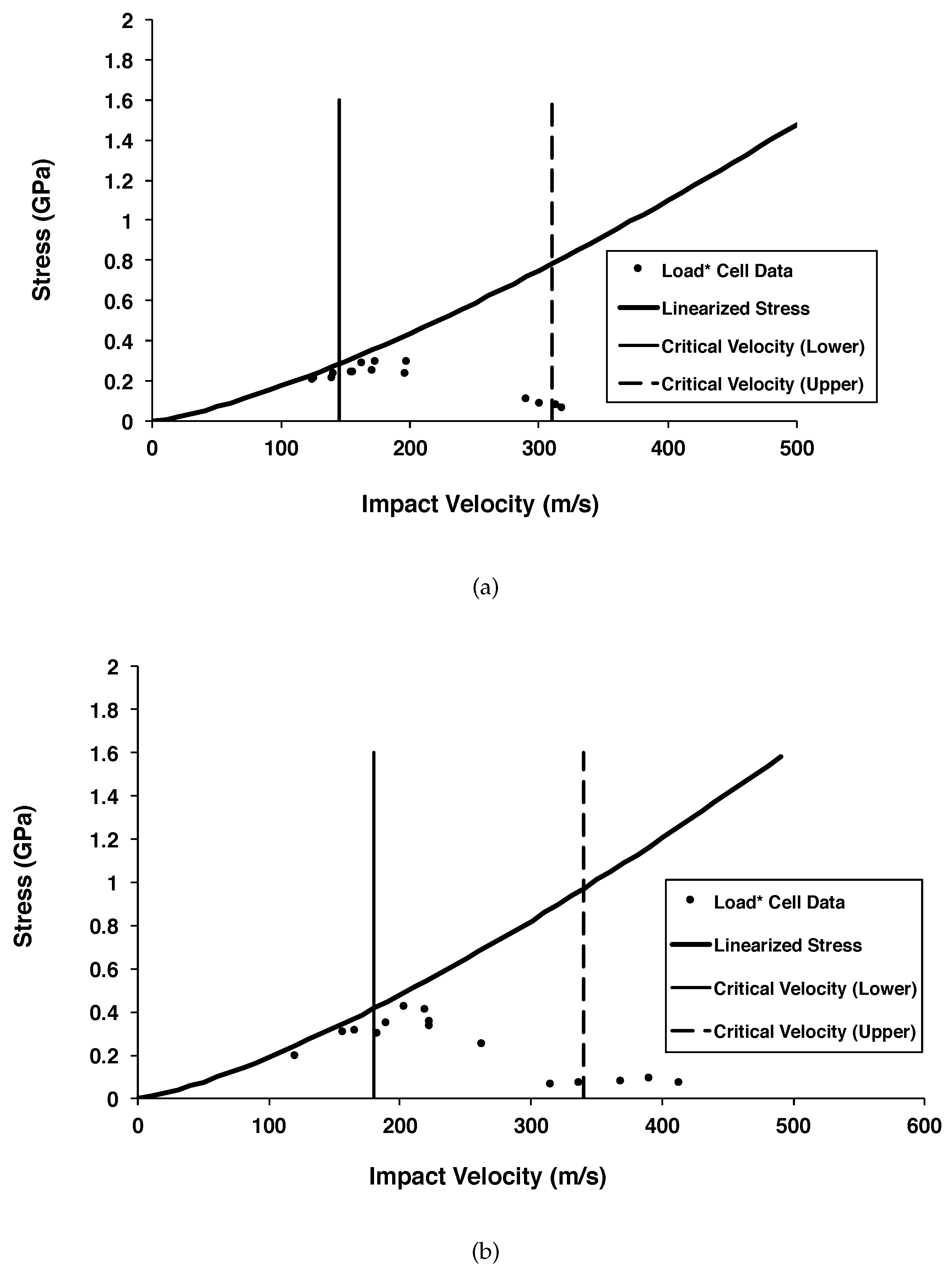
3.1.2. Longitudinal Stress
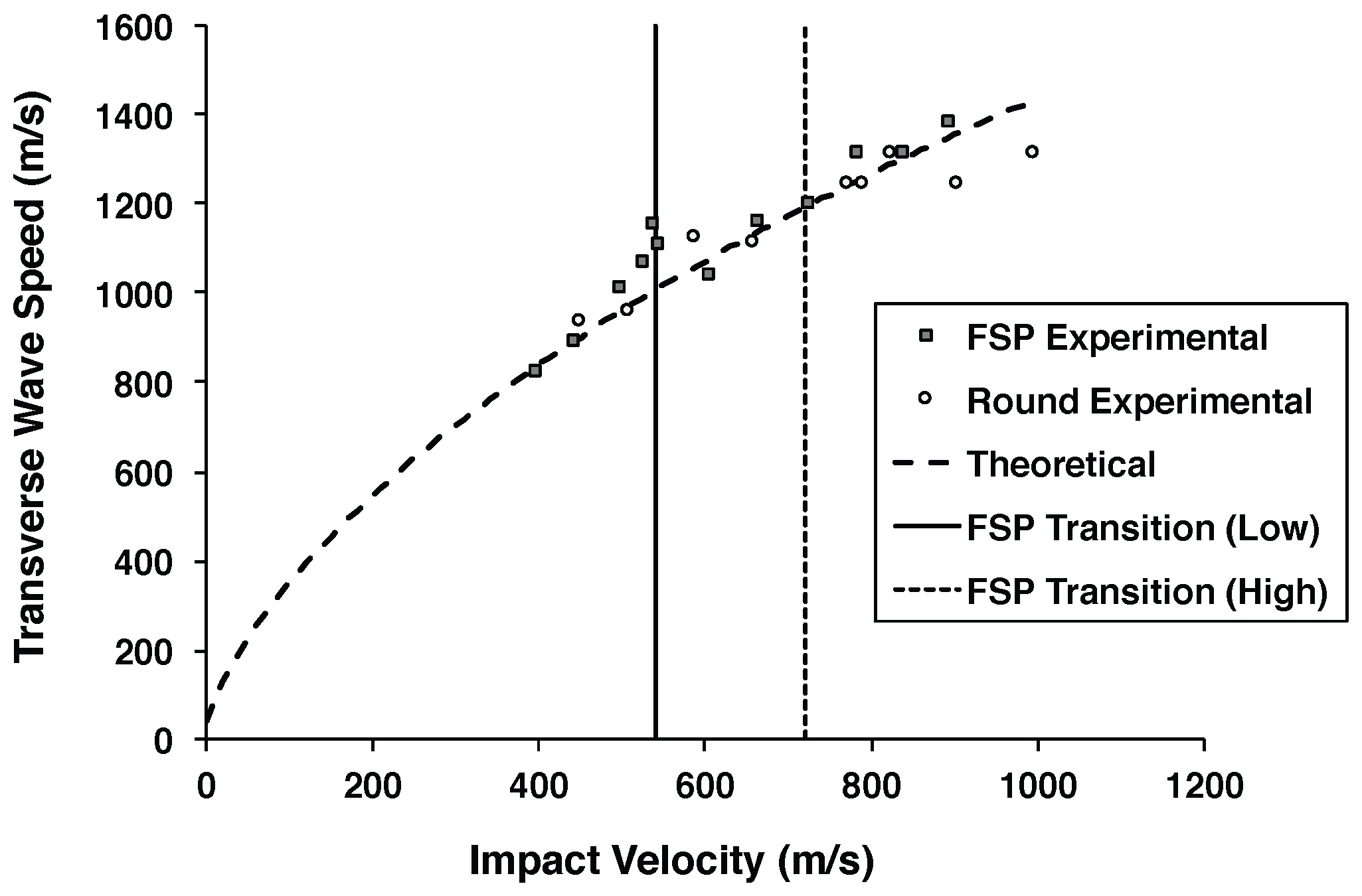
3.2. Transverse Wave Speed
4. Optimization of Filament Properties
4.1. Constitutive Equation Modification
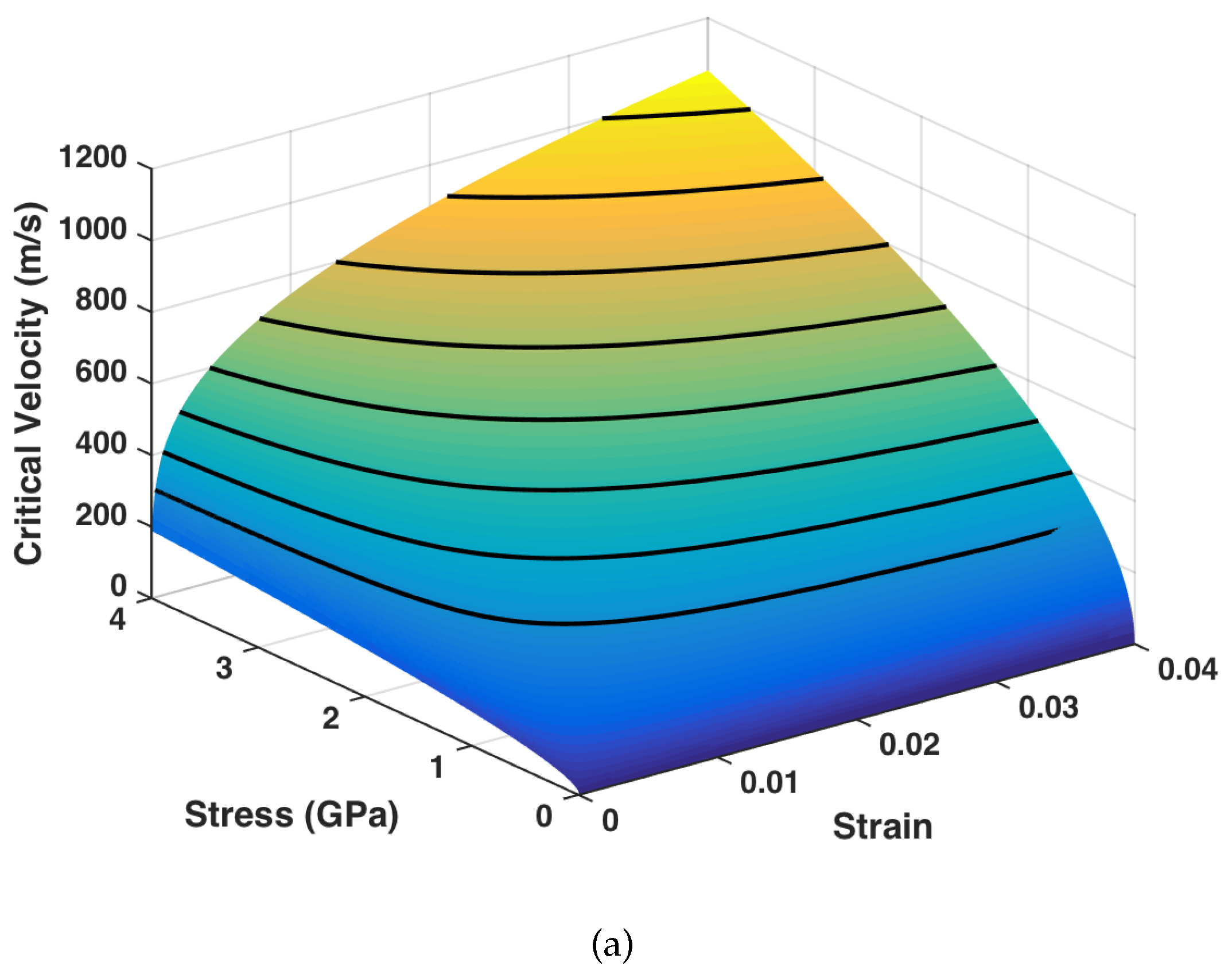
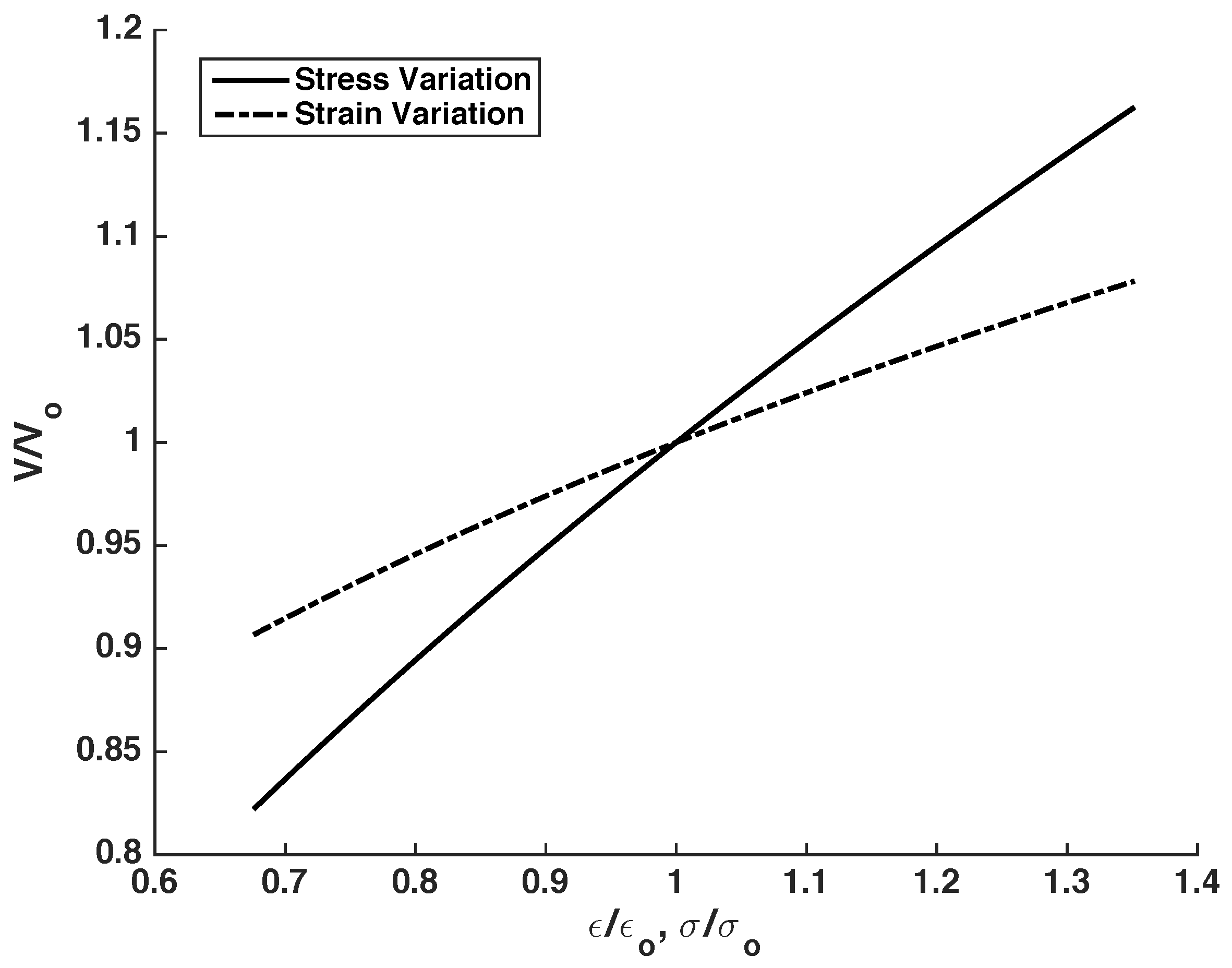
4.2. Material Property Modification: Single Yarn Critical Velocity
4.3. Material Property Modification: Cunniff Equation
4.4. Material Property Modification: Comparison of Smith and Cunniff Equations
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Petterson, D.; Stewart, G.; Odell, F.; Maheux, R. Dynamic distribution of strain in textile materials under high-speed impact: Part I: Experimental methods and preliminary results on single yarns. Text. Res. J. 1960, 30, 411–421. [Google Scholar] [CrossRef]
- Smith, J.C.; Fenstermaker, C.A.; Shouse, P.J. Stress-Strain Relationships in Yarns Subjected to Rapid Impact Loading: Part X: Stress-Strain Curves Obtained by Impacts with Rifle Bullets. Text. Res. J. 1963, 33, 919–934. [Google Scholar] [CrossRef]
- Wilde, A.; Ricca, J.; Roger, J. Breaking energies of a nylon series subjected to high-speed transverse impact. Polym. Eng. Sci. 1972, 12, 41–47. [Google Scholar] [CrossRef]
- Freeston, W.; Platt, M.; Coskren, R. The stress-strain response of yarns at high rates of loading. Int. Text. Inst. 1972, 63, 239–262. [Google Scholar]
- Claus, W.; Donovon, J.; Freeston, W. Devaluation of the Mechanical Properties of Yarns for Ballistic Applications; Technical Report 73-60-CE; Fabric Research Laboratories: Dedham, MA, USA, 1973. [Google Scholar]
- Abbott, N.; Donovan, J.; Schoppee, M. The Effect of Temperature and Strain Rate on the Tensile Properties of Kevlar and PBI Yarns; Technical Report AFML-TR-65, Part II; Fabric Research Laboratories: Dedham, MA, USA, 1974. [Google Scholar]
- Coskren, R.; Abbott, N.; Ross, J. Kevlar 29 parachute fabrics. In Proceedings of the AIAA Aerodynamic Deceleration Systems Conference, Albuquerque, NM, USA, 17–19 November 1975; pp. 1–6. [Google Scholar]
- Carr, D.J. Failure Mechanisms of Yarns Subjected to Ballistic Impact. J. Mater. Sci. Lett. 1999, 18, 585–588. [Google Scholar] [CrossRef]
- Bazhenov, S.L.; Dukhovskii, I.A.; Kovalev, P.I.; Rozhkov, A.N. The Fracture of SVM Aramide Fibers Upon a High-Velocity Transverse Impact. Polym. Sci. Ser. A 2001, 1, 61–71. [Google Scholar]
- Chocron, S.; Kirchdoerfer, T.; King, N.; Freitas, C.J. Modeling of Fabric Impact With High Speed Imaging and Nickel-Chromium Wires Validation. J. Appl. Mech. 2011, 78, 051007. [Google Scholar] [CrossRef]
- Cunniff, P. Dimensionless Parameters for Optimization of Textile-Based Body Armor Systems. In Proceedings of the 18th International Symposium on Ballistics, San Antonio, TX, USA, 15–19 November 1999; Volume 2, pp. 1303–1310. [Google Scholar]
- Hudspeth, M.; Chu, J.; Jewell, E.; Lim, B.; Ytuarte, E.; Tsutsui, W.; Horner, S.; Chen, J.Z.W. Effect of projectile nose geometry on the critical velocity and failure of yarn subjected to transverse impact. Text. Res. J. 2016, 87. [Google Scholar] [CrossRef]
- Walker, J.D.; Chocron, S. Why Impacted Yarns Break at Lower Speed Than Classical Theory Predicts. J. Appl. Mech. 2011, 78, 051021. [Google Scholar] [CrossRef]
- Sockalingam, S.; Gillespie, J.; Keefe, M. Dynamic modeling of Kevlar KM2 single fiber subjected to transverse impact. Int. J. Solids Struct. 2015, 67–68, 297–310. [Google Scholar] [CrossRef]
- Hudspeth, M.; Chen, W.; Zheng, J. Why the Smith theory over-predicts instant rupture velocities during fiber transverse impact. Text. Res. J. 2015. [Google Scholar] [CrossRef]
- Wang, L.L.; Field, J.E.; Sun, Q. Dynamic Behaviour of Prestressed High Strength Polymeric Yarns Transversely Impacted by a Blade. In Proceedings of the International Symposium on Intense Dynamic Loading and Its Effects, Chengdu, China, 9–12 June 1992; pp. 354–359. [Google Scholar]
- Cansfield, D.; Ward, I.; Woods, D.; Buckley, A.; Pierce, J.; Wesley, J. Tensile strength of ultra high modulus linear polyethylene filaments. Polym. Commun. 1983, 24, 130–131. [Google Scholar]
- Hudspeth, M.; Li, D.; Spatola, J.; Chen, W.; Zheng, J. The effects of off-axis transverse deflection loading on the failure strain of various high-performance fibers. Text. Res. J. 2015, 86. [Google Scholar] [CrossRef]
- Leigh Phoenix, S.; Porwal, P.K. A new membrane model for the ballistic impact response and V50 performance of multi-ply fibrous systems. Int. J. Solids Struct. 2003, 40, 6723–6765. [Google Scholar] [CrossRef]
- Smith, J.C.; McCrackin, F.L.; Schiefer, H.F. Stress-Strain Relationships in Yarns Subjected to Rapid Impact Loading: Part V: Wave Propagation in Long Textile Yarns Impacted Transversely. Text. Res. J. 1958, 28, 288–302. [Google Scholar] [CrossRef]
- Cheng, M.; Chen, W.; Weerasooriya, T. Mechanical Properties of Kevlar®KM2 Single Fiber. J. Eng. Mater. Technol. 2005, 127, 197–203. [Google Scholar] [CrossRef]
- Lim, J.; Zheng, J.Q.; Masters, K.; Chen, W.W. Effects of gage length, loading rates, and damage on the strength of PPTA fibers. Int. J. Impact Eng. 2011, 38, 219–227. [Google Scholar] [CrossRef]
- Lim, J.; Zheng, J.Q.; Masters, K.; Chen, W.W. Mechanical behavior of A265 single fibers. J. Mater. Sci. 2010, 45, 652–661. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber | Kevlar® | Dyneema® | AuTx® |
|---|---|---|---|
| Type | KM2 | SK76 | |
| Linear Density (denier) | 600 | 1350 | 275 |
| Failure Strain (%) | 2.56 | 2.65 | 2.87 |
| Failure Stress (GPa) | 2.52 | 2.81 | 2.99 |
| Elastic Modulus (GPa) | 100.2 | 129.3 | 129.9 |
| Fiber | Kevlar® | Dyneema® | ||||
|---|---|---|---|---|---|---|
| Type | KM2 | SK76 | ||||
| Projectile | Razor Blade | FSP | Round | Razor Blade | FSP | Round |
| Impact Velocity – Avg (m/s) | 211 | 573 | 643 | 357 | 547 | 619 |
| Longitudinal Wave Speed – Avg (m/s) | 8182 | 8454 | 8505 | 11,466 | 12,416 | 12,312 |
| Longitudinal Wave Speed – SD (m/s) | 128 | 93 | 53 | 795 | 342 | 262 |
| Elastic Modulus – Avg (GPa) | 96 | 103 | 104 | 128 | 150 | 148 |
| Elastic Modulus – SD Low (GPa) | 93 | 101 | 103 | 110 | 141 | 141 |
| Elastic Modulus – SD High (GPa) | 99 | 105 | 105 | 146 | 158 | 154 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hudspeth, M.; Jewell, E.; Horner, S.; Zheng, J.; Chen, W. Exploration of Wave Development during Yarn Transverse Impact. Fibers 2017, 5, 17. https://doi.org/10.3390/fib5020017
Hudspeth M, Jewell E, Horner S, Zheng J, Chen W. Exploration of Wave Development during Yarn Transverse Impact. Fibers. 2017; 5(2):17. https://doi.org/10.3390/fib5020017
Chicago/Turabian StyleHudspeth, Matthew, Emily Jewell, Suzanne Horner, James Zheng, and Weinong Chen. 2017. "Exploration of Wave Development during Yarn Transverse Impact" Fibers 5, no. 2: 17. https://doi.org/10.3390/fib5020017
APA StyleHudspeth, M., Jewell, E., Horner, S., Zheng, J., & Chen, W. (2017). Exploration of Wave Development during Yarn Transverse Impact. Fibers, 5(2), 17. https://doi.org/10.3390/fib5020017