1. Introduction
Conductive polymer composites (CPCs) are widely used in many fields, such as antistatic materials, electromagnetic interference (EMI) shielding, sensor and conductors. Nowadays, the conductivity of CPCs is generally explained by “conductive pathways” in the composites, which are formed by conductive fillers [
1,
2,
3,
4,
5]. When the filler fraction increases, the number of “conductive pathways” grows, and consequently, the conductivity of the composite also increases. An electrical percolation threshold is defined as a certain critical filler fraction when the conductivity of the composite increases by several orders of magnitude [
6,
7]. Many theories have been suggested for describing the relationship between filler fraction and electrical conductivity for composites consisting of polymers and conductivity fillers. The most classical percolation theory is [
8]:
where
σ and
σ0 are the conductivities of the composite and the polymer matrix, respectively.
is the volume fraction of fillers and
c is the percolation threshold. For composites with filler fractions
>
c, the experimental results are fitted by plotting log (
σ) against log (
c) and regulating
c until the best linear fit is obtained. Another model is the general effective medium (GEM) equation presented by McLachlan [
9]:
where
σm,
σc,
σf are the conductivities of the PMMA matrix, the composite and the CFs, respectively. The volume fraction of CFs is denoted
and the percolation threshold
. For 3-D systems [
9], the exponential factors are generally set to
s = 0.87 and
t = 2.
Chopped CFs with high aspect ratio (AR = length/diameter) is one of the most widely used conductive fillers. With a larger AR of the fibers, the percolation threshold of the composites is shifted towards a lower concentration of fillers [
10]. It has been reported that the internal orientation of the CFs also influences the threshold of the composite [
10,
11]. A decreased particle size, when AR and all other variables are kept constant, generally result in a decreased percolation threshold due to shorter average inter-particle distances [
12] An increased applied voltage (or temperature) can potentially result in a decreased percolation threshold, because the maximum hopping/tunneling distances for the electrons will increase if they have higher energy [
13]. If the fillers are surface modified with dense insulating grafts, the shortest possible interparticle distance will be limited, resulting in a higher and narrower percolation threshold [
14]. The dispersion of the fillers also effect the percolation threshold [
1,
15]. The main factors that influence the percolation threshold of composites (in general) are summarized in
Table 1.
In our previous work, CF/PMMA composites with very narrow AR distributions (9.2 ± 1.3) were successfully manufactured using a two-step melt mixing procedure [
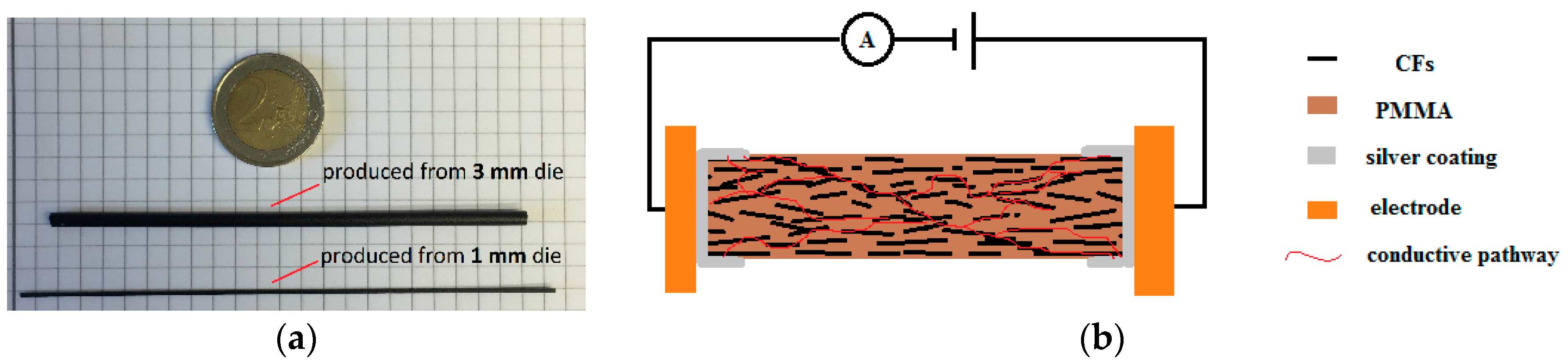
10]. Anisotropic CF orientations were induced by extruding the material through a 1-mm (diameter) capillary rheometer into rod-like composite filaments with high CF fractions. The percolation thresholds of these anisotropic 1-mm composite filaments were high, up to 30.43 vol. %. Significantly lower values (10–15% [
10]) have previously been reported for isotropic CF/PMMA composites with the same AR. However, several previous papers have also reported that a more parallel filler alignment increases the electrical conductivity [
16,
17], which is intuitively in contrast to our observation that an increasing anisotropy results in a higher percolation threshold. (Normally a higher percolation threshold results in a lower electrical conductivity, assuming that the volume filler fraction is fixed). The aim of this paper is to examine and explain the counterintuitive phenomenon observed for CF/PMMA composites.
In this study, the electrical conductivities and percolation thresholds of composites extruded with 1 mm and 3 mm diameter, respectively, capillary rheometer dies are compared, using the same CF volume filler fraction and AR for both die diameters. The CFs in the 3-mm extruded filaments undertake less shear deformation during the melt spinning process and therefore possess less orientation than in the 1-mm extruded filaments. As a consequence, the percolation threshold of the 3-mm filaments is expected to be between value of the isotropic CF/PMMA composite ( ≅ 15%) and the highly anisotropic 1-mm die composite ( ≅ 30%). Using this novel experimental strategy, the influence of pure fiber orientation was systematically examined more precisely than previously possible. Furthermore, the methodically derived experimental results enabled us to reveal the underlying explanation for the aforementioned strange phenomenon.
3. Results and Discussion
3.1. Thermogravimetric Analysis (TGA) of the CF/PMMA Composites
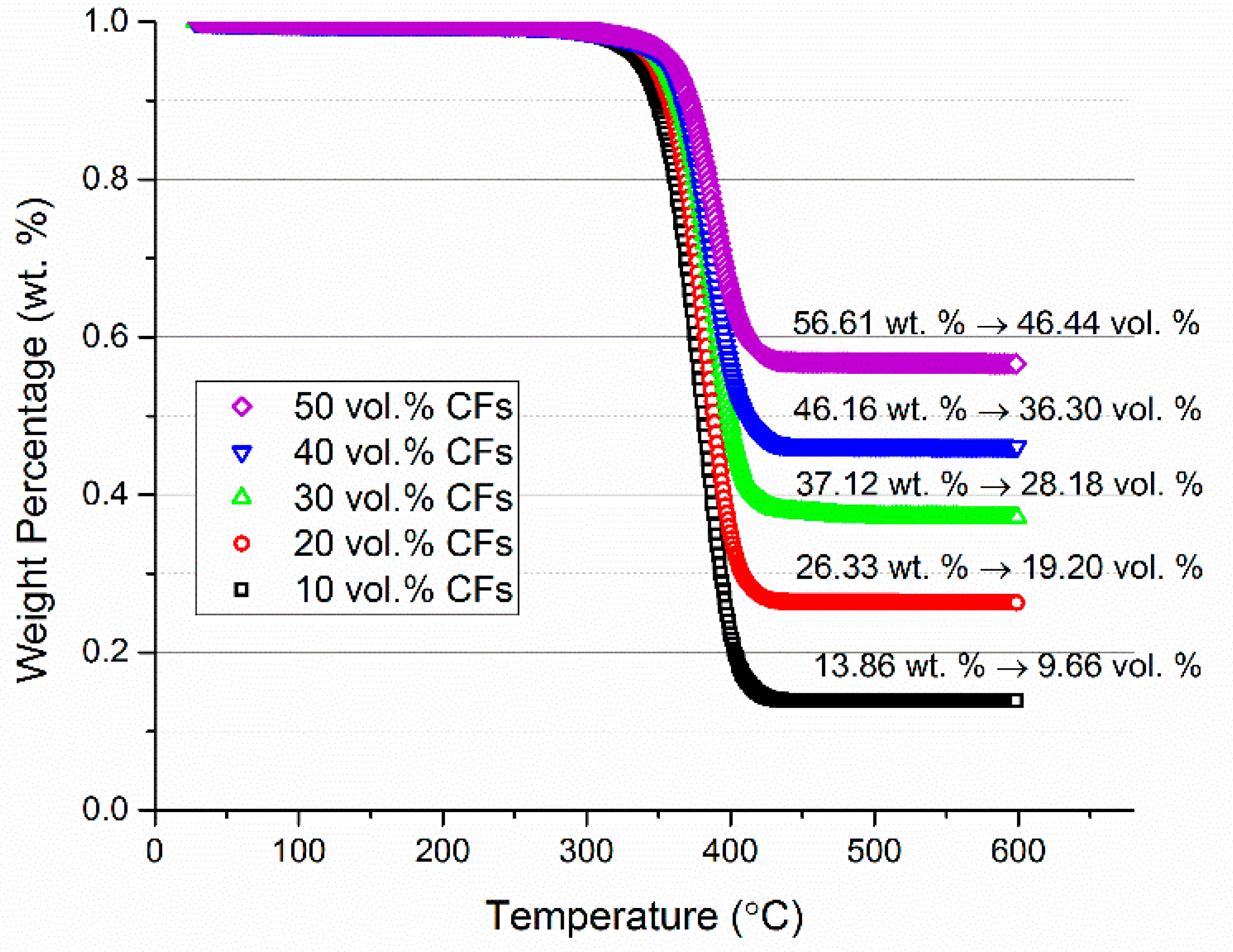
In order to determine the actual CF volume fractions in the CF/PMMA composites, TGA measurements were utilized under a nitrogen atmosphere, with a heating rate 10 °C/min on composites with five different designed CFs fractions (10; 20; 30; 40; 50 vol. %) as shown in
Figure 4. The actual CF weight fractions in the composites were given, and the corresponding CF volume fractions can be reanalyzed by Equation (5),
where
ρCF = 1.79 g/cm
3 and
ρCF = 1.19 g/cm
3. The extrusion processing parameters (T = 200 °C, extrusion speed = 0.08 mm/s) were optimized for CF/PMMA composites [
7,
10] such that the porosity became very small and thus could be neglected in Equation (5).
Due to the possible loss of CFs during the melt mixing process, some differences were found between the actual CF volume fractions in the composites and the designed CF volume fractions. These differences are explicitly stated in
Figure 4 and are indicated with horizontal error bars in
Figure 5.
3.2. Electrical Conductivity of the Extruded Filaments
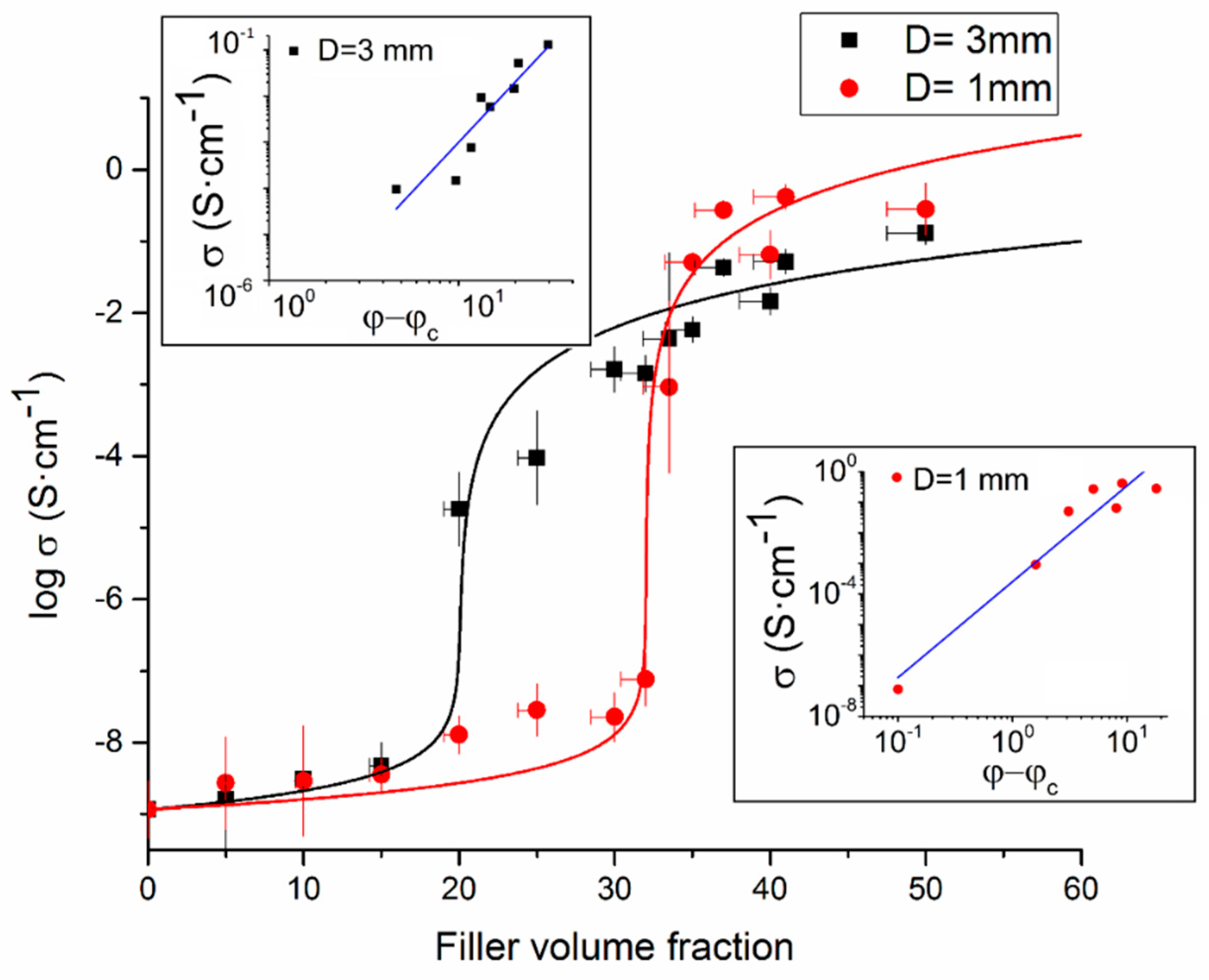
Figure 5 shows the logarithm of the conductivity plotted versus the CF volume fraction. The conductivities of extruded 1-mm and 3-mm diameter filaments are presented with red circles and black squares, respectively. Each data point corresponds the average of 20 measurements, with standard deviations shown with vertical error bars. Horizontal error bars indicate the uncertainty in filler fraction. The conductivity of pure PMMA was measured to 1.16 × 10
−9 S/cm. The percolation thresholds of the composites were obtained by fitting the experimental data with the GEM equation (Equation (2)), as shown in
Figure 5.
The percolation thresholds
φc, as obtained with the GEM equation, became
(D = 1 mm) = 32.0 ± 5.9 vol. %, and
(D = 3 mm) = 20.0 ± 2.5 vol. % for the
D ≅ 1 mm and the
D ≅ 3 mm samples, respectively. When instead the classical percolation theory (Equation (1) was used to determine the percolation thresholds, the values became
(D = 1 mm) = 31.9 vol. % and
(D = 3 mm) = 20.3 vol. %, values that are consistent with the corresponding data obtained from the GEM equation. Illustrations of the Equation (1) fitting are presented in the insets of
Figure 5.
During the extrusion process, the 1-mm diameter filaments encountered higher shear rates ((D = 1 mm) = 92.16 s−1) and thus larger shear deformations. Therefore, a greater orientation of the CFs in the 1 mm extruded filament were induced. The average CF orientation was the only difference between the D = 1 mm and the D = 3 mm systems, because the CF aspect ratio distribution was the same in both structures. The results show that a higher orientation of the CFs leads to a higher percolation threshold. As a consequence, the conductivity of the 1-mm diameter composites is significantly lower than the conductivity of the 3-mm samples in the region between the two percolation thresholds (20–32 vol. %).
The conductivity of the 1-mm specimen rapidly increased 6 magnitudes around the percolation threshold and then quickly reached an almost constant value while the conductivity of the 3-mm specimen only increased 3 magnitudes at the percolation threshold but continued to increase slowly also at higher filler fractions. At about 50 vol. % fibers, the 1-mm and 3-mm specimens approached the same value. These differences and observations can be explained by the “contact model” [
20,
21], which is generally used for CPCs after reaching the percolation threshold (Equation (6)).
In Equation (6), σc, σm and σf are the conductivities of the composite, the polymer matrix and the conductive fillers, respectively. d = diameter of the fibers, l = average length of the fibers, θ = average angle between the inclination of fibers and the direction of the applied voltage, vf is the volume fraction of the fillers, and X is a factor depending on the contact number of fibers, i.e., the vf. Finally, dc is the diameter of the circle of contact, which depends on the applied voltage.
In this study, the voltage was applied along the extrusion direction and therefore cos2θ increases when the CFs in the CPCs become more oriented. The fibers in the 1-mm specimen were highly oriented (θ ≈ 0 => cos2θ ≈ 1) already at low filler fractions, resulting in a nearly constant cos2θ-term. On the other hand, the fibers of the 3-mm specimen were initially more randomly oriented and the cos2θ value (and thus the conductivity) of the 3-mm samples therefore increased gradually with increasing filler concentration. At very high filler fractions, the fibers were highly oriented in both specimen and therefore the ultimate conductivity values approached each other.
It can finally be noted that when the filler volume fraction is beyond the percolation threshold of both specimens (i.e., higher than 35%), the conductivity of the extruded filaments with a 3-mm diameter is lower than the conductivity of extruded filaments with a 1-mm diameter. The observation that an increased fiber orientation can result in a higher electrical conductivity, assuming that the fibers are aligned with the electric field, is consistent with previous studies [
16,
17,
18]. In order to take all these morphology-related features into account, a novel approach was proposed in the next section.
3.3. A Novel Explanation Model with a Supporting Morphological Study
The explanation of the contradiction that the 1-mm specimen sometimes have higher and lower conductivity values than the corresponding 3-mm specimen, which presumably lies in the volume fraction of fillers.
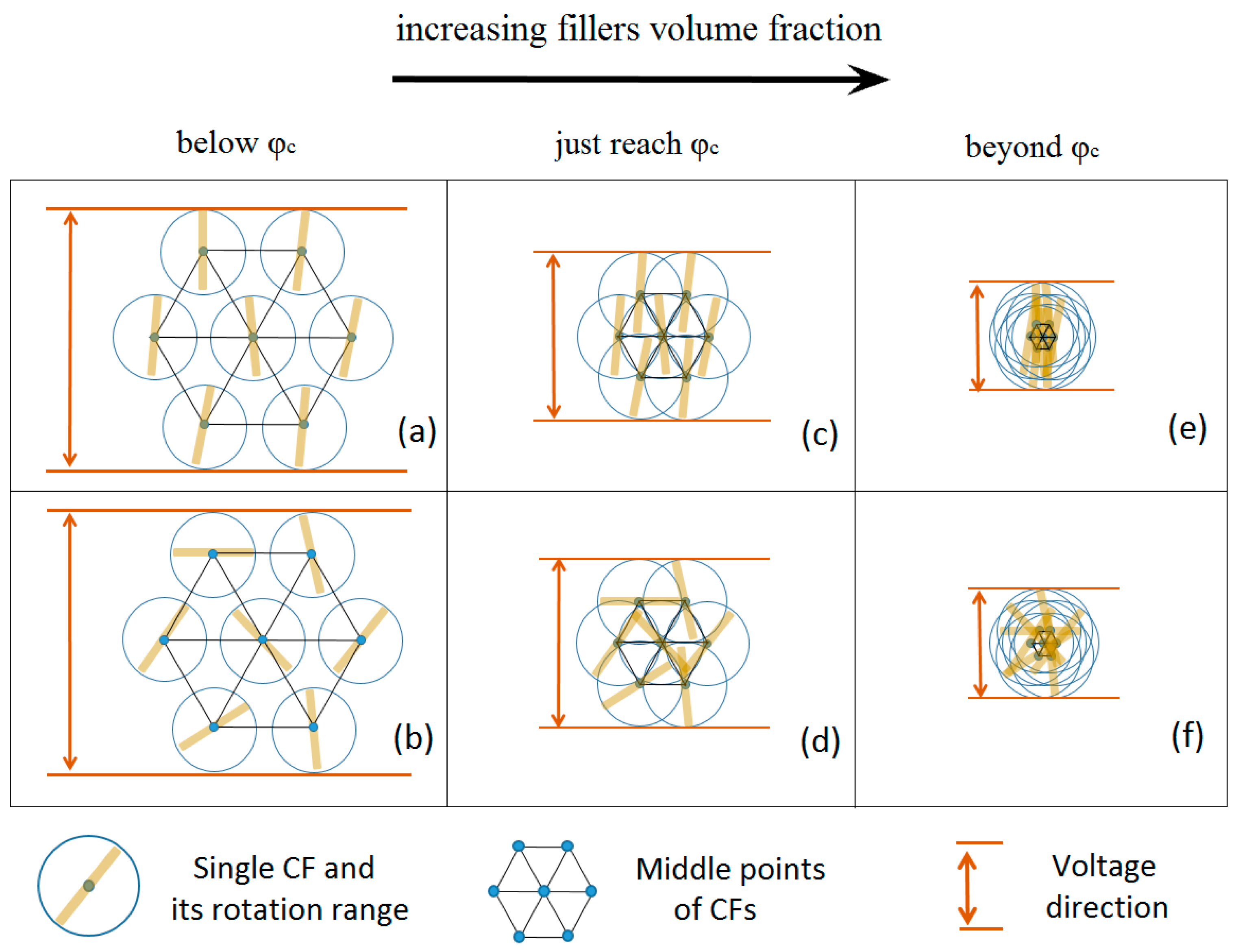
Figure 6 is a schematic interpretation of the relationship between conductivity, filler orientation and filler volume fraction. Suppose that the midpoints of the CFs are fixed and that the independent CFs can only rotate around their midpoints in a 2-D system. The rotation range of each single CF is a circle, which is in consistency with the excluded volume concept from Balberg [
11]. The applied electric field is directed from the top to the bottom of the figures.
The close packing of the circles corresponds to the volume fraction just below the percolation threshold in the limit when the CFs still cannot contact each other. Under this condition, no difference is found between composites produced at higher shear rate (i.e., with more oriented fillers), and composites produced at lower shear rate (i.e., with less oriented fillers). The two cases are illustrated by the
D ≅ 1 mm (
Figure 6a) and
D ≅ 3 mm (
Figure 6b) samples in this study.
Increasing the volume fraction of the CFs can be considered as proportionally reducing the size of the hexagon formed by the middle points of the CFs. The overlapping portion between the CFs in
Figure 6 can be explained by the “soft-shell/hard-core” structure of the conducting CFs [
6]. In this work and in our previous study [
10], the CFs were well-aligned within the composites due to the extrusion process and there were only small angles between the CFs, which reduced the possibility for CFs to contact each other (
Figure 6c). However, when the CFs are rotated (
Figure 6d), the percolation threshold is reached and the conductivity consequently increases. This phenomenon explains the lower conductivity of the
D ≅ 1 mm composite filaments, which have more highly oriented CFs, in the 20–35 vol. % range of
Figure 5.
When the CF volume filler fractions increases beyond the percolation thresholds, both CPCs become conductive. The conductivity along the CFs is however higher than between the contact points between CFs. Since there are more contact points in the conductive network formed by randomly dispersed CFs (
Figure 6f) than in the network formed by oriented and nearly parallel CFs (
Figure 6e), the latter system is expected to have a higher conductivity, assuming that the electric field is parallel with the fiber direction. This explains why the (highly oriented)
D ≅ 1 mm samples are more conductive that the (less oriented)
D ≅ 3 mm samples at high CF volume fractions (>35 vol. %), as observed in
Figure 5. The above proposed explanation model is expected to be valid on all length scales as long as the fibers are stiff and approximately nondeformable.
The morphology of the CFs in the composites is show in
Figure 7g, where the extrusion direction and a single CF were marked. Micrographs showing typical fiber orientations in extruded composite filaments with 10, 30 and 50 vol. %. CFs are shown in
Figure 7a–f in order to present the complete sample. The upper row corresponds to (the presumably more oriented) samples with
D ≅ 1 mm and the lower to (the presumably less oriented) samples with
D ≅ 3 mm. A slightly reduction of the fiber diameter can be found from
Figure 7a,c,e, as the filler volume fraction increases. It can be observed and confirmed that the
D ≅ 3 mm samples are, as expected, more isotropic than the 1 mm samples. It can also be noted that the orientation increases with filler fraction, which explains why the conductivities of both composite systems approaches each other at very high filler fractions.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}