Influence of Cutting Temperature on the Tensile Strength of a Carbon Fiber-Reinforced Polymer

Abstract
:1. Introduction
2. Experimental Procedure
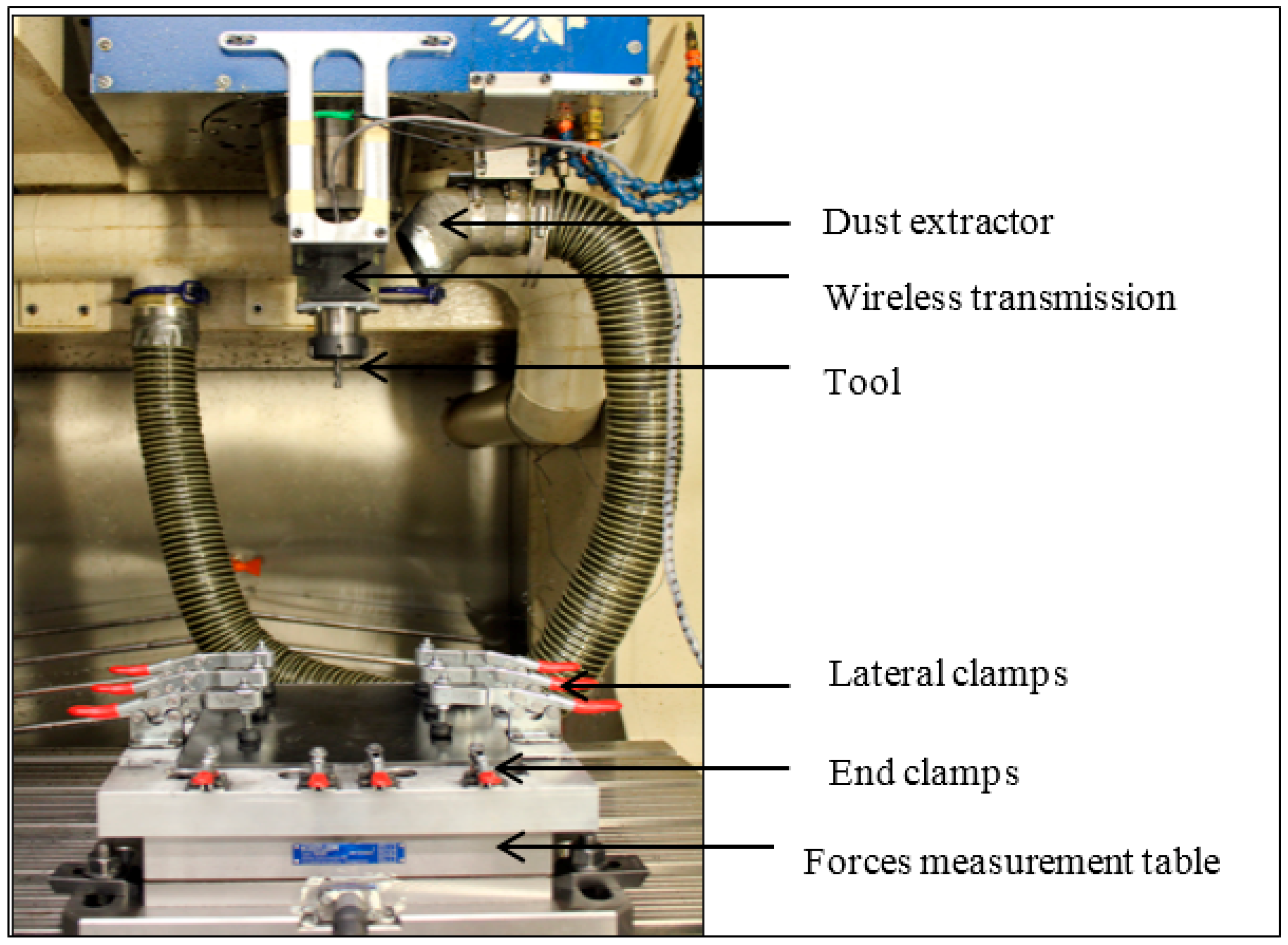
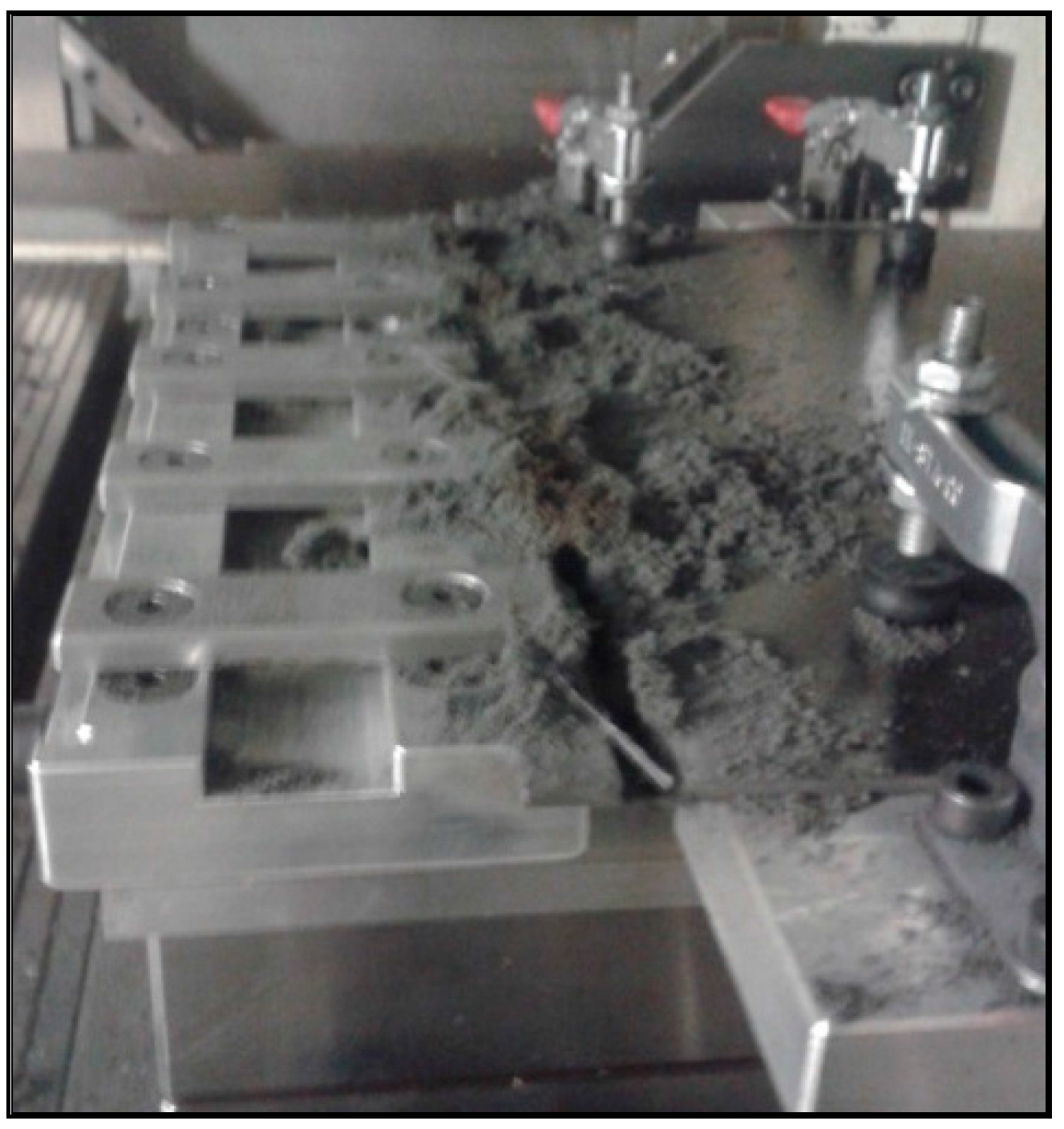
2.1. Machining
- -
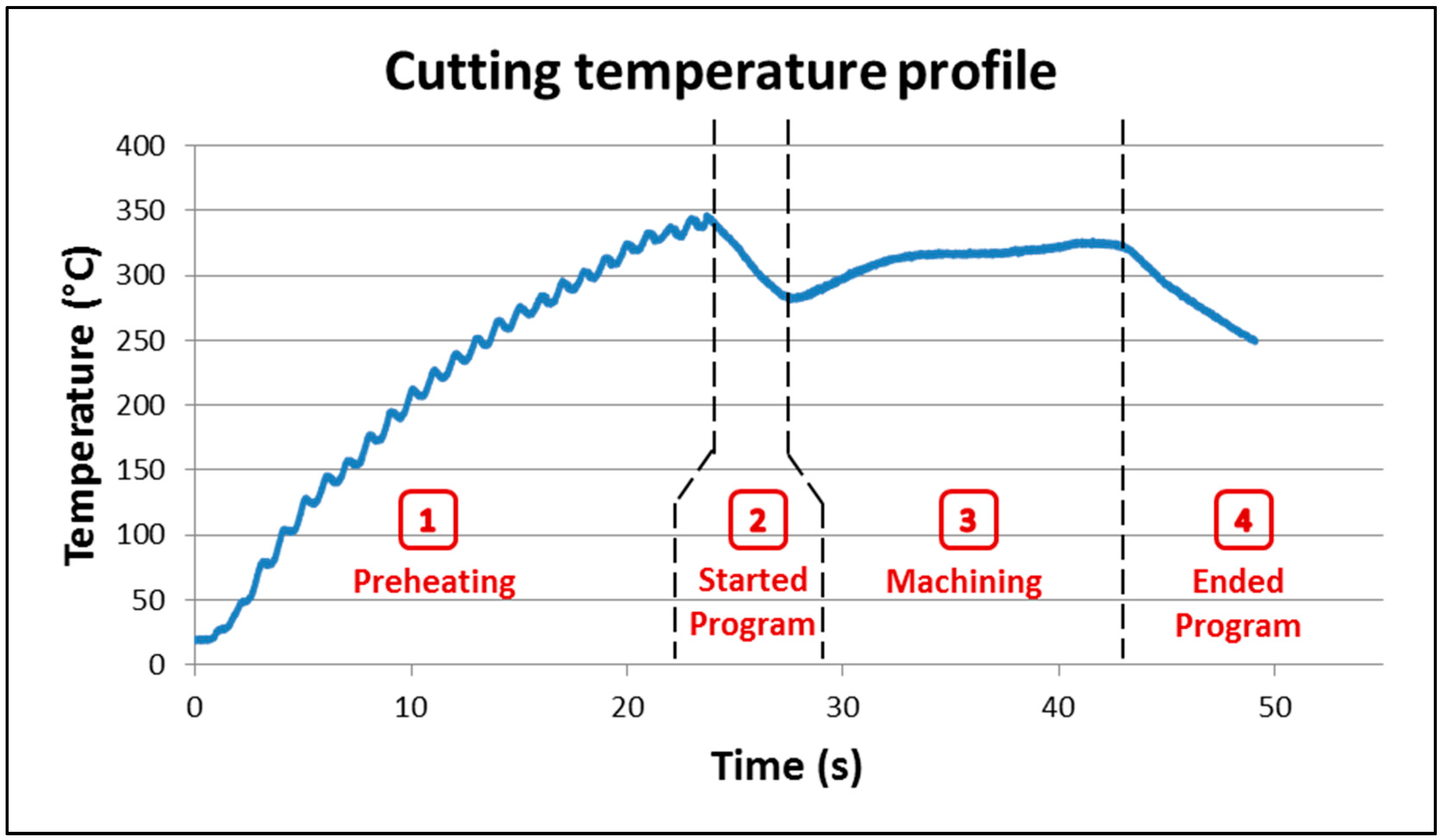
- Stage 1: The tool was pre-heated using a blowtorch, the temperature increased up to the required pre-heated temperature.
- -
- Stage 2: The CNC doors were closed, the machining program was started, the tool moved from its origin to the part piece. The temperature decreased during this movement.
- -
- Stage 3: The tool cut the material. An increase in the temperature up to stabilization was observed.
- -
- Stage 4: The machine program ended and the tool came back to its origin. The temperature slowly decreased to ambient temperature.
2.2. Material
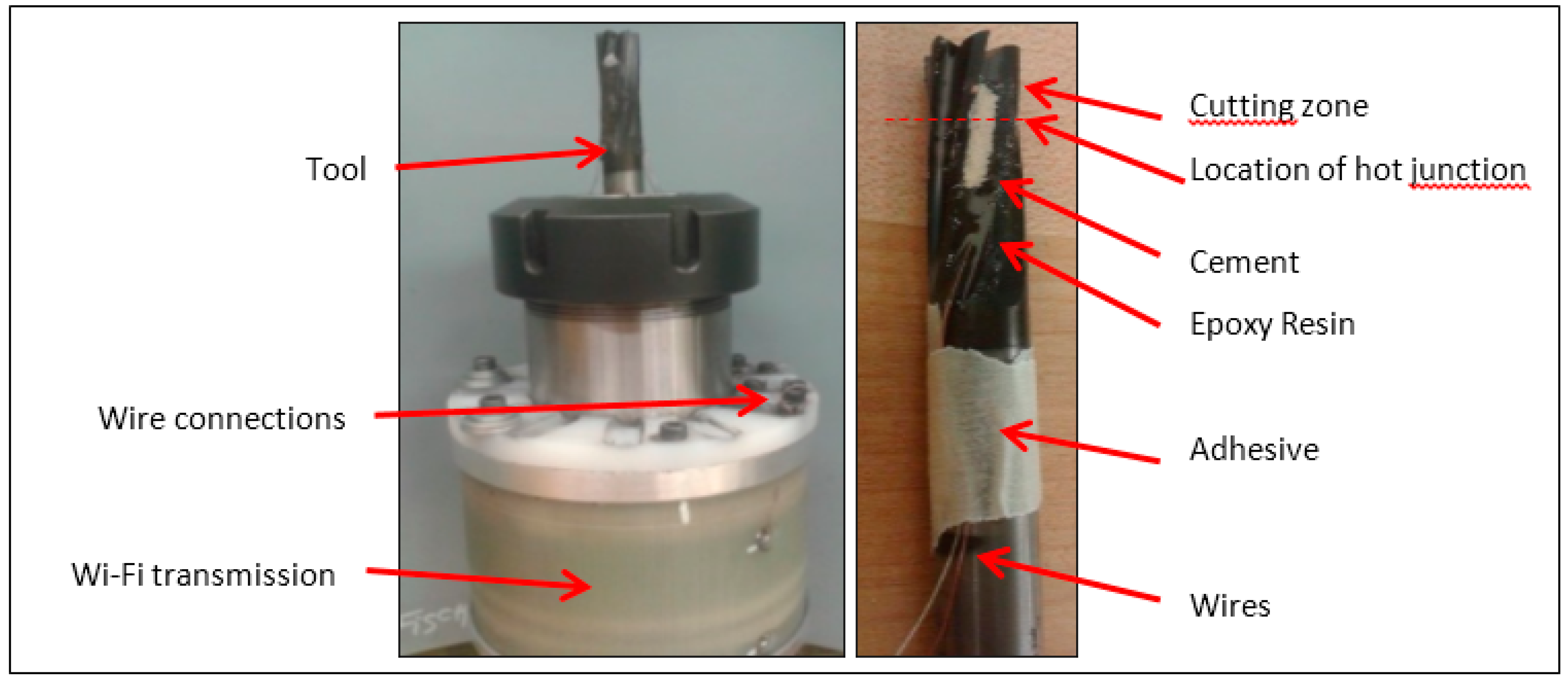
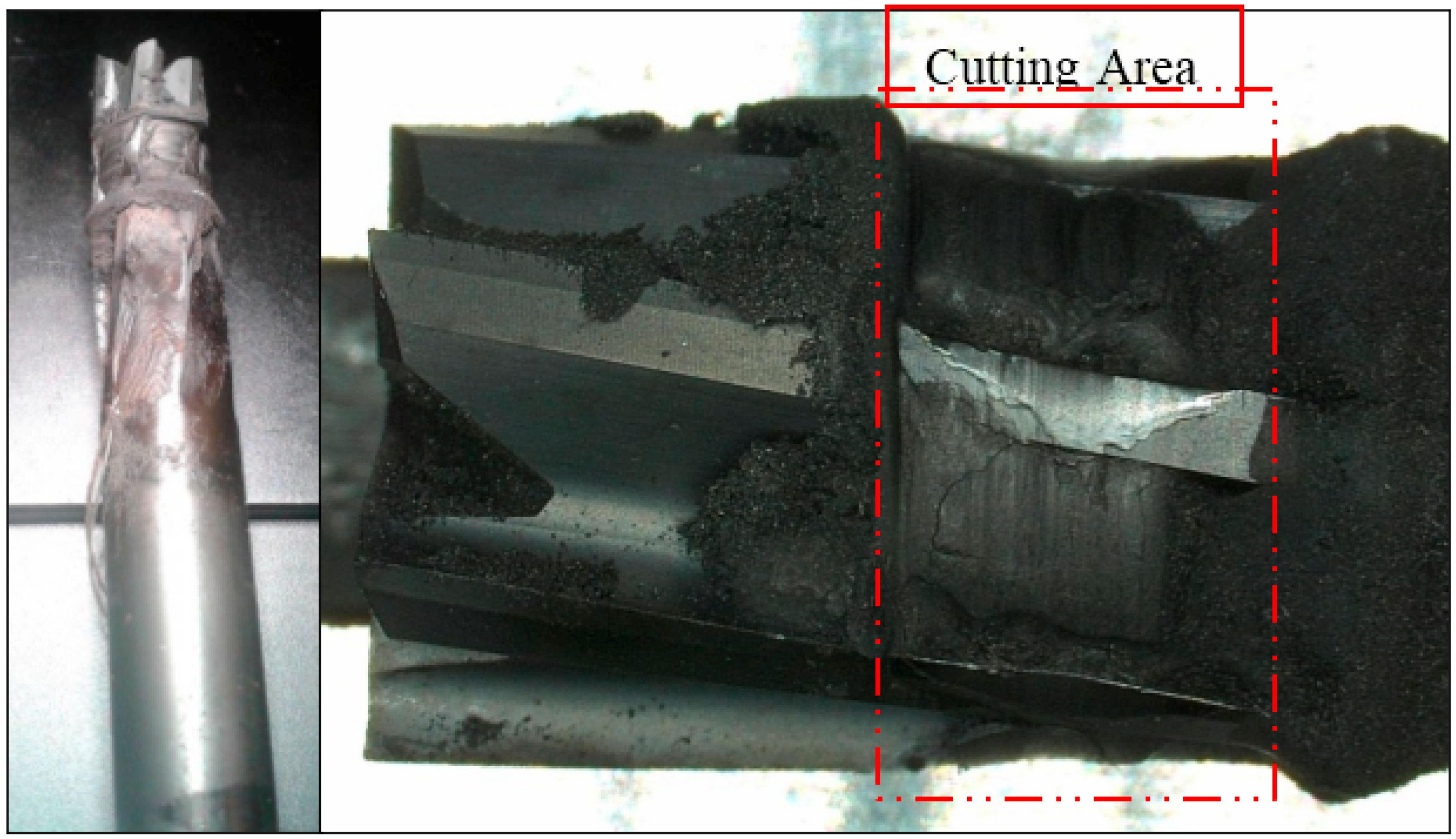
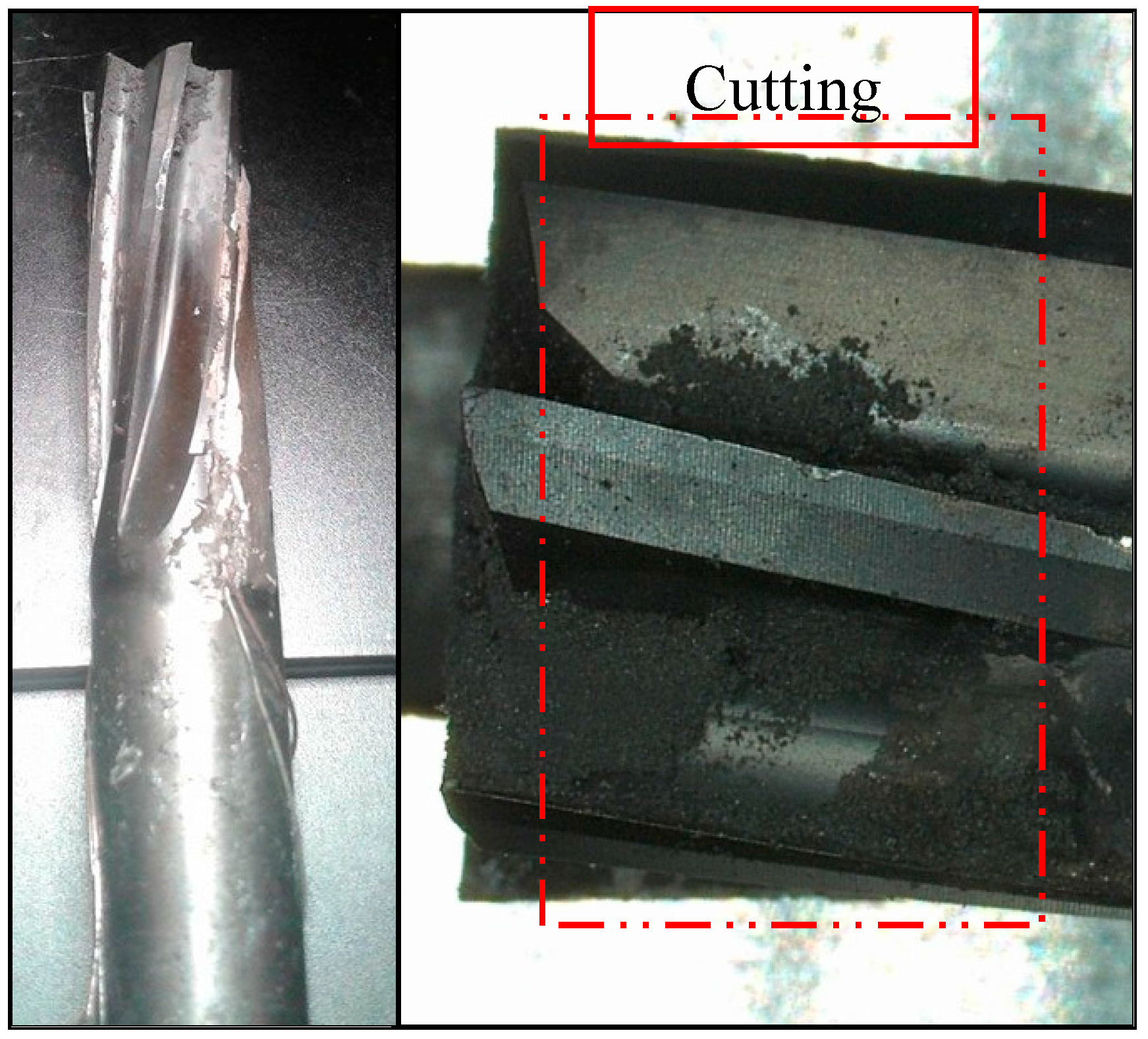
2.3. Cutting Tool
2.4. Tool Wear Measurement
2.5. Surface Roughness Measurement System
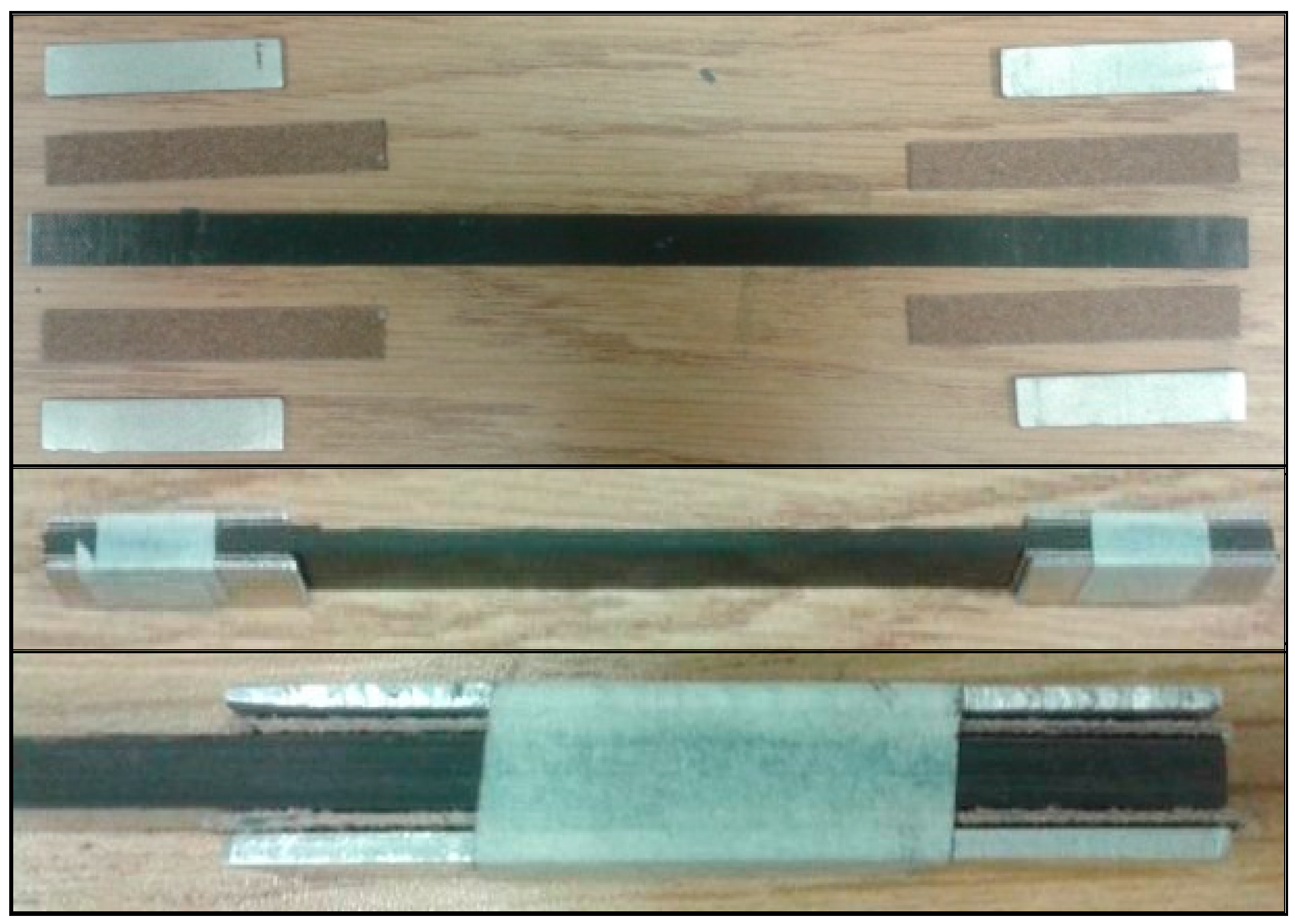
2.6. Tensile Testing
3. Results
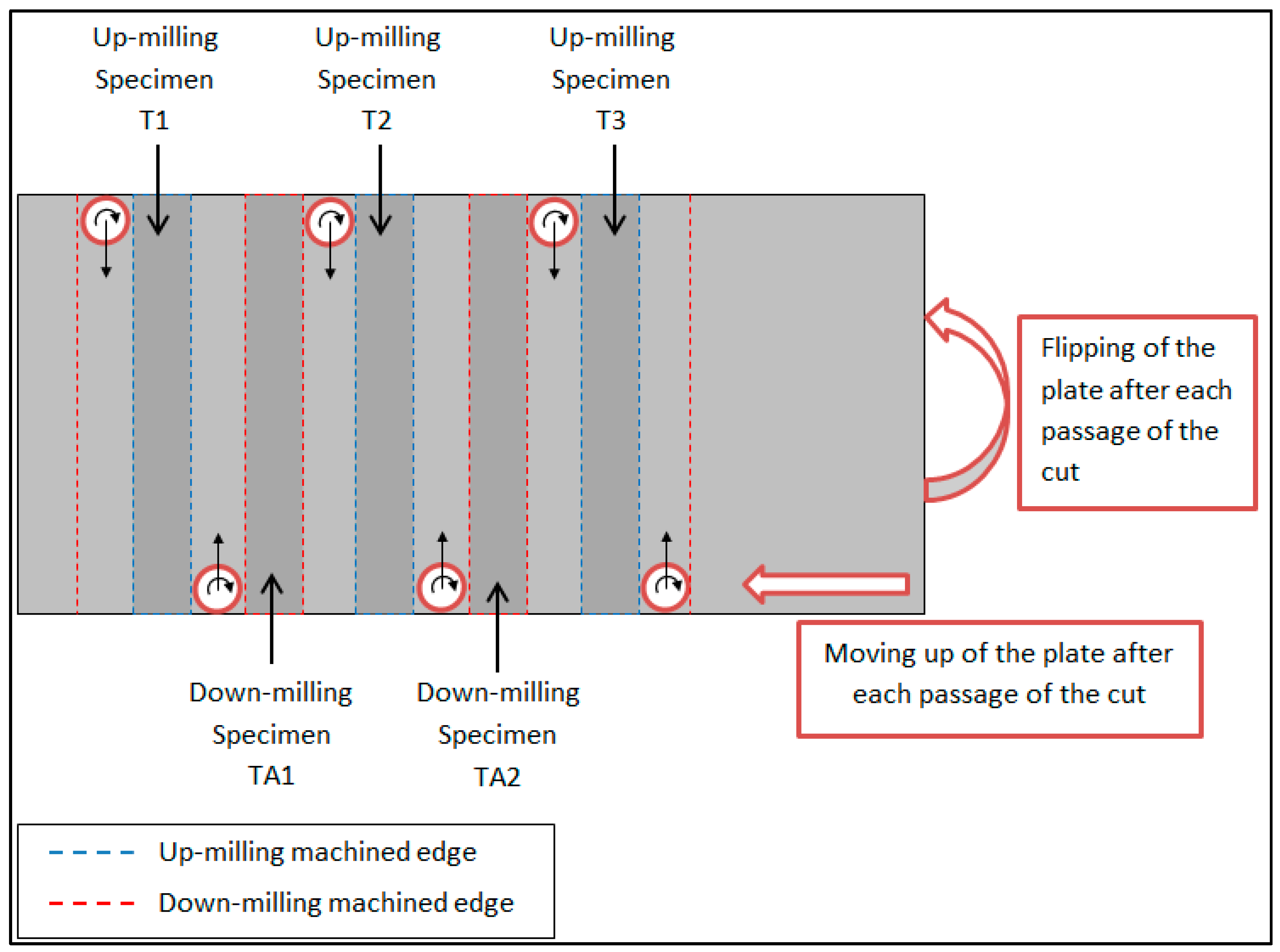
3.1. Machining of Test Coupons
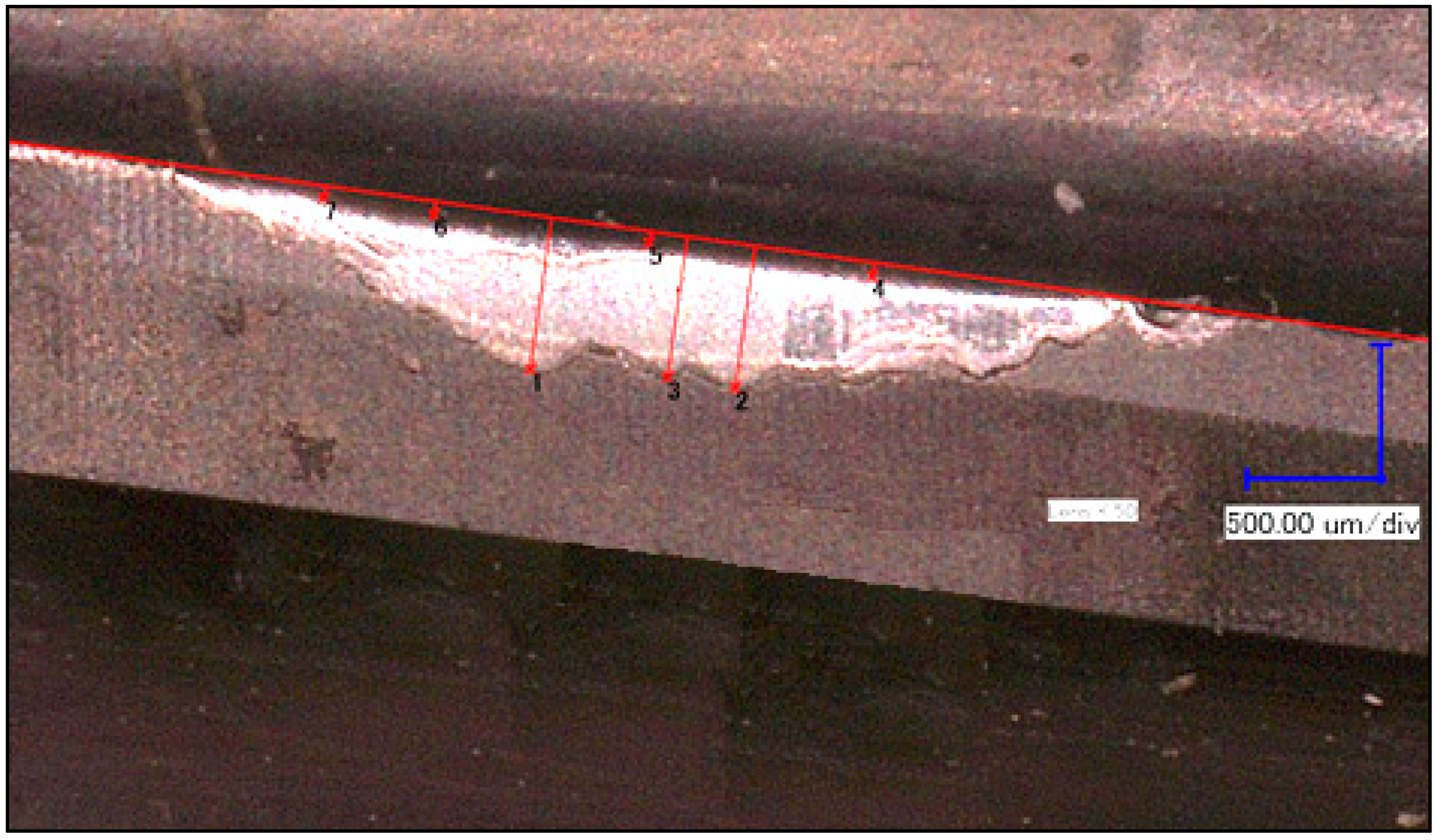
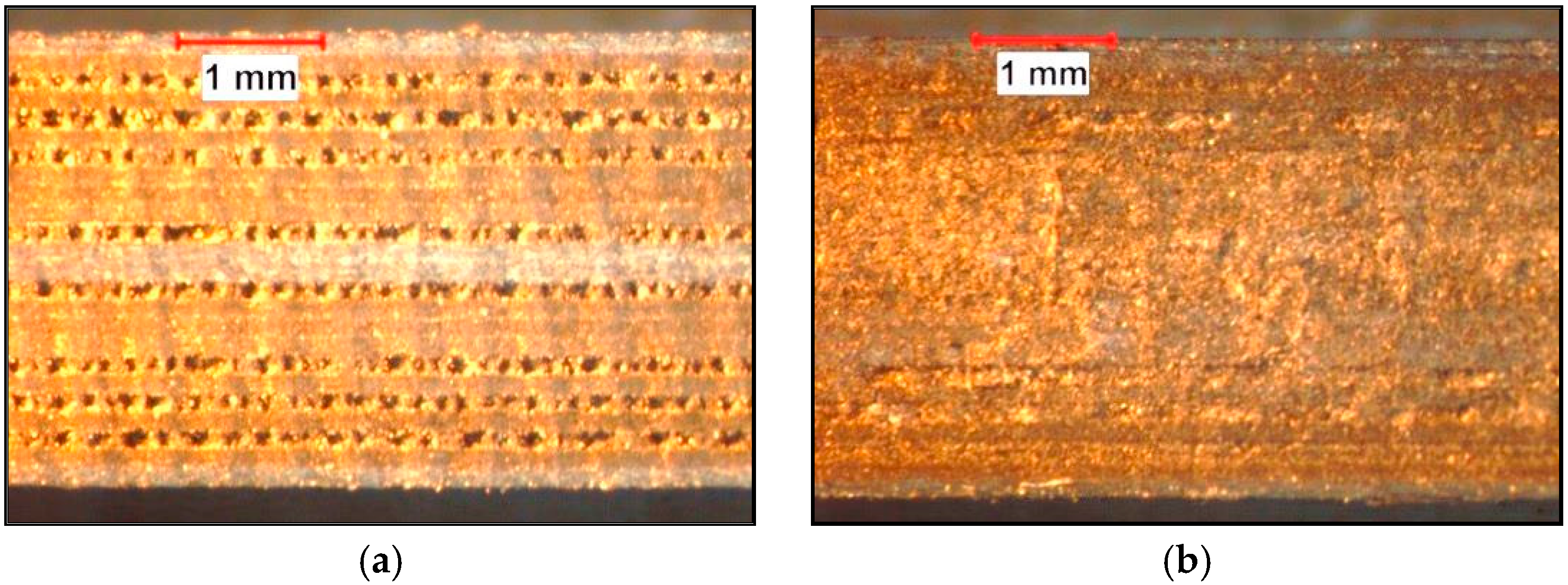
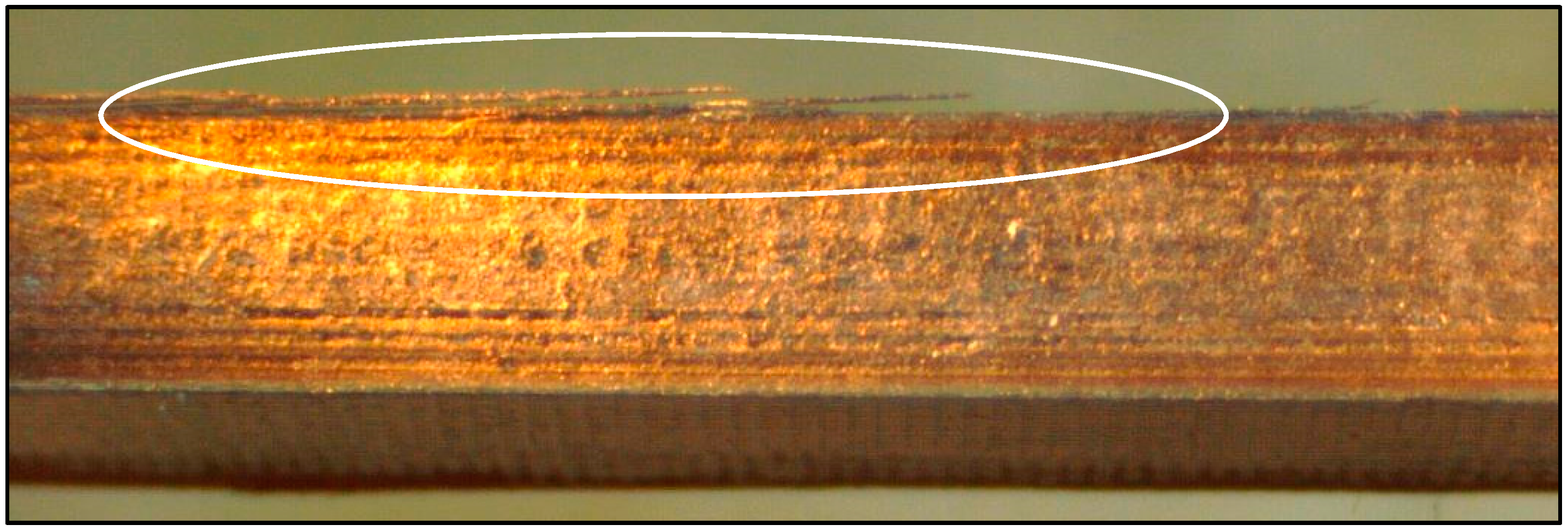
3.2. Damage on the Surface of Test Coupons
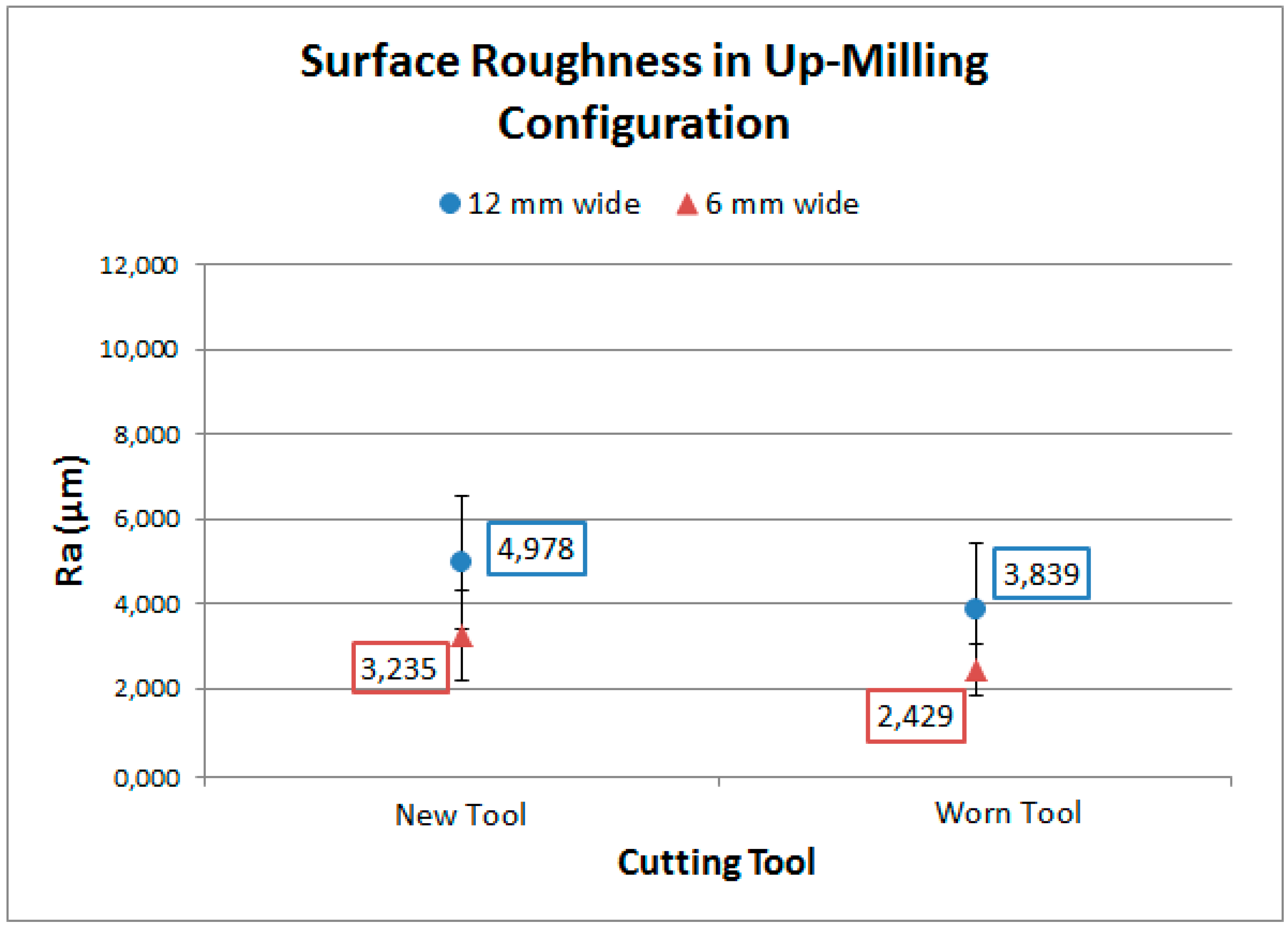
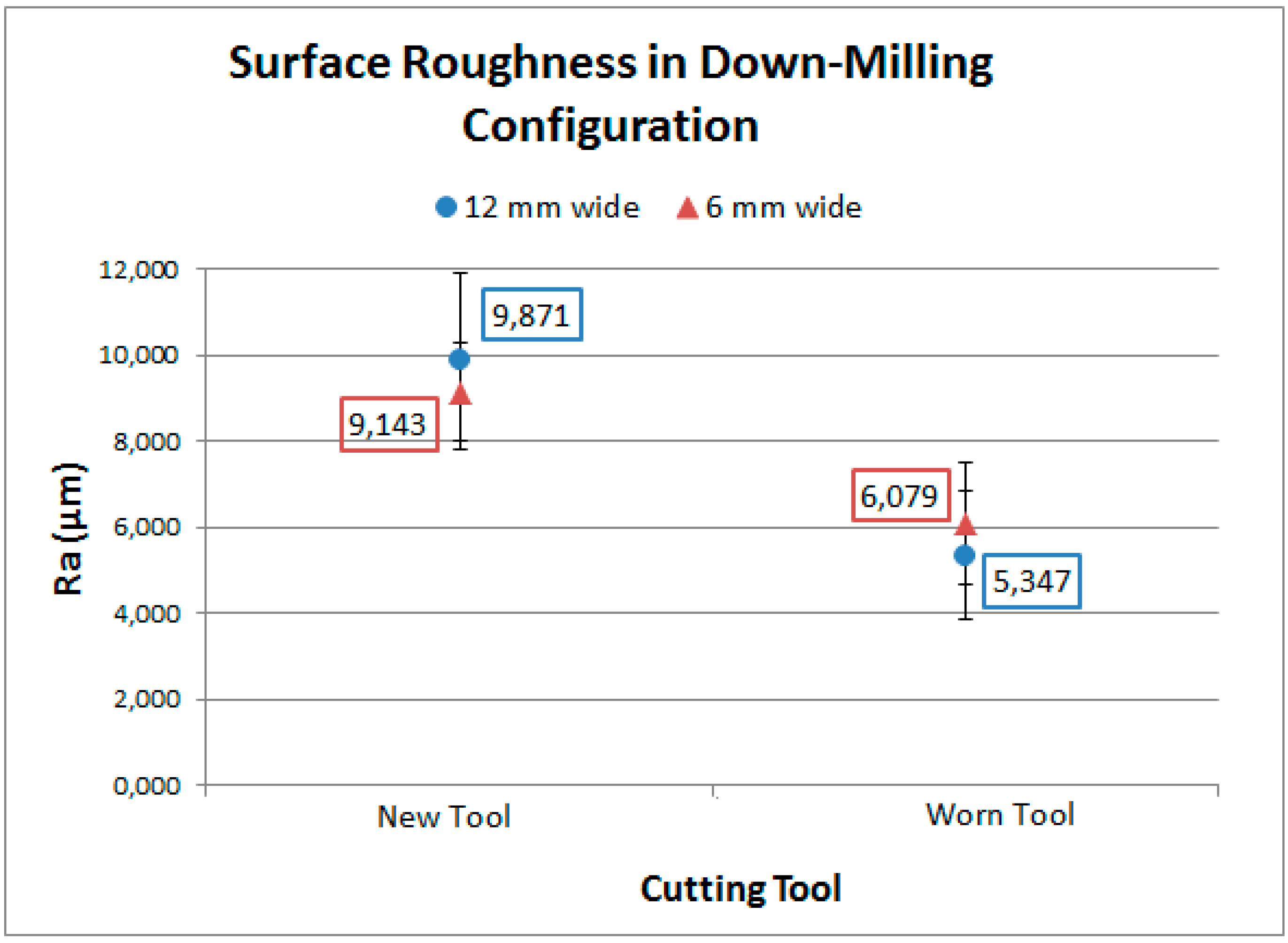
3.3. Surface Roughness of Trimmed Coupons
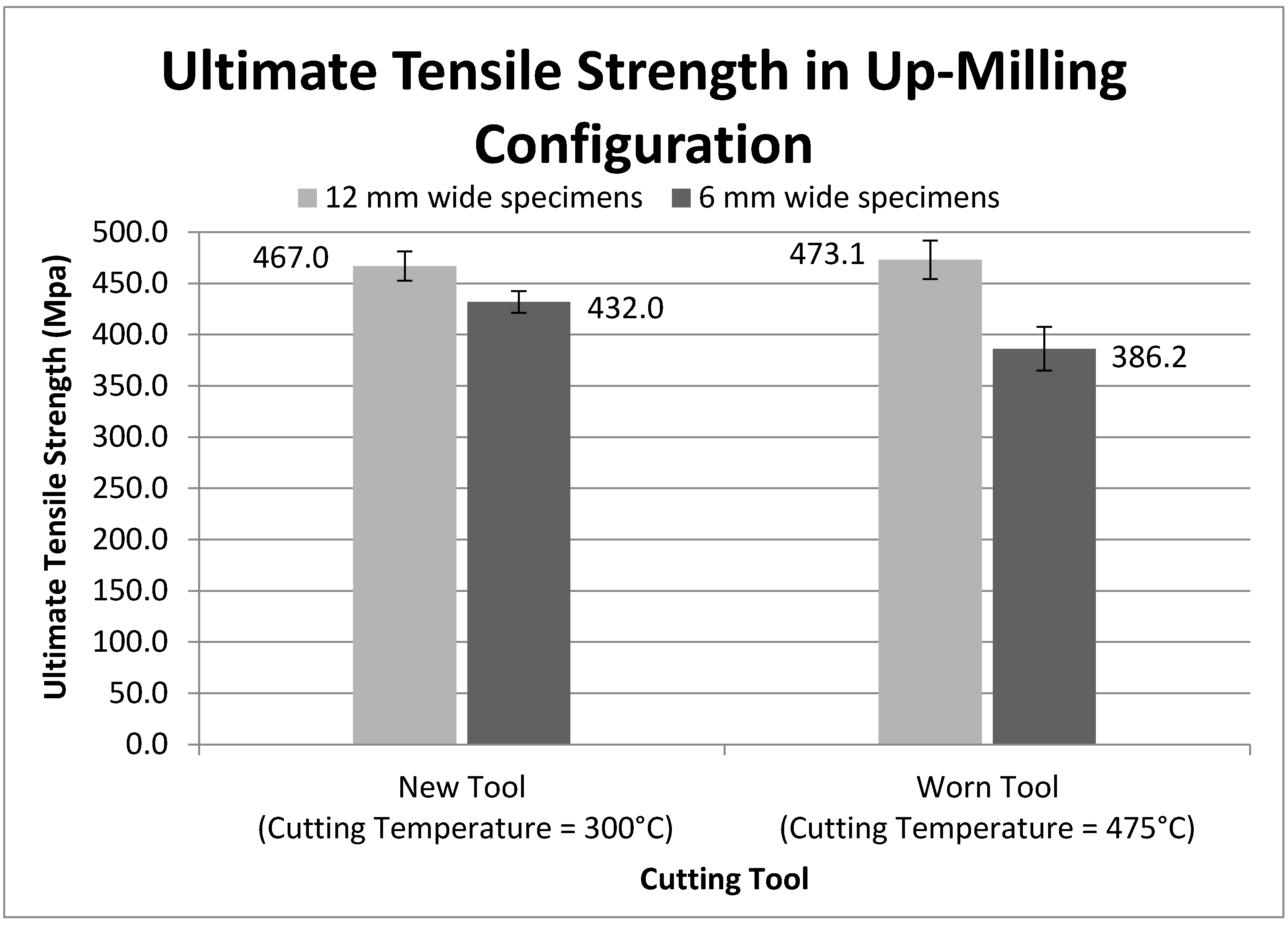
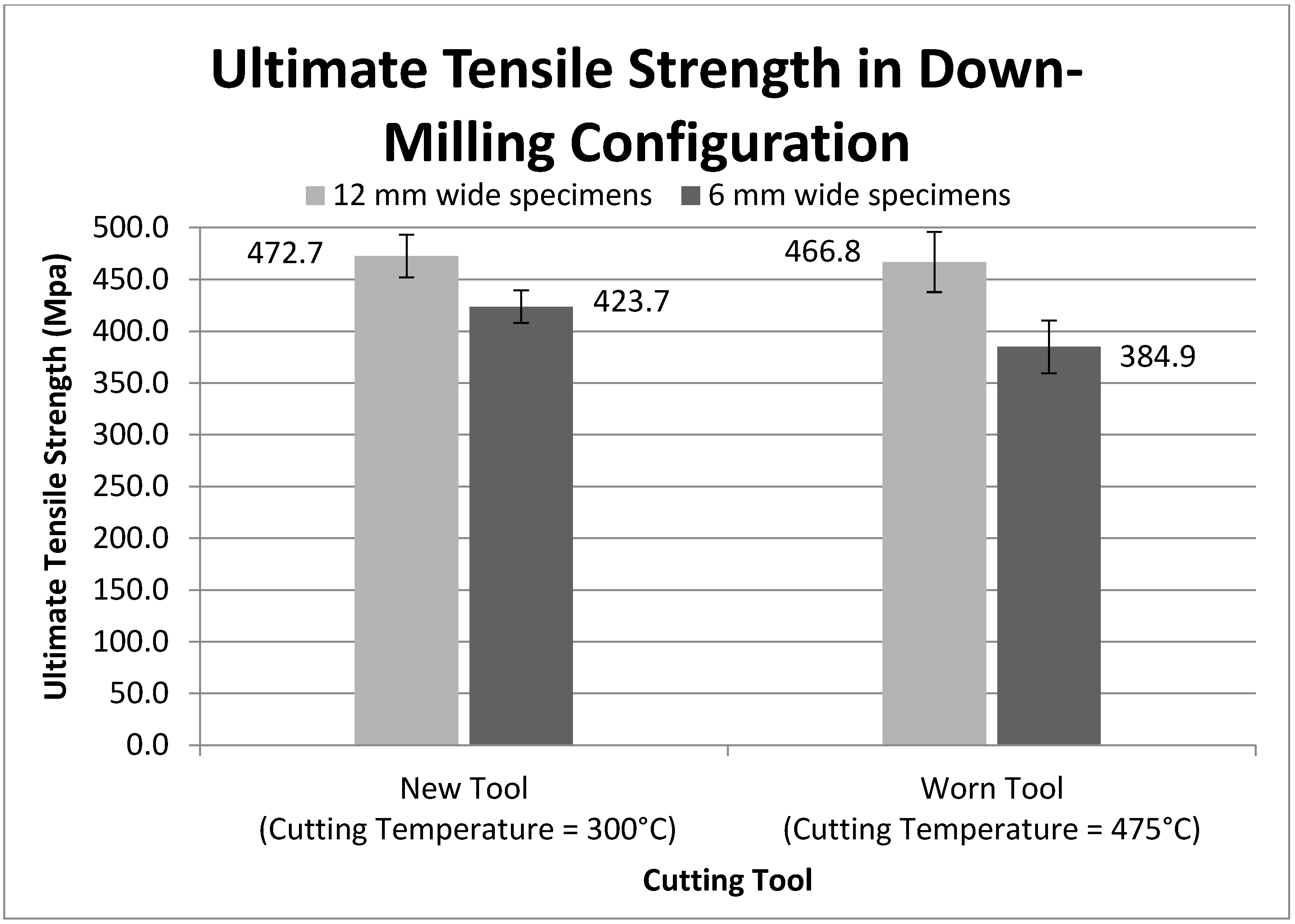
3.4. Mechanical Test Results
4. Conclusions
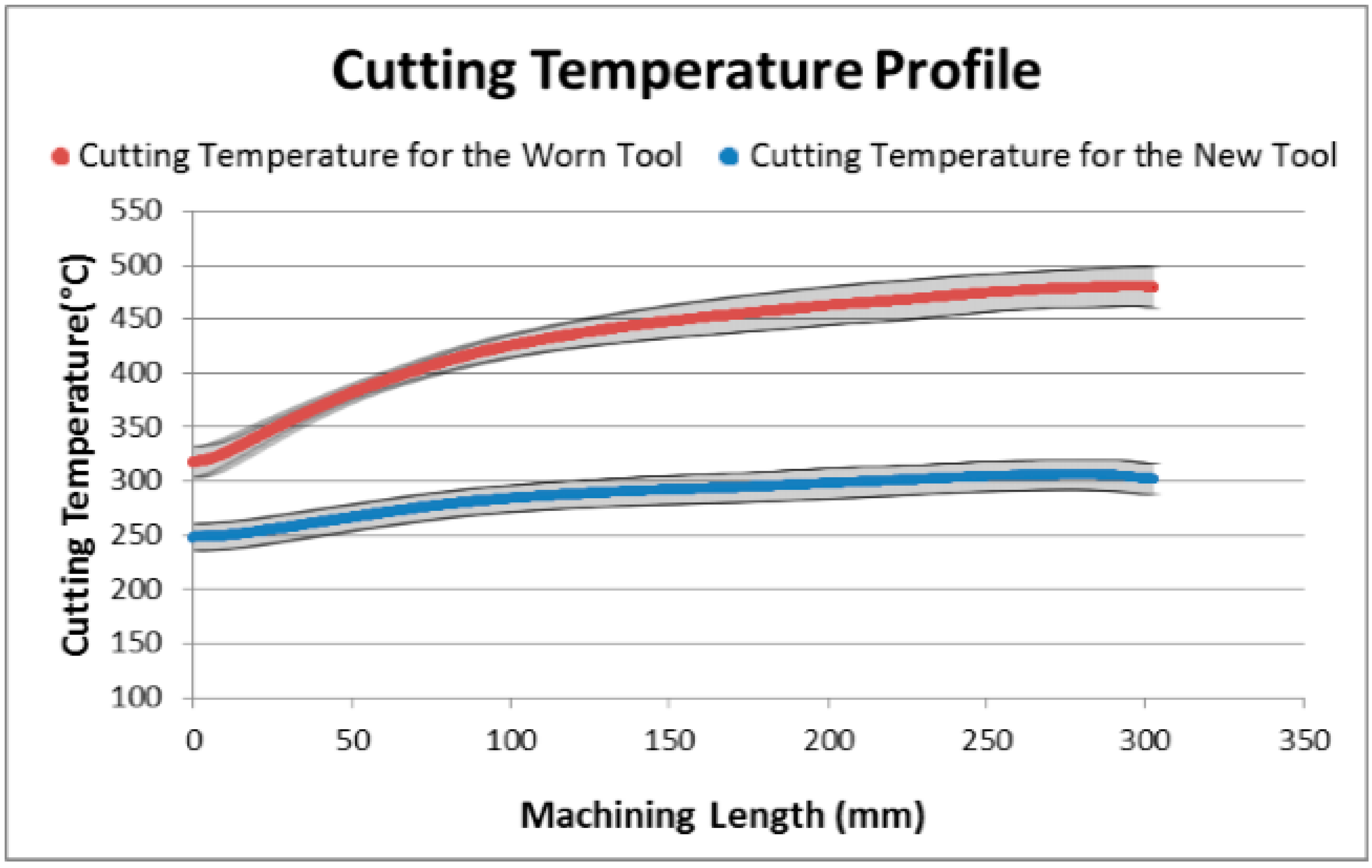
- Concerning the cutting-temperature profile, the new tool was pre-heated to 350 °C and an almost constant cutting temperature of 300 °C was reached. The temperature was almost constant throughout the test (step), which was very encouraging. The second tool (worn tool) was pre-heated to 400 °C for a cutting temperature of 475 °C. For each condition, the temperature profiles among the samples were globally the same.
- The analysis of the cutting surface with a binocular microscope showed a clear surface and a clear distinction between the plies on the surface machined with a new tool. The most mechanical damage was observed on the plies oriented at −45°. Moreover, the surface did not appear to have been thermally damaged. The most probable explanation was that the majority of the heat generated by cutting was dissipated by the tool and the chip, and was not transmitted to the work piece. For samples machined using the worn tool, a relatively smooth surface was observed, there was no ply distinction. The glass-transition temperature of the resin matrix was definitely reached on the machined surface, resulting in a smooth surface. The matrix was carbonized and the molten resin culminated in a “blur” and smoothing. Uncut fibers or fiber pull-out were also observed for the plies oriented at 0° and −45° for the samples machined with the worn tool in the down-milling configuration.
- The roughness measurement showed that the down-milling cutting configuration was not recommended because it produced the worst results and more mechanical damage was noticed. There was also a better roughness for samples machined using the worn tool in both cutting modes.
- There was little variation in tensile strength for 12 mm-wide specimens whatever the machining configuration or tool used. A significant decrease of 10% of the tensile strength for the 6 mm-wide test specimens machined by a worn tool was identified compared to those machined with a new tool. It appeared that the edge defects caused by the cutting temperature influenced the mechanical properties at a critical size at which the defect became significant. However, it was difficult to determine whether this decline was due to mechanical or thermal defects. Future development aims to succeed in cooling the tool to room temperature in order to differentiate the mechanical and thermal damage and hence determine which is predominant.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Harada, Y.; Kawai, K.; Suzuki, T.; Teramoto, T. Evaluation of Cutting Process on the Tensile and Fatigue Strength of CFRP Composites. Mater. Sci. Forum 2012, 706–709, 649–654. [Google Scholar]
- Herzog, D.; Jaeschke, P.; Meier, O.; Haferkamp, H. Investigations on the thermal effect caused by laser cutting with respect to static strength of CFRP. Int. J. Mach. Tools Manuf. 2008, 48, 1464–1473. [Google Scholar] [CrossRef]
- Howarth, S.G.; Strong, A.B. Edge Effects with Waterjet and Laser Beam Cutting of Advanced Composite Materials. Adv. Mater. Chall. Next Decade 1990, 35, 1684–1697. [Google Scholar]
- Alberdi, A.; Suarez, A.; Artaza, T.; Escobar, G.A.; Ridgway, K. Composite Cutting with Abrasive Water Jet. Procedia Eng. 2013, 63, 421–429. [Google Scholar] [CrossRef]
- Arola, D.; Ramulu, M. Net Shape Manufacturing and the Performance of Polymer Composites under Dynamic Loads. Exp. Mech. 1997, 37, 379–385. [Google Scholar] [CrossRef]
- Teti, R. Machining of Composite Materials. CIRP Ann.-Manuf. Technol. 2002, 51, 611–634. [Google Scholar] [CrossRef]
- Sheikh-Ahmad, J.; Urban, N.; Cheraghi, H. Machining Damage in Edge Trimming of CFRP. Mater. Manuf. Process. 2012, 27, 802–808. [Google Scholar] [CrossRef]
- Haiyan, W.; Xuda, Q.; Hao, L.; Chengzu, R. Analysis of cutting forces in helical milling of carbon fiber-reinforced plastics. Part B J. Eng. Manuf. 2013, 227, 62–74. [Google Scholar] [CrossRef]
- Rajasekaran, T.; Vinayagam, B.K.; Palanikumar, K.; Prakash, S. Influence of machining parameters on surface roughness and material removal rate in machining carbon fiber reinforced polymer material. Front. Automob. Mech. Eng. 2010, 1, 75–80. [Google Scholar]
- Wang, Y.G.; Yan, X.P.; Chen, X.G.; Sun, C.Y.; Liu, G. Cutting Performance of Carbon Fiber Reinforced Plastics Using PCD Tool. Adv. Mater. Res. 2012, 215, 14–18. [Google Scholar] [CrossRef]
- Zaghbani, I.; Chatelain, J.-F.; Songmene, V.; Berube, S.; Atarsia, A. A comprehensive analysis of cutting forces during routing of multilayer carbon fiber-reinforced polymer laminates. J. Compos. Mater. 2012, 46, 1955–1971. [Google Scholar] [CrossRef]
- Sheikh-Ahmad, J. Machining of Polymer Composites; Springer: Boston, MA, USA, 2009; ISBN 978-0-387-68619-6. [Google Scholar]
- Bérubé, S. Usinage en Détourage de Laminés Composites Carbone/Époxy. Master’s Thesis, École de Technologie Supérieure, Montréal, QC, Canada, 2012. [Google Scholar]
- Bhatnagar, N.; Nayak, D.; Singh, I.; Chouhan, H.; Mahajan, P. Determination of Machining-Induced Damage Characteristics of Fiber Reinforced Plastic Composite Laminates. Mater. Manuf. Process. 2004, 19, 1009–1023. [Google Scholar] [CrossRef]
- El-Hofy, M.H.; Soo, S.L.; Aspinwall, D.K.; Sim, W.M.; Pearson, D.; Harden, P. Factors Affecting Workpiece Surface Integrity in Slotting of CFRP. Procedia Eng. 2011, 19, 94–99. [Google Scholar] [CrossRef]
- Ghidossi, P.; Mansori, M.; Pierron, F. Influence of specimen preparation by machining on the failure of polymer matrix off-axis tensile coupons. Compos. Sci. Technol. 2006, 66, 1857–1872. [Google Scholar] [CrossRef]
- Pecat, O.; Rentsch, R.; Brinksmeier, E. Influence of Milling Process Parameters on the Surface Integrity of CFRP. Procedia CIRP 2012, 1, 466–470. [Google Scholar] [CrossRef]
- Chatelain, J.-F.; Zaghbani, I.; Monier, J. Effect of Ply Orientation on Roughness for the Trimming Process of CFRP Laminates. Int. J. Ind. Manuf. Eng. 2012, 6, 1516–1522. [Google Scholar]
- Sharid, A.A. Effect of Edge Trimming on Surface Quality and Tensile Strength of CFRP Composites; The Petroleum Institute, ProQuest Dissertations Publishing: Sas Al Nakhl, Abu Dhabi, UAE, 2012. [Google Scholar]
- Hamedanianpour, H.; Chatelain, J.F. Effect of Tool Wear on Quality of Carbon Fiber Reinforced Polymer Laminate during Edge Trimming. Appl. Mech. Mater. 2013, 325–326, 34–39. [Google Scholar] [CrossRef]
- Sakamoto, S.; Iwasa, H. Effect of Cutting Revolution Speed on Cutting Temperature in Helical Milling of CFRP Composite Laminates. Key Eng. Mater. 2012, 523–524, 58–63. [Google Scholar] [CrossRef]
- Valavan, U. Tool Life Prediction Based on Cutting Forces and Surface Temperature in Edge Trimming of Multidirectrional CFRP Composites. Ph.D. Thesis, Wichita State University, Wichita, KS, USA, 2007. [Google Scholar]
- Yashiro, T.; Ogawa, T.; Sasahara, H. Temperature measurement of cutting tool and machined surface layer in milling of CFRP. Int. J. Mach. Tools Manuf. 2013, 70, 63–69. [Google Scholar] [CrossRef]
- Mullier, G. Influence de la Température de Coupe en Détourage sur les Performances Mécaniques d’un Stratifié Carbone/Époxy. Master’s Thesis, École de Technologie Supérieure, Montréal, QC, Canada, 2014. [Google Scholar]
- Inoue, T.; Hagino, M.; Matsui, M.; Gu, L. Cutting Characteristics of CFRP Materials with End Milling. Key Eng. Mater. 2009, 407–408, 710–713. [Google Scholar] [CrossRef]
- Hawileh, R.A.; Abu-Obeidah, A.; Abdalla, J.A.; Al-Tamimi, A. Temperature effect on the mechanical properties of carbon, glass and carbon-glass FRP laminates. Constr. Build. Mater. 2015, 75, 342–348. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 12 mm-Wide Specimens | ||||
| Two Cutting Conditions | New Tool | Worn Tool | ||
| Machining Configuration | Up-Milling | Down-Milling | Up-Milling | Down-Milling |
| Number of Repetitions | 6 | 4 | 6 | 4 |
| Coupon ID | T1, T2, T3, T7, T8, T9 | TA1, TA2, TA8, TA9 | T4, T5, T6, T10, T11, T12 | TA4, TA5, TA10, TA11 |
| 6 mm-Wide Specimens | ||||
| Two Cutting Conditions | New Tool | Worn Tool | ||
| Machining Configuration | Up-Milling | Down-Milling | Up-Milling | Down-Milling |
| Number of Repetitions | 11 | 9 | 11 | 9 |
| Coupon ID | T13, T14, T15, T16, T17, T29, T30, T31, T32, T33, T34 | TA13, TA14, TA15, TA16, TA29, TA30, TA31, TA32, TA33 | T18, T19, T20, T21, T22, T23, T24, T25, T26, T27, T28 | TA18, TA19, TA20, TA21, TA23, TA24, TA25, TA26, TA27 |
| Feed/Tooth (mm/Dent/Rev) | Feed Rate (mm/min) | Cutting Speed (m/min) | Spindle Speed (RPM) |
|---|---|---|---|
| 0.019 | 1140 | 300 | 10052 |
| Diameter | 9.50 mm |
| Number of flutes | 6 |
| Helix angle | 10° |
| Rank angle | 10° |
| Relief angle | 8° |
| Effective length | 35 mm |
| Total length | 80 mm |
| Pre-Travel | 0.2 mm |
| Post-Travel | 0.2 mm |
| Evaluation length (Lm) | 5.6 mm |
| Sampling Length (Le) | 0.8 mm |
| Cut-off Length (Lc) | 0.8 mm |
| Number of Samples | 7 |
| Number of Sampling Points | 12,000 |
| Parameter | Ra (µm) |
| 95% Level of Confidence Intervals | |
|---|---|
| Specimen length | ±1 mm |
| Specimen wide | ±0.05 mm |
| Specimen thickness | ±0.2 mm |
| P (Force) | ±10 N |
| δ (Displacement) | ±0.01 mm |
| 12 mm-Wide Specimens | ||||
| Two Cutting Conditions | New Tool | Worn Tool | ||
| Machining Configuration | Up-Milling | Down-Milling | Up-Milling | Down-Milling |
| Number of Repetitions | 6 | 4 | 6 | 4 |
| Number of Good Ruptures | 6 | 4 | 6 | 4 |
| 6 mm-Wide Specimens | ||||
| Two Cutting Conditions | New Tool | Worn Tool | ||
| Machining Configuration | Up-Milling | Down-Milling | Up-Milling | Down-Milling |
| Number of Repetitions | 11 | 9 | 11 | 9 |
| Number of Good Ruptures | 10 | 7 | 10 | 6 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Delahaigue, J.; Chatelain, J.-F.; Lebrun, G. Influence of Cutting Temperature on the Tensile Strength of a Carbon Fiber-Reinforced Polymer. Fibers 2017, 5, 46. https://doi.org/10.3390/fib5040046
Delahaigue J, Chatelain J-F, Lebrun G. Influence of Cutting Temperature on the Tensile Strength of a Carbon Fiber-Reinforced Polymer. Fibers. 2017; 5(4):46. https://doi.org/10.3390/fib5040046
Chicago/Turabian StyleDelahaigue, Jérémy, Jean-Francois Chatelain, and Gilbert Lebrun. 2017. "Influence of Cutting Temperature on the Tensile Strength of a Carbon Fiber-Reinforced Polymer" Fibers 5, no. 4: 46. https://doi.org/10.3390/fib5040046
APA StyleDelahaigue, J., Chatelain, J. -F., & Lebrun, G. (2017). Influence of Cutting Temperature on the Tensile Strength of a Carbon Fiber-Reinforced Polymer. Fibers, 5(4), 46. https://doi.org/10.3390/fib5040046