Development of Interlocking Concrete Blocks with Added Sugarcane Residues

 ,
,
Abstract
:1. Introduction
2. Methodology
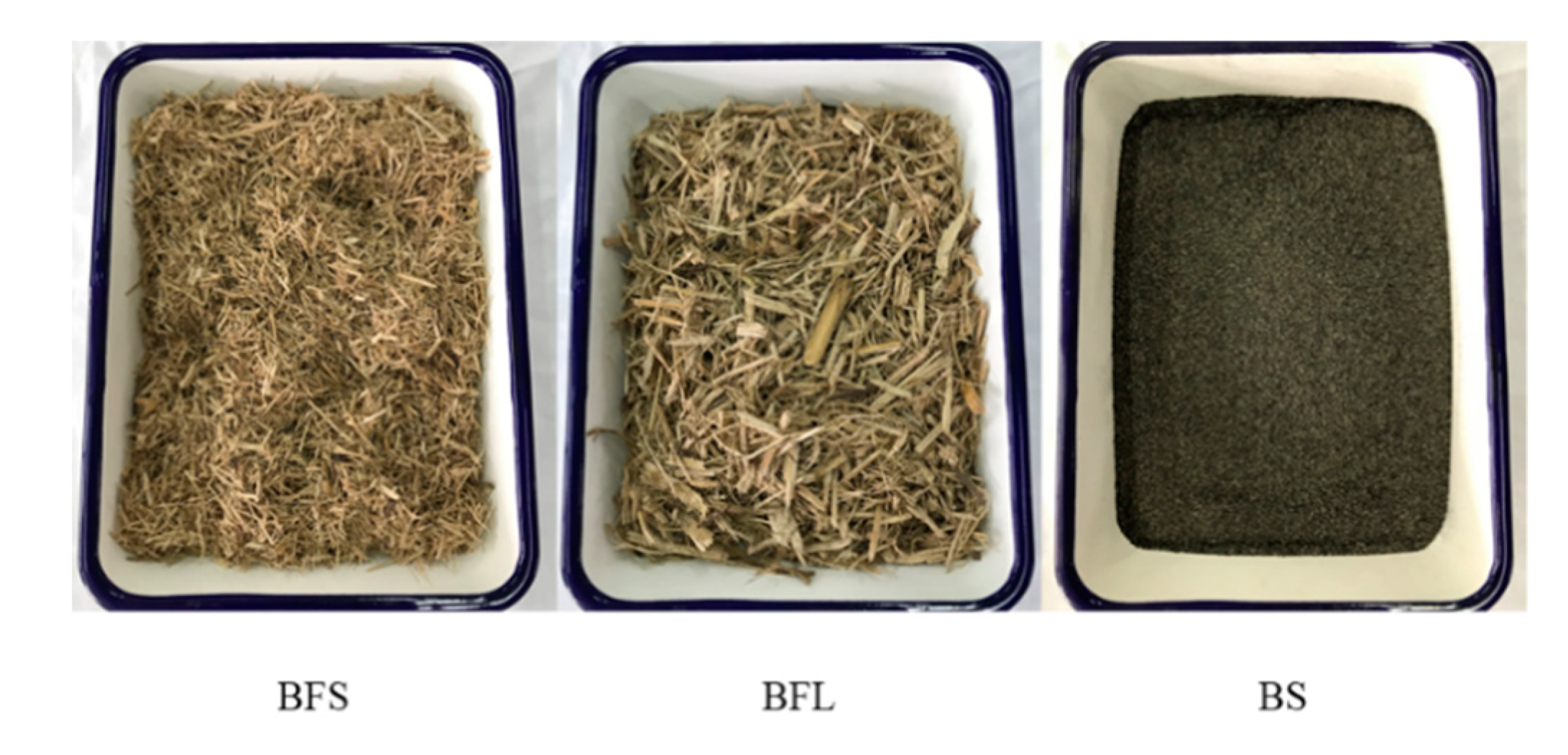
2.1. Materials
2.2. Concrete Mixture
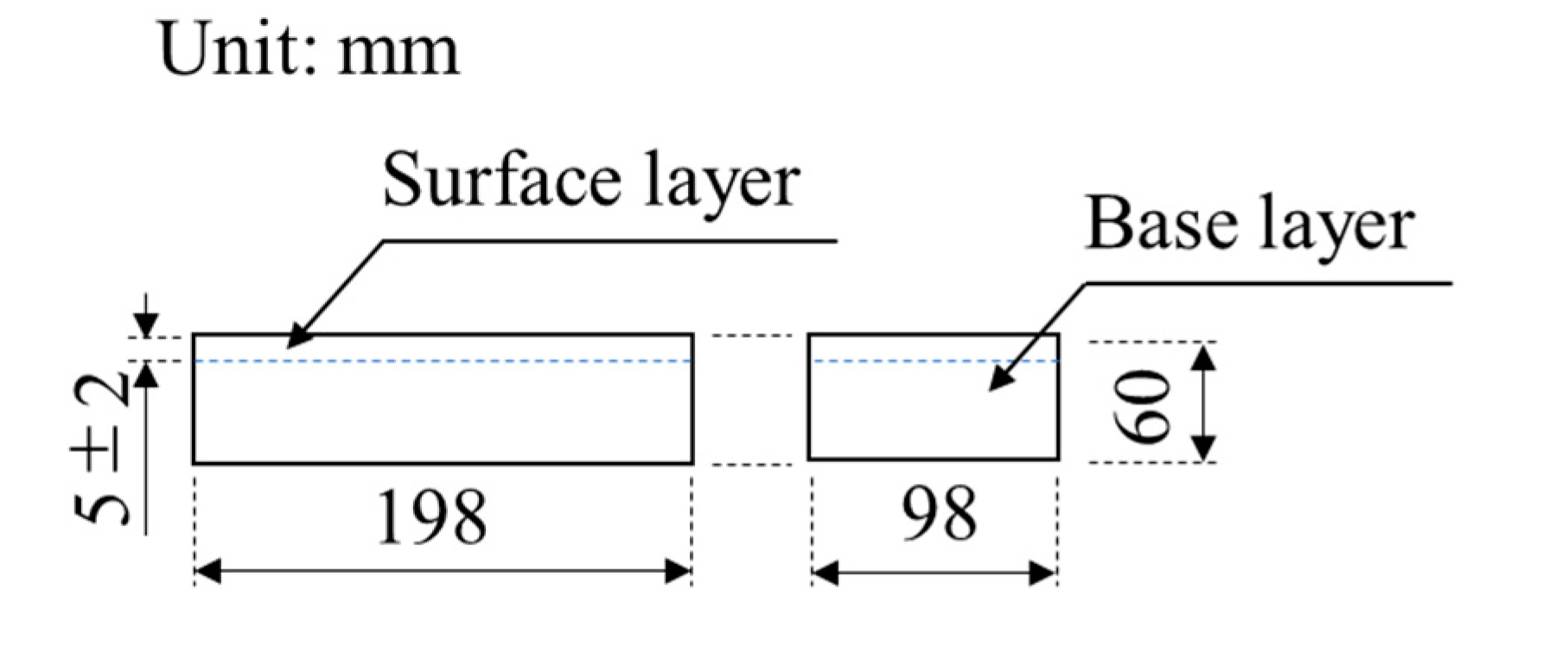
2.3. Preparation of Blocks
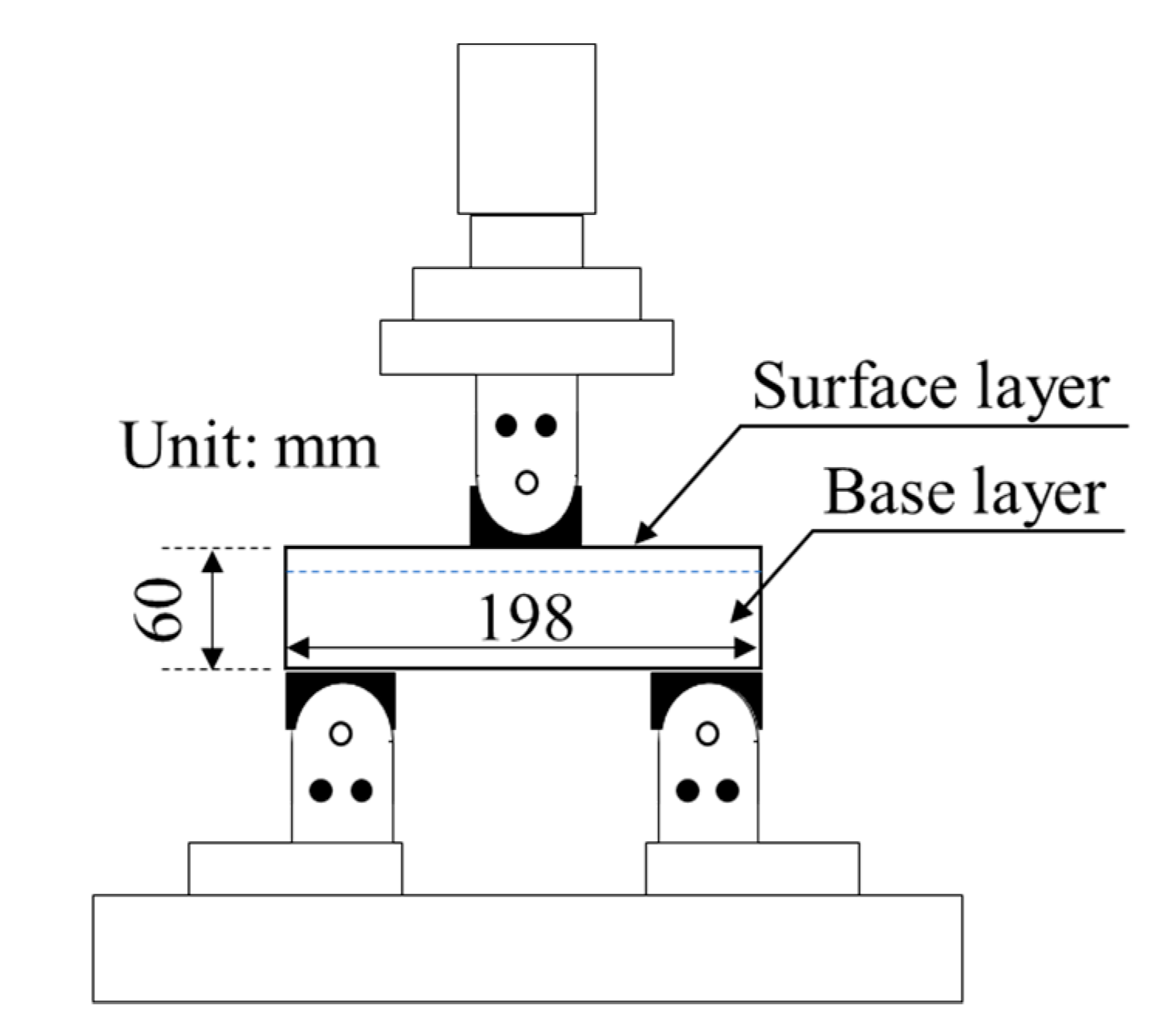
2.4. Flexural Strength Test
2.5. Surface Temperature Measurement
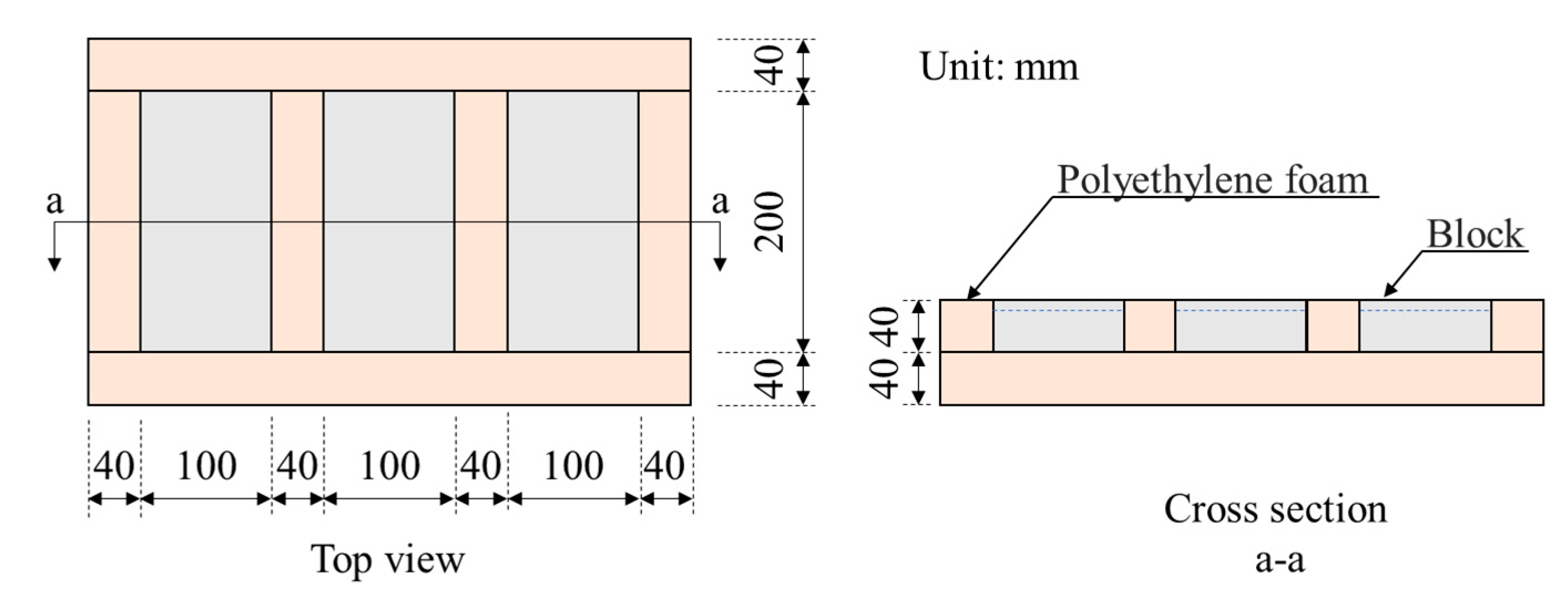
2.6. Water Retention Content Test and Water Evaporation Rate
3. Results and Discussion
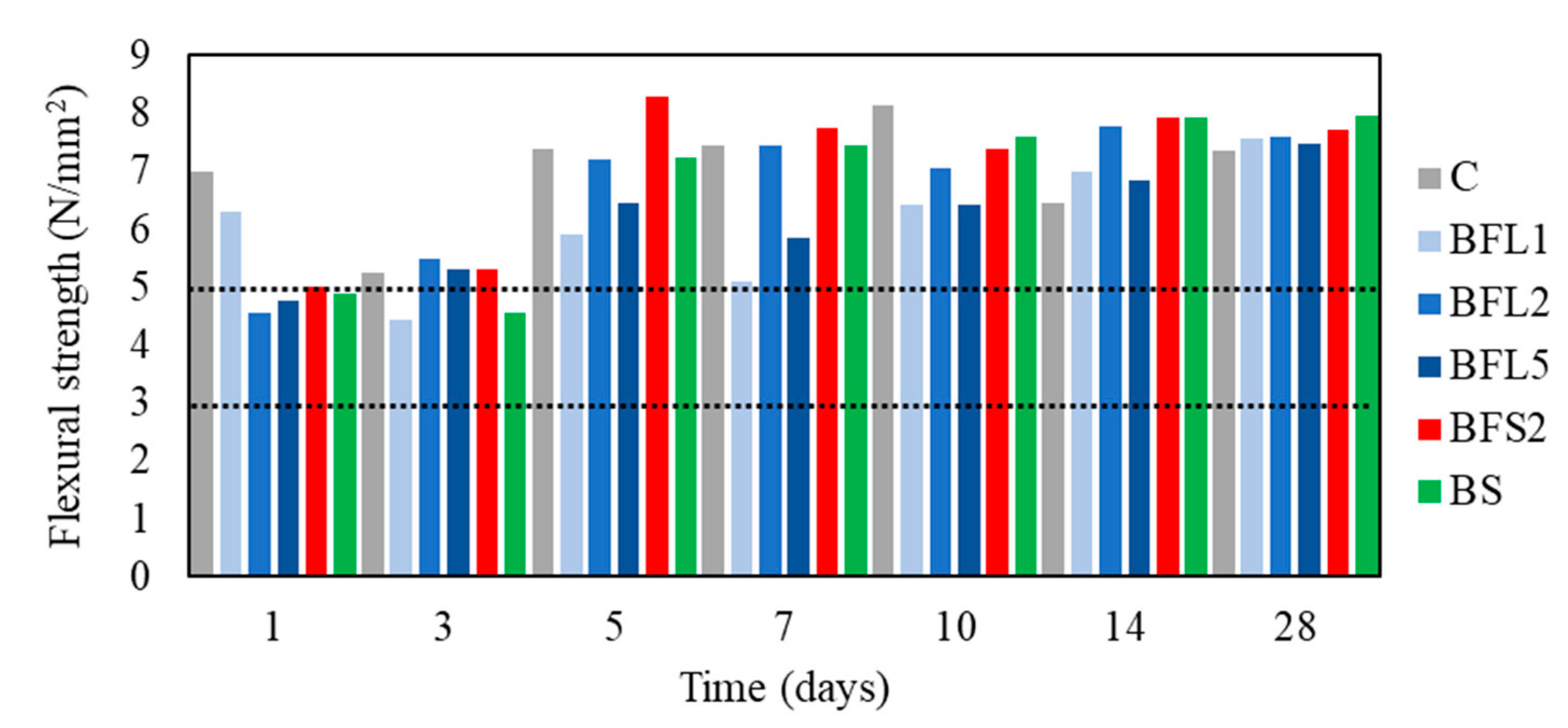
3.1. Flexural Strength Test
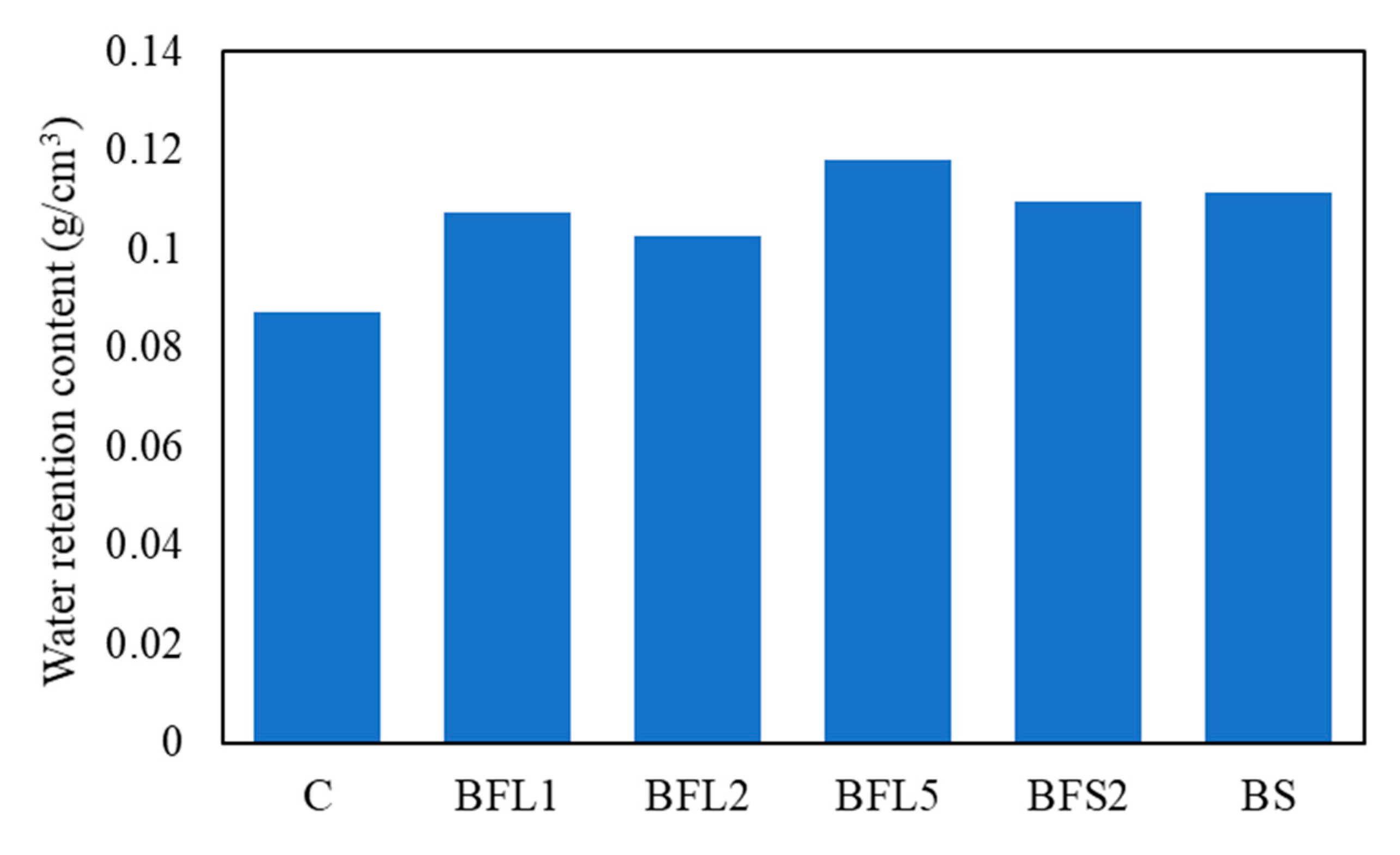
3.2. Water Retention Content
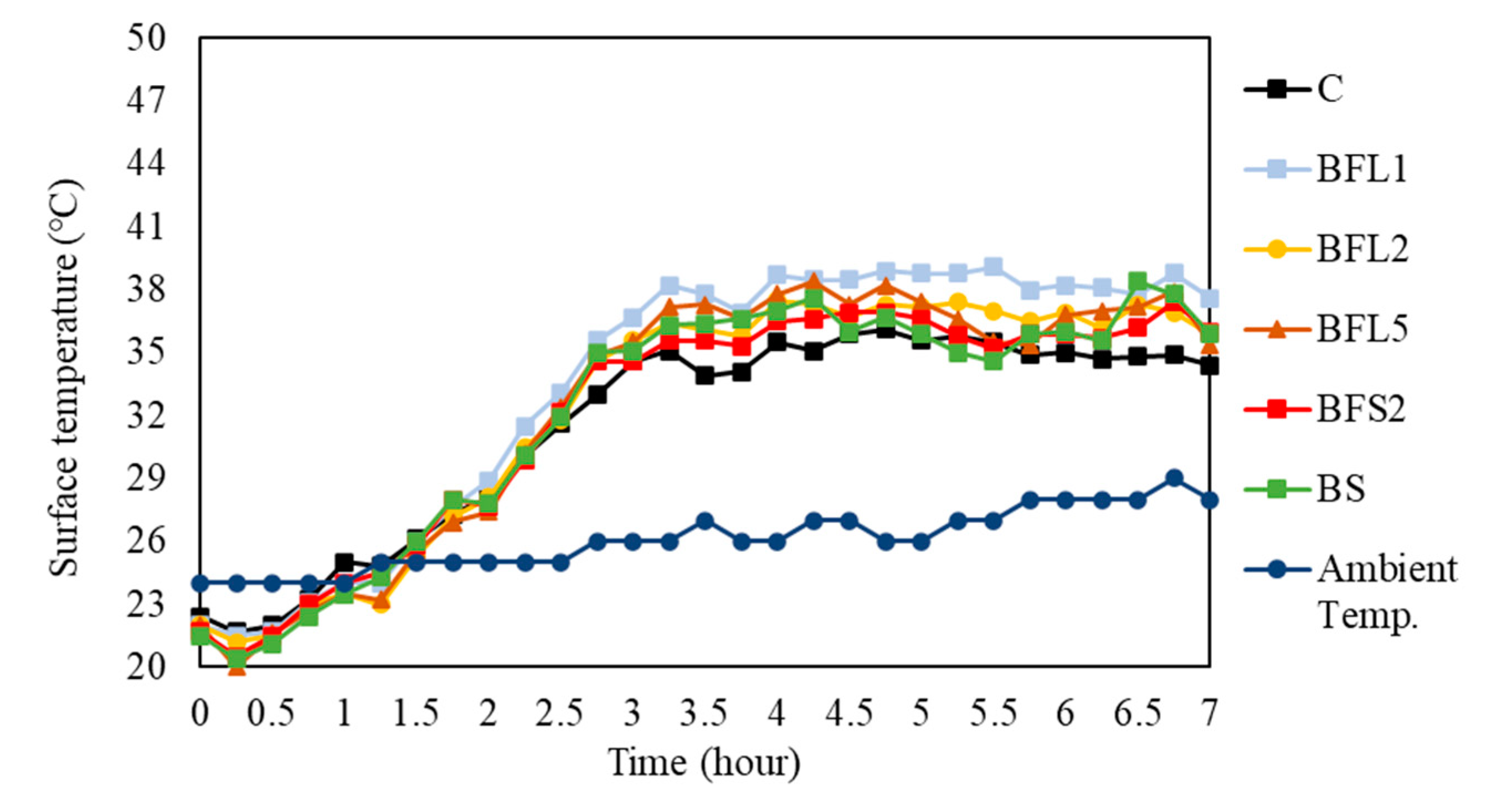
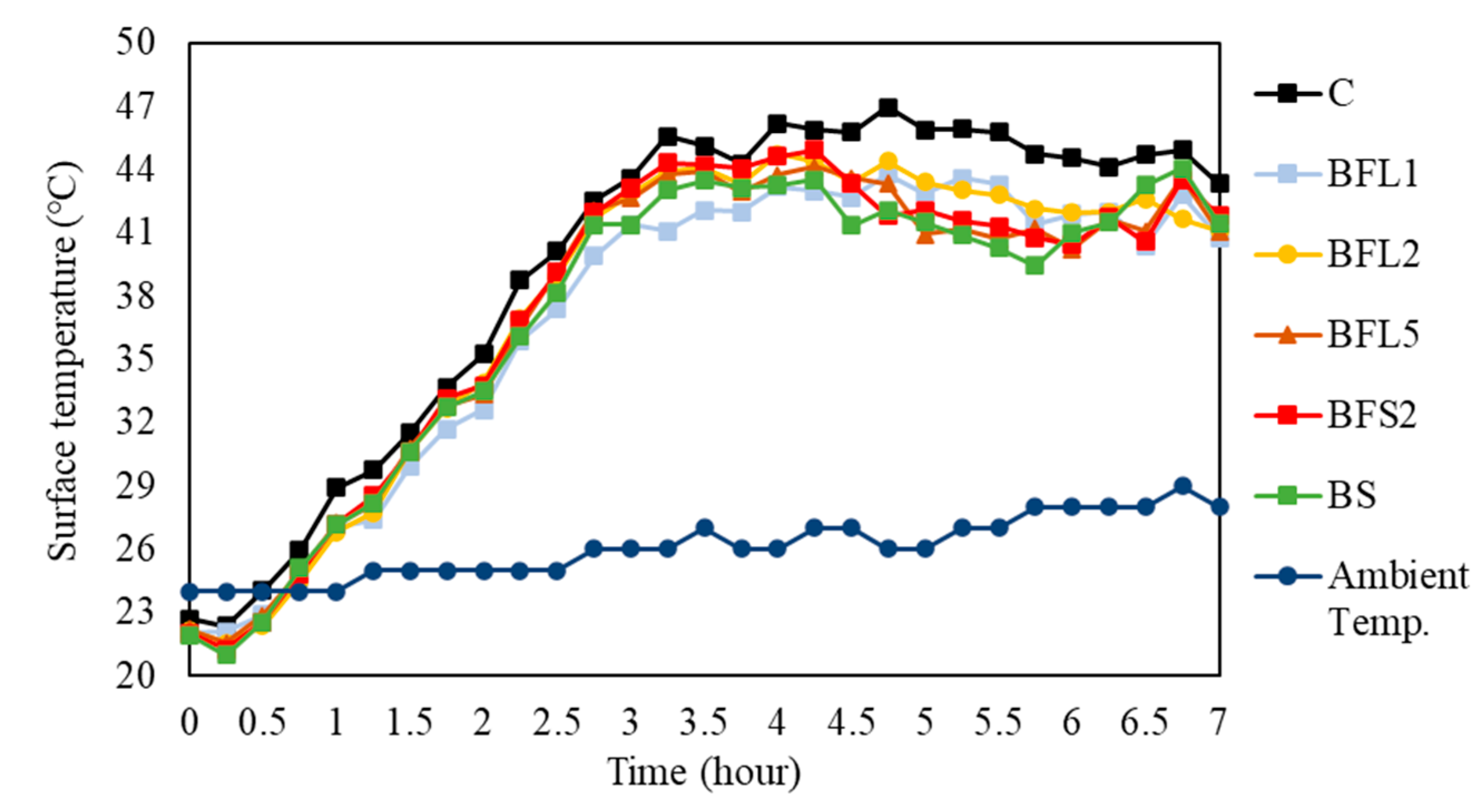
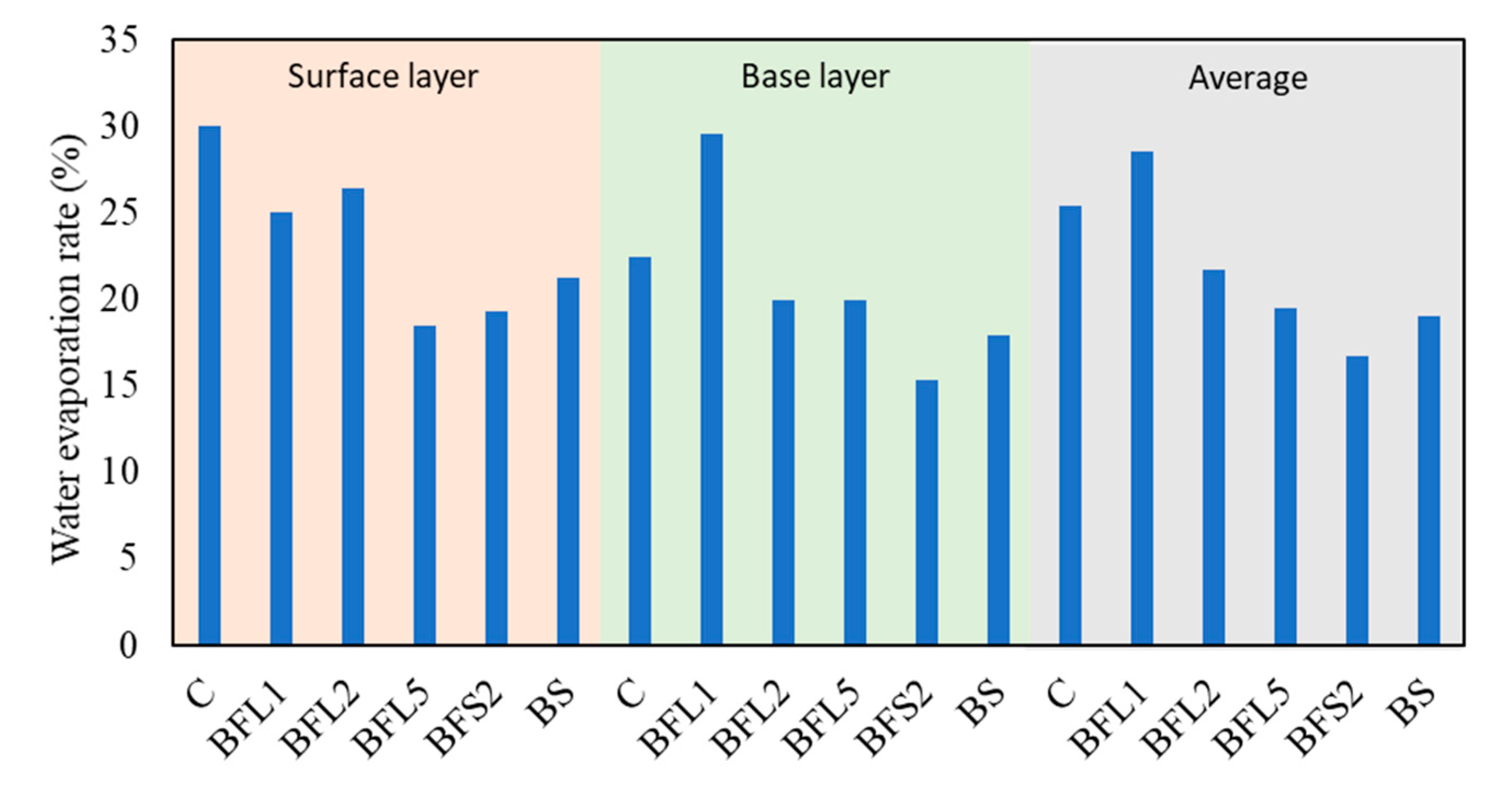
3.3. Surface Temperature Measurement and Water Evaporation Rate
4. Conclusions
- The flexural strength was 6.46, 7.00, 7.78, 6.84, 7.92, and 7.93 N/mm2 after 14 days of curing and 7.36, 7.58, 7.60, 7.47, 7.72, and 7.96 N/mm2 after 28 days of curing for C, BFL1, BFL2, BFL5, BFS2, and BS, respectively. These values meet the requirement stipulated by JIS A 5371 of 5 N/mm2, which may be used as pavement for pedestrians and heavy vehicle traffic.
- The water retention content increases with the addition of the sugarcane residue. In the case of BFL5, which was prepared with bagasse fibers (4.75–9.52 mm) with a volume ratio of 5% in comparison to the total amount of aggregate, the water retention content achieved a value of 0.118 g/cm3, while the water retention content of the control composite C was 0.087 g/cm3.
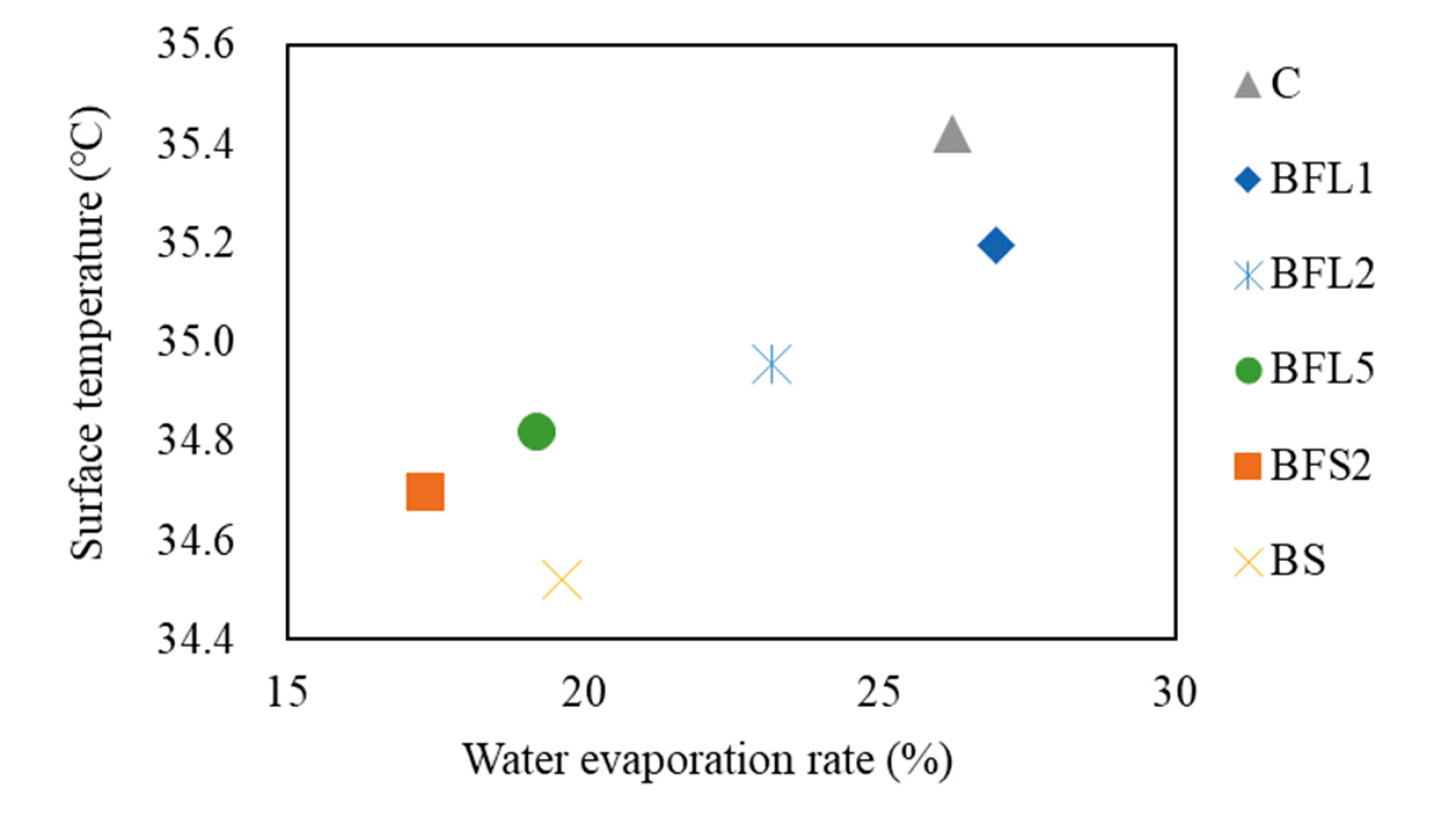
- The averages of the surface temperature of both the surface and base layer for C, BFL1, BFL2, BFL5, BFS2, and BS were 35.4, 35.2, 35.0, 34.8, 34.7, and 34.5 °C, respectively.
- In the case of C, in which no sugarcane residue was used, and in the case of BFL1, in which a residue volume ratio of 1% in comparison to the total amount of aggregate was added in the blocks, the surface temperatures and the water evaporation rates are higher in comparison to the other cases, in which the amount of residue was higher.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Choudhary, J.; Kumar, B.; Gupta, A. Utilization of solid waste materials as alternative fillers in asphalt mixes: A review. Constr. Build. Mater. 2020, 234, 117271. [Google Scholar] [CrossRef]
- Ateş, B.; Koytepe, S.; Ulu, A.; Gurses, C.; Thakur, V. Chemistry, Structures, and Advanced Applications of Nanocomposites from Biorenewable Resources. Chem. Rev. 2020. [Google Scholar] [CrossRef]
- Ferrara, G.; Pepe, M.; Martinelli, E.; Filho, R.D.T. Influence of an Impregnation Treatment on the Morphology and Mechanical Behaviour of Flax Yarns Embedded in Hydraulic Lime Mortar. Fibers 2019, 7, 30. [Google Scholar] [CrossRef] [Green Version]
- Prusty, J.K.; Patro, S.K.; Basarkar, S.S. Concrete using agro-waste as fine aggregate for sustainable built environment—A review. Int. J. Sustain. Built Environ. 2016, 5, 312–333. [Google Scholar] [CrossRef] [Green Version]
- Teixeira, S.; Arenales, A.; De Souza, A.E.; Magalhães, R.D.S.; Peña, A.F.V.; Aquino, D.; Freire, R. Sugarcane Bagasse: Applications for Energy Production and Ceramic Materials. J. Solid Waste Technol. Manag. 2015, 41, 229–238. [Google Scholar] [CrossRef]
- Sales, A.; Lima, S.A. Use of Brazilian sugarcane bagasse ash in concrete as sand replacement. Waste Manag. 2010, 30, 1114–1122. [Google Scholar] [CrossRef]
- Almeida, F.C.; Sales, A.; Moretti, J.P.; Mendes, P.C. Sugarcane bagasse ash sand (SBAS): Brazilian agroindustrial by-product for use in mortar. Constr. Build. Mater. 2015, 82, 31–38. [Google Scholar] [CrossRef]
- Hernández, J.M.; Middendorf, B.; Gehrke, M.; Budelmann, H. Use of wastes of the sugar industry as pozzolana in lime-pozzolana binders: Study of the reaction. Cem. Concr. Res. 1998, 28, 1525–1536. [Google Scholar] [CrossRef]
- Chusilp, N.; Jaturapitakkul, C.; Kiattikomol, K. Effects of LOI of ground bagasse ash on the compressive strength and sulfate resistance of mortars. Constr. Build. Mater. 2009, 23, 3523–3531. [Google Scholar] [CrossRef]
- Umamaheswaran, K.; Batra, V.S. Physico-chemical characterisation of Indian biomass ashes. Fuel 2008, 87, 628–638. [Google Scholar] [CrossRef]
- Rovani, S.; Santos, J.J.; Corio, P.; Fungaro, D. An Alternative and Simple Method for the Preparation of Bare Silica Nanoparticles Using Sugarcane Waste Ash, an Abundant and Despised Residue in the Brazilian Industry. J. Braz. Chem. Soc. 2019, 30, 1524–1533. [Google Scholar] [CrossRef]
- Câmara, E.; Pinto, R.C.A.; Rocha, J.C. Setting process on mortars containing sugarcane bagasse ash. Ibracon Struct. Mater. J. 2016, 9, 617–629. [Google Scholar] [CrossRef] [Green Version]
- Tantawy, M.; El-Roudi, A.; Salem, A. Immobilization of Cr(VI) in bagasse ash blended cement pastes. Constr. Build. Mater. 2012, 30, 218–223. [Google Scholar] [CrossRef]
- Cordeiro, G.C.; Filho, R.D.T.; Fairbairn, E. Effect of calcination temperature on the pozzolanic activity of sugar cane bagasse ash. Constr. Build. Mater. 2009, 23, 3301–3303. [Google Scholar] [CrossRef]
- Chalioris, C.E.; Sfiri, E. Shear Performance of Steel Fibrous Concrete Beams. Procedia Eng. 2011, 14, 2064–2068. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Wang, L. Experimental study on static and dynamic mechanical properties of steel fiber reinforced lightweight aggregate concrete. Constr. Build. Mater. 2013, 38, 1146–1151. [Google Scholar] [CrossRef]
- Topçu, I.B.; Canbaz, M. Effect of different fibers on the mechanical properties of concrete containing fly ash. Constr. Build. Mater. 2007, 21, 1486–1491. [Google Scholar] [CrossRef]
- Choi, S.-W.; Choi, J.; Lee, S.-C. Probabilistic Analysis for Strain-Hardening Behavior of High-Performance Fiber-Reinforced Concrete. Materials 2019, 12, 2399. [Google Scholar] [CrossRef] [Green Version]
- Chalioris, C.E. Analytical approach for the evaluation of minimum fibre factor required for steel fibrous concrete beams under combined shear and flexure. Constr. Build. Mater. 2013, 43, 317–336. [Google Scholar] [CrossRef]
- Kytinou, V.K.; Chalioris, C.E.; Karayannis, C.G.G. Analysis of Residual Flexural Stiffness of Steel Fiber-Reinforced Concrete Beams with Steel Reinforcement. Materials 2020, 13, 2698. [Google Scholar] [CrossRef]
- Zakaria, N.Z.; Sulieman, M.Z.; Talib, R. Turning Natural Fiber Reinforced Cement Composite as Innovative Alternative Sustainable Construction Material A Review Paper. Int. J. Adv. Eng. Manag. Sci. 2015, 1, 24–31. [Google Scholar]
- Ferreira, C.R.; Tavares, S.S.; Fernandes, A.M.; Fonseca, S.J.G.; Oliveira, C.A.D.S.; Teixeira, R.L.P.; Gouveia, L.L.D.A. Comparative Study About Mechanical Properties of Strutural Standard Concrete and Concrete with Addition of Vegetable Fibers. Mater. Res. 2017, 20, 102–107. [Google Scholar] [CrossRef]
- Codispoti, R.; Oliveira, D.V.; Olivito, R.; Lourenço, P.B.; Fangueiro, R. Mechanical performance of natural fiber-reinforced composites for the strengthening of masonry. Compos. Part B Eng. 2015, 77, 74–83. [Google Scholar] [CrossRef]
- Ribeiro, B.; Yamamoto, T.; Yamashiki, Y. A Study on the Reduction in Hydration Heat and Thermal Strain of Concrete with Addition of Sugarcane Bagasse Fiber. Materials 2020, 13, 3005. [Google Scholar] [CrossRef]
- Ribeiro, B.; Yamashiki, Y.; Yamamoto, T. A study on mechanical properties of mortar with sugarcane bagasse fiber and bagasse ash. J. Mater. Cycles Waste Manag. 2020, 1–8. [Google Scholar] [CrossRef]
- Sen, S.; Roesler, J.R.; Ruddell, B.L.; Middel, A. Cool Pavement Strategies for Urban Heat Island Mitigation in Suburban Phoenix, Arizona. Sustainability 2019, 11, 4452. [Google Scholar] [CrossRef] [Green Version]
- Mohajerani, A.; Bakaric, J.; Jeffrey-Bailey, T. The urban heat island effect, its causes, and mitigation, with reference to the thermal properties of asphalt concrete. J. Environ. Manag. 2017, 197, 522–538. [Google Scholar] [CrossRef]
- Cabral, M.R.; Fiorelli, J.; Junior, H.S.; Lagacé, R.; Godbout, S.; Palacios, J.H. Study of the potential use of the sugarcane bagasse in cement-panels. In Proceedings of the 10th International Conference on Composite Science and Technology, Lisbon, Portugal, 2–4 September 2015. [Google Scholar]
- Arsène, M.-A.; Okwo, A.; Bilba, K.; Soboyejo, A.B.O.; Soboyejo, W.O. Chemically and Thermally Treated Vegetable Fibers for Reinforcement of Cement-Based Composites. Mater. Manuf. Process. 2007, 22, 214–227. [Google Scholar] [CrossRef]
- Bilba, K.; Arsène, M.-A.; Ouensanga, A. Sugar cane bagasse fibre reinforced cement composites. Part I. Influence of the botanical components of bagasse on the setting of bagasse/cement composite. Cem. Concr. Compos. 2003, 25, 91–96. [Google Scholar] [CrossRef]
- Karasawa, A.; Toriiminami, K.; Ezumi, N.; Kamaya, K. Evaluation of performance of water₋retentive concrete block pavements. In Proceedings of the 8th International Conference on Concrete Block Paving, San Francisco, CA, USA, 6–8 November 2006. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Materials | |||||||
|---|---|---|---|---|---|---|---|---|
| Surface Layer | Base Layer | |||||||
| WPC | QS | C | G | S | BFL | BFS | BS | |
| Density (g/cm3) | 3.05 | 2.60 | 3.16 | 2.68 | 2.68 | 0.49 | 0.49 | 1.29 |
| Total alkali content (%) | 0.1 | — | 0.56 | — | — | — | — | — |
| Specific surface area (cm2/g) | 3440 | — | 3280 | — | — | — | — | — |
| Loss on ignition (%) | 2.79 | — | 2.26 | — | — | — | — | — |
| Layer | Composites | Residues | Residues | W/C | Unit (kg/m3) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Type | (Vol. %) | (%) | WPC | QS | C | W | G | S | BFL | BFS | BS | CA | ||
| Surface | ― | ― | ― | 25 | 582.6 | 1721.7 | ― | 145.6 | ― | ― | ― | ― | ― | 1.2 |
| Base | C | ― | ― | 15 | ― | ― | 436.1 | 64.0 | 1068.0 | 1068.0 | ― | ― | ― | 1.1 |
| BFL1 | Bagasse Fiber | 1 | ― | ― | 1057.3 | 1057.3 | 3.9 | ― | ― | 1.1 | ||||
| BFL2 | Bagasse Fiber | 2 | ― | ― | 1046.6 | 1046.6 | 7.8 | ― | ― | 1.1 | ||||
| BFL5 | Bagasse Fiber | 5 | ― | ― | 1014.6 | 1014.6 | 19.5 | ― | ― | 1.1 | ||||
| BFS2 | Bagasse Fiber | 2 | ― | ― | 1046.6 | 1046.6 | ― | 7.8 | ― | 1.1 | ||||
| BS | Bagasse Fiber | 2 | ― | ― | 993.2 | 993.2 | 7.8 | ― | 51.4 | 1.1 | ||||
| Bagasse Sand | 5 | ― | ― | |||||||||||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ribeiro, B.; Uchiyama, T.; Tomiyama, J.; Yamamoto, T.; Yamashiki, Y. Development of Interlocking Concrete Blocks with Added Sugarcane Residues. Fibers 2020, 8, 61. https://doi.org/10.3390/fib8100061
Ribeiro B, Uchiyama T, Tomiyama J, Yamamoto T, Yamashiki Y. Development of Interlocking Concrete Blocks with Added Sugarcane Residues. Fibers. 2020; 8(10):61. https://doi.org/10.3390/fib8100061
Chicago/Turabian StyleRibeiro, Bruno, Tadaaki Uchiyama, Jun Tomiyama, Takashi Yamamoto, and Yosuke Yamashiki. 2020. "Development of Interlocking Concrete Blocks with Added Sugarcane Residues" Fibers 8, no. 10: 61. https://doi.org/10.3390/fib8100061
APA StyleRibeiro, B., Uchiyama, T., Tomiyama, J., Yamamoto, T., & Yamashiki, Y. (2020). Development of Interlocking Concrete Blocks with Added Sugarcane Residues. Fibers, 8(10), 61. https://doi.org/10.3390/fib8100061