
Online Pre-Treatment of Thermomechanical Pulp with Emulsified Maleated Polypropylene for Processing of Extruded Thermoplastic Composites


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Compounding and Extrusion of Wood-Plastic Composites
2.3. Determination of Mechanical and Physical Properties of the Composites
2.4. Fourier-Transform Infrared Spectroscopy (ATR-FTIR)
2.5. X-ray Photoelectron Spectroscopy (XPS)
2.6. Soxhlet Extraction and Microscopy
3. Results and Discussion
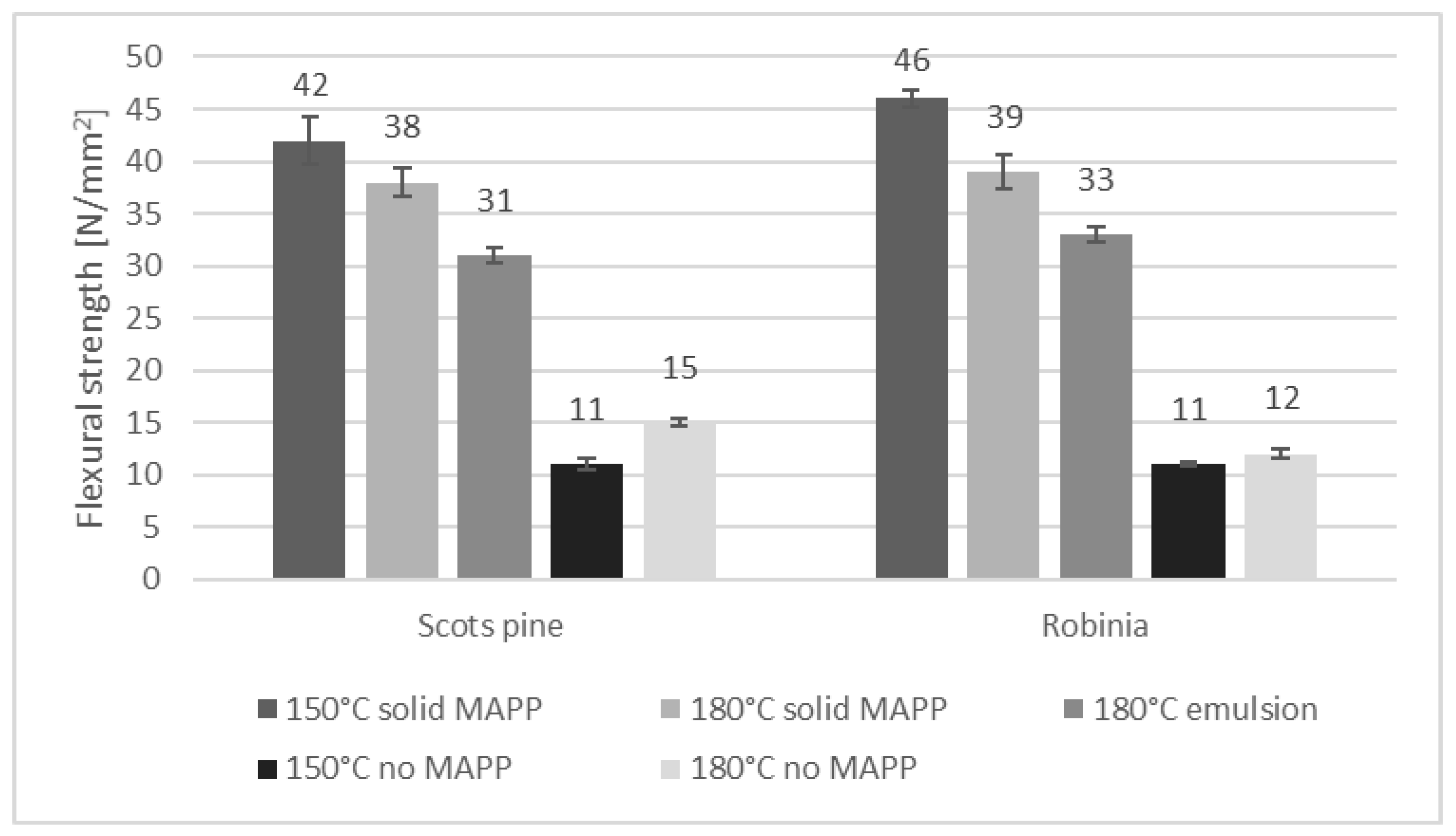
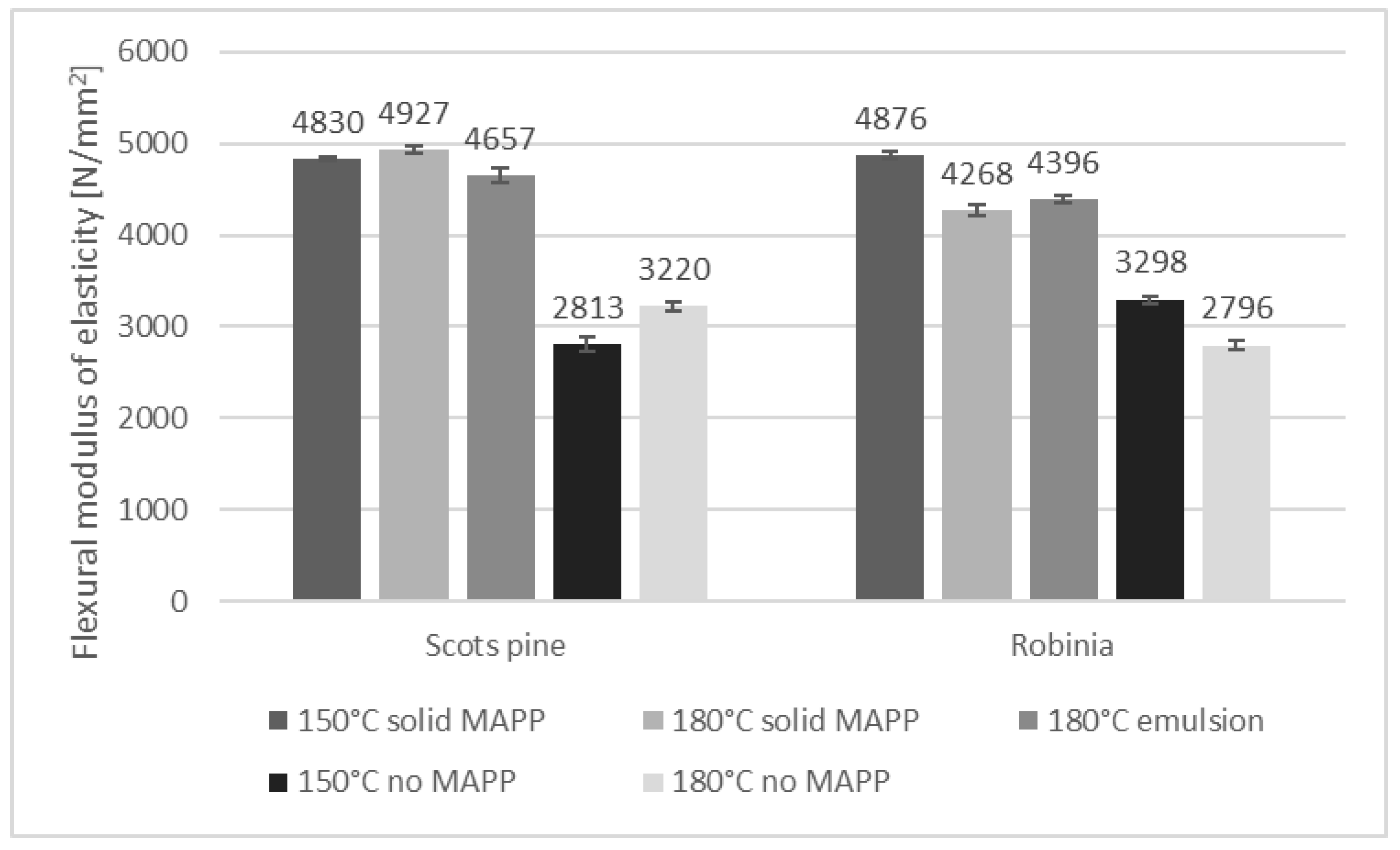
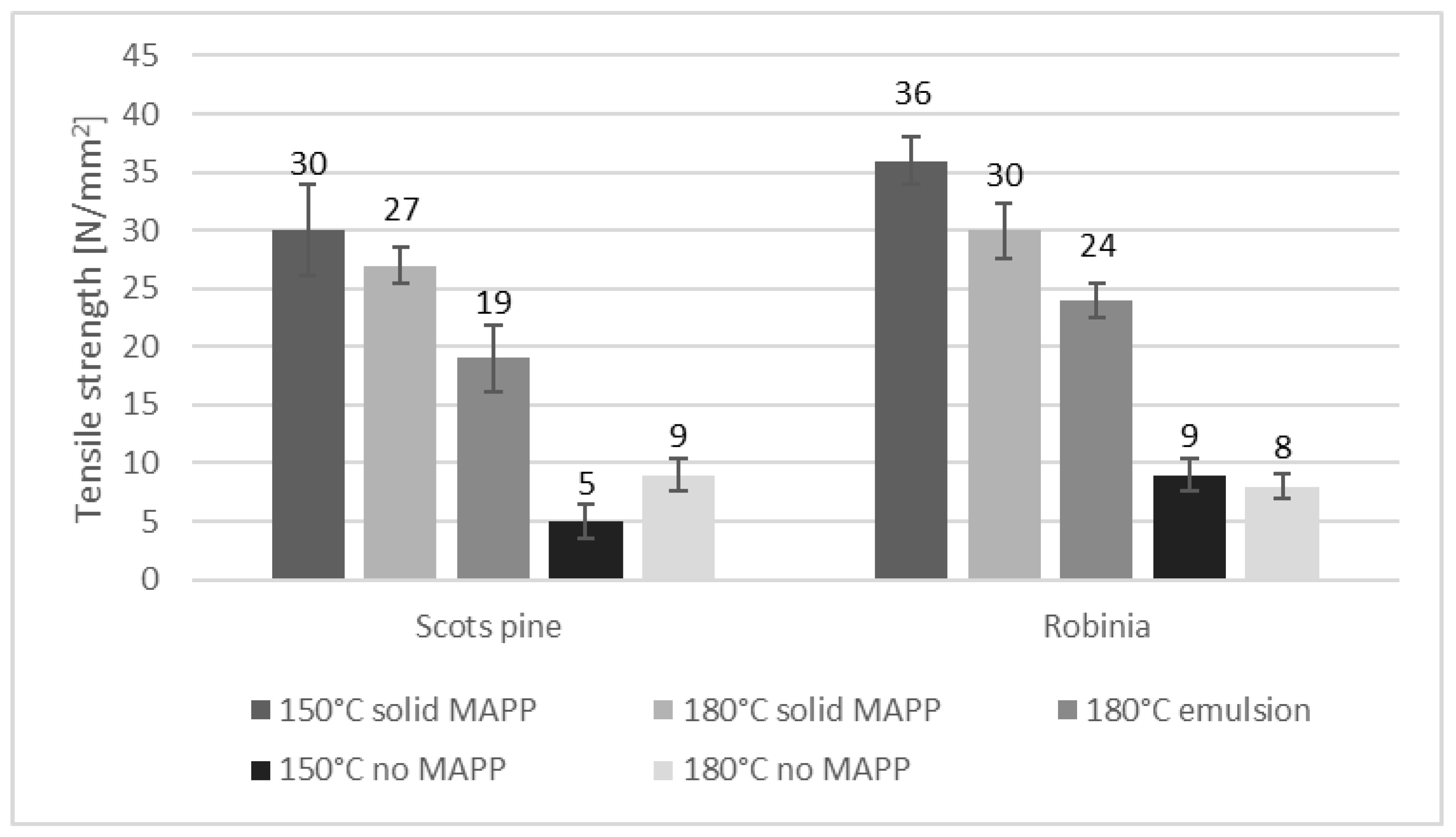
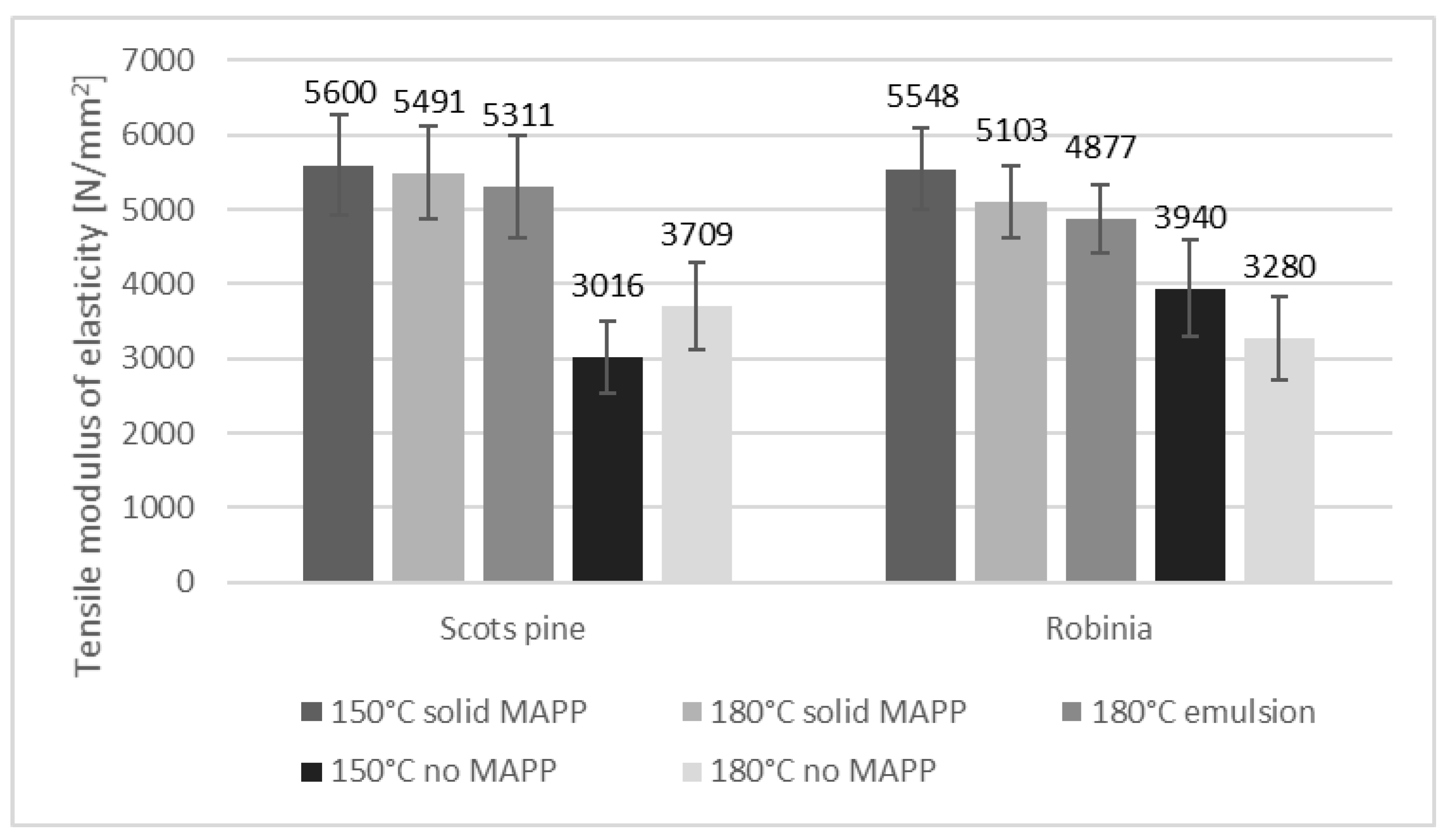
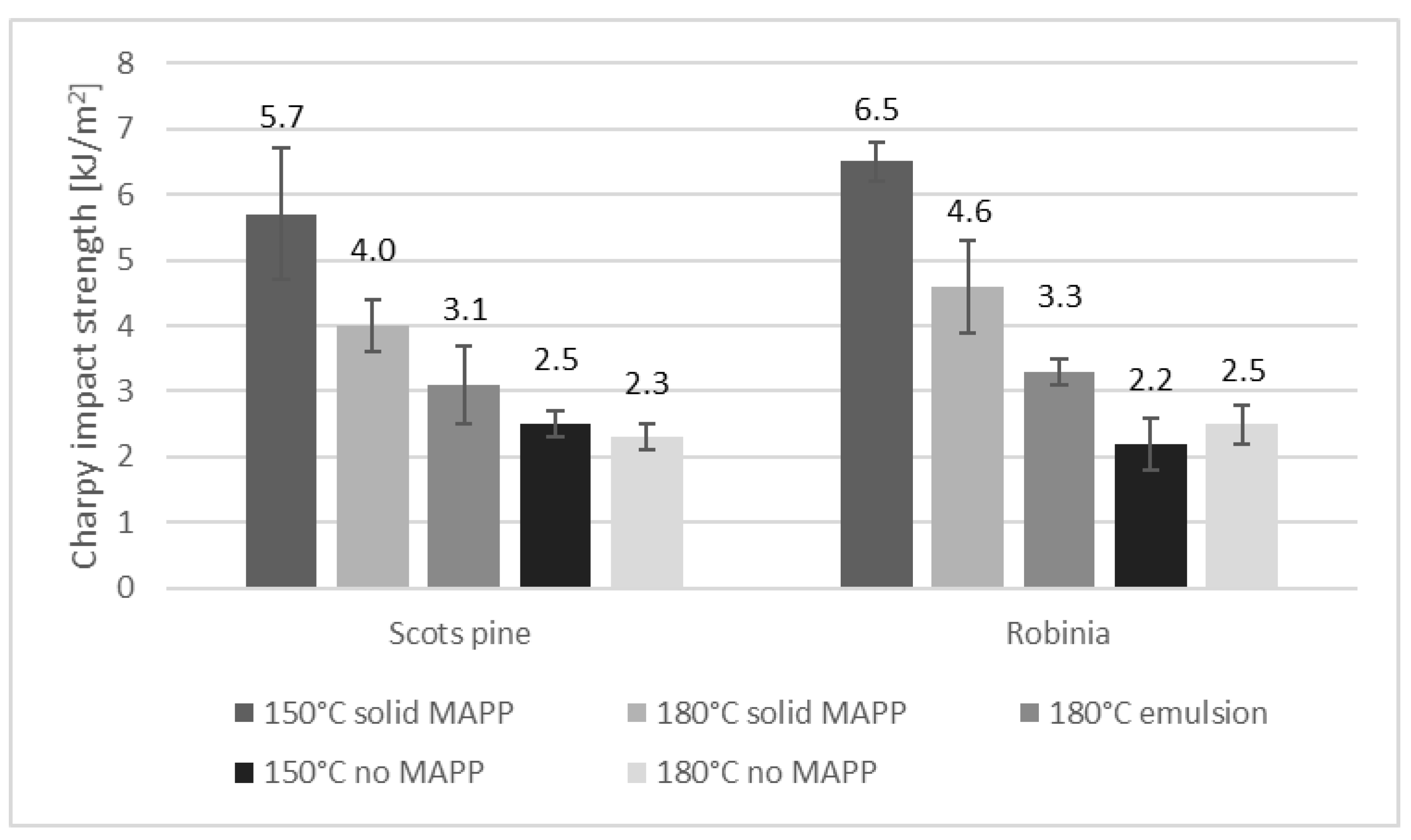
3.1. Mechanical Properties of WPC Made with TMP Fibres and Coupling Agent
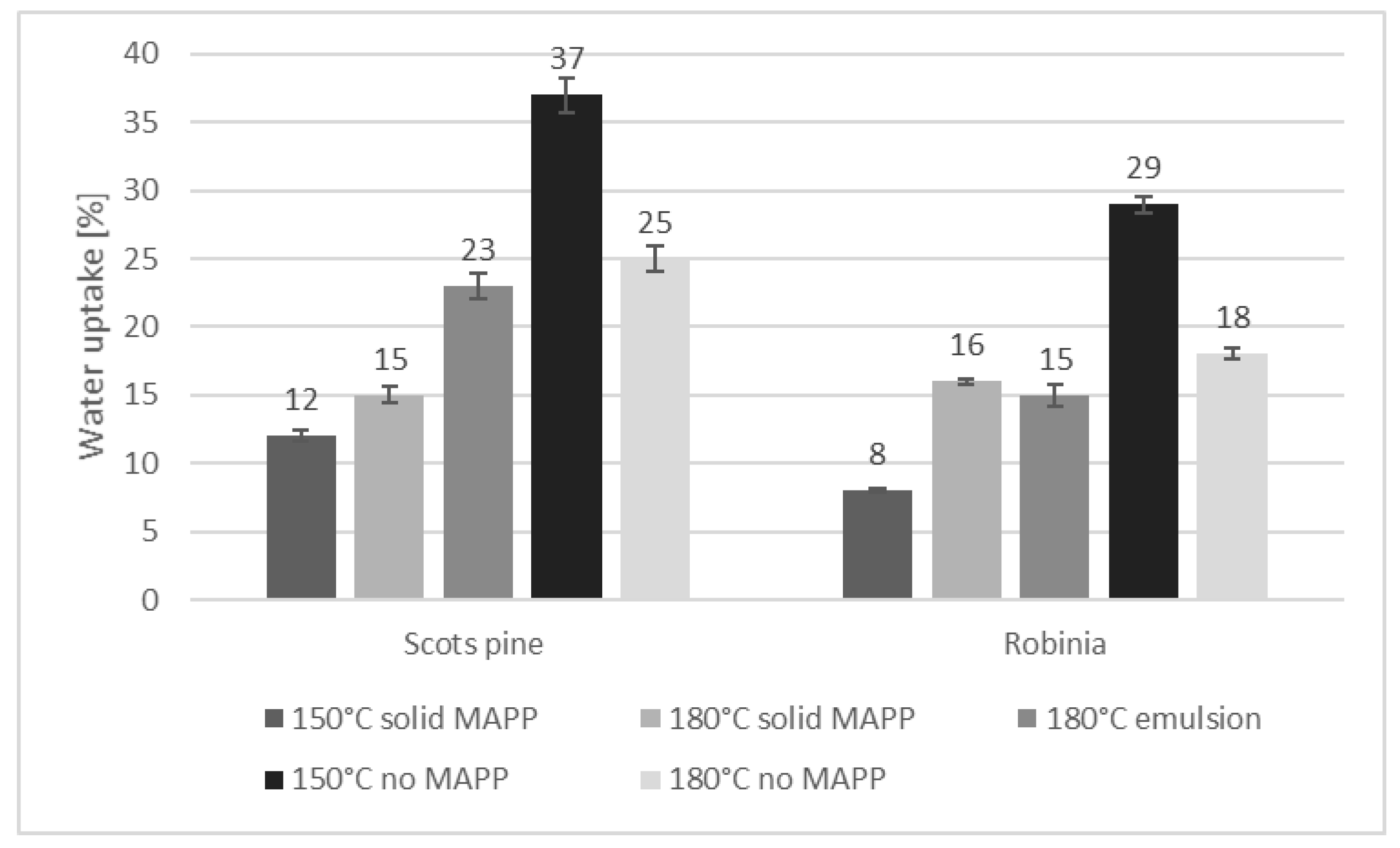
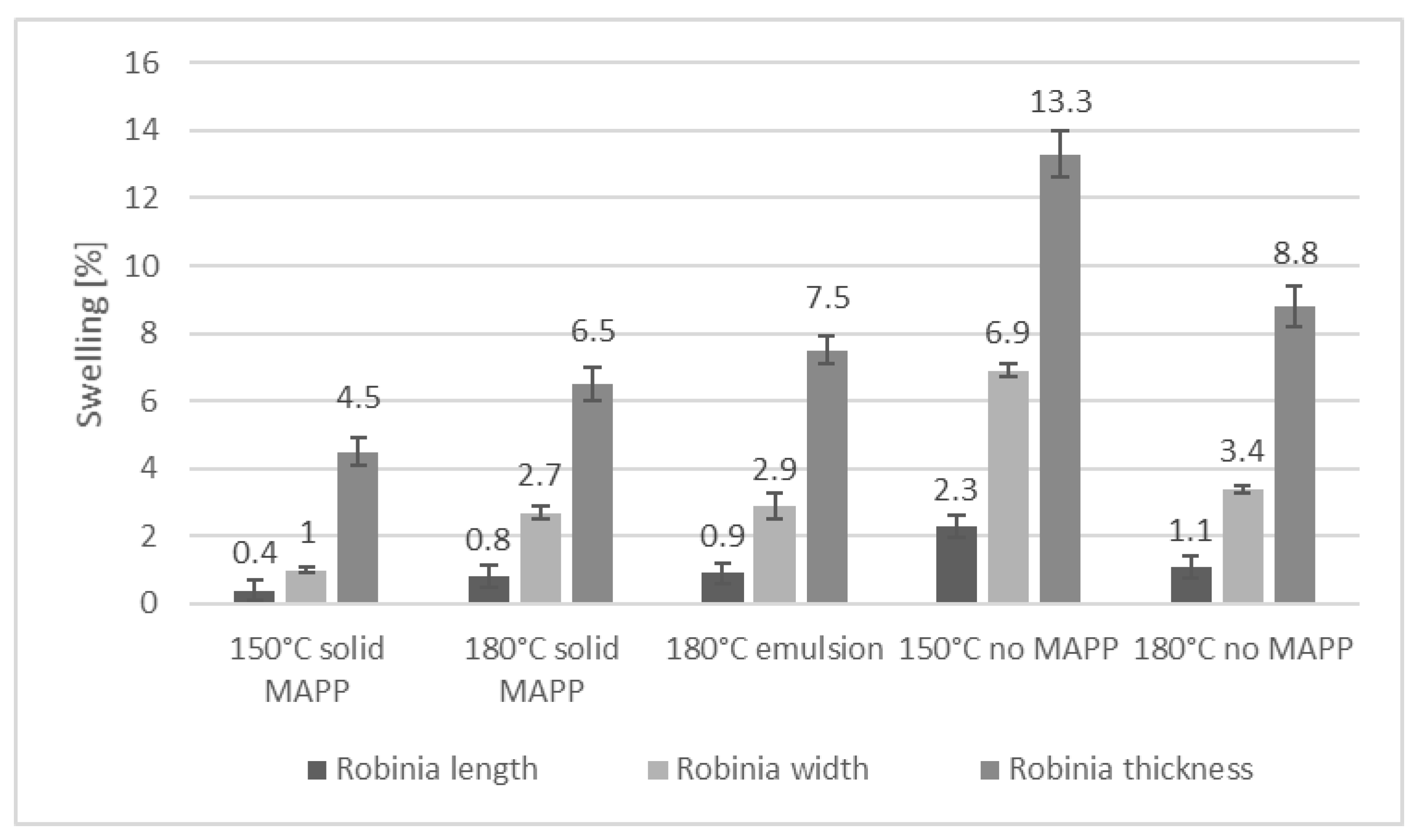
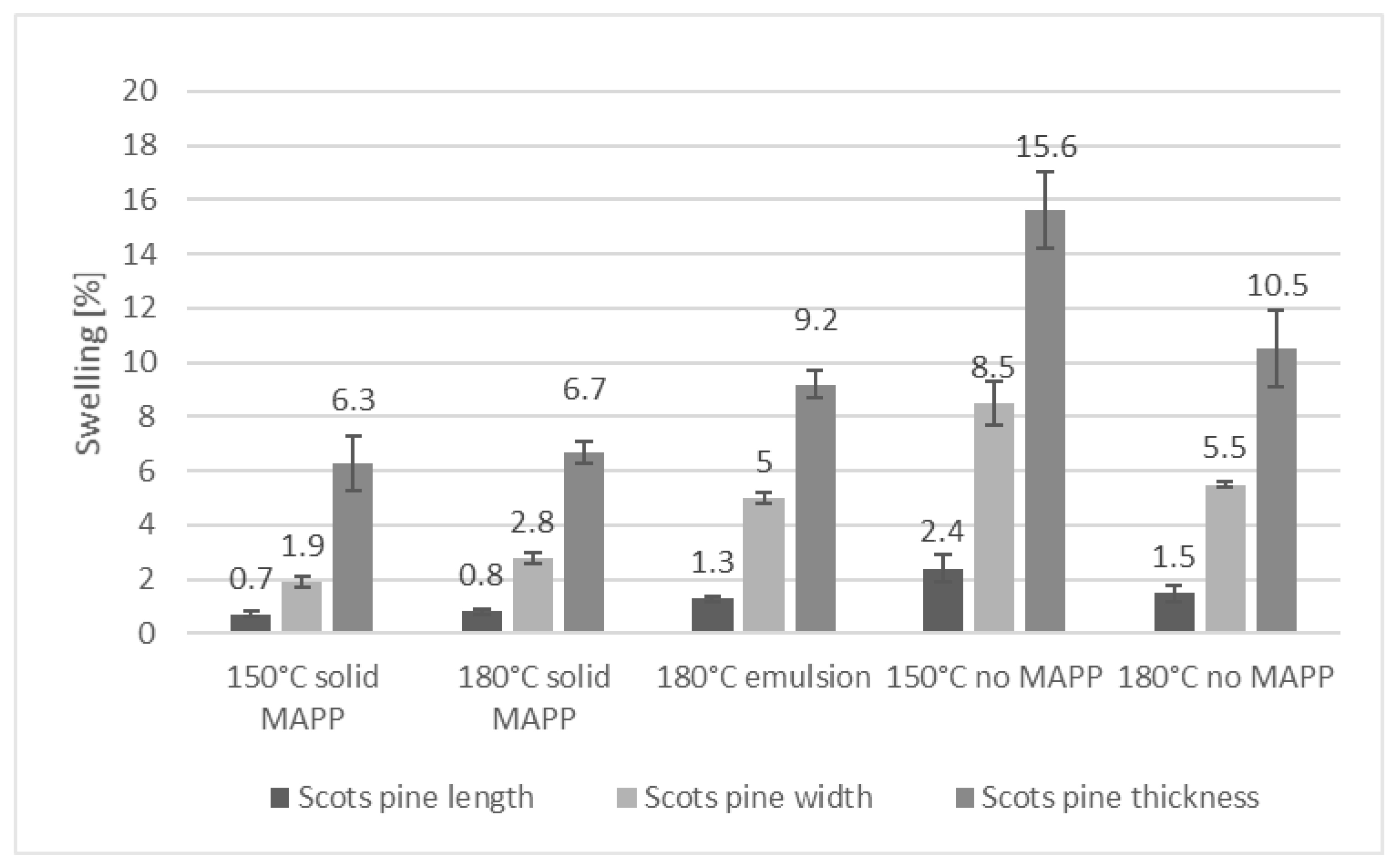
3.2. Water Absorption and Swelling of WPC Based on TMP Modified with MAPP
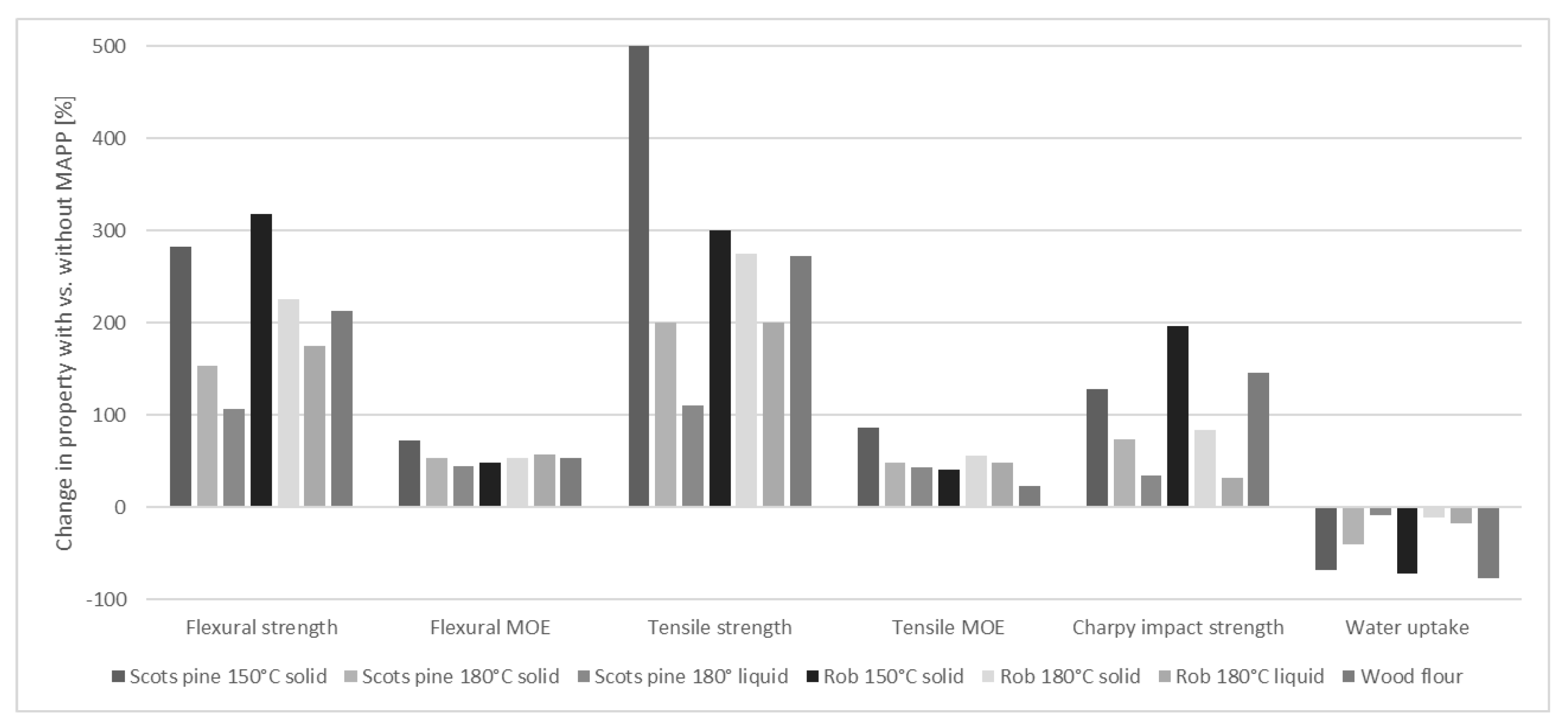
3.3. Comparison of the Mechanical Properties and Water Uptake for Composites with and without MAPP
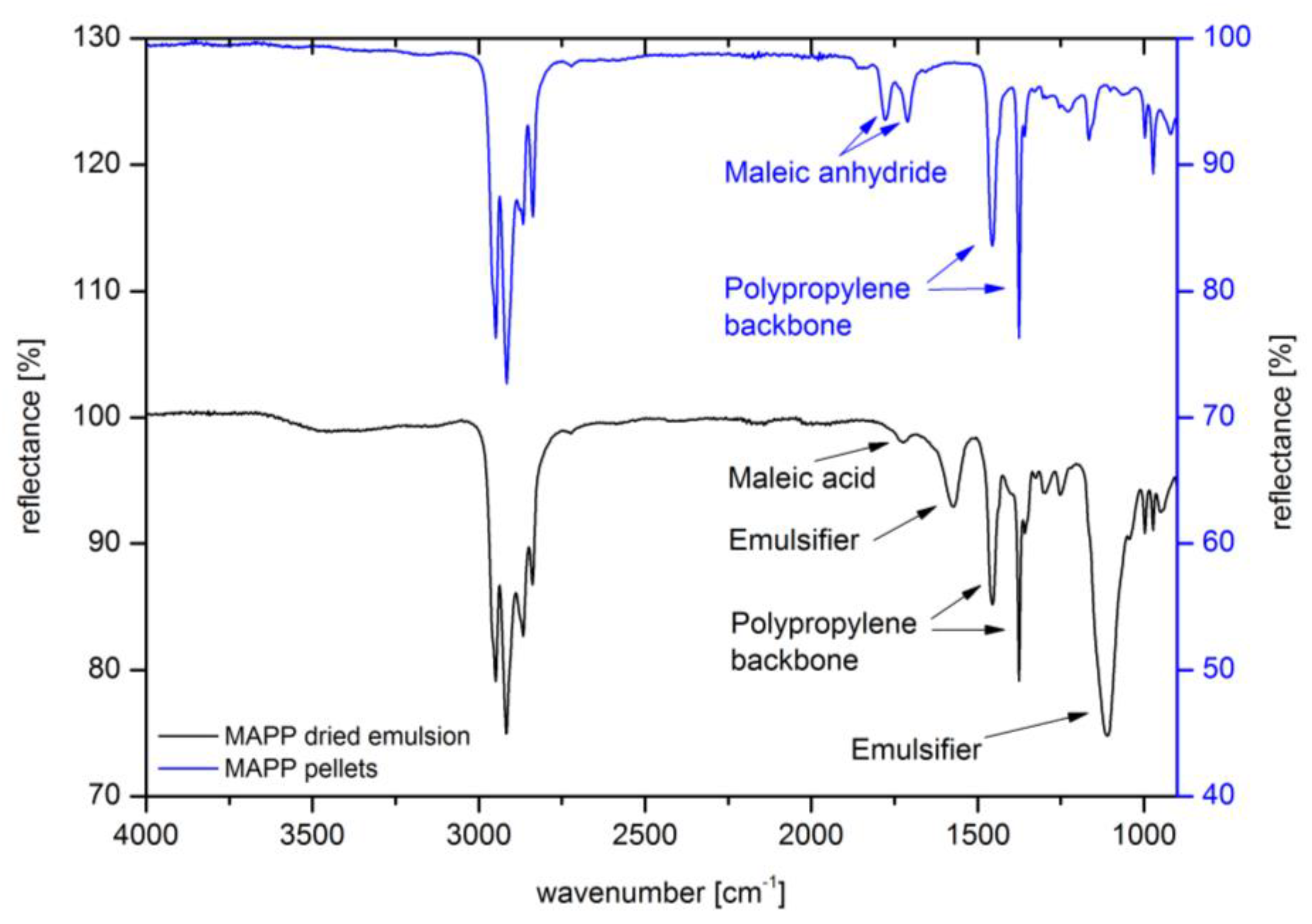
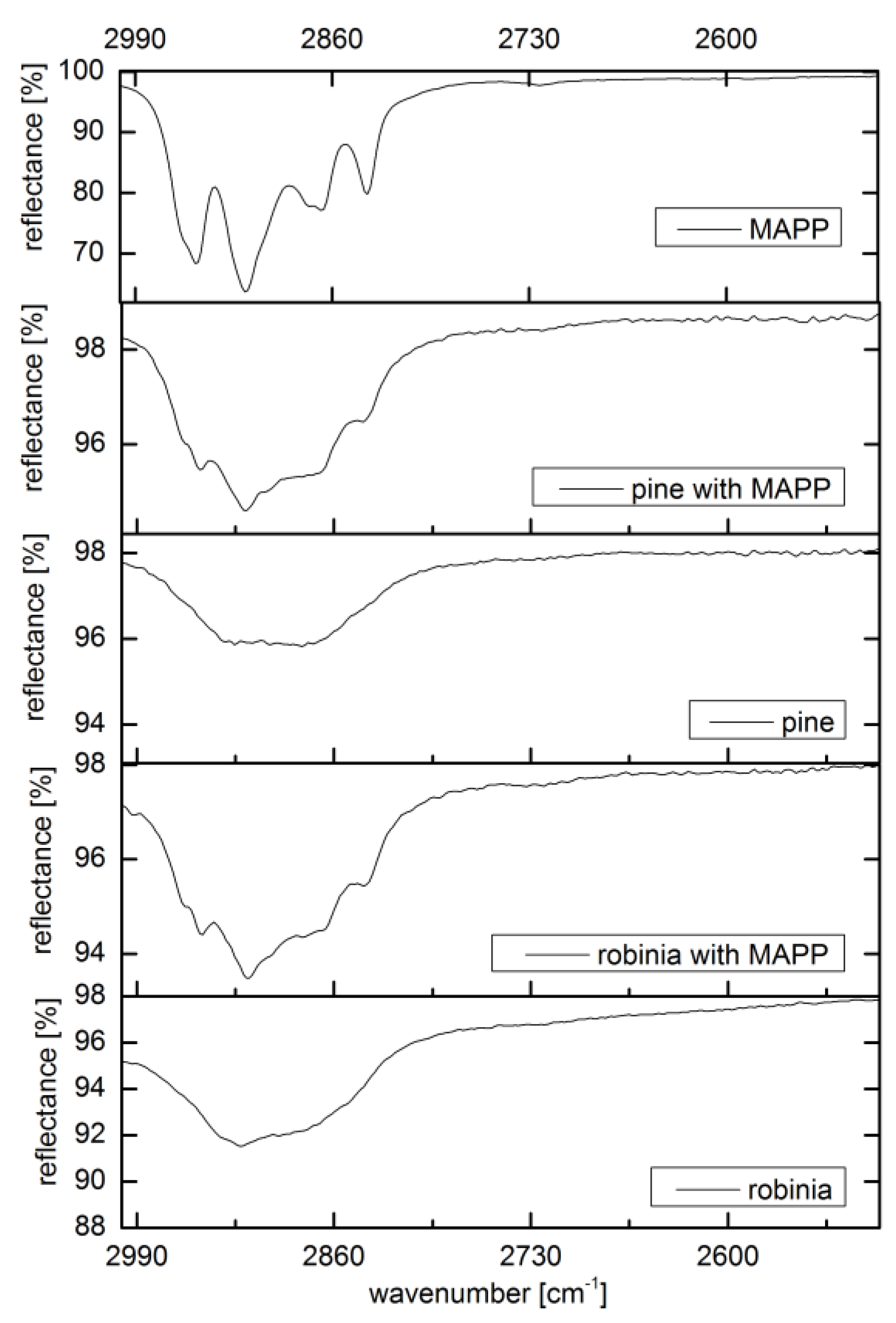
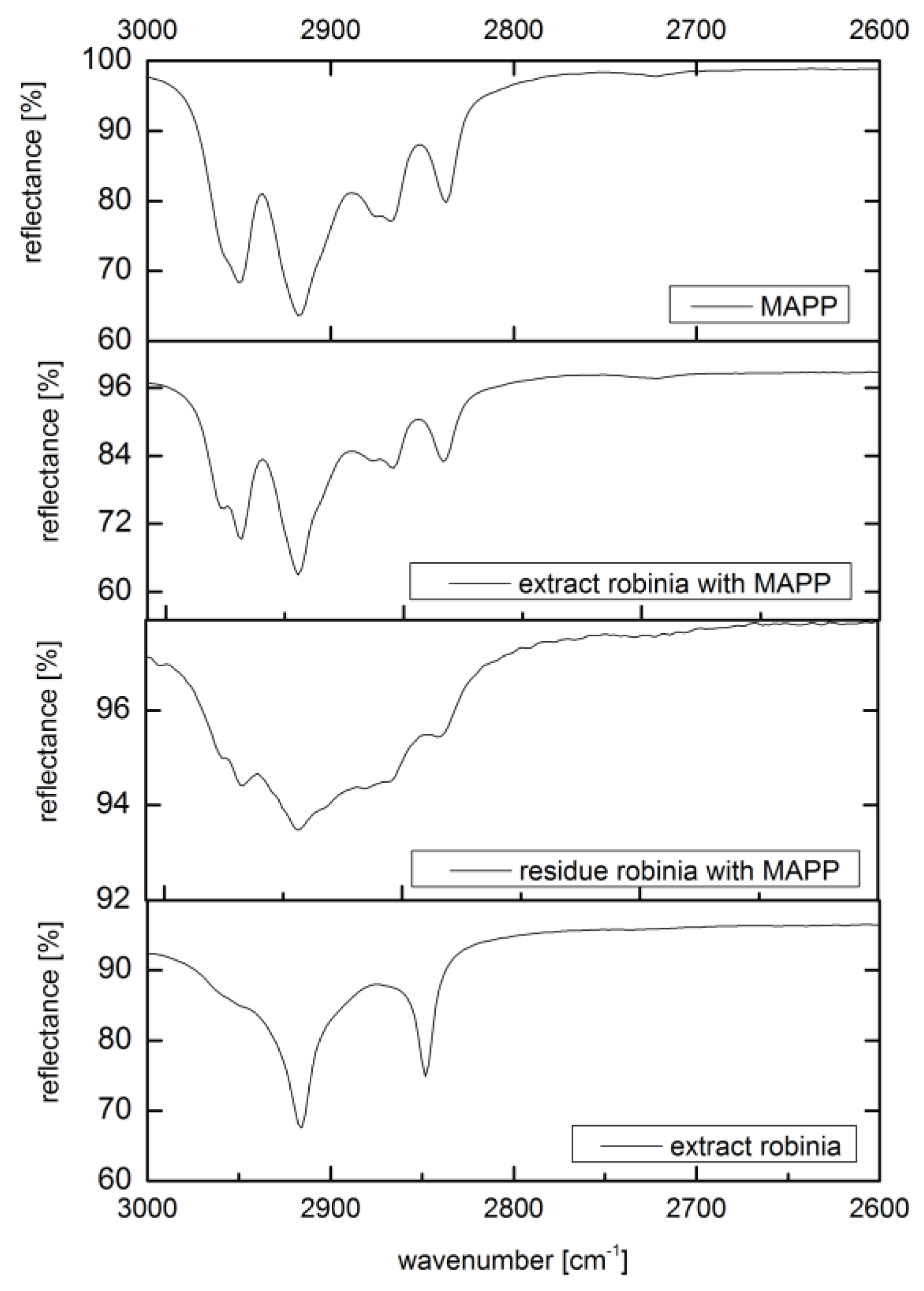
3.4. Characterization of TMP Modified with Emulsified MAPP: ATR-FTIR
3.5. Characterization of TMP Modified with Emulsified MAPP: X-ray Photoelectron Spectroscopy (XPS)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Carbon Atom Class | Chemical Bond(s) | Binding Energy (eV) | Main Wood Component |
|---|---|---|---|
| C1 | C-C/C-H | 285.0 ± 0.4 | Lignin, extractives |
| C2 | C-O | 286.5 ± 0.4 | Carbohydrates |
| C3 | C=O/O-C=O | 288.0 ± 0.4 | Carbohydrates |
| C4 | O-C=O | 289.5 ± 0.4 | Lignin and extractives |
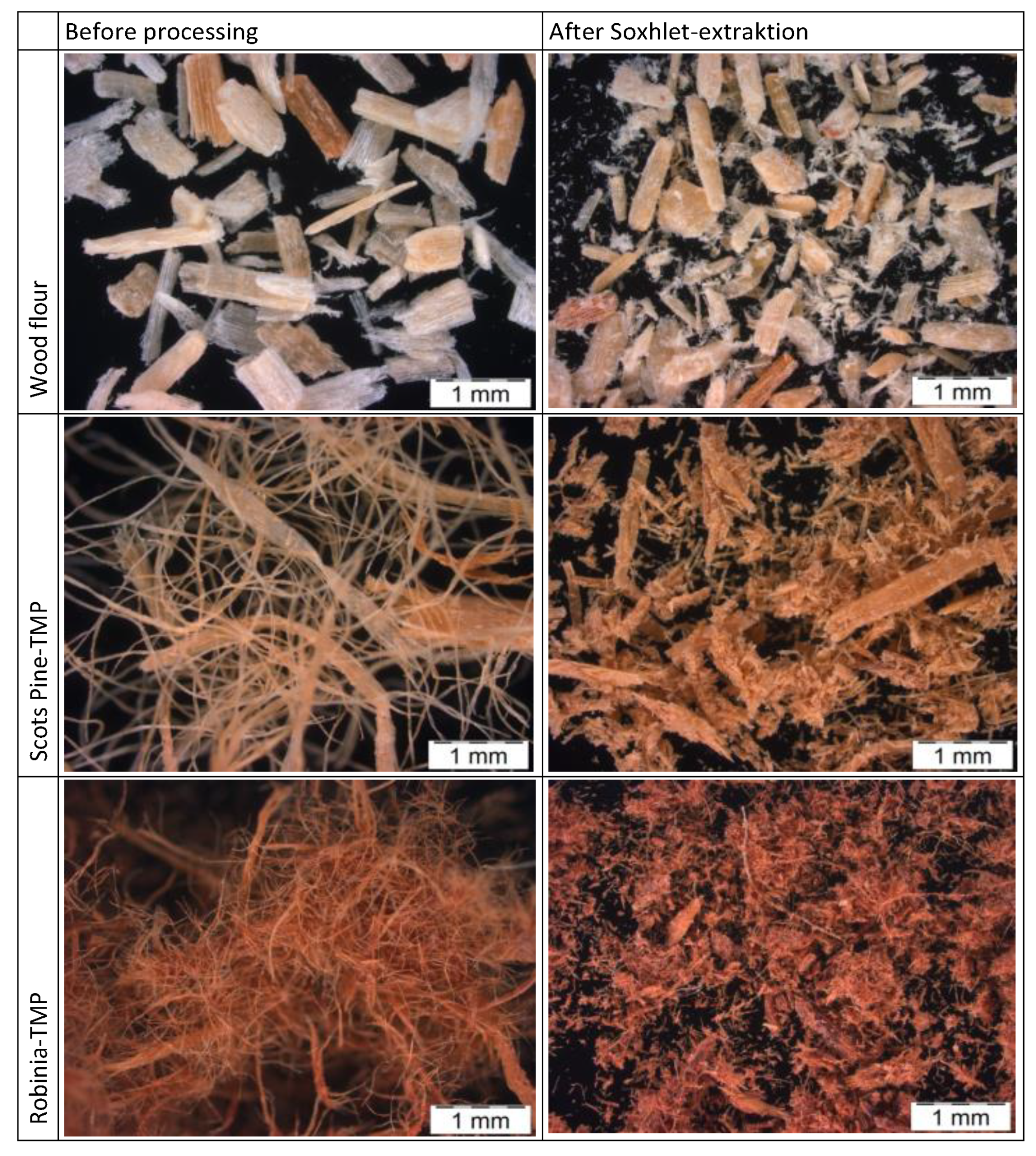
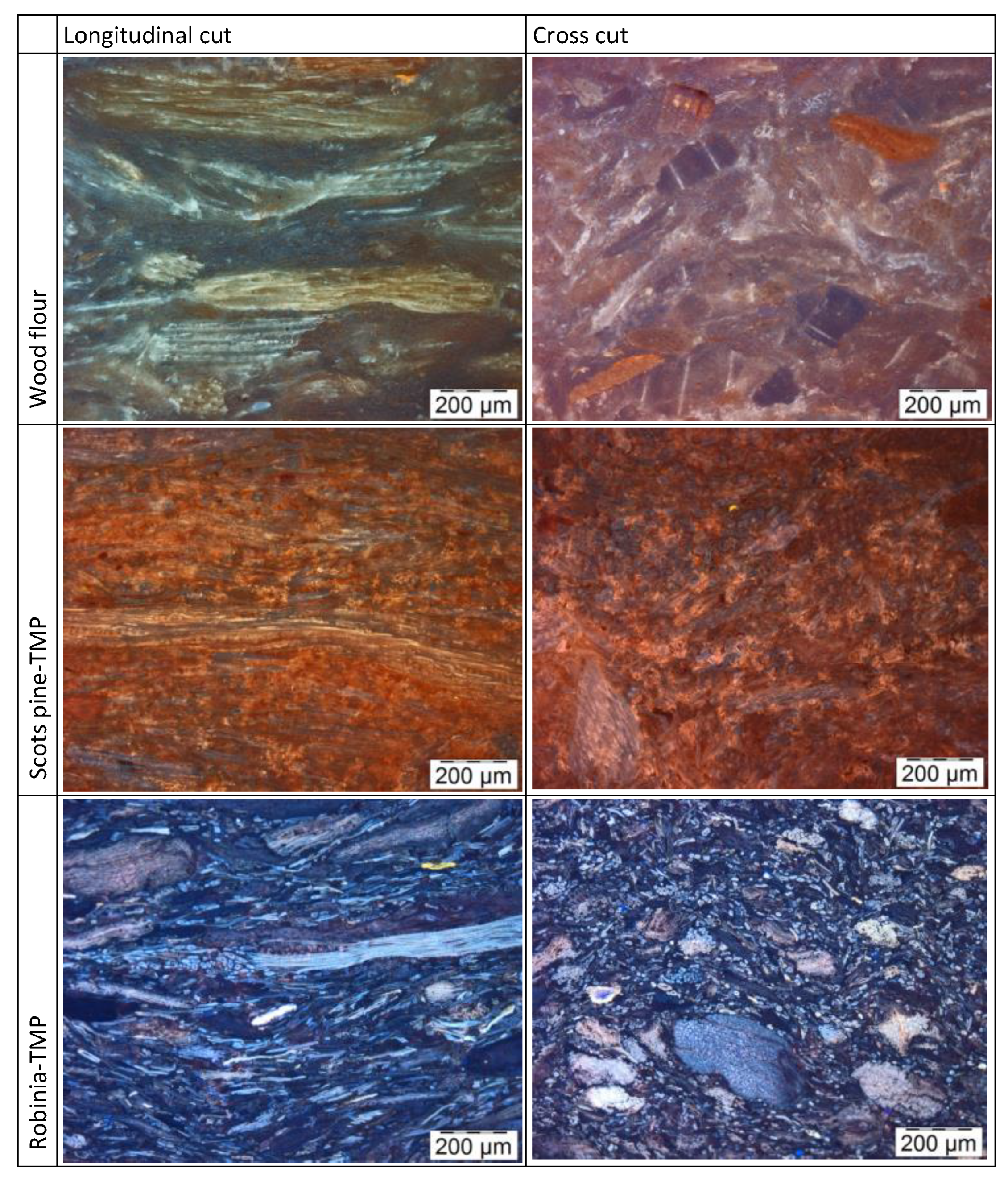
3.6. Microscopical Analysis of TMP and Wood Flour before and after Processing and of Composites Made with MAPP-Treated TMP
4. Conclusions
- Solid versus emulsified MAPP: Under the conditions of this study, pre-treatment of TMP with emulsified, maleated PP after the defibration process did not lead to an improvement in composite performance compared to when maleated PP in solid form was applied during compounding. This was attributed to the chemical nature of the emulsifier and the interference of the emulsifier with the MAPP. Possibly, emulsified MAPP works better with increased amounts.
- TMP versus wood flour: The strength properties of WPC made with TMP fibres were lower than those of WPC made with commercial softwood flour, probably due to fibre degradation during compounding and extrusion. In addition, the dispersion of the wood flour in the PP matrix appears to have been better compared to the fibres, and the bonding of the MAPP on TMP fibre surfaces may have been prevented by the presence of lignin on the fibres. The application of a coupling agent which enhances the bonding of a lignin-rich (hydrophobic) fibre surface and polypropylene matrix could be beneficial. Lignin-based coupling agents may be an option and would offer the benefit of a highly bio-based solution.
- TMP based on Robinia versus Scots pine: In terms of flexural, tensile and Charpy impact strength, Robinia TMP showed superior performance compared to Scots pine TMP. This could be due to the higher L/D ratio of Robinia fibres (112) compared to Scots pine tracheids (70–103) since the strength and rigidity of composites increase with increasing L/D ratio.
- Higher versus lower temperature during thermomechanical pulping: In the presence of MAPP and with increasing temperature, a decrease in strength properties and an increase in water uptake and swelling were observed. However, in the absence of MAPP, with increasing temperature, strength remained at the same level or was slightly increased, and water uptake was reduced. The results could be partially explained with the chemical composition of the fibre surfaces. If a more hydrophilic fibre surface is generated, better performance of MAPP could be expected. Theoretically, this would be possible if the defibration process was performed at a temperature below the glass transition temperature of lignin, which is approximately 120–140 °C under the specific conditions during refining, taking into account the moisture of the wood chips, the shear frequency of the refiner, disc geometry, etc. [71]. However, normally, temperatures of 150 °C and higher are applied in the defibration process because the higher the temperature, the lower the energy required for defibration. At temperatures of 150 °C and higher, the middle lamella of the fibres, which contains the highest amount of lignin, is plasticized, hence it takes relatively little energy to separate the wood into individual fibres. After the cooling of the fibres, the lignin returns to a glassy state and remains on the fibre surfaces as inert crust. Hence, such fibres are chemically rather inactive. More chemically active fibres can be generated by applying a chemo-thermo-mechanical pulping process.
- Evaluation of coupling agent performance: Some ester links could be detected between TMP and MAPP using ATR-FTIR spectroscopy, which showed that maleic anhydride partially bonded to the fibres; however, some non-activated maleic anhydride remained. XPS results confirmed that softwood flour was more hydrophilic than TMP made from Robinia, as indicated by the higher O/C ratio. These surface analysis results can help to explain the mechanical and physical performance of the composites.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Warnes, J.M.; Fernyhough, A.; Anderson, C.R.; Lee, B.J.; Witt, M.R.J. Method for Producing Wood Fibre Pellets; Wipo: Geneva, Switzerland, 2006. [Google Scholar]
- Warnes, J.; Witt, M.; Anderson, R.; Shar, S. High aspect ratio fibres for reinforcing wood plastic composites. In Proceedings of the Wood-Plastic Composites 2005, Applied Market Information, Vienna, Austria, 5–7 December 2005. [Google Scholar]
- Méndez, J.A.; Vilaseca, F.; Pèlach, M.A.; López, J.P.; Barberà, L.; Turon, X.; Gironès, J.; Mutjé, P. Evaluation of the rein-forcing effect of ground wood pulp in the preparation of polypropylene-based composites coupled with maleic anhydride grafted polypropylene. J. Appl. Polym. Sci. 2007, 105, 3588–3596. [Google Scholar] [CrossRef]
- Lerche, H.; Benthien, J.T.; Schwarz, K.U.; Ohlmeyer, M. Effects of defibration conditions on mechanical and physical properties of wood fiber/high-density polyethylene composites. J. Wood Chem. Technol. 2013, 34, 98–110. [Google Scholar] [CrossRef]
- Stark, N.M.; Rowlands, R.E. Effects of wood fiber characteristics on mechanical properties of wood/polypropylene composites. Wood Fiber Sci. 2003, 35, 167–174. [Google Scholar]
- Schirp, A.; Stender, J. Properties of extruded wood-plastic composites based on refiner wood fibres (TMP fibres) and hemp fibres. Eur. J. Wood Prod. 2010, 68, 219–231. [Google Scholar] [CrossRef] [Green Version]
- Horbens, M.; Pfriem, A.; Ganster, J.; Wagenführ, A. Holzfasern als Verstärkungsfasern in Holz-Polypropylen-Verbundwerkstoffen. Holztechnologie 2012, 53, 21–25. (In German) [Google Scholar]
- Thumm, A.; Dickson, A.R. The influence of fibre length and damage on the mechanical performance of polypropylene/wood pulp composites. Compos. Part A Appl. Sci. Manuf. 2013, 46, 45–52. [Google Scholar] [CrossRef]
- Schirp, A.; Mannheim, M.; Plinke, B. Influence of refiner fibre quality and fibre modification treatments on properties of injection-moulded beech wood–plastic composites. Compos. Part A Appl. Sci. Manuf. 2014, 61, 245–257. [Google Scholar] [CrossRef]
- Klason, C.; Kubát, J.; Strömvall, H.-E. The efficiency of cellulosic fillers in common thermoplastics. Part 1. Filling without processing aids or coupling agents. Int. J. Polym. Mater. 1984, 10, 159–187. [Google Scholar] [CrossRef]
- Raj, R.G.; Kokta, B.V.; Maldas, D.; Daneault, C. Use of wood fibers in thermoplastic composites: VI. Isocyanate as a bonding agent for polyethylene-wood fiber composites. Polym. Compos. 1988, 9, 404–411. [Google Scholar] [CrossRef]
- Maldas, D.; Kokta, B. Improving adhesion of wood fiber with polystyrene by the chemical treatment of fiber with a coupling agent and the influence on the mechanical properties of composites. J. Adhes. Sci. Technol. 1989, 3, 529–539. [Google Scholar] [CrossRef]
- Maldas, D.; Kokta, B.V. Effects of coating treatments on the mechanical behavior of wood-fiber-filled polystyrene composites. I. Use of polyethylene and isocyanate as coating components. J. Appl. Polym. Sci. 1990, 40, 917–928. [Google Scholar] [CrossRef]
- Beg, M.; Pickering, K. Mechanical performance of Kraft fibre reinforced polypropylene composites: Influence of fibre length, fibre beating and hygrothermal ageing. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1748–1755. [Google Scholar] [CrossRef]
- Migneault, S.; Koubaa, A.; Erchiqui, F.; Chaala, A.; Englund, K.; Krause, C.; Wolcott, M. Effect of fiber length on processing and properties of extruded wood-fiber/HDPE composites. J. Appl. Polym. Sci. 2008, 110, 1085–1092. [Google Scholar] [CrossRef] [Green Version]
- Migneault, S.; Koubaa, A.; Erchiqui, F.; Chaala, A.; Englund, K.; Wolcott, M.P. Effects of processing method and fiber size on the structure and properties of wood–plastic composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 80–85. [Google Scholar] [CrossRef]
- Renneckar, S.; Zink-Sharp, A.; Glasser, W.G. Fiber surface modification by steam-explosion: Sorption studies with co-refined wood and polyolefins. Wood Fiber Sci. 2006, 38, 427–438. [Google Scholar]
- Mertens, O.; Krause, K.C.; Krause, A. Evaluation of wood fiber composites based on a novel simultaneous defibration and compounding process. J. Appl. Polym. Sci. 2018, 135, 45859. [Google Scholar] [CrossRef]
- Mertens, O.; Gurr, J.; Krause, A. The utilization of thermomechanical pulp fibers in WPC: A review. J. Appl. Polym. Sci. 2017, 134, 45161. [Google Scholar] [CrossRef] [Green Version]
- Nygård, P.; Tanem, B.; Karlsen, T.; Brachet, P.; Leinsvang, B. Extrusion-based wood fibre–PP composites: Wood powder and pelletized wood fibres—A comparative study. Compos. Sci. Technol. 2008, 68, 3418–3424. [Google Scholar] [CrossRef]
- Peltola, H.; Pääkkönen, E.; Jetsu, P. Effects of physical pretreatment of wood fibres on fibre morphology and biocomposite properties. Plast. Rubber Compos. 2011, 40, 86–92. [Google Scholar] [CrossRef]
- Peltola, H.; Pääkkönen, E.; Jetsu, P.; Heinemann, S. Wood based PLA and PP composites: Effect of fibre type and matrix polymer on fibre morphology, dispersion and composite properties. Compos. Part A Appl. Sci. Manuf. 2014, 61, 13–22. [Google Scholar] [CrossRef]
- Solala, I.; Koistinen, A.; Siljander, S.; Vuorinen, J. Composites of high-temperature thermomechanical pulps and polylactic acid. BioResources 2015, 11, 1125–1140. [Google Scholar] [CrossRef] [Green Version]
- Filgueira, D.; Holmen, S.; Melbø, J.K.; Moldes, D.; Echtermeyer, A.T.; Chinga-Carrasco, G. Enzymatic-assisted modification of thermomechanical pulp fibers to improve the interfacial adhesion with poly(lactic acid) for 3D Printing. ACS Sustain. Chem. Eng. 2017, 5, 9338–9346. [Google Scholar] [CrossRef]
- Guo, Q.; Cheng, B.; Kortschot, M.; Sain, M.; Knudson, R.; Deng, J.; Alemdar, A. Performance of long Canadian natural fibers as reinforcements in polymers. J. Reinf. Plast. Compos. 2010, 29, 3197–3207. [Google Scholar] [CrossRef]
- Wolcott, M.P. Wood-plastic composites. In Encyclopedia of Materials: Science and Technology; Buschow, K.H.L., Chan, R., Flemings, M., Ilschner, B., Kramer, E., Mahajan, S., Veyssiere, P., Eds.; Elsevier: Amsterdam, The Netherlands, 2001; pp. 9759–9763. [Google Scholar]
- Nechwatal, A.; Reußmann, T.; Bohm, S.; Richter, E. The Dependence between the process technologies and the effect of MAH-PP- adhesives in natural fibre reinforced thermoplastic composites. Adv. Eng. Mater. 2005, 7, 68–73. [Google Scholar] [CrossRef]
- Felix, J.M.; Gatenholm, P. The Nature of Adhesion in Composites of Modified Cellulose Fibers and PP. J. Appl. Polym. Sci. 1991, 42, 609–620. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Reihmane, S.; Gassan, J. Thermoplastics reinforced with wood fillers: A literature review. Polym. Technol. Eng. 1998, 37, 451–468. [Google Scholar] [CrossRef]
- Woodhams, R.T.; Thomas, G.; Rodgers, D.K. Wood fibers as reinforcing fillers for polyolefins. Polym. Eng. Sci. 1984, 24, 1166–1171. [Google Scholar] [CrossRef]
- Dalväg, H.; Klason, C.; Strömvall, H.-E. The efficiency of cellulosic fillers in common thermoplastics. Part II. Filling with processing aids and coupling agents. Int. J. Polym. Mater. 1985, 11, 9–38. [Google Scholar] [CrossRef]
- Felix, J.M.; Gatenholm, P.; Schreiber, H.P. Controlled interactions in cellulose-polymer composites. 1: Effect on mechanical properties. Polym. Compos. 1993, 14, 449–457. [Google Scholar] [CrossRef]
- Specht, K. Holz- und hanffaserverstärktes Polypropylen in der Spritzgießverarbeitung: Faseraufschluss- und Verbundaufbereitungsverfahren, Haftvermittler, Alterungsverhalten. Ph.D. Thesis, Institut für Werkstofftechnik—Kunststoff- und Recyclingtechnik, University of Kassel, Kassel, Germany, 2007. (In German). [Google Scholar]
- Krzysik, A.M.; Youngquist, J.A. Bonding of air-formed wood fibre/polypropylene fibre composites. Int. J. Adhes. Adhes. 1991, 11, 235–240. [Google Scholar] [CrossRef]
- Nechwatal, A.; Reussmann, T.; Lützkendorf, R.; Richter, E. What do coupling agents accomplish in practical processes? Kunststoffe 2004, 12, 156–161. [Google Scholar]
- Fang, H.; Zhang, Y.; Deng, J.; Rodrigue, D. Effect of fiber treatment on the water absorption and mechanical properties of hemp fiber/polyethylene composites. J. Appl. Polym. Sci. 2013, 127, 942–949. [Google Scholar] [CrossRef]
- Lüdemann, G. Die Robinie in den norddeutschen Bundesländern. Forst Holz 2005, 11, 447–449. (In German) [Google Scholar]
- Schirp, A.; Weidenmüller, I. Strategies for improving the resistance of wood-plastic composites (WPC) against wood-decay fungi. In Proceedings of the 8th Global WPC and Natural Fibre Composites Congress and Exhibition, Stuttgart, Germany, 22–23 June 2010. [Google Scholar]
- Carlborn, K.; Matuana, L.M. Functionalization of wood particles through a reactive extrusion process. J. Appl. Polym. Sci. 2006, 101, 3131–3142. [Google Scholar] [CrossRef]
- Gauthier, R.; Joly, C.; Coupas, A.C.; Escoubes, M. Interfaces in polyolefin/cellulosic fiber composites: Chemical coupling, morphology, correlation with adhesion and aging in moisture. Polym. Compos. 1998, 19, 287–300. [Google Scholar] [CrossRef]
- Lu, J.Z.; Wu, Q.; McNabb, H.S. Chemical coupling in wood fiber and polymer composites: A review of coupling agents and treatments. Wood Fiber Sci. 2000, 32, 88–104. [Google Scholar]
- Kazayawoko, M.; Balatinecz, J.J.; Matuana, L.M. Surface modification and adhesion mechanisms in wood-fiber-polypropylene composites. J. Mater. Sci. 1999, 34, 6189–6199. [Google Scholar] [CrossRef]
- Lee, B.; McDonald, A.G.; James, B. Influence of fibre length on the mechanical properties of woodfibre/polypropylene prepreg sheets. Mater. Res. Inn. 2001, 4, 97–103. [Google Scholar] [CrossRef]
- Rude, E.; Laborie, M.-P.G. Carbon-13 Cross polarization magic-angle-spinning nuclear magnetic resonance investigation of the interactions between maleic anhydride grafted polypropylene and wood polymers. Appl. Spectrosc. 2008, 62, 563–568. [Google Scholar] [CrossRef]
- Miller, N.A.; Stirling, C.D.; van Tilburg, V.S.M. Effects of fibre treatment on fibre/matrix interfacial bonding in Pinus radiata fibre/thermoplastic composites. Polym. Polym. Compos. 1995, 3, 117–127. [Google Scholar]
- Roffael, E.; Dix, B.; Schneider, T. Methode zur Erfassung der Benetzung von Holzfasern. Holz Roh Werkst. 2002, 60, 347–348. (In German) [Google Scholar] [CrossRef]
- Schneider, T.; Dix, B.; Roffael, E.; Erbreich, M. Zum Einfluss des Holzes sowie des Holzaufschlussverfahrens auf das Benetzungsverhalten von Kiefern- und Fichten-Faserstoffen. Holz Roh Werkst. 2006, 65, 29–33. (In German) [Google Scholar] [CrossRef]
- Wagenführ, R. Holzatlas, 4th ed.; Fachbuchverlag: Leipzig, Germany, 1996. (In German) [Google Scholar]
- Rowell, R.M. Handbook of Wood Chemistry and Wood Composites; CRC Press: Boca Raton, Florida, USA, 2005. [Google Scholar]
- Irvine, G.M. The significance of the glass transition of lignin in thermomechanical pulping. Wood Sci. Technol. 1985, 19, 139–149. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Jarusombuti, S.; Fueangvivat, V.; Bauchongkol, P. Effect of thermal-treatment of wood fibres on properties of flat-pressed wood plastic composites. Polym. Degrad. Stab. 2011, 96, 818–822. [Google Scholar] [CrossRef]
- Winandy, J.E.; Krzysik, A.M. Thermal degradation of wood fibers during hot-pressing of MDF composites: Part I. Relative effects and benefits of thermal exposure. Wood Fiber Sci. 2007, 39, 450–461. [Google Scholar]
- Braun, D. Erkennen von Kunststoffen: Qualitative Kunststoffanalyse mit einfachen Mitteln, 4th ed.; Carl Hanser: München, Germany, 2003. (In German) [Google Scholar]
- Kazayawoko, M.; Balatinecz, J.J.; Woodhams, R.T. Diffuse reflectance fourier transform infrared spectra of wood fibers treated with maleated polypropylenes. J. Appl. Polym. Sci. 1997, 66, 1163–1173. [Google Scholar] [CrossRef]
- Carlborn, K.; Matuana, L.M. Composite materials manufactured from wood particles modified through a reactive extrusion process. Polym. Compos. 2005, 26, 534–541. [Google Scholar] [CrossRef]
- Qui, W.; Zhang, F.; Endo, T.; Hirotsu, T. Isocyanate as a compatibilizing agent on the properties of highly crystalline cellulose/polypropylene composites. J. Mater. Sci. 2005, 40, 3607–3614. [Google Scholar]
- Sjöström, E.; Alén, R. Analytical Methods in Wood Chemistry, Pulping, and Papermaking; Springer: Berlin, Germany, 1999. [Google Scholar]
- Sinn, G.; Reiterer, G.S.; Stanzl-Tschegg, S.E. Surface analysis of different wood species using x-ray photoelectron spectroscopy (XPS). J. Mater. Sci. 2001, 36, 4673–4680. [Google Scholar] [CrossRef]
- Chtourou, H.; Riedl, B.; Kokta, B.V. Surface characterizations of modified polyethylene pulp and wood pulps fibers using XPS and inverse gas chromatography. J. Adhes. Sci. Technol. 1995, 9, 551–574. [Google Scholar] [CrossRef]
- Johansson, L.-S.; Campbell, J.; Koljonen, K.; Stenius, P. Evaluation of surface lignin on cellulose fibers with XPS. Appl. Surf. Sci. 1999, 92–95. [Google Scholar] [CrossRef]
- Matuana, L.M.; Kamdem, D.P. Accelerated ultraviolet weathering of PVC/wood-flour composites. Polym. Eng. Sci. 2002, 42, 1657–1666. [Google Scholar] [CrossRef]
- Migneault, S.; Koubaa, A.; Perré, P.; Riedl, B. Effects of wood fiber surface chemistry on strength of wood-plastic composites. Appl. Surf. Sci. 2015, 343, 11–18. [Google Scholar] [CrossRef]
- Dorris, G.M.; Gray, D.G. The surface analysis of paper and wood fibres by ESCA (electron spectroscopy for chemical analysis). I. Application to cellulose and lignin. Cellul. Chem. Technol. 1978, 12, 9–23. [Google Scholar]
- Kamdem, D.P.; Riedl, B.; Adnot, A.; Kaliaguine, S. ESCA spectroscopy of poly(methyl methacrylate) grafted onto wood fibers. J. Appl. Polym. Sci. 1991, 43, 1901–1912. [Google Scholar] [CrossRef]
- Pickering, K.L.; Abdalla, A.; Ji, C.; McDonald, A.G.; Franich, R.A. The effect of silane coupling agents on radiata pine fiber for use in thermoplastic matrix composites. Compos. Part A Appl. Sci. Manuf. 2003, 34, 915–926. [Google Scholar] [CrossRef] [Green Version]
- Beg, M.; Pickering, K. Fiber pretreatment and its effects on wood fiber reinforced polypropylene composites. Mater. Manuf. Process. 2006, 21, 303–307. [Google Scholar] [CrossRef]
- Jayme, G. Mikro-Quellungsmessungen an Zellstoffen. Wochenbl. Pap. 1944, 6, 187–194. (In German) [Google Scholar]
- Roffael, E.; Bar, G.; Behn, C.; Dix, B. Einfluss der Aufschlusstemperatur auf die morphologischen Eigenschaften von TMP aus Kiefernholz. Holz Roh Werkst. 2008, 67, 119–120. (In German) [Google Scholar] [CrossRef] [Green Version]
- Oksanen, T.; Buchert, J.; Viikari, L. The Role of Hemicelluloses in the hornification of bleached kraft pulps. Holzforschung 1997, 51, 355–360. [Google Scholar] [CrossRef]
- Kazayawoko, M.; Balatinecz, J.J.; Woodhams, R.T.; Law, S. Effects of Wood fiber surface chemistry on the mechanical properties of wood fiber-polypropylene composites. Int. J. Polym. Mater. 1997, 37, 237–261. [Google Scholar] [CrossRef]
- Schneider, T. Untersuchungen über den Einfluß von Aufschlußbedingungen des Holzes und der Faserstofftrocknung auf die Eigenschaften von mitteldichten Faserplatten (MDF). Ph.D. Thesis, University of Göttingen, Göttingen, Germany, 2000. (In German). [Google Scholar]














| TMP Fibres (Defibration Temperature) | Wood Flour | Polypropylene | MAPP as Emulsion | MAPP as Granules | Lubricant |
|---|---|---|---|---|---|
| 70 (180 °C) | 0 | 26 | 3 | 0 | 1 |
| 70 (180 °C) | 0 | 26 | 0 | 3 | 1 |
| 70 (150 °C) | 0 | 26 | 0 | 3 | 1 |
| 70 (180 °C) | 0 | 29 | 0 | 0 | 1 |
| 70 (150 °C) | 0 | 29 | 0 | 0 | 1 |
| 0 | 70 | 26 | 0 | 3 | 1 |
| 0 | 70 | 29 | 0 | 0 | 1 |
| Wood Substrate | C (%) | O (%) | O/C (%) |
|---|---|---|---|
| Wood flour | 77.2 | 22.9 | 29.6 |
| Robinia TMP without MAPP, produced at 150 °C | 80.9 | 19.1 | 23.6 |
| Robinia TMP without MAPP, produced at 180 °C | 80.4 | 19.6 | 24.4 |
| Robinia TMP with MAPP, produced at 180 °C | 80.5 | 19.5 | 24.2 |
| Wood Substrate | C1 (%) | C2 (%) | C3 (%) | C4 (%) |
|---|---|---|---|---|
| Wood flour | 64.8 | 24.5 | 8.1 | 2.6 |
| Robinia TMP without MAPP, produced at 150 °C | 68.1 | 23.9 | 6.3 | 1.7 |
| Robinia TMP without MAPP, produced at 180 °C | 69.1 | 22.5 | 6.1 | 2.4 |
| Robinia TMP with MAPP, produced at 180 °C | 62.2 | 32.7 | 4.2 | 0.9 |
| Cellulose * | - | 83 | 17 | - |
| Lignin * | 49 | 49 | 2 | - |
| Extractives * | 93 | 5 | - | 2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schirp, A.; Schirp, C. Online Pre-Treatment of Thermomechanical Pulp with Emulsified Maleated Polypropylene for Processing of Extruded Thermoplastic Composites. Fibers 2021, 9, 17. https://doi.org/10.3390/fib9030017
Schirp A, Schirp C. Online Pre-Treatment of Thermomechanical Pulp with Emulsified Maleated Polypropylene for Processing of Extruded Thermoplastic Composites. Fibers. 2021; 9(3):17. https://doi.org/10.3390/fib9030017
Chicago/Turabian StyleSchirp, Arne, and Claudia Schirp. 2021. "Online Pre-Treatment of Thermomechanical Pulp with Emulsified Maleated Polypropylene for Processing of Extruded Thermoplastic Composites" Fibers 9, no. 3: 17. https://doi.org/10.3390/fib9030017
APA StyleSchirp, A., & Schirp, C. (2021). Online Pre-Treatment of Thermomechanical Pulp with Emulsified Maleated Polypropylene for Processing of Extruded Thermoplastic Composites. Fibers, 9(3), 17. https://doi.org/10.3390/fib9030017