
Selection of Industrial Trade Waste Resource Recovery Technologies—A Systematic Review


Abstract
:1. Introduction
2. Materials and Methods
2.1. Scope of Review
2.2. Review Methodology Design
2.3. Literature Search Methodology
3. Results
3.1. Sources and Characteristics of Trade Waste
3.2. Classification of Trade Waste
4. Resource Recovery Technologies
4.1. Chemical and Physical Processes–First Steps to Resource Recovery
4.2. Membrane Technology-Separating Valuable Resources
4.2.1. Forward Osmosis
4.2.2. Gas Permeable Membranes
4.2.3. Membrane Distillation
4.3. Bioreactors–A Growing Field for Resource Recovery

{kind=link}
{kind=link}
{kind=link}
| Technology | Description | Advantage | Limitation | Studies | |
|---|---|---|---|---|---|
| Bioreactor | Reactor using biological systems |
Can degrade complex COD Can produce certain products (e.g., ethanol) Lower chemical use than traditional processes | Washout of sludge possible Low reaction rates | [ 76 ] | |
| Membrane Bioreactor (MBR) |
Bioreactor integrating membrane separation technology (DM/MF/UF/NF/RO/FO/MD) | Decouples SRT and HRT, allowing removal of products and inhibitory compounds, while mature sludge remains | See limitations of membranes below | [ 75 ] | |
| Conditions | Thermophilic | Relatively high temperature conditions (~55 °C) | Higher reaction rate Can kill pathogens | High energy costs Higher fouling | [ 80 ] |
| Mesophilic | Medium temperature conditions (~37 °C) | Lower energy costs | Relatively lower reaction rate | [ 80 ] | |
| Aerobic | Oxygen present in reactor vessel | Higher reaction rate |
Sludge production Energy intensive due to aeration | [ 82 ] | |
| Anaerobic | Oxygen not present in reactor vessel | Certain products, such as biogas | Low rate | [ 76 ] | |
| Membranes | Dynamic Membrane (DM) | 10-70 µm mesh provides support for accumulation of cake layer, which acts as filter; applied pressure as driving force | Low cost Smaller mesh can filter solids |
Larger mesh allows solids to permeate Does not remove all COD from permeate Membrane fouling can occur | [ 71 ] |
| Microfiltration (MF) | Smaller pore size (~0.1 µm) membrane acts as filter; applied pressure as driving force | Removes suspended solids and bacteria |
Increasing pressure requirements Increasing cost Increasing pre-treatment requirements | [ 38 , 80 ] | |
| Ultrafiltration (UF) | Smaller pore size (~0.01 µm) membrane acts as filter; applied pressure as driving force | Additionally, removes viruses | |||
| Nanofiltration (NF) | Smaller pore size (~0.001 µm) membrane acts as filter through size exclusion and electrostatic interactions; applied pressure as driving force | Additionally, removes some ions | [ 72 ] | ||
| Reverse Osmosis (RO) | Smaller pore size (~0.0001 µm) semi-permeable membrane acts as filter; applied pressure as driving force | Potable water production | Brine disposal can be difficult | ||
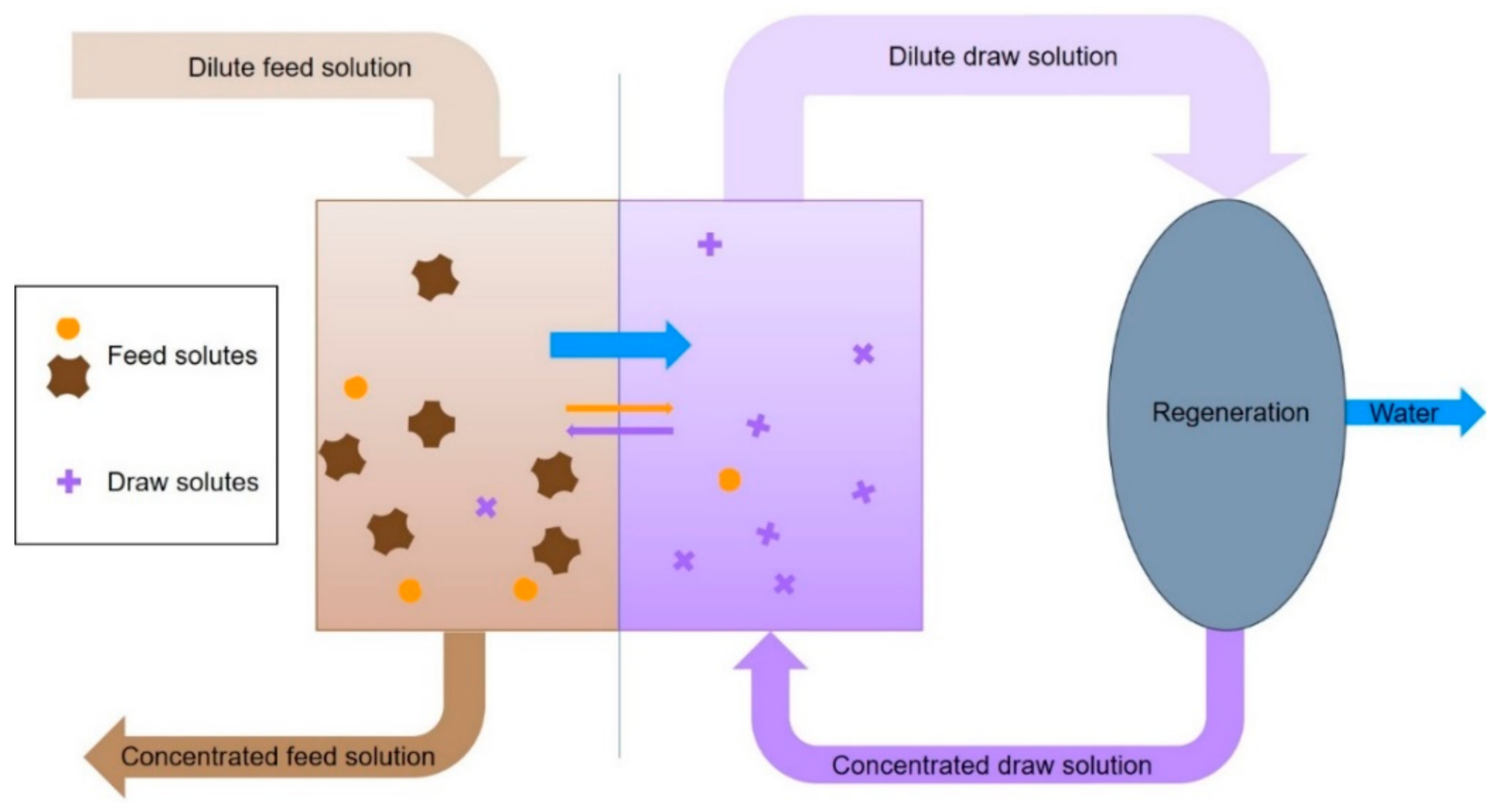
| Forward Osmosis (FO) |
Semi-permeable membrane allows water to permeate from feed solution to draw solution; osmotic pressure as driving force ( Figure 2 ) |
Low pressure Can use waste streams as draw solutions Lower fouling Can use draw solute as source of chemicals for reaction |
Draw solution requires regeneration if being re-used Bidirectional diffusion of some solutes Draw solute lost to feed solution Impurities concentrated in draw solution | [ 53 , 55 , 65 ] | |
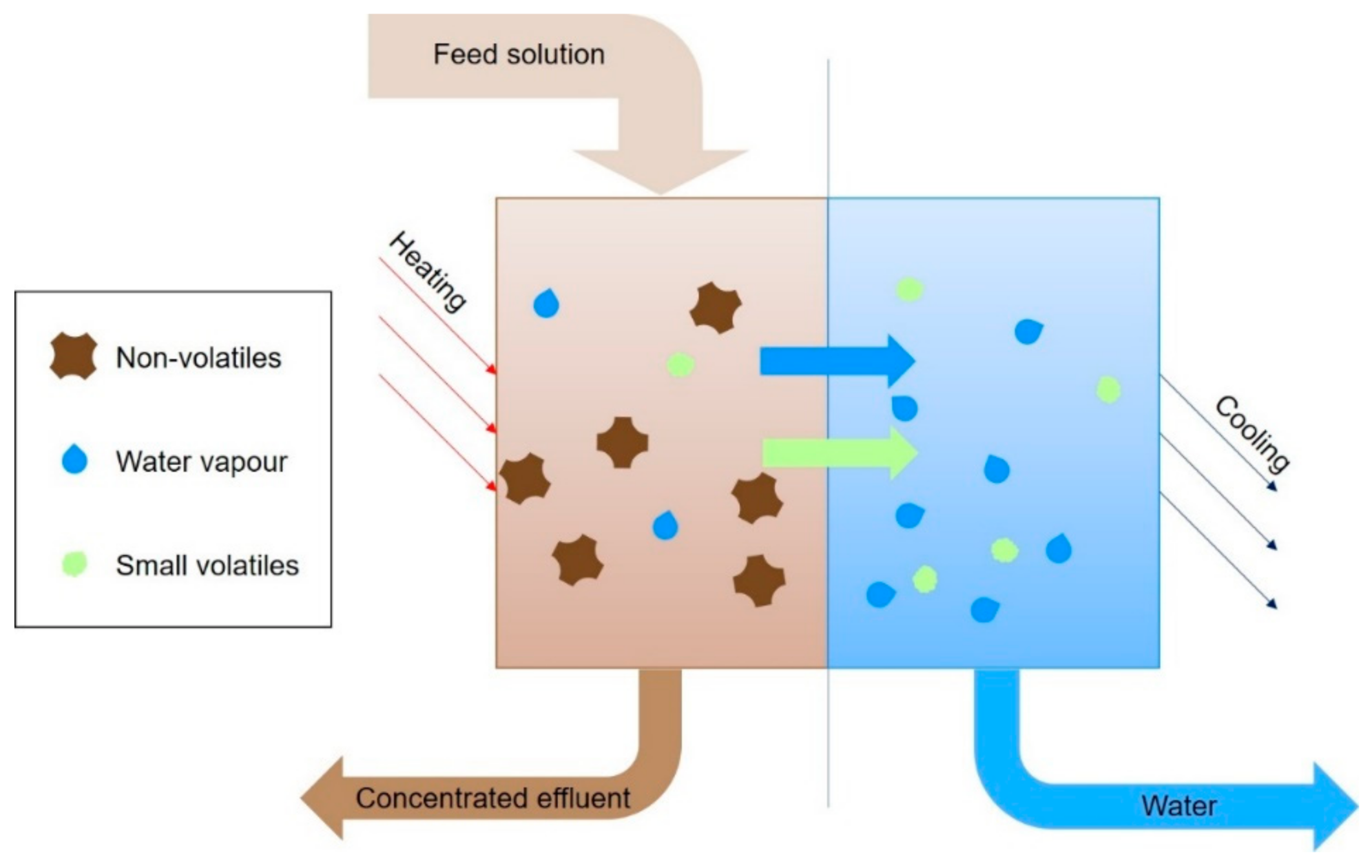
| Membrane Distillation (MD) |
Hydrophobic membrane allows only small volatile molecules to diffuse; vapour pressure gradient (temperature difference) as driving force ( Figure 3 ) |
Low pressures Can use waste heat Lower fouling High rejection of non-volatiles Not impacted by feed concentration |
Unwanted volatile compounds, e.g., ammonia, can collect in condensate Limited commercial availability | [ 79 ] | |
| MD membrane materials | Polyvinylidene fluoride (PVDF) | MD membrane material | Lower fouling | Higher wetting and breakthrough | [ 74 ] |
| Polypropylene (PP) | MD membrane material | Lower fouling | Low flux | [ 57 , 74 ] | |
| Polytetrafluoroethylene (PTFE) | MD membrane material | High initial flux | Fouling | [ 74 ] | |
| Membrane configuration | Plate and frame | Flat sheet configuration with feed on one side, permeate on the other | Simple construction Easy to replace | Large footprint Low energy efficiency | [ 73 , 74 ] |
| Spiral bound | Alternating layers of membrane and supports, wound into a spiral | Smaller footprint |
Complex construction Increased energy efficiency Fouling | [ 72 ] | |
| Hollow fibre | Fibres of membrane material | Smaller footprint | Complex construction Fouling | [ 73 ] | |
| Fouling control | Sparging |
Gas bubbled past membrane Can use oxygen for aerobic systems, or biogas for anaerobic systems |
Decreased fouling Can increase pH by removing CO 2 |
High energy costs Can remove valuable components, e.g., ammonia | [ 33 ] |
| Granulated activated carbon (GAC) | Granulated activated carbon added and pumped past membrane | Decreased membrane fouling due to scouring effect and absorption of proteins onto GAC | High cost GAC needs to be regenerated | [ 81 ] |
4.4. Microbial Fuel Cells–Potential for the Future
4.5. Thermal Energy Capture–Running Hot and Cold
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Park, C.; Allaby, M. Trade effluent. In A Dictionary of Environment and Conservation, 3rd ed.; Oxford University Press: Oxdord, UK, 2017. [Google Scholar]
- Skinner, W.W.; Sale, J.W. A study of sewage and trade wastes at Bridgeport, Connecticut. J. Frankl. Inst. 1921, 192, 785–799. [Google Scholar] [CrossRef]
- Diaz-Elsayed, N.; Rezaei, N.; Ndiaye, A.; Zhang, Q. Trends in the environmental and economic sustainability of wastewater-based resource recovery: A review. J. Clean. Prod. 2020, 265, 121598. [Google Scholar] [CrossRef]
- Tarbox, M. Effluents from food processing | composition and analysis. In Encyclopaedia of Food Science, Food Technology and Nutrition, 2nd ed.; Academic Press: London, UK, 2003; pp. 1991–1996. [Google Scholar]
- Britz, T.J.; Van Schalkwyk, C.; Hung, Y.-T. Treatment of dairy processing wastewaters. In Waste Treatment in the Food Processing Industry; Wang, L.K., Ed.; Taylor & Francis: Boca Raton, FL, USA, 2006. [Google Scholar]
- He, X.; de los Reyes, F.L.; Leming, M.L.; Dean, L.O.; Lappi, S.E.; Ducoste, J.J. Mechanisms of fat, oil and grease (fog) deposit formation in sewer lines. Water Res. 2013, 47, 4451–4459. [Google Scholar] [CrossRef]
- City West Water. Customer Charter 2018–2023 Trade Waste; City West Water: Melbourne, Australia, 2018. Available online: https://www.citywestwater.com.au/sites/default/files/attachments/trade_waste_customer_charter.pdf (accessed on 3 May 2020).
- Hall, M.R.; Priestley, A.; Muster, T.H. Environmental life cycle costing and sustainability: Insights from pollution abatement and resource recovery in wastewater treatment. J. Ind. Ecol. 2018, 22, 1127–1138. [Google Scholar] [CrossRef]
- Diaz-Elsayed, N.; Rezaei, N.; Guo, T.; Mohebbi, S.; Zhang, Q. Wastewater-based resource recovery technologies across scale: A review. Resour. Conserv. Recycl. 2019, 145, 94–112. [Google Scholar] [CrossRef]
- Butler, B. Struvite or Traditional Chemical Phosphorus Precipitation—What Option Rocks? Australian Meat Processor Corporation: Sydney, Australia, 2018. [Google Scholar]
- Álvarez-de Prado, L.; de Simón-Martín, M.; Diez-Suárez, A.-M.; Blanes-Peiró, J.; González-Martínez, A. Optimal sizing and location of co-digestion power plants in Spain through a GIS-based approach. Environments 2018, 5, 137. [Google Scholar] [CrossRef] [Green Version]
- Brunner, C.; Muster, B. Membrane Distillation, a Thermally Driven Separation Water Treatment Technology. AEE INTEC. 2018. Available online: https://www.slideshare.net/sustenergy/membrane-distillation-a-thermally-driven-separation-water-treatment-technology (accessed on 27 June 2020).
- Morelli, B.; Cashman, S.; Ma, X.C.; Garland, J.; Turgeon, J.; Fillmore, L.; Bless, D.; Nye, M. Effect of nutrient removal and resource recovery on life cycle cost and environmental impacts of a small scale water resource recovery facility. Sustainability 2018, 10, 3546. [Google Scholar] [CrossRef] [Green Version]
- Naidu, G.; Tijing, L.; Johir, M.A.H.; Shon, H.; Vigneswaran, S. Hybrid membrane distillation: Resource, nutrient and energy recovery. J. Membr. Sci. 2020, 599, 117832. [Google Scholar] [CrossRef]
- Liao, B.-Q.; Kraemer, J.T.; Bagley, D.M. Anaerobic membrane bioreactors: Applications and research directions. Crit. Rev. Environ. Sci. Technol. 2006, 36, 489–530. [Google Scholar] [CrossRef]
- Boghani, H.; Kim, J.R.; Dinsdale, R.M.; Guwy, A.J.; Premier, G.C. Reducing the burden of food processing washdown wastewaters using microbial fuel cells. Biochem. Eng. J. 2017, 117, 210–217. [Google Scholar] [CrossRef]
- Dong, Y.; Qu, Y.; He, W.; Du, Y.; Liu, J.; Han, X.; Feng, Y. A 90-liter stackable baffled microbial fuel cell for brewery wastewater treatment based on energy self-sufficient mode. Bioresour. Technol. 2015, 195, 66–72. [Google Scholar] [CrossRef]
- Chang, F.C.; Ko, C.H.; Wu, J.Y.; Wang, H.P.; Chen, W.S. Resource recovery of organic sludge as refuse derived fuel by fry-drying process. Bioresour. Technol. 2013, 141, 240–244. [Google Scholar] [CrossRef] [PubMed]
- Oluleye, G.; Jiang, N.; Smith, R.; Jobson, M. A novel screening framework for waste heat utilization technologies. Energy 2017, 125, 367–381. [Google Scholar] [CrossRef]
- Bühler, F.; Holm, F.M.; Huang, B.; Andreasen, J.G.; Elmegaard, B. Mapping of low temperature heat sources in Denmark. In Proceedings of the ECOS 2015: 28th International Conference on Efficiency Cost, Optimization, Simulation and Environmental Impact of Energy Systems, Pau, France, 29 June–3 July 2015. [Google Scholar]
- Memsys Water Technologies GmbH. Case Study of Memsys Pilot Plant to Concentrate High TDS/COD Wastewater (for ZLD) from Coal-To-Chemical (CTX) Industry in China. Available online: https://www.memsys.eu/files/markets/oil-gas/memsys-case-study-ctx-china-01.pdf (accessed on 2 June 2020).
- CCI BioEnergy. “Sugarqube” @ Toggam farm 55m2-Quickqube with a 9kw CHP. 2016. Available online: https://www.ccibioenergy.com/wp-content/uploads/2018/01/case-study_sugarcube-_WEB.pdf (accessed on 26 June 2020).
- Meena, R.A.A.; Yukesh Kannah, R.; Sindhu, J.; Ragavi, J.; Kumar, G.; Gunasekaran, M.; Rajesh Banu, J. Trends and resource recovery in biological wastewater treatment system. Bioresour. Technol. Rep. 2019, 7, 100235. [Google Scholar] [CrossRef]
- Muhammad, Y.; Lee, W. Zero-liquid discharge (ZLD) technology for resource recovery from wastewater: A review. Sci. Total Environ. 2019, 681, 551–563. [Google Scholar] [CrossRef]
- Lab, S. Scimago Journal & Country Rank. Available online: https://www.scimagojr.com/ (accessed on 9 March 2021).
- Durham, R.J.; Hourigan, J.A. Waste management and co-product recovery in dairy processing. In Handbook of Waste Management and Co-Product Recovery in Food Processing; ScienceDirect: Amsterdam, The Netherlands, 2007; pp. 332–387. [Google Scholar]
- Chen, G.Q.; Talebi, S.; Gras, S.L.; Weeks, M.; Kentish, S.E. A review of salty waste stream management in the Australian dairy industry. J. Environ. Manag. 2018, 224, 406–413. [Google Scholar] [CrossRef]
- Pype, M.-L.; Walduck, K.; Goebel, B.; Jensen, P. Investigating Water and Wastewater Reuse and Recycling Opportunities: Identification and Segregation of Various Waste Streams; Australian Meat Processor Corporation: Sydney, Australia, 2017. [Google Scholar]
- Wang, L.K.; Hung, Y.-T.; Lo, H.H.; Yapijakis, C. Waste Treatment in the Food Processing Industry; Taylor and Francis: Abingdon, UK, 2006. [Google Scholar]
- El-Abbassi, A.; Hafidi, A.; Khayet, M.; García-Payo, M.C. Integrated direct contact membrane distillation for olive mill wastewater treatment. Desalination 2013, 323, 31–38. [Google Scholar] [CrossRef]
- Jensen, P.; Batstone, D.J. NGERS and Wastewater Management—Mapping Waste Streams and Quantifying the Impacts; Meat and Livestock Australia: Sydney, Australia, 2013. [Google Scholar]
- Reed, R. Waste handling in the brewing industry. In Brewing; ScienceDirect: Amsterdam, The Netherlands, 2006; pp. 335–357. [Google Scholar]
- Jensen, P. Integrated Agri-Industrial Wastewater Treatment and Nutrient Recovery, Year 3; Australian Meat Processor Corporation: Sydney, Australia, 2015. [Google Scholar]
- Muthukumaran, S.; Baskaran, K. Organic and nutrient reduction in a fish processing facility—A case study. Int. Biodeterior. Biodegrad. 2013, 85, 563–570. [Google Scholar] [CrossRef]
- El-Abbassi, A.; Hafidi, A.; García-Payo, M.C.; Khayet, M. Concentration of olive mill wastewater by membrane distillation for polyphenols recovery. Desalination 2009, 245, 670–674. [Google Scholar] [CrossRef]
- Dehghani, M.J.; Kyoo Yoo, C. Modeling and extensive analysis of the energy and economics of cooling, heat, and power trigeneration (CCHP) from textile wastewater for industrial low-grade heat recovery. Energy Convers. Manag. 2020, 205, 112451. [Google Scholar] [CrossRef]
- City West Water. Approved Acceptance Criteria for Discharge to the Sewerage System; City West Water: Melbourne, Australia, 2017. [Google Scholar]
- Hsien, C.; Low, J.S.C.; Chung, S.Y.; Tan, D.Z.L. Quality-based water and wastewater classification for waste-to-resource matching. Resour. Conserv. Recycl. 2019, 151, 104477. [Google Scholar] [CrossRef]
- Low, J.S.C.; Tjandra, T.B.; Yunus, F.; Chung, S.Y.; Tan, D.Z.L.; Raabe, B.; Ting, N.Y.; Yeo, Z.; Bressan, S.; Ramakrishna, S.; et al. A collaboration platform for enabling industrial symbiosis: Application of the database engine for waste-to-resource matching. Procedia CIRP 2018, 69, 849–854. [Google Scholar] [CrossRef]
- Kurup, G.G.; Adhikari, B.; Zisu, B. Treatment performance and recovery of organic components from high pH dairy wastewater using low-cost inorganic ferric chloride precipitant. J. Water Process. Eng. 2019, 32, 100908. [Google Scholar] [CrossRef]
- Kurup, G.G.; Adhikari, B.; Zisu, B. Recovery of proteins and lipids from dairy wastewater using food grade sodium lignosulphonate. Water Resour. Ind. 2019, 22, 100114. [Google Scholar] [CrossRef]
- Smithers, G.W. Whey and whey proteins—From ‘gutter-to-gold’. Int. Dairy J. 2008, 18, 695–704. [Google Scholar] [CrossRef]
- Song, Y.H.; Qiu, G.L.; Yuan, P.; Cui, X.Y.; Peng, J.F.; Zeng, P.; Duan, L.; Xiang, L.C.; Qian, F. Nutrients removal and recovery from anaerobically digested swine wastewater by struvite crystallization without chemical additions. J. Hazard. Mater. 2011, 190, 140–149. [Google Scholar] [CrossRef]
- Montefrio, M.J.; Xinwen, T.; Obbard, J.P. Recovery and pre-treatment of fats, oil and grease from grease interceptors for biodiesel production. Appl. Energy 2010, 87, 3155–3161. [Google Scholar] [CrossRef]
- Tran, N.N.; Tišma, M.; Budžaki, S.; McMurchie, E.J.; Gonzalez, O.M.M.; Hessel, V.; Ngothai, Y. Scale-up and economic analysis of biodiesel production from recycled grease trap waste. Appl. Energy 2018, 229, 142–150. [Google Scholar] [CrossRef]
- Trentini, C.P.; Postaue, N.; Cardozo-Filho, L.; Reis, R.R.; Sampaio, S.C.; da Silva, C. Production of esters from grease trap waste lipids under supercritical conditions: Effect of water addition on ethanol. J. Supercrit. Fluids 2019, 147, 9–16. [Google Scholar] [CrossRef]
- Romdhana, M.H.; Hamasaiid, A.; Ladevie, B.; Lecomte, D. Energy valorization of industrial biomass: Using a batch frying process for sewage sludge. Bioresour. Technol. 2009, 100, 3740–3744. [Google Scholar] [CrossRef] [Green Version]
- Wu, Z.; Zhang, J.; Li, Z.; Xie, J.; Mujumdar, A.S. Production of a solid fuel using sewage sludge and spent cooking oil by immersion frying. J. Hazard. Mater. 2012, 243, 357–363. [Google Scholar] [CrossRef] [PubMed]
- Causer, T.P. Why Hasn’t Torrefaction Taken Off. Available online: http://biomassmagazine.com/articles/16329/why-hasnundefinedt-torrefaction-taken-off (accessed on 31 May 2020).
- Do, T.X.; Lim, Y.-I.; Cho, H.; Shim, J.; Yoo, J.; Rho, K.; Choi, S.-G.; Park, B.-Y. Process modeling and energy consumption of fry-drying and torrefaction of organic solid waste. Dry. Technol. 2016, 35, 754–765. [Google Scholar] [CrossRef]
- Xie, M.; Nghiem, L.D.; Price, W.E.; Elimelech, M. A forward osmosis-membrane distillation hybrid process for direct sewer mining: System performance and limitations. Environ. Sci. Technol. 2013, 47, 13486–13493. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hancock, N.T.; Cath, T.Y. Solute coupled diffusion in osmotically driven membrane processes. Envrion. Sci. Technol. 2009, 43, 6769–6775. [Google Scholar] [CrossRef]
- Nguyen, N.C.; Chen, S.S.; Nguyen, H.T.; Ray, S.S.; Ngo, H.H.; Guo, W.; Lin, P.H. Innovative sponge-based moving bed-osmotic membrane bioreactor hybrid system using a new class of draw solution for municipal wastewater treatment. Water Res. 2016, 91, 305–313. [Google Scholar] [CrossRef] [PubMed]
- Kim, Y.; Li, S.; Francis, L.; Li, Z.; Linares, R.V.; Alsaadi, A.S.; Abu-Ghdaib, M.; Son, H.S.; Amy, G.; Ghaffour, N. Osmotically and thermally isolated forward osmosis-membrane distillation (FO-MD) integrated module. Environ. Sci. Technol. 2019, 53, 3488–3498. [Google Scholar] [CrossRef]
- Haupt, A.; Lerch, A. Forward osmosis treatment of effluents from dairy and automobile industry—Results from short-term experiments to show general applicability. Water Sci. Technol. 2018, 78, 467–475. [Google Scholar] [CrossRef] [Green Version]
- He, L.; Wang, Y.; Zhou, T.; Zhao, Y. Enhanced ammonia resource recovery from wastewater using a novel flat sheet gas-permeable membrane. Chem. Eng. J. 2020, 400, 125338. [Google Scholar] [CrossRef]
- Drioli, E.; Wu, Y.; Calabrò, V. Membrane distillation in the treatment of aqueous solutions. J. Membr. Sci. 1987, 33, 277–284. [Google Scholar] [CrossRef]
- Kiss, A.A.; Kattan Readi, O.M. An industrial perspective on membrane distillation processes. J. Chem. Technol. Biotechnol. 2018, 93, 2047–2055. [Google Scholar] [CrossRef]
- Qiu, B.; Fan, S.; Tang, X.; Qi, B.; Deng, L.; Wang, W.; Liu, J.; Wang, Y.; Xiao, Z. Simultaneous recovery of phosphorus and nitrogen from liquid digestate by vacuum membrane distillation with permeate fractional condensation. Chin. J. Chem. Eng. 2020, 28, 1558–1565. [Google Scholar] [CrossRef]
- Liu, C.; Chen, L.; Zhu, L. Application of membrane distillation for the treatment of anaerobic membrane bioreactor effluent: An especial attention to the operating conditions. Chemosphere 2018, 208, 530–540. [Google Scholar] [CrossRef]
- Yao, M.; Woo, Y.C.; Ren, J.; Tijing, L.D.; Choi, J.S.; Kim, S.H.; Shon, H.K. Volatile fatty acids and biogas recovery using thermophilic anaerobic membrane distillation bioreactor for wastewater reclamation. J. Environ. Manag. 2019, 231, 833–842. [Google Scholar] [CrossRef]
- Memsys Water Technologies GmbH. FAQ—Frequently Asked Questions; Memsys Water Technologies GmbH: Schwabmünchen, Germany, 2017. [Google Scholar]
- Lin, S.; Nejati, S.; Boo, C.; Hu, Y.; Osuji, C.O.; Elimelech, M. Omniphobic membrane for robust membrane distillation. Environ. Sci. Technol. Lett. 2014, 1, 443–447. [Google Scholar] [CrossRef]
- Guillen-Burrieza, E.; Ruiz-Aguirre, A.; Zaragoza, G.; Arafat, H.A. Membrane fouling and cleaning in long term plant-scale membrane distillation operations. J. Membr. Sci. 2014, 468, 360–372. [Google Scholar] [CrossRef]
- Zhao, J.; Li, Y.; Pan, S.; Tu, Q.; Zhu, H. Performance of a forward osmotic membrane bioreactor for anaerobic digestion of waste sludge with increasing solid concentration. J. Environ. Manag. 2019, 246, 239–246. [Google Scholar] [CrossRef] [PubMed]
- Du, X.; Shi, Y.; Jegatheesan, V.; Haq, I.U. A review on the mechanism, impacts and control methods of membrane fouling in mbr system. Membranes 2020, 10, 24. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xie, M.; Nghiem, L.D.; Price, W.E.; Elimelech, M. Toward resource recovery from wastewater: Extraction of phosphorus from digested sludge using a hybrid forward osmosis–membrane distillation process. Environ. Sci. Technol. Lett. 2014, 1, 191–195. [Google Scholar] [CrossRef]
- Hakimi, M.H.; Jegatheesan, V.; Navaratna, D. The potential of adopting struvite precipitation as a strategy for the removal of nutrients from pre-anmbr treated abattoir wastewater. J. Environ. Manag. 2020, 259, 109783. [Google Scholar] [CrossRef]
- Korchef, A.; Saidou, H.; Ben Amor, M. Phosphate recovery through struvite precipitation by co2 removal: Effect of magnesium, phosphate and ammonium concentrations. J. Hazard. Mater. 2011, 186, 602–613. [Google Scholar] [CrossRef]
- Wu, S.; Zou, S.; Liang, G.; Qian, G.; He, Z. Enhancing recovery of magnesium as struvite from landfill leachate by pretreatment of calcium with simultaneous reduction of liquid volume via forward osmosis. Sci. Total Environ. 2018, 610–611, 137–146. [Google Scholar] [CrossRef] [PubMed]
- Pacal, M.; Semerci, N.; Calli, B. Treatment of synthetic wastewater and cheese whey by the anaerobic dynamic membrane bioreactor. Environ. Sci. Pollut. Res. Int. 2019, 26, 32942–32956. [Google Scholar] [CrossRef] [PubMed]
- Choi, J.-H.; Dockko, S.; Fukushi, K.; Yamamoto, K. A novel application of a submerged nanofiltration membrane bioreactor (nf mbr) for wastewater treatment. Desalination 2002, 146, 413–420. [Google Scholar] [CrossRef]
- Phattaranawik, J.; Fane, A.G.; Pasquier, A.C.S.; Bing, W.; Wong, F.S. Experimental study and design of a submerged membrane distillation bioreactor. Chem. Eng. Technol. 2009, 32, 38–44. [Google Scholar] [CrossRef]
- Kim, H.C.; Shin, J.; Won, S.; Lee, J.Y.; Maeng, S.K.; Song, K.G. Membrane distillation combined with an anaerobic moving bed biofilm reactor for treating municipal wastewater. Water Res. 2015, 71, 97–106. [Google Scholar] [CrossRef] [PubMed]
- Song, X.; Luo, W.; Hai, F.I.; Price, W.E.; Guo, W.; Ngo, H.H.; Nghiem, L.D. Resource recovery from wastewater by anaerobic membrane bioreactors: Opportunities and challenges. Bioresour. Technol. 2018, 270, 669–677. [Google Scholar] [CrossRef] [PubMed]
- Ogejo, J.A.; Li, L. Enhancing biomethane production from flush dairy manure with turkey processing wastewater. Appl. Energy 2010, 87, 3171–3177. [Google Scholar] [CrossRef]
- Padi, R.K.; Chimphango, A. Commercial viability of integrated waste treatment in cassava starch industries for targeted resource recoveries. J. Clean. Prod. 2020, 265, 121619. [Google Scholar] [CrossRef]
- Ziels, R.M.; Karlsson, A.; Beck, D.A.C.; Ejlertsson, J.; Yekta, S.S.; Bjorn, A.; Stensel, H.D.; Svensson, B.H. Microbial community adaptation influences long-chain fatty acid conversion during anaerobic codigestion of fats, oils, and grease with municipal sludge. Water Res. 2016, 103, 372–382. [Google Scholar] [CrossRef] [Green Version]
- Tomaszewska, M.; Białończyk, L. Ethanol production from whey in a bioreactor coupled with direct contact membrane distillation. Catal. Today 2016, 268, 156–163. [Google Scholar] [CrossRef]
- Lin, H.J.; Xie, K.; Mahendran, B.; Bagley, D.M.; Leung, K.T.; Liss, S.N.; Liao, B.Q. Sludge properties and their effects on membrane fouling in submerged anaerobic membrane bioreactors (SANMBRs). Water Res. 2009, 43, 3827–3837. [Google Scholar] [CrossRef]
- Gao, D.-W.; Hu, Q.; Yao, C.; Ren, N.-Q.; Wu, W.-M. Integrated anaerobic fluidized-bed membrane bioreactor for domestic wastewater treatment. Chem. Eng. J. 2014, 240, 362–368. [Google Scholar] [CrossRef]
- Johir, M.A.H.; George, J.; Vigneswaran, S.; Kandasamy, J.; Grasmick, A. Removal and recovery of nutrients by ion exchange from high rate membrane bio-reactor (MBR) effluent. Desalination 2011, 275, 197–202. [Google Scholar] [CrossRef]
- Mullen, P.; Venkiteshwaran, K.; Zitomer, D.H.; Mayer, B.K. Ion exchange nutrient recovery from anaerobic membrane bioreactor permeate. Water Environ. Res. 2019, 91, 606–615. [Google Scholar] [CrossRef] [Green Version]
- Zhou, X.; Cui, P.; Wang, X.; He, L. Thermal investigations into an organic rankine cycle (ORC) system utilizing low grade waste heat sources. Procedia Eng. 2017, 205, 4142–4148. [Google Scholar] [CrossRef]



| Cheese Whey | Dairy Processing | Whey Wastewater | Red Meat (High Volume) | Red Meat (LowVolume) | Red Meat Processing (Post DAF) | Seafood Processing | Prepared Meals | Prepared Meal Processing Washdown (post DAF) | Olive Oil Wastewater | Brewery | Textile | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Volume | 215 kl/h | 40.1 kl/h | 285 kl/t product | |||||||||
| pH | 6.2–11.3 | 4–12 | 4.6 | 7.0–8.1 | 4.89 | 5.25 ± 0.25 | 6.98 ± 0.28 | 9.6–12.5 | ||||
| T °C | 15–40 | 31 | 44.9 | 60 | ||||||||
| Conductivity (µS/cm) | >4000 | 975 | 24,000 ± 8000 | 2330 ± 99 | ||||||||
| TDS (mg/L) | >1800 | 2300–4600 | 1445.7 ± 65.4 | 4500–12,800 | ||||||||
| TSS (mg/L) | 326–3560 | 6600 | 150–1100 | 200–3700 | 660 ± 52.9 | 60–416 | ||||||
| Total solid (mg/L) | 1837–14,205 | 6828 | 6118 | 1200–7000 | 90,000 ± 36,000 | |||||||
| BOD (mg/L) | 565–5722 | >900 | 35000 | 1600–4000 | 310–3100 | 25–433.3 | ||||||
| COD (mg/L) | 785–7619 | 12460 | 10925 | 2084–13,381 | 1100–4800 | 560–7000 | 1808 | 156000 | 3321.3 ± 158 | 1834.6–3828 | ||
| TOC (mg/L) | 2500 ± 7100 | 898.3 ± 31.9 | 263.9–731.9 | |||||||||
| FOG (mg/L) | 0.8 | 1240 | 1569 | 266–5953 | 34–620 | 82–2000 | 6500 ± 1300 | |||||
| TKN (mg/L) | 14–140 | 1400 | 438 | 271.5 | 107.6–294.8 | 240–570 | 13–76 | |||||
| NH4 (mg/L) | 1–34 | 38 | 25.1 | 12–59.6 | 2–3 | |||||||
| TP (mg/L) | 29–181 | >45 | 640 | 56 | 46.7 | 8.9–34.6 | 260–460 | 4–22 | 590 ± 240 | |||
| PO4 (mg/L) | 6–35 | 27 | 32.4 | 3.7–17.3 | ||||||||
| Sulphate (mg/L) | >600 | 8–200 (Total S) | 700–2400 | |||||||||
| Na (mg/L) | 263–1265 | >600 | 430 | 194 | 217 | |||||||
| Ca (mg/L) | 1.4–58.5 | 1250 | 93.7 | 59 | ||||||||
| Mg (mg/L) | 6.5–46.3 | 100 | 22.6 | 32.6 | ||||||||
| Source | [5] | [27] | [5] | [31] | [31] | [33] | [34] | [4] | [16] | [35] | [17] | [36] |
| Parameter | Allowable Range | Maximum Concentration (mg/L) | Maximum Daily Load (kg/d) |
|---|---|---|---|
| pH | 6–10 | - | - |
| T °C | <38 | - | - |
| TDS | - | - | 200 |
| TSS | - | 10,000 * | 1000 |
| BOD | - | 4000 * | 1000 |
| FOG | - | 0 (free floating) | - |
| TKN | - | 500 L | - |
| NH4 | - | 50 † | - |
| Cu | - | 10 | 5 |
| Fe | - | 100 | 100 |
| Classification Method | Summary | Advantages | Disadvantages | Example |
|---|---|---|---|---|
| Individual waste stream analysis | An in-depth study performed for or by an individual site | Unique, tailored recovery solutions available Can capture all information, as long as it is measured Can capture upstream and downstream of current processing units Data is not made public, for business privacy concerns Usually a fully integrated process from initial investigations, through feasibility study, to construction and operation of plant | Potentially time consuming Potentially expensive Low chance of industrial synergy and resource sharing between companies Low chance of information sharing Fixed at a point of time | [31] |
| Generic industry grouping | Classifying potential sources by surveying which industry they are in, e.g., “Raw materials of meat slaughterhouse”, or “Beer bagasse” | Easier to compile Can be used for industrial synergy studies Can be used in computer aided analysis, after some processing | Knowledge required about contents of each industrial stream Does not capture unique attributes of individual trade wastes | [11,28] |
| Treatment volume | Rating sites or areas by trade waste outflow volumes | Indicates broad class of treatment available Suitable for large catchments | Does not describe contents of streams Not suitable for resource recovery analysis | [9] |
| Standardised chemical code | Transforming raw trade waste data for specific parameters (e.g., COD, TKN etc) into numeric codes | Can be used for industrial synergy analysis Unique resource fingerprint available Can be used in automated databases May be populated using data already available to water utilities | Will miss components that are not measured If data taken from outflow measurements, may not be able to account for onsite treatment | [38] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Elliott, J.A.K.; Ball, A.S. Selection of Industrial Trade Waste Resource Recovery Technologies—A Systematic Review. Resources 2021, 10, 29. https://doi.org/10.3390/resources10040029
Elliott JAK, Ball AS. Selection of Industrial Trade Waste Resource Recovery Technologies—A Systematic Review. Resources. 2021; 10(4):29. https://doi.org/10.3390/resources10040029
Chicago/Turabian StyleElliott, Jake A. K., and Andrew S. Ball. 2021. "Selection of Industrial Trade Waste Resource Recovery Technologies—A Systematic Review" Resources 10, no. 4: 29. https://doi.org/10.3390/resources10040029
APA StyleElliott, J. A. K., & Ball, A. S. (2021). Selection of Industrial Trade Waste Resource Recovery Technologies—A Systematic Review. Resources, 10(4), 29. https://doi.org/10.3390/resources10040029