1. Introduction
Mankind manufactures several million tonnes of tires annually; likewise, several million tonnes of tires come to the end of their lives annually. End of life tire (ELT) utilization is currently a global problem and there is no reliable method of ELT processing. Numerous approaches are targeted to recycle and reuse the tire rubber in various applications, including landfill, retreading, recycling, and combustion. Conversion into liquid fuels has been also investigated, including gasification, hydrothermal liquefaction, and pyrolysis [
1]. Recovery of energy has drawn the greatest attention of waste tires researchers [
2]. Most widely used is the direct burning of ELTs to produce thermal energy [
3], as well as ELT conversion into liquid fuels by pyrolysis [
4,
5]. The gaseous products obtained in the process of pyrolysis can be also used for the production of synthetic fuels [
6].
The main part of ELTs is rubber, produced mostly from butadiene. Sulfur and a number of chemical additives are added to rubber to vulcanize and improve the product properties. Furthermore, ELTs contain fillers that improve the properties of rubber, such as carbon black and zinc oxide, as well as fabric and metal cords. The composition of all ELTs is approximately similar in spite of the wide variety of tire models [
7]. Thus, a large proportion of ELTs consists of organic compounds and can be considered as an energy resource. Differences in heat treatment and in gas atmosphere during pyrolysis lead to a different degradation pathway for the rubber [
8]. One can obtain a larger or smaller quota of gases, liquid product, and pyrocarbon. However, when using the energy potential of ELTs, the initial ELTs or their pyrolysis products in the final form undergo deep oxidation. In this case, the question of the nature of the compounds formed from heteroatoms is not sufficiently investigated.
Actually, there are several technical solutions for both the direct combustion of ELTs for the generation of thermal energy and for ELT pyrolysis for the production of liquid fuels. The use of ELTs as an alternative fuel is justified in terms of energy and the economy. Utilization of ELTs in the cement industry is one possible destination due to the high heat consummation in cement kilns. Substitution of traditional fuels with ELTs as a source of combustion energy leads to profit and cost-reduction [
9,
10]. Emissions from incineration of ELTs or their products are regulated in accordance with Directive 2010/75/EU of the European Parliament and of the Council of 24 November 2010 on industrial emissions. It should be noted that, in addition to burning ELTs in furnaces to extract their energy potential, ELTs can ignite uncontrollably in cases of hazmat fire emergencies [
11].
However, besides carbon and hydrogen, ELTs necessarily contain sulfur for vulcanization and nitrogen in the additives that improve the properties of rubber. As a result, not only the value of ELTs as an energy resource decreases, but also the danger increases of obtaining highly toxic compounds that enter the resulting liquid fuel during ELT pyrolysis. When burning the pyrolysis fuel or initial ELTs, sulfur and nitrogen compounds oxidize and enter the atmosphere and this can also be a source of environmental pollution. The presence of sulfur and nitrogen heteroatoms in ELTs and in the fuel obtained from ELTs is supposed to result mostly in the formation of NO
x and SO
2 [
12]. Nitrogen and sulfur oxide emissions were detected with ELT combustion in cement kilns [
13]. Oxidation of rubber leads to a number of hazardous compounds, such as HCN, NO, NO
2, SO
2, CO, and CO
2 [
14]. The concentration of HCN in combustion products always decreases with the increase in temperature, but the hazard of emission still exists. Moreover, some other toxic products are possibly produced in the process of heteroatom oxidation. The gases are released gradually and combusted at the temperature they are released in the experiment, but, in practice, combustion takes place in the environment at much higher temperatures and under some other dynamic gas conditions. Nevertheless, the aim of this paper is to draw attention to the environmental problem of heteroatom products, not to the detailed research of the mechanism and kinetics of these processes.
3. Results
The thermogravimetry analysis of the ELTs was carried out in air and in the inert atmosphere of argon. In the first case, from a chemical point of view, the process was identical to the direct combustion of ELTs for energy production. In the second case, the process was close to pyrolysis.
3.1. Mass Drop of A Sample in the Process of Pyrolysis and Oxidation
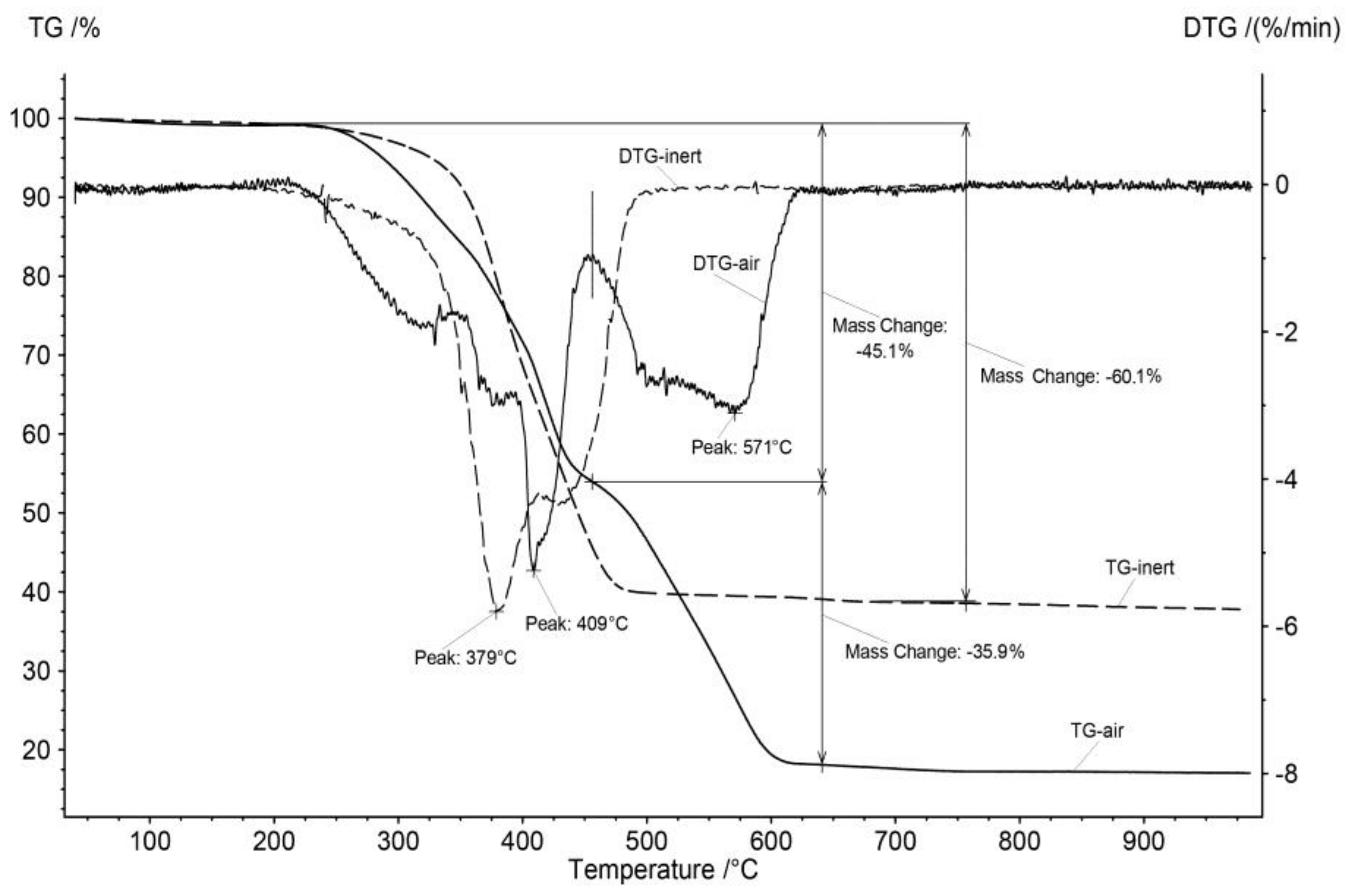
The results of the thermogravimetry (TG) and derivative thermogravimetry (DTG) analysis of the ELTs samples in the air flow and in the argon flow are presented in
Figure 1.
In both cases, the process of decomposition of ELTs begins at temperatures of 220–230 °C and proceeds at an increasing rate. The decomposition rate reaches its maximum in an inert atmosphere at 379 °C. When the temperature reaches 470–480 °C, the pyrolysis process practically stops, with 60.1 mass% of the original sample leaving the reaction zone with gaseous products. Part of the pyrolysis product is usually condensed to produce liquid pyrolysis fuel, while the other part of the low-boiling product remains in the gaseous phase and is usually used in practice for burning and heating a pyrolysis reactor. Generally, the total yield of gas products is 30%–53% by weight of the waste tire, 28%–42% of oil, and 14%–28% of char [
15]. The postpyrolytic char contains incombustible compounds of zinc [
16] and silica [
17] in a noticeable amount besides carbon.
Oxidation of ELTs in air is substantially different. The mass drop has two main distinct areas. In the first stage, the decomposition process resembles pyrolysis in an inert atmosphere and is related to the thermal decomposition of ELTs up to a wide range of volatile organic compounds. The analysis of the volatile fraction of ELTs allows us to admit the presence of a multi-component decomposition model and a lot of decomposition products [
18]. The maximum decomposition rate is slightly shifted to a high temperature area compared to the decomposition in an inert atmosphere at a temperature of 409 °C. Nevertheless, the process, as in the case with an inert atmosphere, begins at about the same temperature and at 430–460 °C tends to slow down.
However, unlike the one in an inert atmosphere, the process does not stop; on the contrary, it begins to accelerate, reaching the maximum rate at 571 °C. One can assume that pyrocarbon is oxidized in the second stage. In the first stage, the process proceeds similarly to the pyrolysis in an inert atmosphere, that is, thermal destruction of the polymer composition up to gas volatile products takes place. At the second stage, pyrocarbon is oxidized, which indirectly confirms the 35.9 mass% change of the second stage that is close to the amount of pyrolytic carbon formed in the process of pyrolysis in an inert atmosphere.
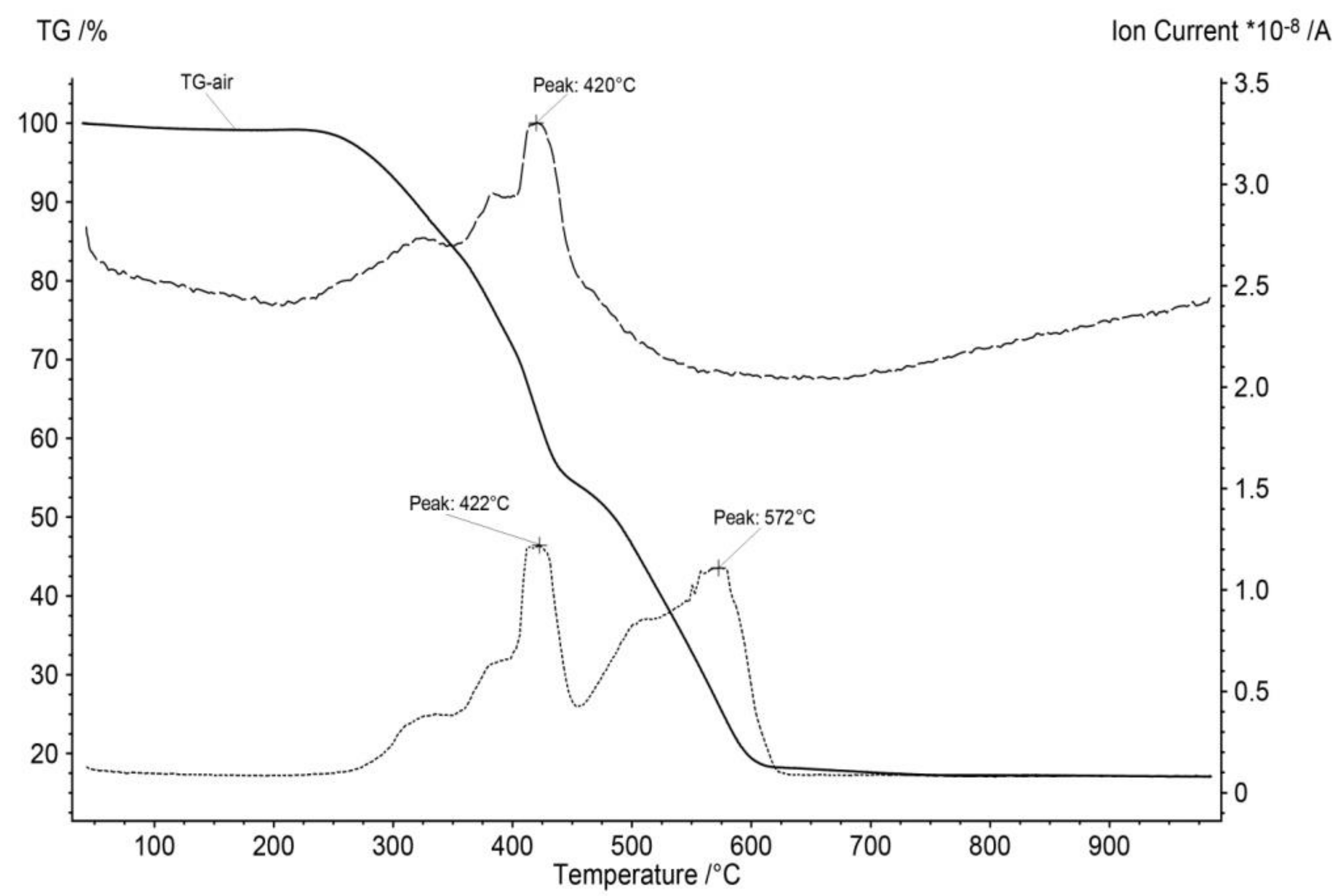
The hypothesis of the nature of the substances oxidized at each of the two stages of the ELTs oxidative pyrolysis is confirmed by the synchronous mass spectroscopy results presented in
Figure 2.
On the curves of ionic currents for water (m/z = 18) and for carbon dioxide (m/z = 44), the maxima are actually observed at the similar temperature, respectively, at 420 °C and 422 °C. Thess temperatures are close to the temperature of the maximum rate of mass drop at the first stage of ELTs decomposition in air (409 °C). This fact can be explained by the decomposition of ELTs at temperatures of the first stage with the release of gaseous organic products, mainly methane and other light hydrocarbons. These products, which come into contact with the oxygen in the air, are oxidized to water and carbon dioxide. Therefore, the oxidation process in this stage can be considered to be homolytic and proceeding in the gaseous phase.
In contrast to what is observed in the first stage, in the second stage there is no water peak (m/z = 18), but there is a peak seen on the curve of the ionic current corresponding to carbon dioxide (m/z = 44). This effect can be observed only in the complete absence of hydrogen atoms in the oxidized material. Therefore, one can conclude that in the second stage, the pyrolytic carbon formed earlier is oxidized; the process is heterolytic in its nature and limited by the diffusion of air oxygen to the surface of the coal.
3.2. Calorimetry of Oxidation
As a result of the stepped nature of the ELT’s oxidation, it can be assumed that the energy value of both the pyrolysis fuel and the ELTs will differ significantly. For an effective oxidation to take place, the combustion processes must be carried out under different conditions.
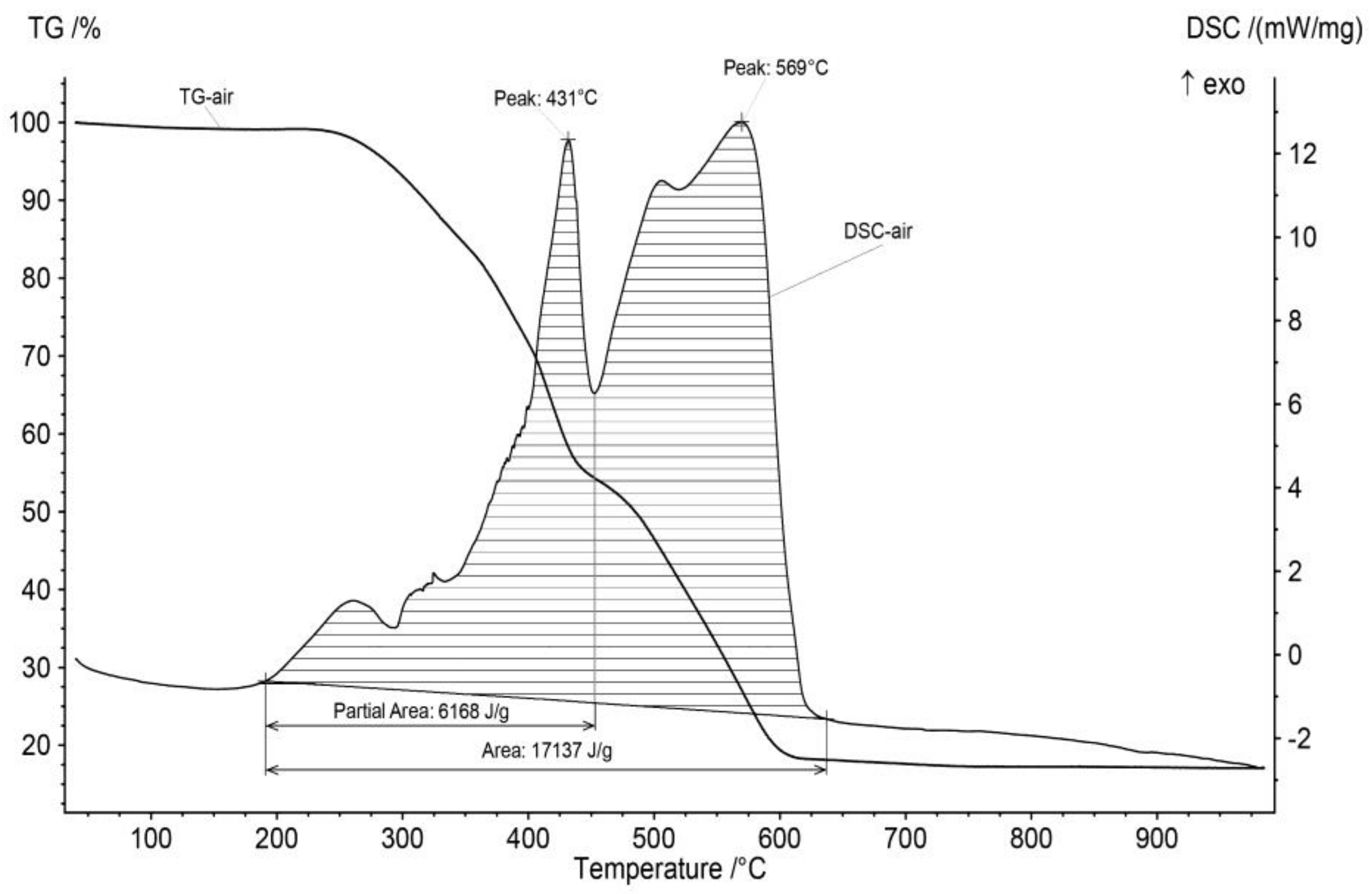
Figure 3 presents the results of differential scanning calorimetry for an ELT sample in air.
In accordance with the above-established two-stage nature of ELT combustion, the heat dissipation on the differential scanning calorimetry (DSC) curve also has two peaks with the maxima at 431 °C and 569 °C. The heat of combustion of ELTs can be estimated at 17,137 J/g and the heat of the gaseous pyrolysis products combustion is about 6188 J/g, which is 36.3% of the total heat of combustion. This value cannot be taken as the heat of combustion of the gaseous products, because it is obvious that part of the gaseous product is oxidized at the second stage simultaneously with the oxidation of coal. Nevertheless, it is obvious that, in synthetic pyrolytic fuel, less than half of the resource energy potential of the ELTs is used and a significant proportion of the energy potential remains in the pyrocarbon. Therefore, for deep extraction of the energy potential, it is necessary either to burn the tires completely or to involve a larger share portion of carbon in the process of obtaining synthetic liquid fuel.
3.3. Gaseous Mass Spectrum Data
In addition to the inefficient use of the ELT’s energy potential, the pyrolytic liquid fuel has problems regarding the formation of toxic compounds.
Figure 4 shows the ion currents of some compounds recorded by a mass spectrometer synchronously with the ELTs thermogravimetry process in argon.
In the process of pyrolysis, sulfur and nitrogen compounds pass into low molecular weight compounds, some of them forming highly toxic compounds. In pyrolysis gases, methylmercaptan and ethylmercaptan were recorded for sulfur and hydrocyanic acid and cyanogens were recorded for nitrogen. These four compounds recorded in the pyrolysis products make us seriously think about the danger connected with the synthetic fuel produced.
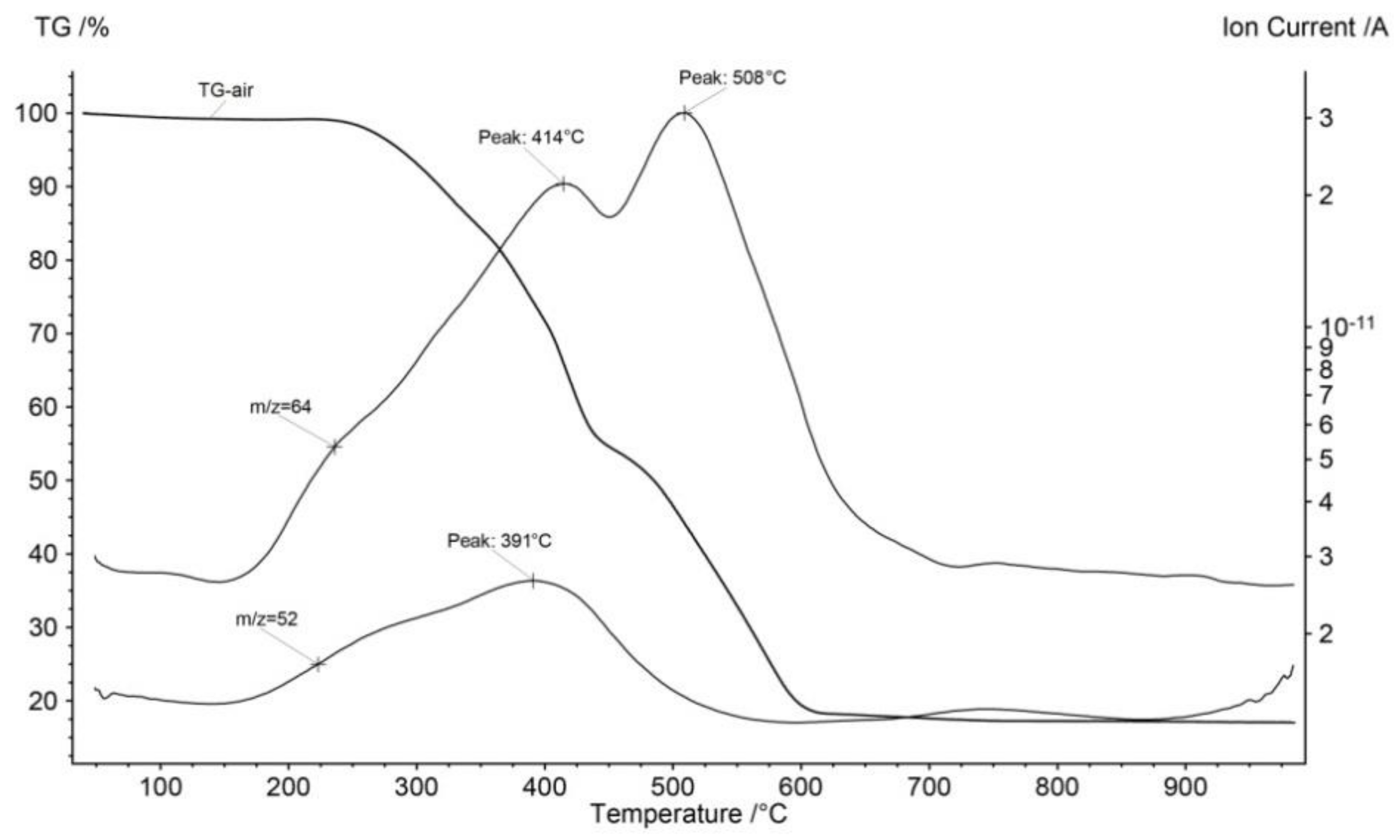
The combustion of synthetic liquid fuels, as well as ELTs, involves the oxidation of sulfur-containing and nitrogen-containing compounds to oxides or to free nitrogen, which are less harmful to the environment. In fact, with an ELT sample, no mercaptans and hydrocyanic acid were detected by mass spectroscopy in the exhaust gases. As expected, a high content of sulfur dioxide in the waste gases (m/z = 64) was confirmed, as shown in
Figure 5.
Sulfur dioxide is characterized by its evolution in two areas with the maxima at 414 °C and 508 °C. The first maximum is probably due to the oxidation of gaseous sulfur-containing organic compounds resulting from pyrolysis. These may be mercaptans, as previously discovered. Therefore, as for sulfur compounds, the most likely oxidation product will be sulfur dioxide.
The situation is different with the oxidation of nitrogen compounds. Hydrocyanic acid has not been detected in the oxidation products (m/z = 27), but the presence of cyanogen is clearly recorded (m/z = 52). It is possible that most of the nitrogen from organic nitrogen compounds is oxidized to free nitrogen or to nitrogen oxide, which cannot be detected by mass spectroscopy due to a high background. For example, besides nitric oxide NO, ethane and formaldehyde have the same value of m/z = 30. However, the presence of cyanogens in the flue gases is doubtless and a cause for extreme concern.
4. Discussion
Approximately 1.5 billion tires are produced each year, which will eventually enter the waste stream representing a major potential waste and environmental problem [
19]. Pyrolysis has been considered to be an attractive thermochemical process to tackle the waste tire disposal problem and to allow energy recovery at the same time [
20].
Unlike direct oxidation, in which the entire energy potential of ELTs is used at once, in the process of pyrolysis, part of the energy in the form of the combustion of gaseous products is usually used for heating. Therefore, it is natural that the specific heat of combustion of the produced synthetic fuel is always lower than the specific heat of the initial ELTs and it is not always possible to compensate for the energy balance within the technological cycle [
6].
In contrast to direct combustion, however, it is possible to control the pyrolysis process within some limits. The authors of [
8] determined that the temperature of the process affects rubber decomposition and, respectively, pyrolysis products. Raising the temperature above 500 °C contributed to the production of liquid and gas fractions. The highest production level of the liquid fraction was obtained at 550 °C, when 37% of the rubber turned into liquid. The temperatures ranging from 450 to 500 °C favored the production of carbon black. In some cases, combined pyrolysis of tires with some other organic polymers resulted in a greater yield of liquid fuel. For example, combined pyrolysis of tires with cellulose is described [
21].
It is obvious that a high C/H ratio in ELTs because of carbon black and rubber presence during pyrolysis leads to the formation of a significant amount of pyrocarbon. Therefore, the hydrogenation of ELTs in the process of pyrolysis results in the expected increase in the yield of liquid fuel. Hydrogenation in the presence of catalysts allows practically the entire organic part of the tires to be converted into liquid fuel [
22].
The presence of sulfur in ELTs inevitably leads to the presence of sulfur compounds, both in the gaseous emissions resulting from deep oxidation and in the fuel obtained by pyrolysis. Various methods are proposed to reduce the sulfur percentage in the resulting fuel. Scrap tire pyrolysis was carried out to produce low sulfur oil (below 0.45 wt%), which is necessary for the reduction of SO
x emissions. The authors [
23] propose a continuous two-stage pyrolyzer consisting of an auger reactor, a fluidized bed reactor, and various additives (CaO, Fe, FeO, and calcined olivine). The hydrocracking process can be used not only to increase the share of the obtained liquid fraction of the synthetic fuel, but also to hydrotreat it with sulfur compounds. From the industrial perspective, according to [
24], a sequential two-stage hydrotreating–hydrocracking strategy has been proposed for scrap tire pyrolysis oil upgrading in order to simultaneously overcome all these limitations and produce high quality fuels.
It is traditionally believed that the main volatile impurities in the process of tire pyrolysis are sulfur compounds; however, nitrogen-containing substances are also present in the synthesis of modern rubber. For example, the authors [
25] consider diphenyl guanidine to be necessarily present. According to them, diphenyl guanidine is an essential ingredient in silica-reinforced rubber compounds for low-rolling resistance tires, since it behaves not only as a secondary accelerator, but also as a catalyst for the silanization reaction.
It is obvious that the presence of sulfur and nitrogen compounds in ELTs inevitably results in the formation of sulfur and nitrogen-containing compounds in the pyrolysis products. Fourier transform infrared spectroscopy was performed in order to specify functional groups and types of bonds at different temperatures [
26]. The spectroscopy analysis showed the presence of some undesired compounds with sulfur and nitrogen functionalities in pyrolytic oil.
There is limited information on the chemical structure of element-organic compounds formed in the process of pyrolysis and passing into the synthetic fuel. Analysis revealed [
27] the presence of some undesired compounds with sulfur, nitrogen, or oxygen functionalities, such as benzotiatholes, nitriles, and carboxylic acids, amongst others.
The amount of nitrogen and sulfur compounds in pyrolytic oil can reach significant quantities. Thus it was established [
28] that oils contained 1.4 wt% sulfur and 0.45 wt% nitrogen. Therefore, combustion of the tire pyrolysis oil in the furnace showed that emissions of NOx and SO
2 were higher than when diesel fuel was used, which was attributed to the higher nitrogen and sulfur contents in the tire oil.
It was also established [
29] that, in addition to increasing NOx emissions as a result of pyrolysis fuel combustion, HC, CO, and smoke emissions also increase compared to the conventional diesel combustion.
The authors [
30] claim that nitrogen heteroatoms in the process of ELT pyrolysis pass mainly into pyrolytic carbon. The municipal biowaste anaerobic digestate of a typical waste treatment plant is pyrolyzed under a mild condition (i.e., 540 °C) to directly yield N-doped biochar without performing any subsequent functionalization process. The results confirmed the integration of nitrogen heteroatoms within the carbonaceous framework. However, the question of the possibility of the transition of heteroatoms to volatile compounds during the process of pyrolysis remains open.
It should also be noted that the thermal methods of ELT utilization, besides the above-mentioned problems of forming highly toxic gas components, lead to the release of inorganic additives, zinc oxide in particular. Since tires contain about 1%–2% zinc by weight, leaching of zinc from the tire waste can be an environmental problem [
31].
Thus, the presence of heteroatoms in the composition, which is insignificant by mass, can result in an incomparably great negative environmental effect in case of the formation of highly toxic compounds in the process of deep oxidation of the composition. During the oxidation of ELTs, an insignificant proportion of sulfur and nitrogen heteroatoms provides the harmfulness of oxidation and pyrolysis products. The presence of sulfur and nitrogen oxides in gaseous products of oxidation is obvious, as is as the presence of HCN in combustion products. In our opinion, however, cyanogen is even more hazardous for the environment. The fact remained that its emission needs additional and careful investigation.
In connection with the above, it seems preferable to reduce and, in the long term, reject the thermal methods of processing ELTs due to the inevitable environmental pollution by toxic products. Therefore, one should expect the development of alternative ELT processing methods based on the use of non-energy resource potential, for example, the use of ELTs as bitumen modifiers [
32,
33]. Due to the growing traffic, loading and aggravation of axis crumb rubber particles in virgin bitumen for superior adhesive and cohesive performance has become common practice [
34]. The incorporation of resilient rubber particles also leads to enhanced rutting, fatigue, and low-temperature cracking resistance of asphalt pavement. Pyrolytic oil could provide useful chemicals, such as aromatic benzene and limonene [
35]. The devulcanization of ELT rubber in autoclave [
36] or in a co-rotating twin screw extruder [
37] allows obtaining reclaimed rubber with superior characteristics. Partial or full replacement of aggregate in concrete with waste rubber has become possible [
38]. All of these non-combustion methods seem to be less dangerous from an environmental point of view.
5. Conclusions
Thermal methods of using the resource potential of ELTs are the most widely used ones. Pyrolysis, from a waste point of view, is a special case of ELT direct combustion, because in it, the main part of energy potential of ELTs is converted into synthetic liquid fuel, which should still be subjected to oxidation for obtaining energy. Moreover, in the process of direct combustion of ELTs, the oxidation process can be divided into two stages: In the first stage, pyrolysis of ELTs and release of organic compounds into the gas phase take place, which, in turn, are burned. Only in the second stage of the ELTs combustion is the pyrolytic carbon oxidized that remains from the pyrolysis process.
The derivative thermogravimetry demonstrated the formation of toxic compounds from heteroatoms during the process of ELT heat treatment. It is obvious that the derivative thermogravimetry method circumstances differ from the circumstances of the ELT combustion or the pyrolysis liquid fuel production. The method discussed has its methodology limits, but the problem of the hazardous gases as a result of the ELT heat treatment still exists and demands deeper investigation to provide ecological safety for ELT utilization processes. In the process of pyrolysis, which in any case occurs during the heat treatment of ELTs, highly toxic nitrogen and sulfur compounds are formed, such as hydrocyanic acid, cyanogen, methylmercaptan, and ethylmercaptan. These circumstances impose definite restrictions on the storage and usage of synthetic pyrolysis fuels obtained from ELTs. In the process of the ELTs or synthetic fuels produced from ELT oxidation, sulfur compounds are oxidized to sulfur dioxide, which is less ecologically dangerous than mercaptans, but still needs to be removed from the flue gases. Furthermore, the residual cyanogen was detected in the ELT combustion products, which poses a serious danger to the environment. In order to avoid the ingress of cyanogen into the environment and to reach its complete oxidation, the time spent by flue gases in the maximum temperature zone should be increased.
Deep cleaning of the ELTs combustion exhaust gases or purification of liquid pyrolysis fuel obtained from ELTs from nitrogen and sulfur compounds can be a solution to the problem. An alternative to ELT deep oxidation, when nitrogen and sulfur compounds in the composition are destroyed by heat treatment to toxic compounds, could be non-combustion methods.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}




