Torrefaction as a Pretreatment Technology for Chlorine Elimination from Biomass: A Case Study Using Eucalyptus globulus Labill



 and
and 
Abstract
:1. Introduction
2. State-Of-The-Art
2.1. Biomass
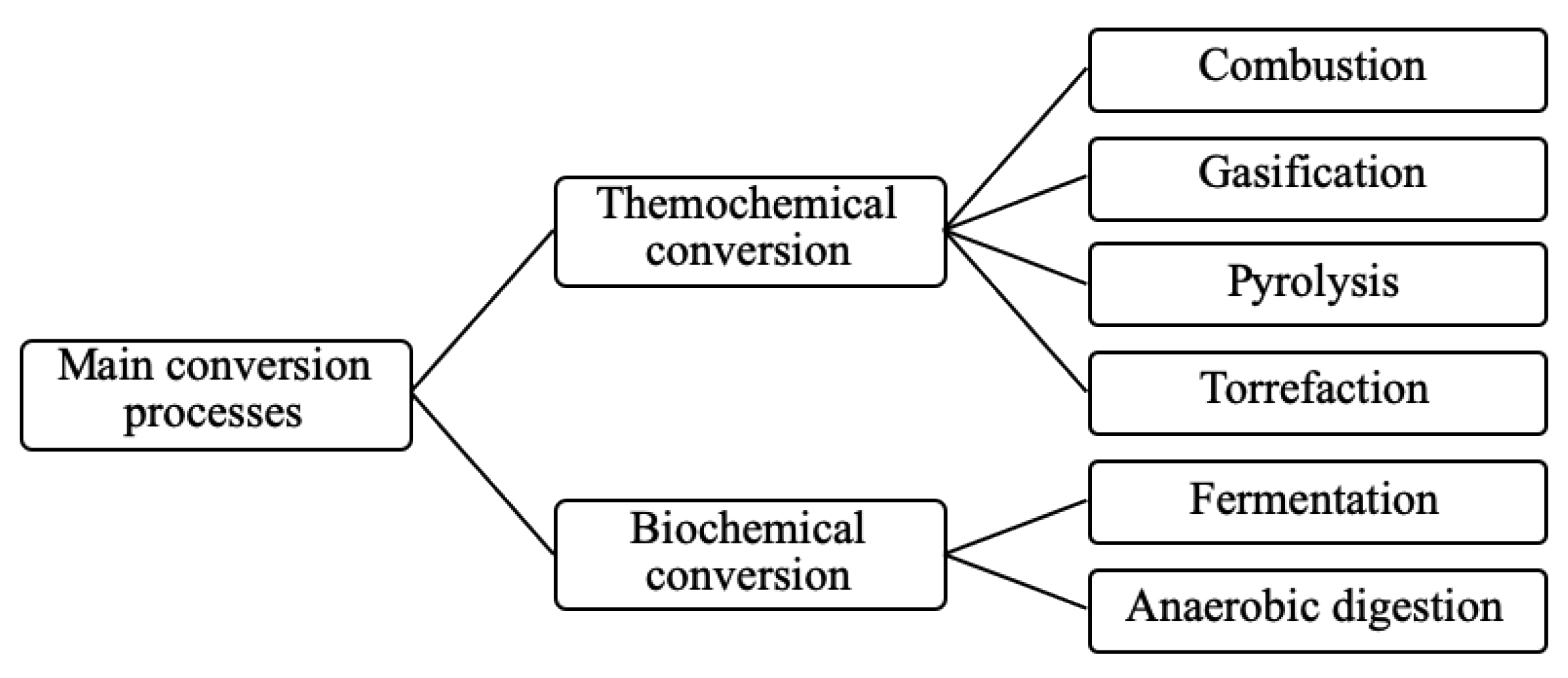
2.2. Biomass Thermochemical Conversion
2.2.1. Torrefaction Process
- Initial heating: The temperature of the biomass starts to increase and moisture starts to evaporate in the end.
- Pre-drying: It occurs at approximately 100 °C and, during this stage, free water present in biomass evaporates at a constant rate.
- Post-drying and intermediate heating: The temperature of the biomass increases to 200 °C. At this stage, biomass releases water present in its chemical bonds, practically eliminating all the moisture. Due to the evaporation of light organic compounds, some mass loss can occur.
- Torrefaction: This is the stage where the biomass is torrefied. It happens during the time in which the temperature is superior to 200 °C, or 220 °C as previously mentioned, and consists of a heating period, a constant temperature period, and a cooling period. Mass loss starts during the first and stops after the latter. The maximum constant temperature reached is known as the torrefaction temperature (TTor).
- Solids cooling: The torrefied biomass cools further until it reaches room temperature.
2.2.2. Torrefaction Parameters
- Temperature and residence time: They are crucial to understand how the exposure of biomass to high temperatures affects its structure since it generally results in mass loss. The temperature attained and its duration influence the degree of thermal degradation. Regarding residence time, previous studies commented the importance of replacing this term with reaction time since the former mainly influences the degradation of hemicellulose, while the latter affects the cellulose mass loss [65,66]. As mentioned, the torrefaction process has several heating stages, even before torrefaction starts. Therefore, residence time does not represent biomass exposure to torrefaction. When comparing the effects of temperature and residence time on the characteristics of the final product, it is important to mention that both are connected and dependent on each other, even though temperature has a more significant influence since it defines the kinetics of the reaction.
- Heating rate: The heating rate (°C/min) chosen during torrefaction affects solid, liquid, and gaseous portions in the final product, since it influences secondary degradation reactions. The use of high heating rates reduces parallel reactions, which impacts the distribution of the products. A recent study suggested that the effects of heat and mass transfer in the particles decrease by increasing the heating rate [67].
- Atmosphere composition: The torrefaction process can be affected by the gas flow used during the process due to the secondary interactions between the gases. Carbon monoxide is the main gas released in the process, occurring through a secondary reaction as the temperature increases. Furthermore, the longer is the residence time, the lower is the CO2/CO ratio. There are no substantial changes in biomass reactivity or in the solid reaction products depending on the presence of O2 in the atmosphere.
- Reactor type: Besides being a relatively new technology, there are several reactors available in the market [68,69]. Reactor design is the main difference between the technologies, each one with its heat transfer method and mixing pattern, determining product quality. The most commonly used technologies are the rotatory drum kiln, which is indirectly heated (through the reactor wall) and the rotary drum reactor, which is directly heated [70].
2.2.3. Torrefied Biomass Properties
- Moisture content: Before torrefaction process, moisture content in raw biomass ranges from 10% to 50%, but, by the end, it reaches 1–3% due to the high temperatures obtained during the process. This reduction contributes to many improvements, such as a lower transportation cost since there is no unwanted water in the product, simplified storage, transportation given by its new hydrophobicity, and better performance during the subsequent conversion process due to a higher heating value.
- Energy and bulk density: The torrefaction process results in loss of mass in different states, which leads to an increase in biomass porosity. As a result, both volumetric and bulk densities decrease, even though several studies have shown a substantial increase of more than 50% in energy density [72].
- Grindability: Biomass is naturally fibrous and tenacious. During torrefaction, structural changes decrease the length of the fibers, making it weaker. This modification favors the utilization of biomass alongside coal in processes such as co-firing and co-gasification, since solid fuel is now easily ground. Apart from that, energy consumption during grinding decreases significantly, with some studies observing reductions of 70–90% [73].
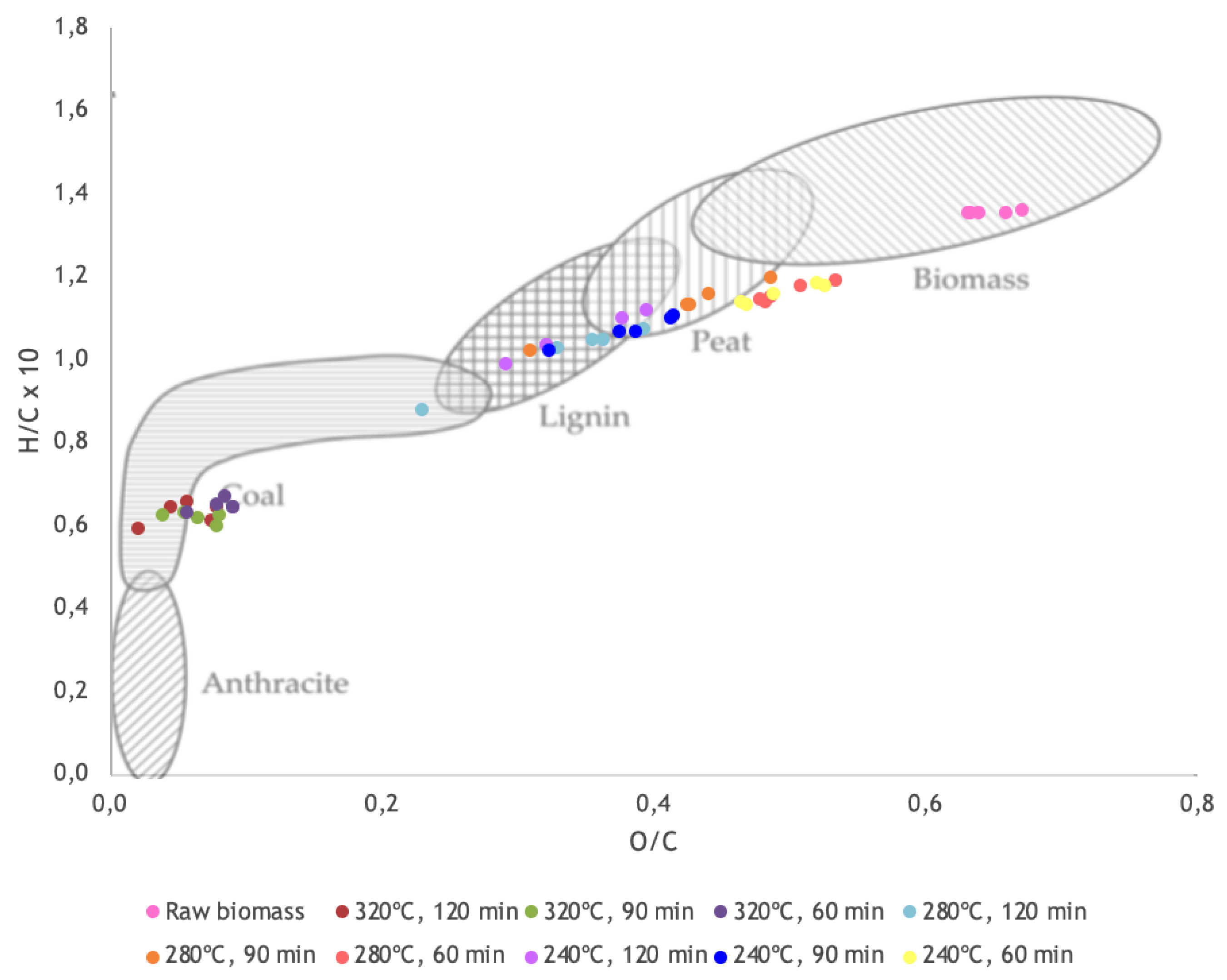
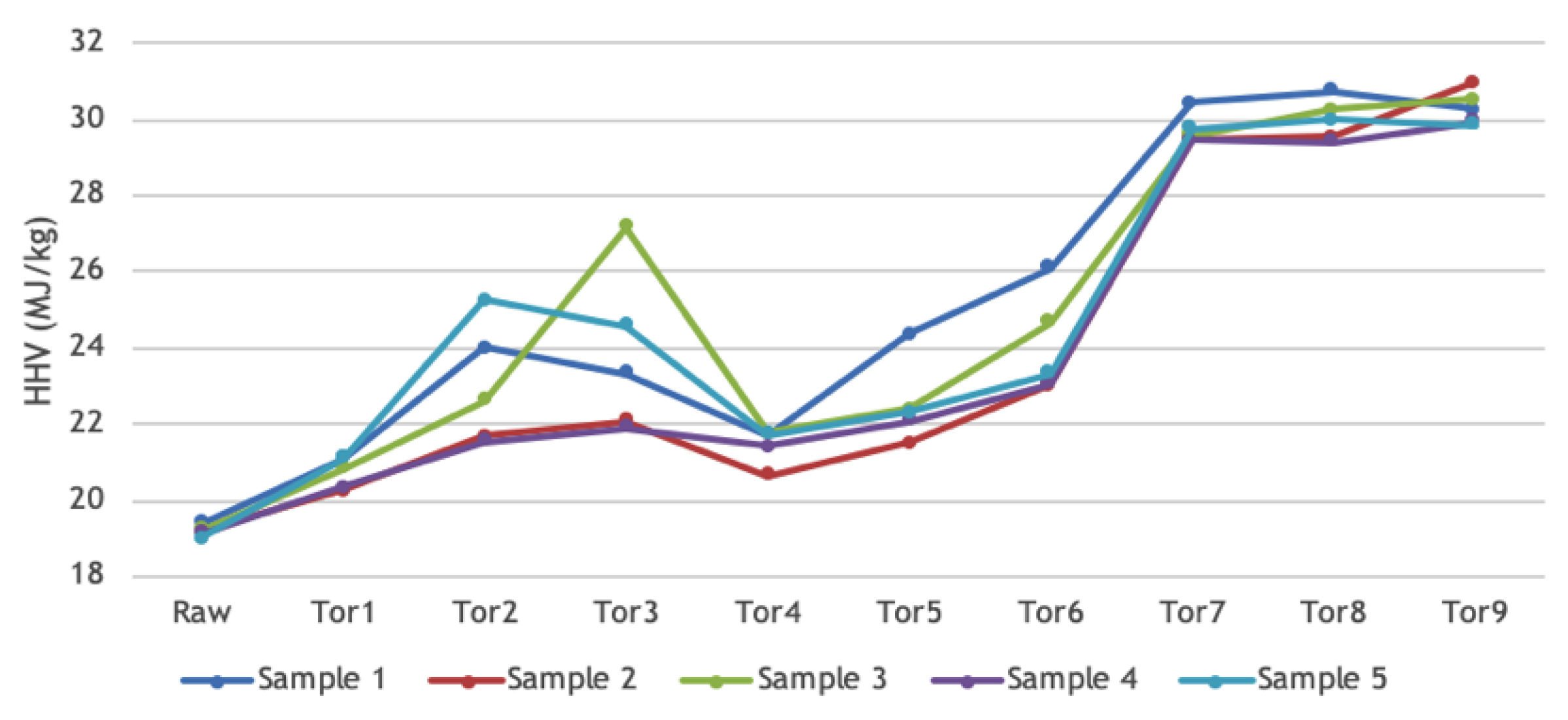
- Heating value: The torrefaction process increases the carbon content, while the oxygen and hydrogen content of the biomass decrease with increasing temperature. The amount of carbon lost during the process is lower than the loss of other components, which leads to a higher heating value when compared to raw biomass. This increase results in better combustion characteristics and approaches properties of torrefied biomass to those of coal.
2.3. Soil and Nutrient Depletion
2.4. Forest Typology of Mainland Portugal
- Pine forests are the second largest forest formation, but had a more considerable reduction in the occupied area.
- Evergreen broadleaves are cork oak and holm oak and represent about 1/3 of the forest.
- Deciduous hardwoods composed of oaks, chestnut trees, and others are the least representative forest formation concerning the occupied area.
- Industrial broadleaf forests are composed by eucalyptus, which showed an increment in occupied area over the last 50 years, representing about 26% of the mainland forest.
2.5. Eucalyptus
3. Materials and Methods
3.1. Materials
3.2. Torrefaction Process
3.2.1. Sample Selection and Preparation
3.2.2. Torrefaction Procedure
3.2.3. Torrefaction Parameters
3.3. Laboratorial Characterization of the Samples
3.3.1. Initial Moisture Content
3.3.2. Chlorine Content
3.3.3. Major and Minor Elements Analysis
3.3.4. Elemental Analysis
3.3.5. Proximate Analysis
3.3.6. Heating Value
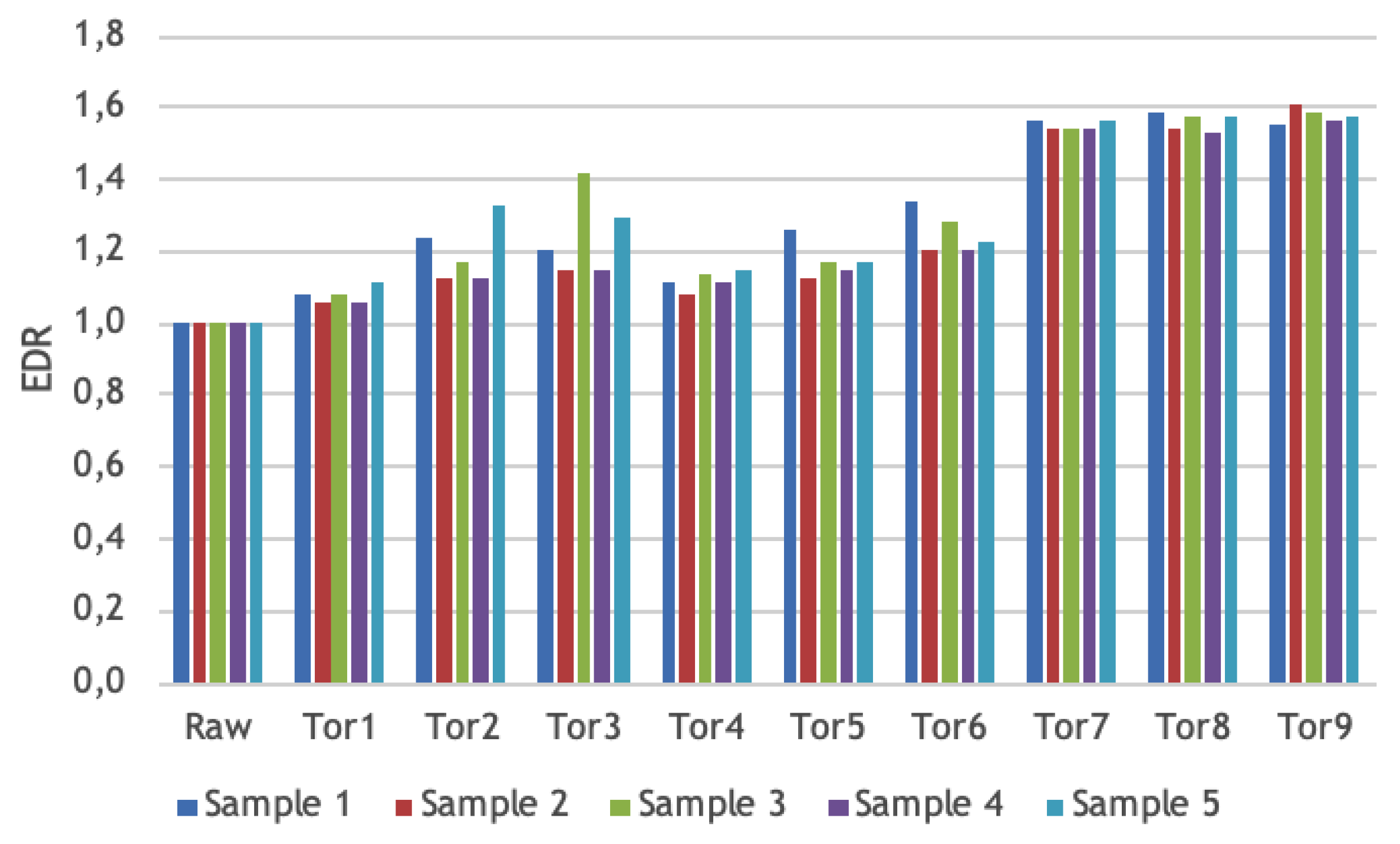
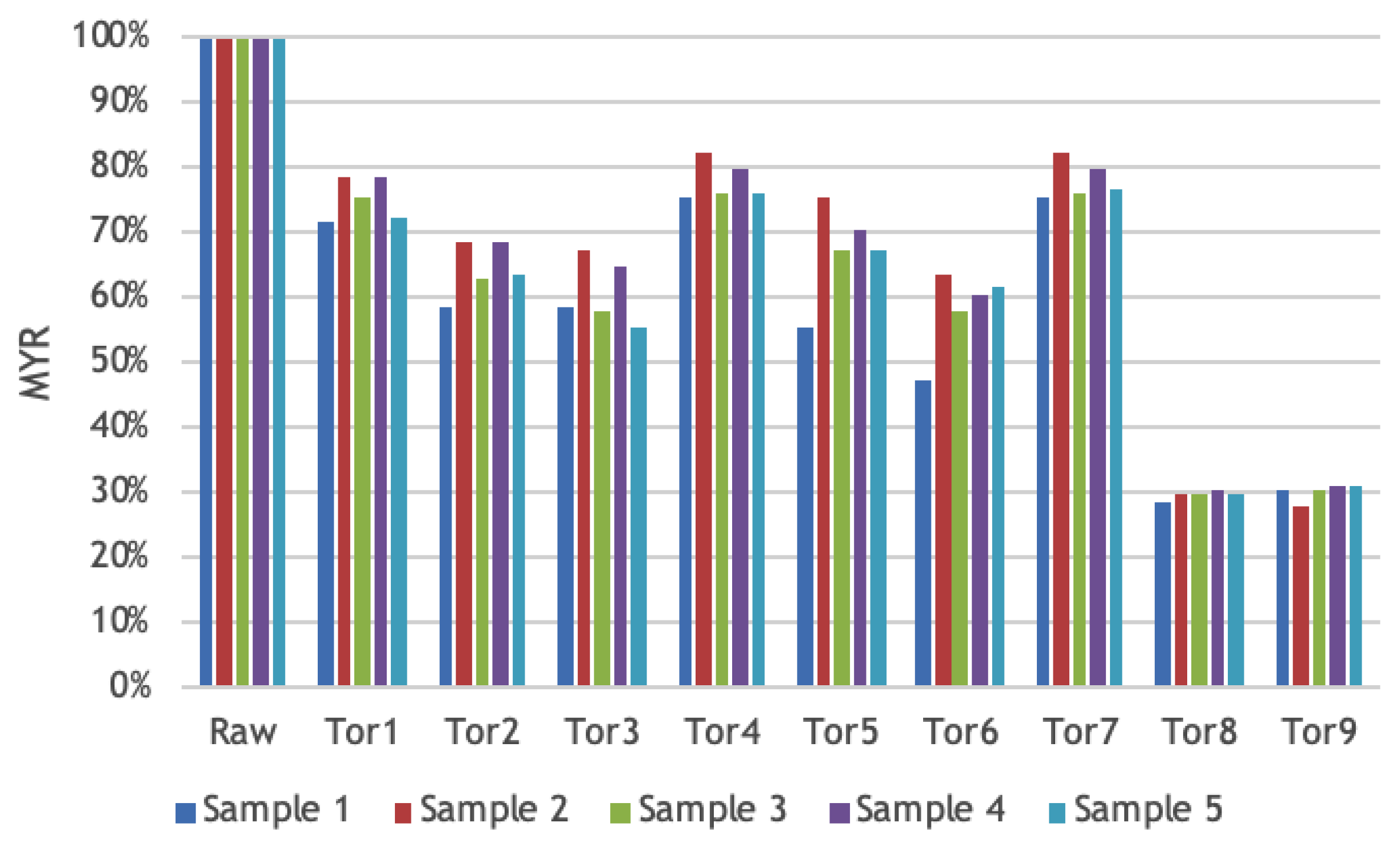
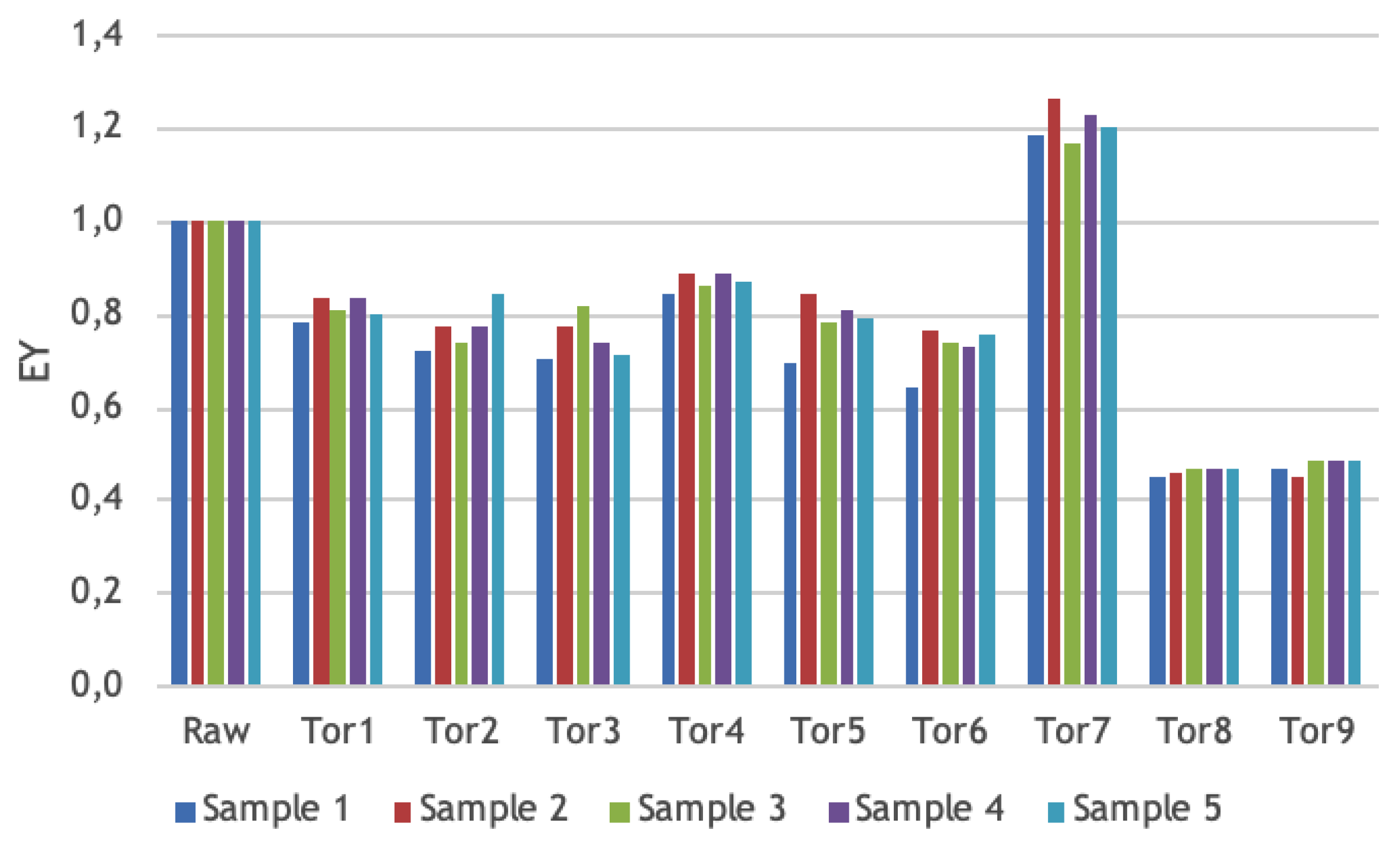
3.3.7. Energy Density and Mass and Energy Yield
4. Results and Discussion
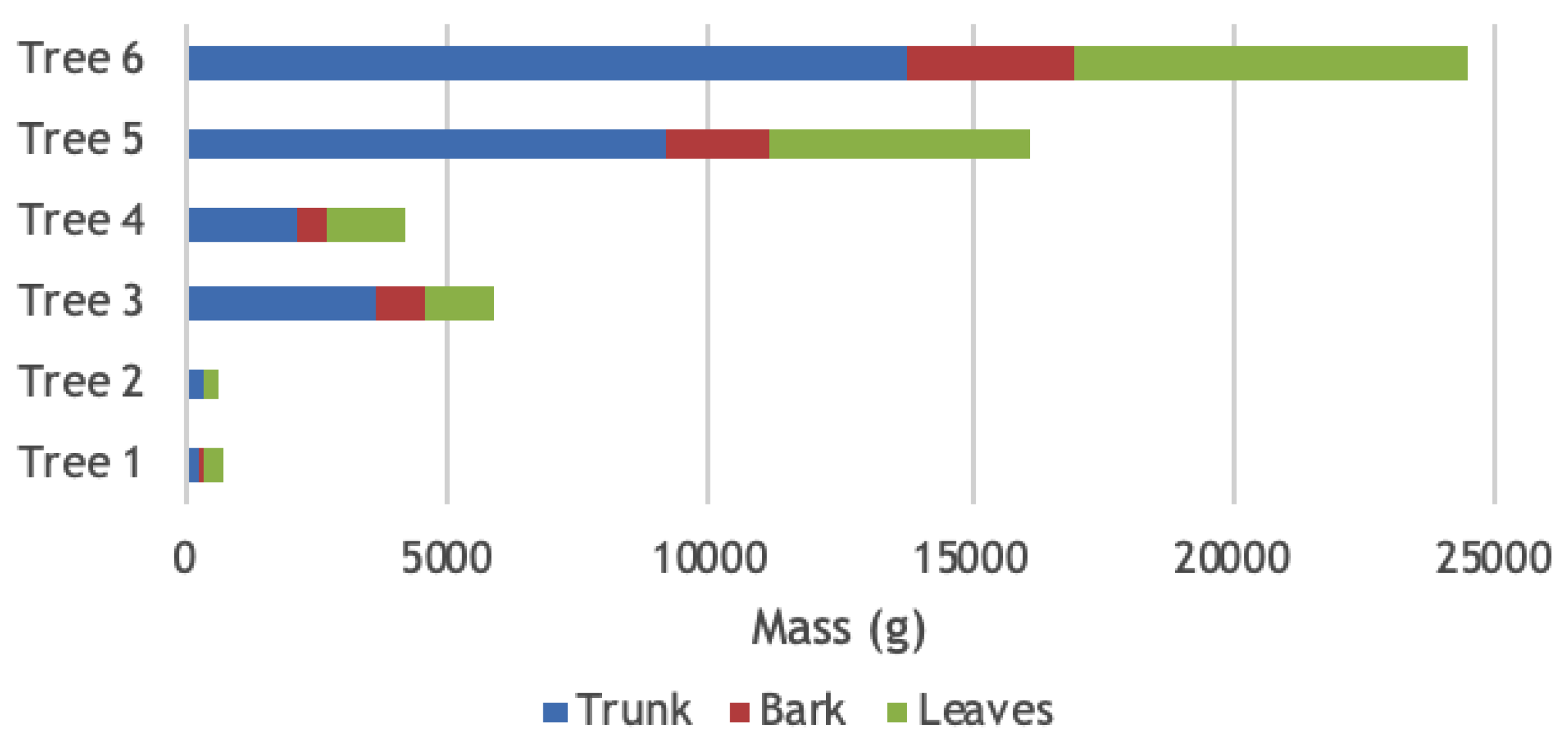
4.1. Mass Distribution and Initial Moisture Content
4.2. Chlorine Content
4.3. Elemental Analysis
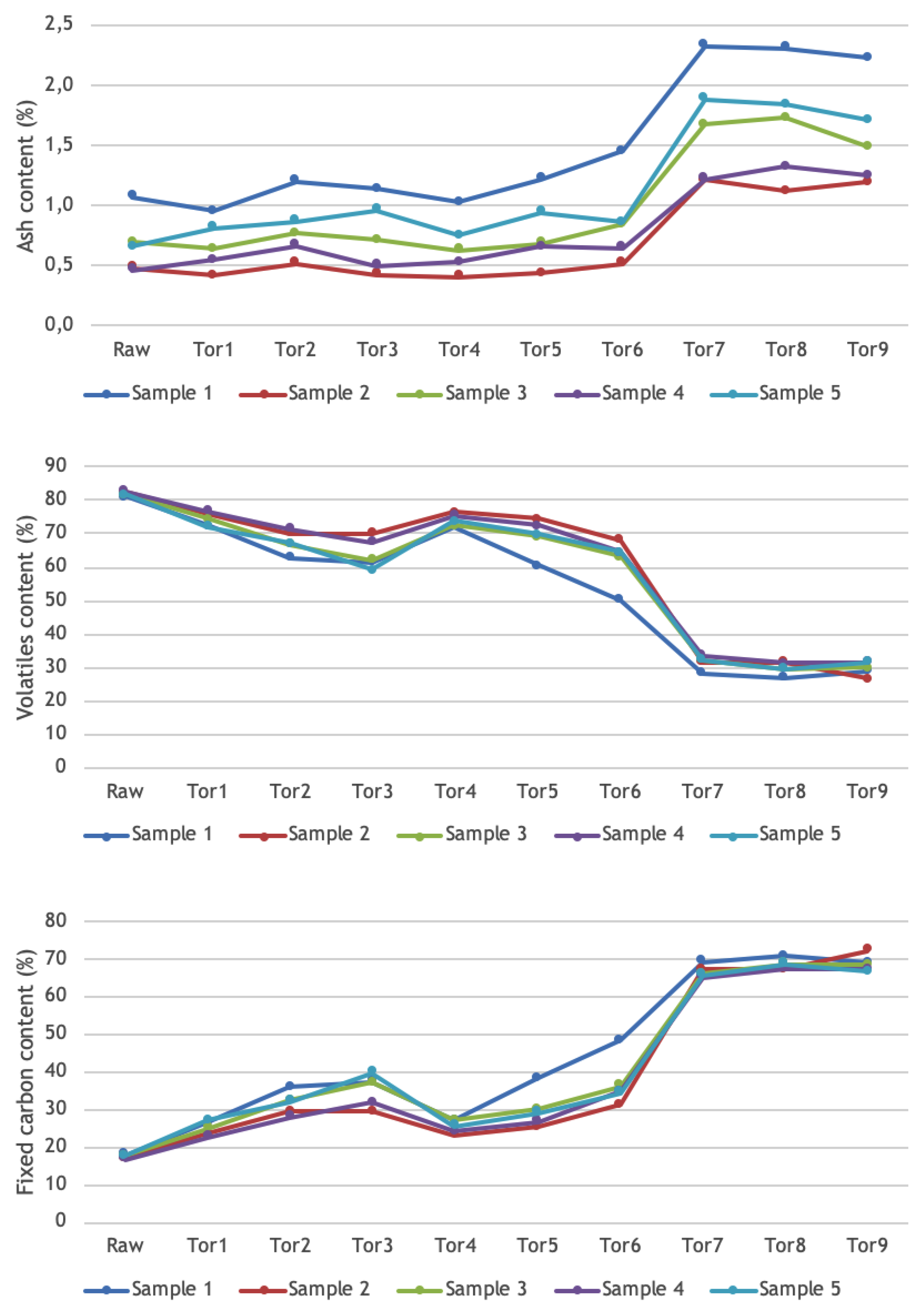
4.4. Proximate Analysis
4.5. Heating Value
4.6. Energy Density and Mass and Energy Yield
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Omer, A.M. Energy, environment and sustainable development. Renew. Sustain. Energy Rev. 2008, 12, 2265–2300. [Google Scholar] [CrossRef]
- Renton, A. Suffering the Science: Climate change, people, and poverty. Oxfam Policy Pract. Clim. Chang. Resil. 2009, 5, 53–113. [Google Scholar]
- Sheldon, R.A. Green and sustainable manufacture of chemicals from biomass: State of the art. Green Chem. 2014, 16, 950–963. [Google Scholar] [CrossRef]
- Zhang, L.; Xu, C.C.; Champagne, P. Overview of recent advances in thermo-chemical conversion of biomass. Energy Convers. Manag. 2010, 51, 969–982. [Google Scholar] [CrossRef]
- Demirbas, A. Potential applications of renewable energy sources, biomass combustion problems in boiler power systems and combustion related environmental issues. Prog. Energy Combust. Sci. 2005, 31, 171–192. [Google Scholar] [CrossRef]
- Vélez, F.; Segovia, J.J.; Martín, M.C.; Antolín, G.; Chejne, F.; Quijano, A. A technical, economical and market review of organic Rankine cycles for the conversion of low-grade heat for power generation. Renew. Sustain. Energy Rev. 2012, 16, 4175–4189. [Google Scholar] [CrossRef]
- Balat, M. Use of biomass sources for energy in Turkey and a view to biomass potential. Biomass Bioenergy 2005, 29, 32–41. [Google Scholar] [CrossRef]
- Franco, A.; Giannini, N. Perspectives for the use of biomass as fuel in combined cycle power plants. Int. J. Therm. Sci. 2005, 44, 163–177. [Google Scholar] [CrossRef]
- Vassilev, S.V.; Vassileva, C.G.; Vassilev, V.S. Advantages and disadvantages of composition and properties of biomass in comparison with coal: An overview. Fuel 2015, 158, 330–350. [Google Scholar] [CrossRef]
- Maciejewska, A.; Veringa, H.; Sanders, J.; Peteves, S. Co-Firing of Biomass with Coal: Constraints and Role of Biomass Pretreatment; 9279029894; Office for Official Publications of the European Communities: Luxemburg, 2006. [Google Scholar]
- Van der Stelt, M.; Gerhauser, H.; Kiel, J.; Ptasinski, K. Biomass upgrading by torrefaction for the production of biofuels: A review. Biomass Bioenergy 2011, 35, 3748–3762. [Google Scholar] [CrossRef]
- Nhuchhen, D.R.; Basu, P.; Acharya, B. A comprehensive review on biomass torrefaction. Int. J. Renew. Energy Biofuels 2014, 2014, 1–56. [Google Scholar] [CrossRef]
- Klinger, J.; Bar-Ziv, E.; Shonnard, D. Unified kinetic model for torrefaction–pyrolysis. Fuel Process. Technol. 2015, 138, 175–183. [Google Scholar] [CrossRef] [Green Version]
- Ciolkosz, D.; Wallace, R. A review of torrefaction for bioenergy feedstock production. Biofuels Bioprod. Biorefining 2011, 5, 317–329. [Google Scholar] [CrossRef]
- Acharya, B.; Sule, I.; Dutta, A. A review on advances of torrefaction technologies for biomass processing. Biomass Convers. Biorefinery 2012, 2, 349–369. [Google Scholar] [CrossRef]
- Fernandes, U.; Costa, M. Potential of biomass residues for energy production and utilization in a region of Portugal. Biomass Bioenergy 2010, 34, 661–666. [Google Scholar] [CrossRef]
- Viana, H.; Cohen, W.B.; Lopes, D.; Aranha, J. Assessment of forest biomass for use as energy. GIS-based analysis of geographical availability and locations of wood-fired power plants in Portugal. Appl. Energy 2010, 87, 2551–2560. [Google Scholar] [CrossRef]
- Monteiro, E.; Mantha, V.; Rouboa, A. The feasibility of biomass pellets production in Portugal. Energy Sources Part B Econ. Plan. Policy 2013, 8, 28–34. [Google Scholar] [CrossRef]
- Barreiro, S.; Tomé, M. Analysis of the impact of the use of eucalyptus biomass for energy on wood availability for eucalyptus forest in Portugal: A simulation study. Ecol. Soc. 2012, 17, 17. [Google Scholar] [CrossRef] [Green Version]
- Lopes, E.; Dias, A.; Arroja, L.; Capela, I.; Pereira, F. Application of life cycle assessment to the Portuguese pulp and paper industry. J. Clean. Prod. 2003, 11, 51–59. [Google Scholar] [CrossRef]
- Casanave, D.; Duplan, J.-L.; Freund, E. Diesel fuels from biomass. Pure Appl. Chem. 2007, 79, 2071–2081. [Google Scholar] [CrossRef]
- Toklu, E. Biomass energy potential and utilization in Turkey. Renew. Energy 2017, 107, 235–244. [Google Scholar] [CrossRef]
- Demirbas, M.; Balat, M. Recent advances on the production and utilization trends of bio-fuels: A global perspective. Energy Convers. Manag. 2006, 47, 2371–2381. [Google Scholar] [CrossRef]
- McKendry, P. Energy production from biomass (part 1): Overview of biomass. Bioresour. Technol. 2002, 83, 37–46. [Google Scholar] [CrossRef]
- Hu, L.; Zhao, G.; Hao, W.; Tang, X.; Sun, Y.; Lin, L.; Liu, S. Catalytic conversion of biomass-derived carbohydrates into fuels and chemicals via furanic aldehydes. RSC Adv. 2012, 2, 11184–11206. [Google Scholar] [CrossRef]
- Ragauskas, A.J.; Beckham, G.T.; Biddy, M.J.; Chandra, R.; Chen, F.; Davis, M.F.; Davison, B.H.; Dixon, R.A.; Gilna, P.; Keller, M. Lignin valorization: Improving lignin processing in the biorefinery. Science 2014, 344, 1246843. [Google Scholar] [CrossRef] [PubMed]
- Yang, H.; Yan, R.; Chen, H.; Zheng, C.; Lee, D.H.; Liang, D.T. In-depth investigation of biomass pyrolysis based on three major components: Hemicellulose, cellulose and lignin. Energy Fuels 2006, 20, 388–393. [Google Scholar] [CrossRef]
- Zugenmaier, P. Contribution to the historical development of macromolecular chemistry—Exemplified on cellulose. Cellul. Chem. Technol. 2009, 43, 351. [Google Scholar]
- Gilbert, H.J. The biochemistry and structural biology of plant cell wall deconstruction. Plant Physiol. 2010, 153, 444–455. [Google Scholar] [CrossRef] [Green Version]
- Hedges, J.I.; Mann, D.C. The characterization of plant tissues by their lignin oxidation products. Geochim. Et Cosmochim. Acta 1979, 43, 1803–1807. [Google Scholar] [CrossRef]
- Anwar, Z.; Gulfraz, M.; Irshad, M. Agro-industrial lignocellulosic biomass a key to unlock the future bio-energy: A brief review. J. Radiat. Res. Appl. Sci. 2014, 7, 163–173. [Google Scholar] [CrossRef]
- Demirbas, A. Competitive liquid biofuels from biomass. Appl. Energy 2011, 88, 17–28. [Google Scholar] [CrossRef]
- Saidur, R.; Abdelaziz, E.; Demirbas, A.; Hossain, M.; Mekhilef, S. A review on biomass as a fuel for boilers. Renew. Sustain. Energy Rev. 2011, 15, 2262–2289. [Google Scholar] [CrossRef]
- Jenkins, B.; Baxter, L.; Miles Jr, T.; Miles, T. Combustion properties of biomass. Fuel Process. Technol. 1998, 54, 17–46. [Google Scholar] [CrossRef]
- Yin, C.-Y. Prediction of higher heating values of biomass from proximate and ultimate analyses. Fuel 2011, 90, 1128–1132. [Google Scholar] [CrossRef] [Green Version]
- Forbes, E.; Easson, D.; Lyons, G.; McRoberts, W. Physico-chemical characteristics of eight different biomass fuels and comparison of combustion and emission results in a small scale multi-fuel boiler. Energy Convers. Manag. 2014, 87, 1162–1169. [Google Scholar] [CrossRef]
- Khaled, H.; Fawy, H.A. Effect of different levels of humic acids on the nutrient content, plant growth, and soil properties under conditions of salinity. Soil Water Res. 2011, 6, 21–29. [Google Scholar] [CrossRef] [Green Version]
- Wolf, B. A comprehensive system of leaf analyses and its use for diagnosing crop nutrient status. Commun. Soil Sci. Plant Anal. 1982, 13, 1035–1059. [Google Scholar] [CrossRef]
- Uusitalo, M.; Vuoristo, P.; Mäntylä, T. Elevated temperature erosion–corrosion of thermal sprayed coatings in chlorine containing environments. Wear 2002, 252, 586–594. [Google Scholar] [CrossRef]
- Kleinert, M.; Barth, T. Towards a lignincellulosic biorefinery: Direct one-step conversion of lignin to hydrogen-enriched biofuel. Energy Fuels 2008, 22, 1371–1379. [Google Scholar] [CrossRef]
- Arbon, I. Worldwide use of biomass in power generation and combined heat and power schemes. Proc. Inst. Mech. Eng. Part A J. Power Energy 2002, 216, 41–57. [Google Scholar] [CrossRef]
- Toftegaard, M.B.; Brix, J.; Jensen, P.A.; Glarborg, P.; Jensen, A.D. Oxy-fuel combustion of solid fuels. Prog. Energy Combust. Sci. 2010, 36, 581–625. [Google Scholar] [CrossRef]
- Werther, J.; Saenger, M.; Hartge, E.-U.; Ogada, T.; Siagi, Z. Combustion of agricultural residues. Prog. Energy Combust. Sci. 2000, 26, 1–27. [Google Scholar] [CrossRef]
- Doshi, V.; Vuthaluru, H.B.; Korbee, R.; Kiel, J.H. Development of a modeling approach to predict ash formation during co-firing of coal and biomass. Fuel Process. Technol. 2009, 90, 1148–1156. [Google Scholar] [CrossRef]
- Wang, Z.; He, T.; Qin, J.; Wu, J.; Li, J.; Zi, Z.; Liu, G.; Wu, J.; Sun, L. Gasification of biomass with oxygen-enriched air in a pilot scale two-stage gasifier. Fuel 2015, 150, 386–393. [Google Scholar] [CrossRef]
- McKendry, P. Energy production from biomass (part 3): Gasification technologies. Bioresour. Technol. 2002, 83, 55–63. [Google Scholar] [CrossRef]
- Devi, L.; Ptasinski, K.J.; Janssen, F.J. A review of the primary measures for tar elimination in biomass gasification processes. Biomass Bioenergy 2003, 24, 125–140. [Google Scholar] [CrossRef]
- Kim, K.H.; Kim, J.-Y.; Cho, T.-S.; Choi, J.W. Influence of pyrolysis temperature on physicochemical properties of biochar obtained from the fast pyrolysis of pitch pine (Pinus rigida). Bioresour. Technol. 2012, 118, 158–162. [Google Scholar] [CrossRef]
- Jahirul, M.I.; Rasul, M.G.; Chowdhury, A.A.; Ashwath, N. Biofuels production through biomass pyrolysis—A technological review. Energies 2012, 5, 4952–5001. [Google Scholar] [CrossRef]
- Daugaard, D.E.; Brown, R.C. Enthalpy for pyrolysis for several types of biomass. Energy Fuels 2003, 17, 934–939. [Google Scholar] [CrossRef] [Green Version]
- Faaij, A. Modern biomass conversion technologies. Mitig. Adapt. Strateg. Glob. Chang. 2006, 11, 343–375. [Google Scholar] [CrossRef] [Green Version]
- Eseyin, E.; Ekpenyong, I. Advances in Low Temperature Biomass Pyrolysis: A Brief Review. J. Biofuels 2015, 6, 44–56. [Google Scholar]
- Shankar Tumuluru, J.; Sokhansanj, S.; Hess, J.R.; Wright, C.T.; Boardman, R.D. A review on biomass torrefaction process and product properties for energy applications. Ind. Biotechnol. 2011, 7, 384–401. [Google Scholar] [CrossRef] [Green Version]
- Kwietniewska, E.; Tys, J. Process characteristics, inhibition factors and methane yields of anaerobic digestion process, with particular focus on microalgal biomass fermentation. Renew. Sustain. Energy Rev. 2014, 34, 491–500. [Google Scholar] [CrossRef]
- Gunaseelan, V.N. Anaerobic digestion of biomass for methane production: A review. Biomass Bioenergy 1997, 13, 83–114. [Google Scholar] [CrossRef]
- Nordin, A.; Pommer, L.; Nordwaeger, M.; Olofsson, I. Biomass conversion through torrefaction. Technol. Convert. Biomass Useful Energy 2013, 217–244. [Google Scholar] [CrossRef]
- Azizaddini, S.; Haghparast, A.; Adl, M.; Hadijafari, P. Assessment of gasification potential of agricultural and woody biomass resources. Iran. Int. J. Environ. Bioenergy 2012, 3, 75–87. [Google Scholar]
- Li, J.; Brzdekiewicz, A.; Yang, W.; Blasiak, W. Co-firing based on biomass torrefaction in a pulverized coal boiler with aim of 100% fuel switching. Appl. Energy 2012, 99, 344–354. [Google Scholar] [CrossRef]
- Almeida, G.; Brito, J.O.; Perré, P. Alterations in energy properties of eucalyptus wood and bark subjected to torrefaction: The potential of mass loss as a synthetic indicator. Bioresour. Technol. 2010, 101, 9778–9784. [Google Scholar] [CrossRef]
- Sadaka, S.; Negi, S. Improvements of biomass physical and thermochemical characteristics via torrefaction process. Environ. Prog. Sustain. Energy: Off. Publ. Am. Inst. Chem. Eng. 2009, 28, 427–434. [Google Scholar] [CrossRef]
- Goldfarb, O. Economic aspects of energy generation using agricultural and municipal solid waste. Ecol. Environ. 2015, 6, 224–230. [Google Scholar]
- Proskurina, S.; Heinimö, J.; Schipfer, F.; Vakkilainen, E. Biomass for industrial applications: The role of torrefaction. Renew. Energy 2017, 111, 265–274. [Google Scholar] [CrossRef]
- Bergman, P.C.; Kiel, J.H. Torrefaction for biomass upgrading. In Proceedings of the 14th European Biomass Conference, Paris, France, 17 October 2015; pp. 17–21. [Google Scholar]
- Medic, D.; Darr, M.; Potter, B.; Shah, A. Effect of torrefaction process parameters on biomass feedstock upgrading. In Proceedings of the 2010 Pittsburgh, Pennsylvania, PA, USA, 20–23 June 2010; p. 1. [Google Scholar]
- Wang, L.; Barta-Rajnai, E.; Skreiberg, Ø.; Khalil, R.; Czégény, Z.; Jakab, E.; Barta, Z.; Grønli, M. Impact of torrefaction on woody biomass properties. Energy Procedia 2017, 105, 1149–1154. [Google Scholar] [CrossRef]
- Jagodzińska, K.; Czerep, M.; Kudlek, E.; Wnukowski, M.; Pronobis, M.; Yang, W. Torrefaction of agricultural residues: Effect of temperature and residence time on the process products properties. J. Energy Resour. Technol. 2020, 142, 070912. [Google Scholar] [CrossRef] [Green Version]
- Silveira, E.A.; Galvão, L.G.O.; Sá, I.A.; Silva, B.F.; Macedo, L.; Rousset, P.; Caldeira-Pires, A. Effect of torrefaction on thermal behavior and fuel properties of Eucalyptus grandis macro-particulates. J. Therm. Anal. Calorim. 2019, 138, 3645–3652. [Google Scholar] [CrossRef]
- Kung, K.S.; Shanbhogue, S.; Slocum, A.H.; Ghoniem, A.F. A decentralized biomass torrefaction reactor concept. Part I: Multi-scale analysis and initial experimental validation. Biomass Bioenergy 2019, 125, 196–203. [Google Scholar] [CrossRef]
- Kung, K.S.; Ghoniem, A.F. A decentralized biomass torrefaction reactor concept. Part II: Mathematical model and scaling law. Biomass Bioenergy 2019, 125, 204–211. [Google Scholar] [CrossRef]
- Nunes, L.J. A Case Study about Biomass Torrefaction on an Industrial Scale: Solutions to Problems Related to Self-Heating, Difficulties in Pelletizing, and Excessive Wear of Production Equipment. Appl. Sci. 2020, 10, 2546. [Google Scholar] [CrossRef] [Green Version]
- Bates, R.B.; Ghoniem, A.F. Biomass torrefaction: Modeling of volatile and solid product evolution kinetics. Bioresour. Technol. 2012, 124, 460–469. [Google Scholar] [CrossRef]
- Niu, Y.; Lv, Y.; Lei, Y.; Liu, S.; Liang, Y.; Wang, D. Biomass torrefaction: Properties, applications, challenges, and economy. Renew. Sustain. Energy Rev. 2019, 115, 109395. [Google Scholar] [CrossRef]
- Hasan, M.; Haseli, Y. An Oxyfuel Combustion-Based Torrefaction Process: Technoeconomic Analysis. J. Energy Resour. Technol. 2020, 142, 032205. [Google Scholar] [CrossRef]
- Ribeiro, J.M.C.; Godina, R.; Matias, J.C.d.O.; Nunes, L.J.R. Future perspectives of biomass torrefaction: Review of the current state-of-the-art and research development. Sustainability 2018, 10, 2323. [Google Scholar] [CrossRef] [Green Version]
- Rodrigues, A.; Nunes, L. Evaluation of ash composition and deposition tendencies of biomasses and torrefied products from woody and shrubby feedstocks: SRC poplar clones and common broom. Fuel 2020, 269, 117454. [Google Scholar] [CrossRef]
- Hagen-Thorn, A.; Stjernquist, I. Micronutrient levels in some temperate European tree species: A comparative field study. Trees 2005, 19, 572–579. [Google Scholar] [CrossRef]
- Soetan, K.; Olaiya, C.; Oyewole, O. The importance of mineral elements for humans, domestic animals and plants: A review. Afr. J. Food Sci. 2010, 4, 200–222. [Google Scholar]
- Gaur, N.; Flora, G.; Yadav, M.; Tiwari, A. A review with recent advancements on bioremediation-based abolition of heavy metals. Environ. Sci. Process. Impacts 2014, 16, 180–193. [Google Scholar] [CrossRef]
- Kamnev, A.A. Phytoremediation of heavy metals: An overview. Recent Adv. Mar. Biotechnol. 2003, 8, 269–318. [Google Scholar]
- Sarmento, P.; Monteiro, G.; Marcelino, F.; Igreja, C.; Caetano, M. Avaliação da Exatidão Temática das Cartas de uso e Ocupação do solo para Portugal Continental COS1995v1.0, COS2007v2.0 e COS2010v1.0. Direção-Geral do Território; DGT: Lisboa, Portugal, 2016. [Google Scholar]
- Caldeira, F.; Mestre, S.; Alegria, C.; Quinta-Nova, L.; Albuquerque, M. Os SIG como ferramenta de apoio à gestão sustentável da floresta. In Ii Jorn. Potencial Científico E Técnico Do Ipcb; IPCB: Castelo Branco, Portugal, 2013; pp. 2–10. [Google Scholar]
- Rozefelds, A. Eucalyptus phylogeny and history: A brief summary. Tasforests-Hobart- 1996, 8, 15–26. [Google Scholar]
- Águas, A.; Ferreira, A.; Maia, P.; Fernandes, P.M.; Roxo, L.; Keizer, J.; Silva, J.S.; Rego, F.C.; Moreira, F. Natural establishment of Eucalyptus globulus Labill. in burnt stands in Portugal. For. Ecol. Manag. 2014, 323, 47–56. [Google Scholar] [CrossRef] [Green Version]
- Mlonka-Mędrala, A.; Gołombek, K.; Buk, P.; Cieślik, E.; Nowak, W. The influence of KCl on biomass ash melting behaviour and high-temperature corrosion of low-alloy steel. Energy 2019, 188, 116062. [Google Scholar] [CrossRef]
- Wang, X.; Hu, Z.; Wang, G.; Luo, X.; Ruan, R.; Jin, Q.; Tan, H. Influence of coal co-firing on the particulate matter formation during pulverized biomass combustion. J. Energy Inst. 2019, 92, 450–458. [Google Scholar] [CrossRef]
- Vainio, E.; DeMartini, N.; Hupa, L.; Åmand, L.-E.; Richards, T.; Hupa, M. Hygroscopic Properties of Calcium Chloride and Its Role on Cold-End Corrosion in Biomass Combustion. Energy Fuels 2019, 33, 11913–11922. [Google Scholar] [CrossRef]
- Meng, X.; Zhou, W.; Rokni, E.; Chen, G.; Sun, R.; Levendis, Y.A. Release of Alkalis and Chlorine from Combustion of Waste Pinewood in a Fixed Bed. Energy Fuels 2019, 33, 1256–1266. [Google Scholar] [CrossRef]
- Blomberg, T.; Tripathi, T.; Karppinen, M. New chemical mechanism explaining the breakdown of protective oxides on high temperature steels in biomass combustion and gasification plants. RSC Adv. 2019, 9, 10034–10048. [Google Scholar] [CrossRef] [Green Version]
- Uvegi, H.; Chaunsali, P.; Traynor, B.; Olivetti, E. Reactivity of industrial wastes as measured through ICP-OES: A case study on siliceous Indian biomass ash. J. Am. Ceram. Soc. 2019, 102, 7678–7688. [Google Scholar] [CrossRef]
- Özsin, G.; Pütün, A.E. TGA/MS/FT-IR study for kinetic evaluation and evolved gas analysis of a biomass/PVC co-pyrolysis process. Energy Convers. Manag. 2019, 182, 143–153. [Google Scholar] [CrossRef]
- Rony, A.H.; Kong, L.; Lu, W.; Dejam, M.; Adidharma, H.; Gasem, K.A.; Zheng, Y.; Norton, U.; Fan, M. Kinetics, thermodynamics, and physical characterization of corn stover (Zea mays) for solar biomass pyrolysis potential analysis. Bioresour. Technol. 2019, 284, 466–473. [Google Scholar] [CrossRef]
- Brillard, A.; Trouvé, G.; Maryandyshev, P.; Kehrli, D.; Lyubov, V.; Brilhac, J.-F. Analysis through thermogravimetric analyses of the impact of torrefaction processes performed under a non-oxidative atmosphere on hydrolysis lignin samples. Fuel 2020, 260, 116261. [Google Scholar] [CrossRef]
- Friedl, A.; Padouvas, E.; Rotter, H.; Varmuza, K. Prediction of heating values of biomass fuel from elemental composition. Anal. Chim. Acta 2005, 544, 191–198. [Google Scholar] [CrossRef]
- Grigiante, M.; Antolini, D. Experimental results of mass and energy yield referred to different torrefaction pathways. Waste Biomass Valorization 2014, 5, 11–17. [Google Scholar] [CrossRef]
- González-García, S.; Hospido, A.; Moreira, M.T.; Romero, J.; Feijoo, G. Environmental impact assessment of total chlorine free pulp from Eucalyptus globulus in Spain. J. Clean. Prod. 2009, 17, 1010–1016. [Google Scholar] [CrossRef]
- Keipi, T.; Tolvanen, H.; Kokko, L.; Raiko, R. The effect of torrefaction on the chlorine content and heating value of eight woody biomass samples. Biomass Bioenergy 2014, 66, 232–239. [Google Scholar] [CrossRef]
- Chew, J.J.; Doshi, V. Recent advances in biomass pretreatment–Torrefaction fundamentals and technology. Renew. Sustain. Energy Rev. 2011, 15, 4212–4222. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stages | Torrefaction Steps | Temperature (°C) | Residence Time (min) |
|---|---|---|---|
| 1 | Initial heating/pre-drying | Troom–T1 | t1 |
| 2 | Post-drying and intermediate heating | T1–T2 | t2 |
| 3 | Torrefaction | T2 | t3 |
| 4 | Solids cooling | T2–50 °C | t4 |
| Torrefaction | tR (min) | T1 (°C) | T2 (°C) |
|---|---|---|---|
| Tor 1 | 60 | 150 | 240 |
| Tor 2 | 90 | ||
| Tor 3 | 120 | ||
| Tor 4 | 60 | 175 | 280 |
| Tor 5 | 90 | ||
| Tor 6 | 120 | ||
| Tor 7 | 60 | 200 | 320 |
| Tor 8 | 90 | ||
| Tor 9 | 120 |
| Tree | Trunk (%) | Bark (%) | Leaves (%) |
|---|---|---|---|
| 1 | 54.71 | 63.75 | 47.30 |
| 2 | 54.71 | 63.75 | 47.30 |
| 3 | 41.74 | 55.27 | 41.10 |
| 4 | 45.51 | 52.01 | 40.88 |
| 5 | 50.08 | 63.23 | 49.63 |
| 6 | 53.32 | 62.50 | 51.52 |
| Test | Sample | CHN (%) | S (%) | Cl (%) | O (%) | ||
|---|---|---|---|---|---|---|---|
| C | H | N | |||||
| Raw biomass | 1 | 56.93 | 5.76 | 0.39 | 0.01 | 0.05 | 36.86 |
| 2 | 57.87 | 5.88 | 0.23 | 0.00 | 0.03 | 35.99 | |
| 3 | 57.75 | 5.85 | 0.19 | 0.01 | 0.04 | 36.17 | |
| 4 | 58.03 | 5.88 | 0.15 | 0.00 | 0.03 | 35.91 | |
| 5 | 56.62 | 5.78 | 0.22 | 0.00 | 0.03 | 37.35 | |
| Test | Sample | CHN (%) | S (%) | Cl (%) | O (%) | ||
|---|---|---|---|---|---|---|---|
| C | H | N | |||||
| Torr 1 | 1 | 65.08 | 5.18 | 0.26 | 0.00 | 0.00 | 29.48 |
| 2 | 62.49 | 5.23 | 0.16 | 0.00 | 0.00 | 32.12 | |
| 3 | 64.04 | 5.25 | 0.19 | 0.00 | 0.00 | 30.52 | |
| 4 | 62.73 | 5.28 | 0.15 | 0.00 | 0.00 | 31.84 | |
| 5 | 65.02 | 5.14 | 0.16 | 0.00 | 0.00 | 29.68 | |
| Test | Sample | CHN (%) | S (%) | Cl (%) | O (%) | ||
|---|---|---|---|---|---|---|---|
| C | H | N | |||||
| Torr 2 | 1 | 72.27 | 4.95 | 0.28 | 0.00 | 0.00 | 22.50 |
| 2 | 67.59 | 5.12 | 0.19 | 0.00 | 0.00 | 27.10 | |
| 3 | 69.56 | 5.06 | 0.20 | 0.00 | 0.00 | 25.18 | |
| 4 | 67.48 | 5.19 | 0.19 | 0.00 | 0.00 | 27.14 | |
| 5 | 68.92 | 5.03 | 0.20 | 0.00 | 0.00 | 25.85 | |
| Test | Sample | CHN (%) | S (%) | Cl (%) | O (%) | ||
|---|---|---|---|---|---|---|---|
| C | H | N | |||||
| Torr 3 | 1 | 72.30 | 5.02 | 0.34 | 0.00 | 0.00 | 22.34 |
| 2 | 68.31 | 5.32 | 0.20 | 0.00 | 0.00 | 26.17 | |
| 3 | 72.37 | 5.05 | 0.19 | 0.00 | 0.00 | 22.39 | |
| 4 | 69.35 | 5.25 | 0.16 | 0.00 | 0.00 | 25.24 | |
| 5 | 74.25 | 4.84 | 0.21 | 0.00 | 0.00 | 20.70 | |
| Test | Sample | CHN (%) | S (%) | Cl (%) | O (%) | ||
|---|---|---|---|---|---|---|---|
| C | H | N | |||||
| Torr 4 | 1 | 64.48 | 5.20 | 0.26 | 0.00 | 0.00 | 30.06 |
| 2 | 62.10 | 5.30 | 0.16 | 0.00 | 0.00 | 32.44 | |
| 3 | 64.41 | 5.16 | 0.17 | 0.00 | 0.00 | 30.26 | |
| 4 | 63.20 | 5.29 | 0.13 | 0.00 | 0.00 | 31.38 | |
| 5 | 64.18 | 5.22 | 0.15 | 0.00 | 0.00 | 30.45 | |
| Test | Sample | CHN (%) | S (%) | Cl (%) | O (%) | ||
|---|---|---|---|---|---|---|---|
| C | H | N | |||||
| Torr 5 | 1 | 72.97 | 4.99 | 0.30 | 0.00 | 0.00 | 21.74 |
| 2 | 64.06 | 5.48 | 0.14 | 0.00 | 0.00 | 30.32 | |
| 3 | 66.93 | 5.29 | 0.18 | 0.00 | 0.00 | 27.60 | |
| 4 | 66.12 | 5.43 | 0.16 | 0.00 | 0.00 | 28.29 | |
| 5 | 66.87 | 5.29 | 0.18 | 0.00 | 0.00 | 27.66 | |
| Test | Sample | CHN (%) | S (%) | Cl (%) | O (%) | ||
|---|---|---|---|---|---|---|---|
| C | H | N | |||||
| Torr 6 | 1 | 78.42 | 4.22 | 0.35 | 0.00 | 0.00 | 17.01 |
| 2 | 68.64 | 5.05 | 0.19 | 0.00 | 0.00 | 26.12 | |
| 3 | 72.04 | 4.95 | 0.19 | 0.00 | 0.00 | 22.82 | |
| 4 | 70.25 | 4.95 | 0.16 | 0.00 | 0.00 | 24.64 | |
| 5 | 70.62 | 5.01 | 0.20 | 0.00 | 0.00 | 24.17 | |
| Test | Sample | CHN (%) | S (%) | Cl (%) | O (%) | ||
|---|---|---|---|---|---|---|---|
| C | H | N | |||||
| Torr 7 | 1 | 92.76 | 2.72 | 0.39 | 0.00 | 0.00 | 4.13 |
| 2 | 89.95 | 2.75 | 0.29 | 0.00 | 0.00 | 7.01 | |
| 3 | 89.94 | 2.74 | 0.25 | 0.00 | 0.00 | 7.07 | |
| 4 | 90.19 | 3.00 | 0.24 | 0.00 | 0.00 | 6.57 | |
| 5 | 90.94 | 2.85 | 0.24 | 0.00 | 0.00 | 5.97 | |
| Test | Sample | CHN (%) | S (%) | Cl (%) | O (%) | ||
|---|---|---|---|---|---|---|---|
| C | H | N | |||||
| Torr 8 | 1 | 94.31 | 2.70 | 0.47 | 0.00 | 0.00 | 2.52 |
| 2 | 91.05 | 2.57 | 0.22 | 0.00 | 0.00 | 6.16 | |
| 3 | 93.07 | 2.74 | 0.23 | 0.00 | 0.00 | 3.96 | |
| 4 | 91.44 | 2.34 | 0.16 | 0.00 | 0.00 | 6.06 | |
| 5 | 92.40 | 2.56 | 0.24 | 0.00 | 0.00 | 4.80 | |
| Test | Sample | CHN (%) | S (%) | Cl (%) | O (%) | ||
|---|---|---|---|---|---|---|---|
| C | H | N | |||||
| Torr 9 | 1 | 93.61 | 2.85 | 0.39 | 0.00 | 0.00 | 3.15 |
| 2 | 96.40 | 2.44 | 0.29 | 0.00 | 0.00 | 0.87 | |
| 3 | 92.59 | 2.96 | 0.33 | 0.00 | 0.00 | 4.12 | |
| 4 | 91.04 | 2.75 | 0.24 | 0.00 | 0.00 | 5.97 | |
| 5 | 91.58 | 2.52 | 0.24 | 0.00 | 0.00 | 5.66 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sá, L.C.R.; Loureiro, L.M.E.F.; Nunes, L.J.R.; Mendes, A.M.M. Torrefaction as a Pretreatment Technology for Chlorine Elimination from Biomass: A Case Study Using Eucalyptus globulus Labill. Resources 2020, 9, 54. https://doi.org/10.3390/resources9050054
Sá LCR, Loureiro LMEF, Nunes LJR, Mendes AMM. Torrefaction as a Pretreatment Technology for Chlorine Elimination from Biomass: A Case Study Using Eucalyptus globulus Labill. Resources. 2020; 9(5):54. https://doi.org/10.3390/resources9050054
Chicago/Turabian StyleSá, Letícia C. R., Liliana M. E. F. Loureiro, Leonel J. R. Nunes, and Adélio M. M. Mendes. 2020. "Torrefaction as a Pretreatment Technology for Chlorine Elimination from Biomass: A Case Study Using Eucalyptus globulus Labill" Resources 9, no. 5: 54. https://doi.org/10.3390/resources9050054
APA StyleSá, L. C. R., Loureiro, L. M. E. F., Nunes, L. J. R., & Mendes, A. M. M. (2020). Torrefaction as a Pretreatment Technology for Chlorine Elimination from Biomass: A Case Study Using Eucalyptus globulus Labill. Resources, 9(5), 54. https://doi.org/10.3390/resources9050054