Additive Manufacturing of Monolithic Microwave Dielectric Ceramic Filters via Digital Light Processing

 ,
,  , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
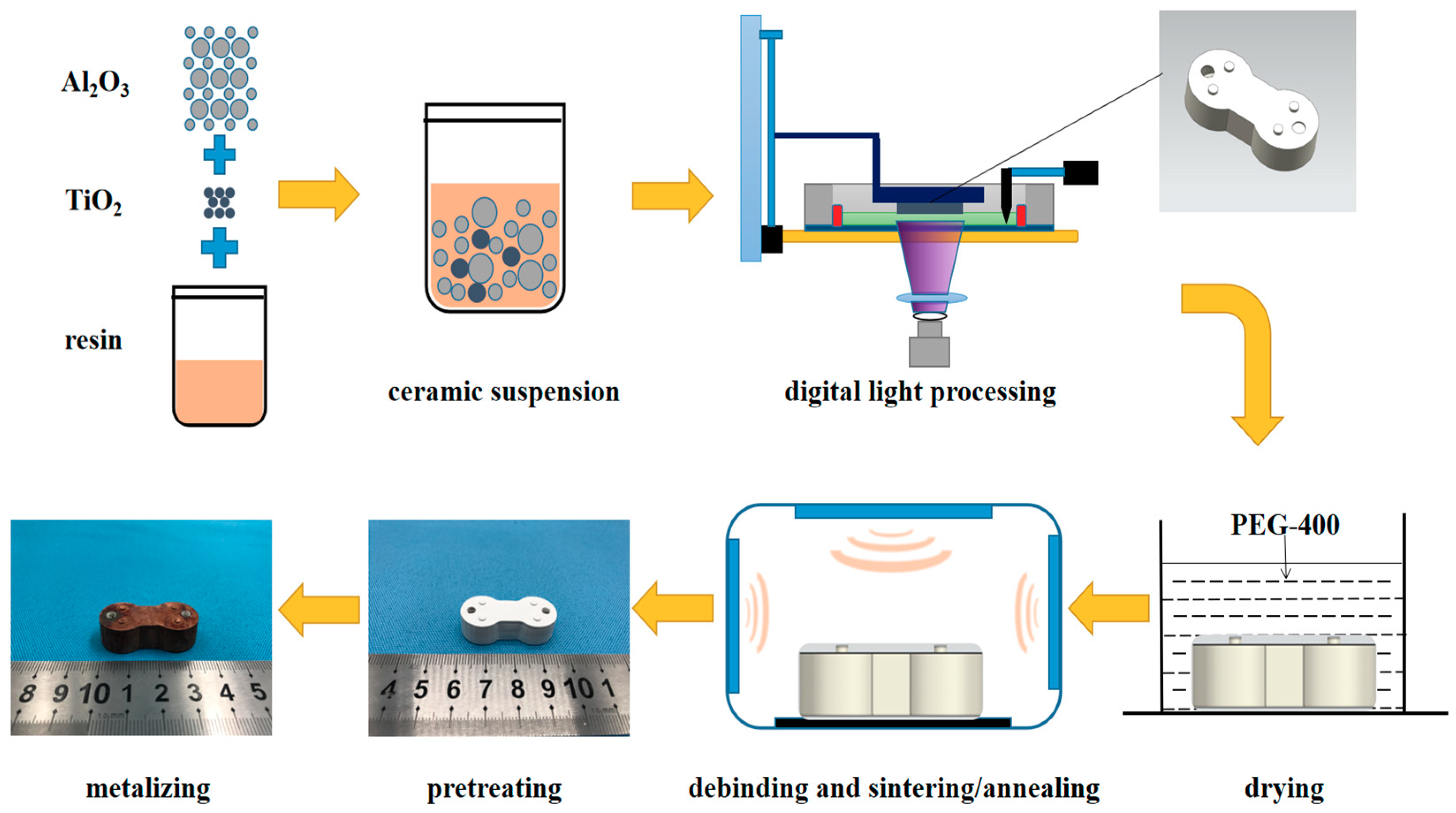
2.1. Preparation of the Ceramic Suspension
2.2. Design and Simulation of the Microwave Dielectric Ceramic Filter
- (1)
- The geometric model of the filter was first created using 3D Modeler according to the size parameters of the design, which are shown in Figure 2b.
- (2)
- The microwave dielectric material selected in the design was set to have a εr of 12.4.
- (3)
- According to the defined port and boundary conditions, excitation type was a lumped port excitation, boundary type was set to be Perfect E.
- (4)
- Then the simulation frequency range needed to be defined. The center frequency of the designed filter was 8.3 GHz, and the simulation frequency range was 6.5–9 GHz.
- (5)
- After the above operations, the simulation step was run.
2.3. Fabrication and Post Treatment of the Filters
2.4. Measurements and Characterizations
3. Results
3.1. The Results of the Dielectric Properties
3.2. The Results of S Parameters and Group Delay of the Filter
4. Discussion
4.1. Discussion of the Dielectric Properties
4.2. Error Analysis of the Simulated and Measured Results of the Microwave Dielectric Ceramic Filter
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Raveendran, A.; Sebastian, M.T.; Raman, S. Applications of Microwave Materials: A Review. J. Electron. Mater. 2019, 48, 2601–2634. [Google Scholar] [CrossRef] [Green Version]
- Sebastian, M.T.; Ubic, R.; Jantunen, H. Low-loss dielectric ceramic materials and their properties. Int. Mater. Rev. 2015, 60, 392–412. [Google Scholar] [CrossRef]
- Partridge, G. Inorganic materials V. Ceramic materials possessing high thermal conductivity. Adv. Mater. 1992, 4, 51–54. [Google Scholar] [CrossRef]
- Alford, N.M.; Penn, S.J. Sintered alumina with low dielectric loss. J. Appl. Phys. 1996, 80, 5895–5898. [Google Scholar] [CrossRef] [Green Version]
- Templeton, A.; Wang, X.; Penn, S.J.; Webb, S.J.; Cohen, L.F.; Alford, N.M. Microwave Dielectric Loss of Titanium Oxide. J. Am. Ceram. Soc. 2000, 83, 95–100. [Google Scholar] [CrossRef]
- Ohishi, Y.; Miyauchi, Y.; Ohsato, H.; Kakimoto, K.-I. Controlled Temperature Coefficient of Resonant Frequency of Al2O3-TiO2 Ceramics by Annealing Treatment. Jpn. J. Appl. Phys. 2004, 43, 749–751. [Google Scholar] [CrossRef]
- Roshni, S.B.; Sebastian, M.T.; Surendran, K.P. Can zinc aluminate-titania composite be an alternative for alumina as microelectronic substrate? Sci. Rep. 2017, 7. [Google Scholar] [CrossRef] [PubMed]
- Dimitriadis, A.I.; Debogovic, T.; Favre, M.; Billod, M.; Barloggio, L.; Ansermet, J.-P.; Rijk, D.E. Polymer-Based Additive Manufacturing of High-Performance Waveguide and Antenna Components. Proc. IEEE 2017, 105, 668–676. [Google Scholar] [CrossRef]
- Auria, M.D.; Otter, W.J.; Hazell, J.; Gillatt, B.T.W.; Long-Collins, C.; Ridler, N.M.; Lucyszyn, S. 3-D Printed Metal-Pipe Rectangular Waveguides. IEEE Trans. Compon. Packag. Manuf. Technol. 2015, 5, 1339–1349. [Google Scholar] [CrossRef] [Green Version]
- Liu, B.; Gong, X.; Chappell, W.J. Applications of layer-by-layer polymer stereolithography for three-dimensional high-frequency components. IEEE Trans. Microwave Theory Tech. 2004, 52, 2567–2575. [Google Scholar] [CrossRef]
- Guo, C.; Shang, X.; Lancaster, M.J.; Xu, J. A 3-D Printed Lightweight X-Band Waveguide Filter Based on Spherical Resonators. IEEE Microwave Wireless Compon. Lett. 2015, 25, 442–444. [Google Scholar] [CrossRef]
- Zocca, A.; Colombo, P.; Gomes, C.M.; Günster, J. Additive Manufacturing of Ceramics: Issues, Potentialities, and Opportunities. J. Am. Ceram. Soc. 2015, 98, 1983–2001. [Google Scholar] [CrossRef]
- Zeng, Y.; Yan, Y.; Yan, H.; Liu, C.; Li, P.; Dong, P.; Zhao, Y.; Chen, J. 3D printing of hydroxyapatite scaffolds with good mechanical and biocompatible properties by digital light processing. J. Mater. Sci. 2018, 53, 6291–6301. [Google Scholar] [CrossRef]
- He, R.; Liu, W.; Wu, Z.; An, D.; Huang, M.; Wu, H.; Jiang, Q.; Ji, X.; Wu, S.; Xie, Z. Fabrication of complex-shaped zirconia ceramic parts via a DLP- stereolithography-based 3D printing method. Ceram. Int. 2018, 44, 3412–3416. [Google Scholar] [CrossRef]
- Liu, Z.; Liang, H.; Shi, T.; Xie, D.; Chen, R.; Han, X.; Shen, L.; Wang, C.; Tian, Z. Additive manufacturing of hydroxyapatite bone scaffolds via digital light processing and in vitro compatibility. Ceram. Int. 2019, 45, 11079–11086. [Google Scholar] [CrossRef]
- Zaman, A.A.; Dutcher, C.S. Viscosity of Electrostatically Stabilized Dispersions of Monodispersed, Bimodal, and Trimodal Silica Particles. J. Am. Ceram. Soc. 2006, 89, 422–430. [Google Scholar] [CrossRef]
- Zhou, M.; Liu, W.; Wu, H.; Song, X.; Chen, Y.; Cheng, L.; He, F.; Chen, S.; Wu, S. Preparation of a defect-free alumina cutting tool via additive manufacturing based on stereolithography—Optimization of the drying and debinding processes. Ceram. Int. 2016, 42, 11598–11602. [Google Scholar] [CrossRef]
- Hakki, B.W.; Coleman, P.D. A Dielectric Resonator Method of Measuring Inductive Capacities in the Millimeter Range. IEEE Trans. Microwave Theory Tech. 1960, 8, 402–410. [Google Scholar] [CrossRef]
- Kobayashi, Y.; Katoh, M. Microwave Measurement of Dielectric Properties of Low-Loss Materials by the Dielectric Rod Resonator Method. IEEE Trans. Microwave Theory Tech. 1985, 33, 586–592. [Google Scholar] [CrossRef]
- Shannon, R.D. Dielectric polarizabilities of ions in oxides and fluorides. J. Appl. Phys. 1993, 73, 348–366. [Google Scholar] [CrossRef]
- Kobayashi, Y.; Aoki, T.; Kabe, Y. Influence of Conductor Shields on the Q-Factors of a TEO Dielectric Resonator. IEEE Trans. Microwave Theory Tech. 1985, 33, 1361–1366. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| AL-1 | AL-2 | TiO2 | |
|---|---|---|---|
| D50 (μm) | 5 | 0.5 | 2 |
| Density (g·cm−3) | 3.726 | 3.742 | 4.124 |
| Density (g·cm−3) | 2.136 | 10.996 | 13.216 |
| Heat Treatment | Q·f (GHz) | εr | τf (ppm/°C) |
|---|---|---|---|
| 1400 °C as-sintered | 62,000 | 11.9 | −39.3 |
| 1400 °C post annealed | 93,000 | 12.7 | −6.8 |
| 1500 °C as-sintered | 71,000 | 11.7 | −48.7 |
| 1500 °C post annealed | 102,000 | 12.6 | −4.5 |
| 1550 °C as-sintered | 82,000 | 11.8 | −50.2 |
| 1550 °C post annealed | 111,000 | 12.4 | +1.2 |
| 1600 °C as-sintered | 80,000 | 11.9 | −51.3 |
| 1600 °C post annealed | 104,000 | 12.3 | +1.4 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Q.; Qiu, M.; Shen, L.; Jiao, C.; Ye, Y.; Xie, D.; Wang, C.; Xiao, M.; Zhao, J. Additive Manufacturing of Monolithic Microwave Dielectric Ceramic Filters via Digital Light Processing. Electronics 2019, 8, 1067. https://doi.org/10.3390/electronics8101067
Liu Q, Qiu M, Shen L, Jiao C, Ye Y, Xie D, Wang C, Xiao M, Zhao J. Additive Manufacturing of Monolithic Microwave Dielectric Ceramic Filters via Digital Light Processing. Electronics. 2019; 8(10):1067. https://doi.org/10.3390/electronics8101067
Chicago/Turabian StyleLiu, Qingrong, Mingbo Qiu, Lida Shen, Chen Jiao, Yun Ye, Deqiao Xie, Changjiang Wang, Meng Xiao, and Jianfeng Zhao. 2019. "Additive Manufacturing of Monolithic Microwave Dielectric Ceramic Filters via Digital Light Processing" Electronics 8, no. 10: 1067. https://doi.org/10.3390/electronics8101067
APA StyleLiu, Q., Qiu, M., Shen, L., Jiao, C., Ye, Y., Xie, D., Wang, C., Xiao, M., & Zhao, J. (2019). Additive Manufacturing of Monolithic Microwave Dielectric Ceramic Filters via Digital Light Processing. Electronics, 8(10), 1067. https://doi.org/10.3390/electronics8101067