1. Introduction
Axial piston pumps that belong to hydraulic power units are widely used in the aviation and aerospace fields for advantages, such as a high power–weight ratio, strong load capacity and high efficiency [
1,
2,
3]. However, in aviation and aerospace fields, the outlet pressure ripple of axial piston pumps is of particular concern because it can cause the vibration of pipelines and damage to hydraulic components, as well as endanger the stability of hydraulic systems [
4,
5,
6].
In axial piston pumps, the pressure ripple is derived from flow ripples which are composed of the structural flow ripple and the compressible flow ripple [
7,
8]. The structural flow ripple is determined by its own mechanical structure [
9]. Under ideal conditions, the output flow curve of a single piston is a sinusoid, and the superposition of multiple sinusoids cannot form a straight line without fluctuations, so the axial piston pump cannot eliminate the structural flow ripple. The compressible flow ripple is caused by the backflow that refers to the phenomenon in which the oil flows back from the outlet to the piston chamber [
10]. When the piston chamber is ready to discharge oil, the pressure in the chamber is lower than that of the outlet. Then, the piston chamber connects with the outlet through the valve plate, and the oil enters the piston chamber from the outlet to help the oil pressurization in the chamber [
11,
12]. When the oil pressure in the chamber is higher than the outlet, the piston chamber begins to drain oil.
There are many studies on the flow ripple, such as the work by Ma where they optimized the design of the valve plate using a mathematical model and a computational fluid dynamics (CFD) simulation to reduce the compressible flow ripple [
13,
14]. Bergada studied leakages in four types of the friction pairs of axial piston pumps through mathematical modeling and researched the effect of leakages on the flow ripple [
15]. In order to find the optimal design of the valve plate faster, Song proposed that the optimization procedure for the pre-compression volume and the swash-plate cross angle with a relief groove had been greatly simplified by adopting the developed parameter-selection criteria from the simulation results [
4]. Zhang analyzed the flow-dynamics characteristics of an axial piston pump based on the improved CFD simulation, and test results showed that the compressible flow ripple made up 88% of the flow ripple [
16]. Zhu came up with a solution that involved a kind of double-swash-plate hydraulic axial-piston electric-motor pump with port valves, where a cylinder rotates along with the port valves, which is different from the conventional port-valving pump, in which the swash-plate rotates and the cylinder is mounted in the casing [
17]. The valve distribution structure can effectively reduce the backflow, thereby reducing the compressible flow ripple. Zhong used an independent metering valve-control hydraulic system (IMVCHS) to deal with the flow and pressure ripples generated by the axial piston pump and improve the stability of the fluid [
18]. Swarnava conducted an investigation of a novel positive-displacement axial-piston machine using a bent cylinder sleeve configuration, and groove geometry was chosen primarily to reduce flow ripple [
19]. He further reduced the outlet flow and pressure ripples by combining two axial piston pumps into one and studied the influence of structural parameters on the ripples through simulation [
20].
However, the above studies are all for the compressible flow ripple, and there is still little research on how to reduce the structural flow ripple through mechanical designs. The 2D pump, using the guiding rail with a uniform acceleration and a uniform deceleration, was proposed by our team in order to eliminate the structural flow ripple [
21,
22].
Figure 1a demonstrates the mechanical design of a parallel 2D piston pump, which consists of two high-speed 2D piston pumps mechanically connected in series. The transmission mechanism of the high-speed 2D piston pump is a mechanism composed of the rollers and the guiding rail, as shown in
Figure 1b. When the cone rollers of the driving roller and the balancing roller are rolling on the guide rail, the driving roller and balancing roller rotates in a reciprocating linear motion. The output flow curve of the high-speed 2D piston pump is a triangular curve, and the working principle and output flow characteristics of the 2D pump have been described in detail in References [
23,
24] and will not be described here. Because the installation positions of the two 2D pumps in the parallel 2D piston pump have a phase difference of 45 deg, their output flow curves can compensate each other and become a straight line [
24].
A pump with a rated flow rate of 50 L/min, where L is the volume unit and 1 L is equal to 1 dm
3, a rated load pressure of 8 MPa, and a small outlet pressure ripple is re-quired for the special working conditions of the aerospace field. A pump that meets the above requirements was designed according to the structural design of the parallel 2D piston pump shown in
Figure 1.
Figure 2 shows the outlet flows of the pump and the corresponding four working chambers, where 0 deg corresponds to the state of
Figure 1. This pump needs to be further optimized because a smaller outlet pressure pulsation is required. Shentu studied the outlet pressure ripple of a parallel 2D pump by CFD simulations and experimental studies [
24]. However, she did not propose a method to optimize the pressure ripple, and her experiments used conventional pressure sensors instead of high-frequency pressure sensors, so the experimental results were not satisfactory.
The parallel 2D piston pump, a hydraulic pump without a structural flow ripple, is a great innovation, but unfortunately there is no research to measure its outlet flow and pressure ripples, and no solution to further reduce its ripples has been proposed [
25]. This paper focuses on determining an improved geometric design to reduce the outlet pressure ripple of the parallel 2D piston pump by using a numerical simulation method. The CFD model of the parallel 2D piston pump was built, and its geometric model, grid model, numerical strategy, and boundary conditions are introduced in detail. Pressure ripples and output flow ripples of the four working chambers and parallel 2D piston pump are analyzed and the optimized design is determined according to the simulation. Finally, experimental results are presented as an example to verify the simulation and the improved geometric design.
2. Description of CFD Model
In this chapter, the description of the CFD model is split into four parts: in order, the fluid zone’s geometric model, the grid model, the numerical strategy, and the boundary conditions.
2.1. Geometric Model
Figure 3 shows the fluid zone extracted from the mechanical structure of the parallel 2D piston pump in
Figure 1. This fluid zone is divided into 4 parts: in order, an inlet zone, an outlet zone, a left pump unit, and a right pump unit. Oil enters the pump shell through the back cover, and then enters the right pump unit through kidney-shaped channels. The remaining oil enters the cylindrical chamber in the middle through the kidney-shaped channels and the circular channels, and then enters the left pump unit through the kidney-shaped channels. Oil discharged from the left and right pump units first gathers in two annular chambers on both sides, and then flows out through the outlet in the middle.
2.2. Grid Model
The grid model of the parallel 2D piston pump is also divided into four parts: two pump units, an inlet, and an outlet, according to the geometric model of the fluid zone.
Figure 4a,b show the grid models of the left and right pump units and their geometric dimensions. A pump unit is divided into four parts, which are a left chamber (LC), a left distribution part (LDP), a right distribution part (RDP), and a right chamber (RC). The LC and RC of the left pump unit shown in
Figure 4a are of a medium size, while the LC and RC of the right pump unit shown in
Figure 4b are of maximum and minimum size, respectively. The dimensions marked in the figures are in mm. According to the working principle of 2D piston pumps, the LC and RC need to expand and contract, while the LDP and RDP need to displace and rotate.
This paper uses the dynamic mesh to simulate the above motion and takes the left pump unit as an example to describe boundary settings, as shown in
Figure 5. The LC and RC do not rotate, but expand and contract, so their two side walls, such as the LLCMW and LLCI, are selected as moving walls. Because the LDP and RDP are not deformed and only rotated and displaced, they are selected as rigid body zones to move according to the set dynamic-mesh procedure. The LC and LDP also need to set the boundaries of contact between them as an interface before they can interact with each other.
Figure 6 shows the dimensions and boundary settings of the inlet fluid zone. Because the influence of insufficient sucking oil on the outlet flow ripple is not considered in this study, the inlet pressure needs to increase to ensuring there is sufficient sucking oil in both the simulation and the experiment. The inlet of the inlet fluid zone is chosen as a pressure inlet and the outlets are set as interfaces. It should be noted here that, taking the outlets on the left as an example, they must establish the interfaces with the contact walls of the LDP and RDP, respectively.
The dimensions and boundary settings of the outlet fluid zone are similar to those of the inlet fluid zone, as shown in
Figure 7a. However, the boundary of the outlet cannot be set as a pressure outlet. Because the pressure outlet can change the outlet to the set pressure, the pressure ripple cannot be detected. In order to obtain the outlet pressure ripple, an additional section of the outlet pipe is required at the outlet, as shown in
Figure 7b. The outlet pipe is connected to a throttle valve. The load pressure of the pump is adjusted by changing the throttle area of the throttle valve. The downstream part of the throttle valve is provided with a pressure outlet. The sizes of the outlet pipe are based on the actual working conditions of the pump and are completely consistent with the experiment.
Figure 8 shows the grid model of the parallel 2D piston pump formed by combining the four parts. The averaged outlet pressures are compared by increasing the number of mesh elements with a similar quality of the mesh element, as shown in
Figure 9. From 2.6 × 10
5 mesh elements to 4.9 × 10
5 mesh elements, the averaged outlet pressure changes by 0.625%. From 4.9 × 10
5 mesh elements to 7.5 × 10
5 mesh elements, the averaged outlet pressure changes by 0.25%. As such, a grid with a number of 7.5 × 10
5 elements is chosen as the computational model.
2.3. Numerical Strategy
It is a normal choice to use the laws of mass conservation and momentum conservation for numerical strategies in the CFD simulation. These conservation laws can be described as the following equations
where
t is the time,
p,
ux,
uy, and
uz are fluid’s pressure and velocities in the
xyz directions, respectively, and
R,
T, and
Z are body forces acting on the unit micelle in the
xyz directions, respectively.
ρ is oil density and
υ is oil kinematic viscosity.
Due to the phenomena of backflow, pressure overshoot in the chamber, and because pressure ripples are closely related to the oil compressibility, the oil compressibility must be considered for the numerical simulation of 2D piston pumps. If the oil is incompressible, oil density is constant. This means that the transmission speed of the pressure wave is infinite, and it is unreasonable. The essence of compressible fluid is to correct the density by pressure and the elastic modulus
K, and the relationship between them can be described as:
where
p0 is an ambient pressure of 1.01 bars and
ρ0 is the corresponding density under the ambient pressure. The speed of sound
c is calculated as
The renormalization group (RNG)
k-
ε model is used as the turbulence model for this simulation. The standard
k-
ε model proposed by Launder and Spalding is widely used in engineering CFD calculations because of its wide application range, ability to save computing resources, and suitable accuracy [
26]. The RNG
k-
ε model is derived from the standard
k-ε model using a statistical method called renormalization group theory [
27]. The jet is extremely fast when the working chamber starts to discharge oil. The RNG model adds a term to its
ε equation, improving the accuracy of high-velocity flows. This is the reason why the RNG
k-ε model is chosen as the turbulence model.
Solution methods are required for solving the numerical calculation through the commercial software FLUENT. The coupled scheme is used for the numerical calculation. A second-order scheme is chosen for the modeling of the pressure. A second-order upwind scheme is chosen for the modeling of the density and momentum. A first-order upwind scheme is chosen for the modeling of the turbulence.
2.4. Boundary Conditions
Because the working conditions of the parallel 2D piston pump was determined, it needs to provide a flow of 50 L/min under a load of 8 MPa. The displacement of the parallel 2D piston pump is designed to be 10.24 mL/rev, so the rated rotational speed should be 5000 rpm.
One disadvantage of using a throttle valve to modulate pressure is that it cannot be accurately controlled. Therefore, the target is that the pressure of the outlet is close to 8 MPa in the simulation, and the cross-sectional area of the throttle valve is selected to be 5.3 mm2. The pressure inlet is consistent with the test, the pressure is 4 bars, and the pressure outlet is set to a normal pressure.
For the convenience of understanding, the left chamber of the left pump unit is denoted by the symbol LLC, and the left distribution part of the left pump unit is denoted by the symbol LLDP, and so on. The most important thing is the setting of the dynamic mesh, and its rotation direction and boundary movement must correspond. Taking
Figure 10 as an example, there are four working chambers and four distribution parts, from left to right: LLC, LLDP, LRDP, LRC, RLC, RLDP, RRDP, and RRC. The velocity of the boundary is based on the movement of the 2D piston, which has been studied in [
28,
29]. According to the Cartesian coordinate system in
Figure 8, the velocity
v1 of the LLCMW and LRCMW and the velocity
v2 of LLCI, LLDP, LRDP, and LRCI can be expressed as
where
ω is the rotational angular velocity of the 2D piston and
Ls is the stroke of the 2D piston, designed to be 2.5 mm. The velocity
v3 of RLCMW and RRCMW and the velocity
v4 of RLCI, RLDP, RRDP, and RRCI can be expressed as
LLDP, LRDP, RLDP, and RRDP also rotate at the angular velocity of
ω that is expressed by Equation (9),
where
n is the rotational speed in rpm and the direction of rotation conforms to the right-hand rule.
Aviation hydraulic oil at 40 °C is used as the medium. Under the ambient pressure of 1.01 bars, given liquid has a kinematic viscosity of 13.84 × 10−6 m2/s, an elastic modulus of 1000 MPa, and a density of 850 kg/m3.
Finally, the body force Z is also considered to be −9.8 m/s2.
4. Experiments
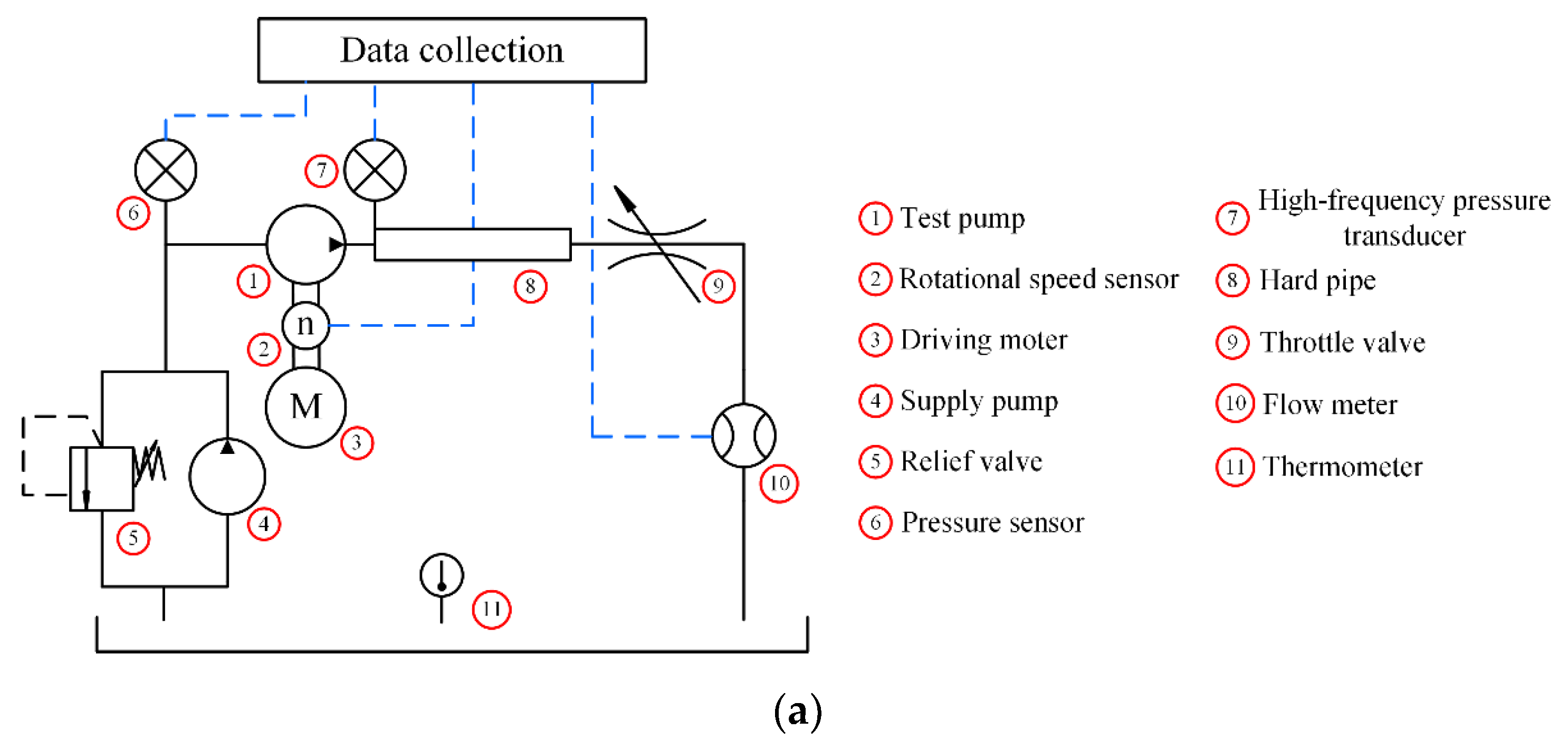
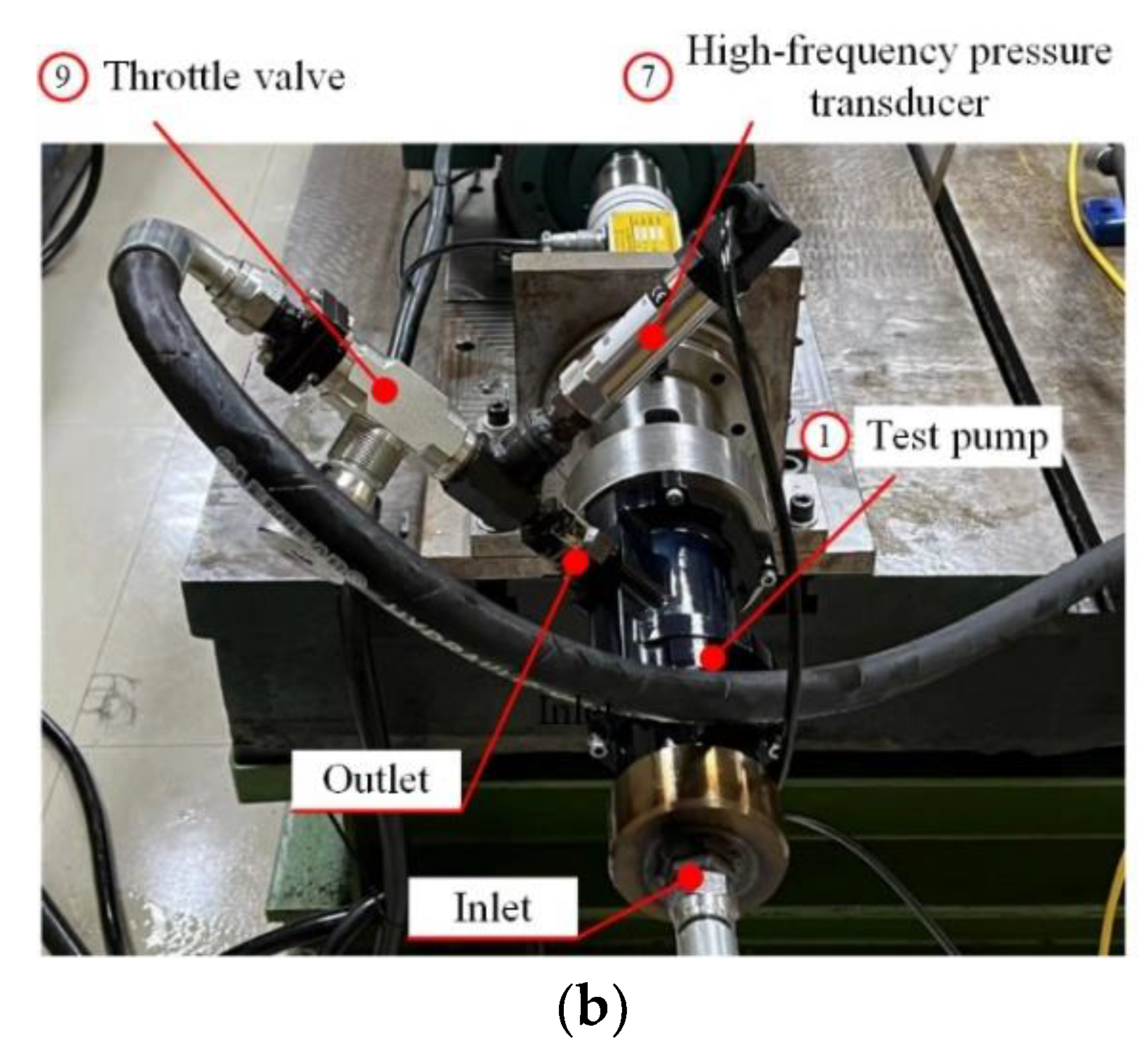
The test system takes into account the actual application environment and sets the outlet as a 5 cm hard pipe, as shown in
Figure 21. The test system is equipped with a supply oil pump and an inlet pressure sensor to ensure the sufficient sucking oil of the test pump. A rotational speed sensor is installed between the motor and the test pump to monitor the rotational speed of the test pump in real time. The outlet pressure sensor is placed at the outlet of the test pump, consistent with the simulation. A throttle valve is set downstream of the hard pipe to change the load pressure of the test pump. A flowmeter is installed downstream of the throttle valve to measure the outlet flow. The oil tank is equipped with a thermometer to detect the oil temperature, in order to prevent the test results from being disturbed by the oil temperature rise.
The reason why this test cannot verify the flow ripple is that the flowmeter cannot measure the high-frequency flow [
30,
31], so only the outlet pressure ripple is detected for the test pump. The key to the detection of the pressure ripple is to select a high-frequency pressure sensor. In this experiment, the pressure sensor of the HM90(10 MPa)-H3-3-V2-F2 is selected, and its parameters are shown in
Table 1.
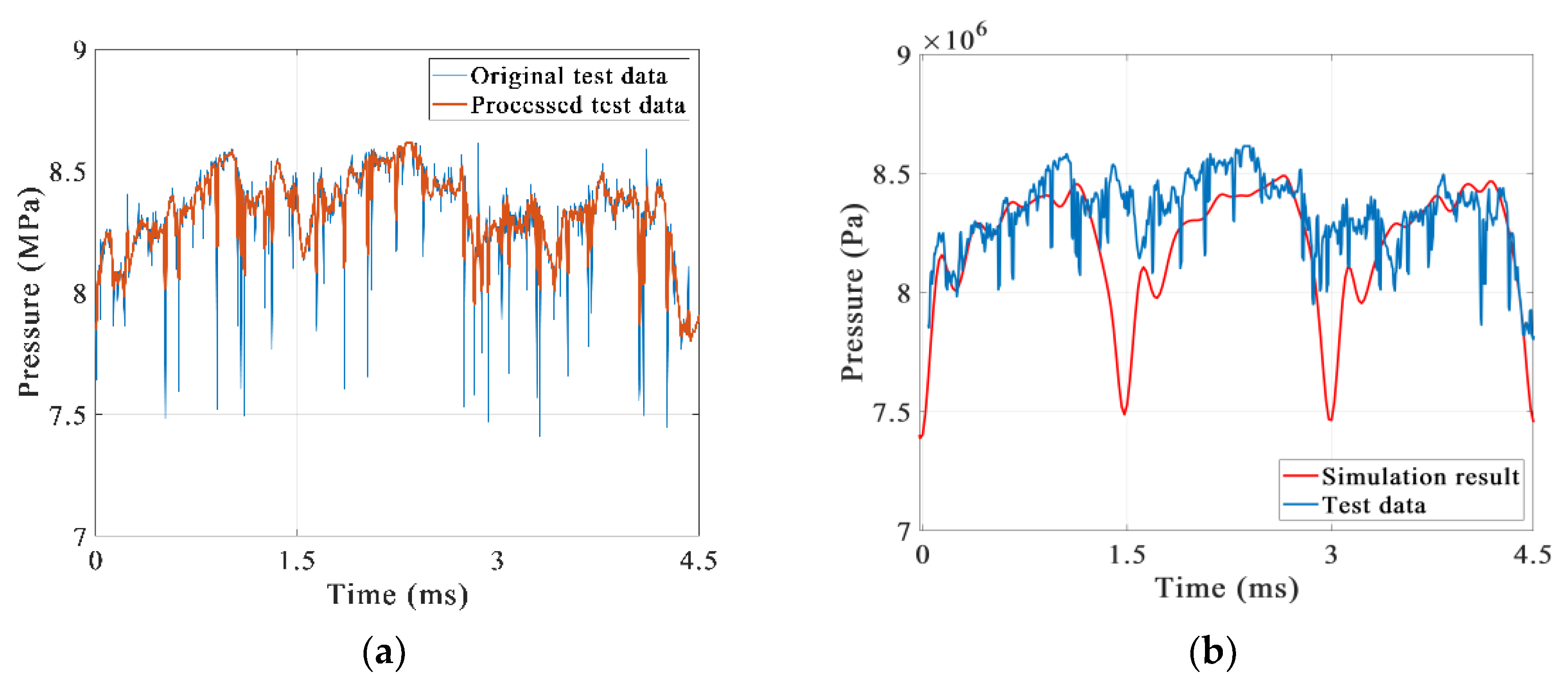
At a rotational speed of 5000 rpm and a load of 8 MPa, the outlet pressure ripple data of the test pump are measured through multiple tests. The original data measured by the experiment contains many interference signals, so the original data are processed by low-pass filtering and three-point averaging. The comparison between the processed data and the original data is shown in
Figure 22a. Then, the processed experimental data and the simulation are compared, as shown in
Figure 22b, and the following conclusions are drawn. Firstly, the experimental result and the numerical simulation are relatively consistent, especially in the prediction of the pressure ripple period. Secondly, after studying the amplitude–frequency characteristics of the test data and simulation result, it is found that the main frequency of the simulation result is 667 Hz, and the main frequency of the experimental data is 600 Hz. The main frequencies of the two are relatively close, but their amplitudes are quite different, as shown in
Figure 23. Finally, the prototype of the parallel two-dimensional piston pump is tested and proves to have a low-pressure ripple of only 6%.
However, there are also differences between the experimental data and the simulation result, especially in the magnitude of the pressure drop. Two explanations are proposed for this. The first is that the installation position of the pressure sensor in the tests is different from the measuring position of the simulation. The former is installed on the side of the pipeline, and the latter is the outlet of the pump. Secondly, the distribution windows of the prototype in the experiment are designed to be rectangular, while the distribution windows in the simulation are still circular, which also leads to a difference.
5. Discussion and Conclusions
In this paper, the outlet pressure ripple of a parallel 2D piston pump is studied by numerical modeling and simulation. In the simulation, by analyzing the pressure and outlet flow of the working chambers, it is explained that the outlet pressure ripple of the pump comes from the flow ripple, which is derived from the backflow that occurs when the oil is discharged from the working chamber. To reduce backflow, the mechanical structures of the 2D pump have been optimized. In the end, the accuracy of the numerical simulation was verified and the outlet pressure ripple rate of the parallel 2D piston pump was measured by testing the outlet pressure ripple of the optimized prototype. The conclusions are as follows:
1. Under the operating conditions with a rotational speed of 5000 rpm and a load pressure of 8 MPa, the measured pressure ripple rate of the optimized parallel 2D piston pump prototype is only 6%.
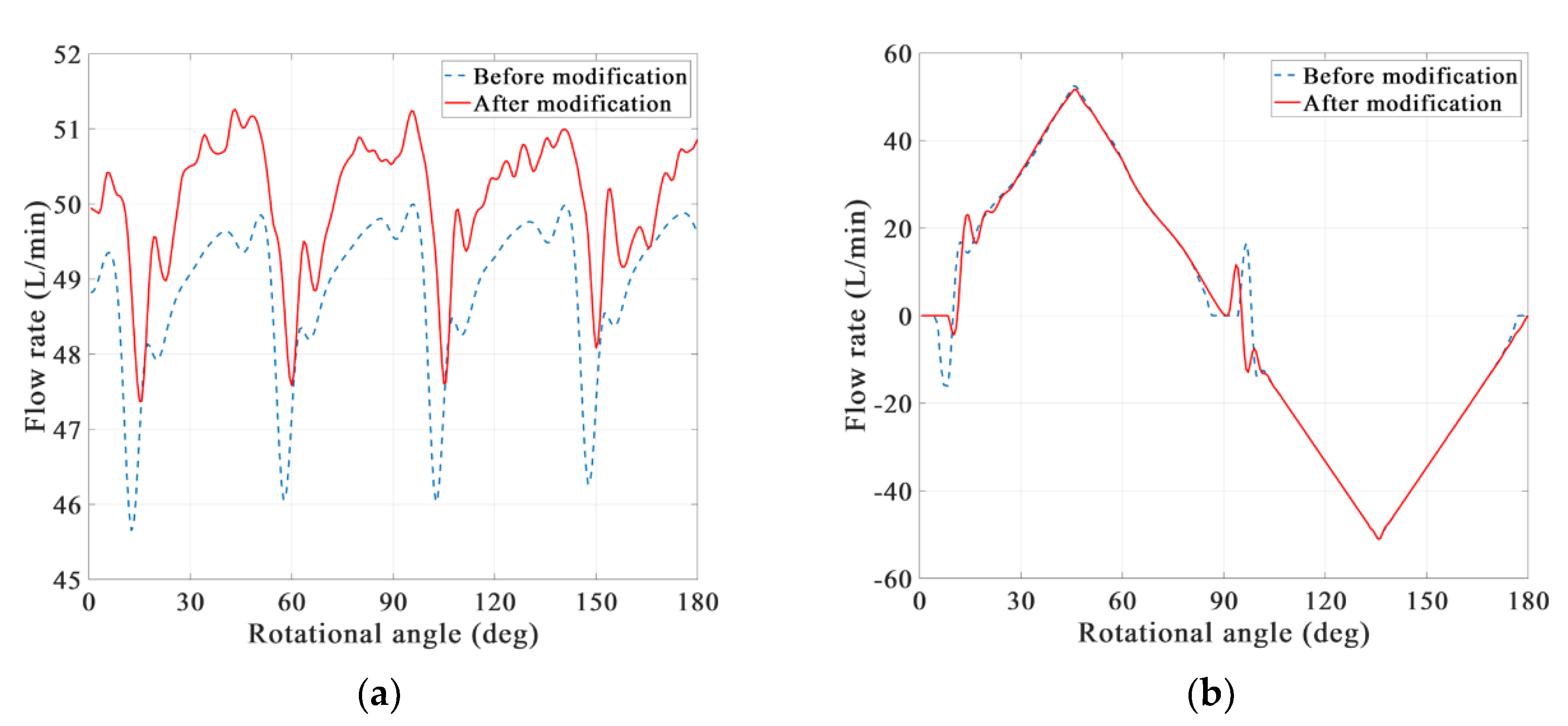
2. The outlet pressure ripple is indeed derived from the outlet flow ripple. The outlet flow ripple can be reduced by reducing the outlet flow ripple, so the mechanical structure of the parallel 2D piston pump, which is designed to eliminate the structural flow ripple, has a great advantage in a low outlet flow ripple.
3. By adding pre-pressure, the backflow of the working chamber can be reduced. However, in the parallel 2D piston pump, the effect on the outlet flow ripple is not significant by reducing the backflow of the working chamber.
In future research, we will continue to maintain the advantage of the 2D piston pump and propose a 2D piston pump with an extremely low-pressure ripple under a load pressure of 28 MPa by modifying the rail curve. In addition, through simulation, it was found that the pressure in the chamber is much higher than the load pressure when the oil is discharged from the working chamber, which greatly effects the mechanical efficiency of the pump and will be continue to be researched. Finally, measur outlet flow ripple of the parallel 2D piston pump are also in progress, and the geometry of the numerical model of the parallel 2D pump will also more closely match the geometry of the experiment.



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}