
Numerical Simulation of Sintering of DLP Printed Alumina Ceramics



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials Preparation
2.2. Digital Light Processing
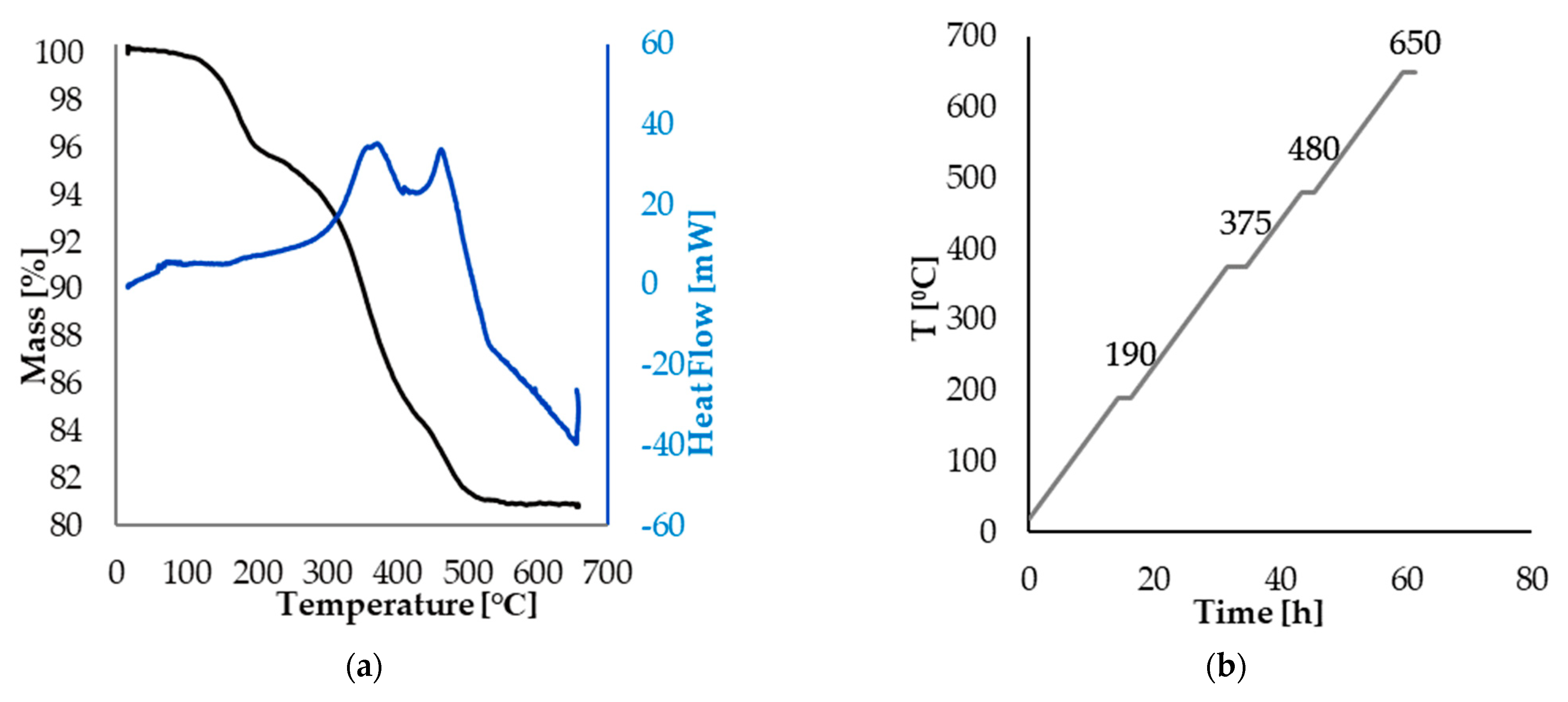
2.3. Debinding Cycle
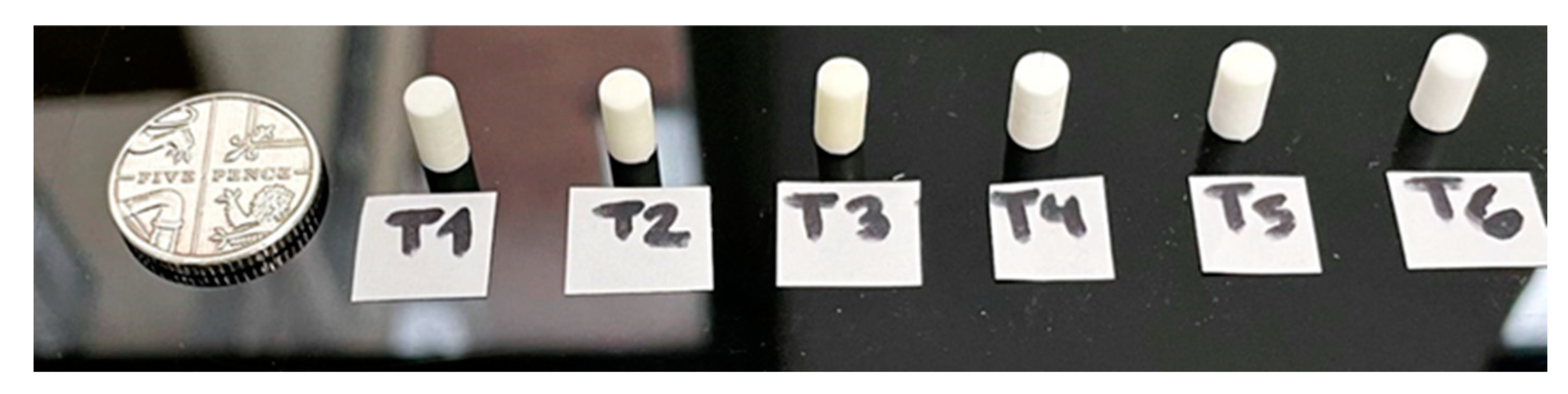
2.4. Sintering Cycles
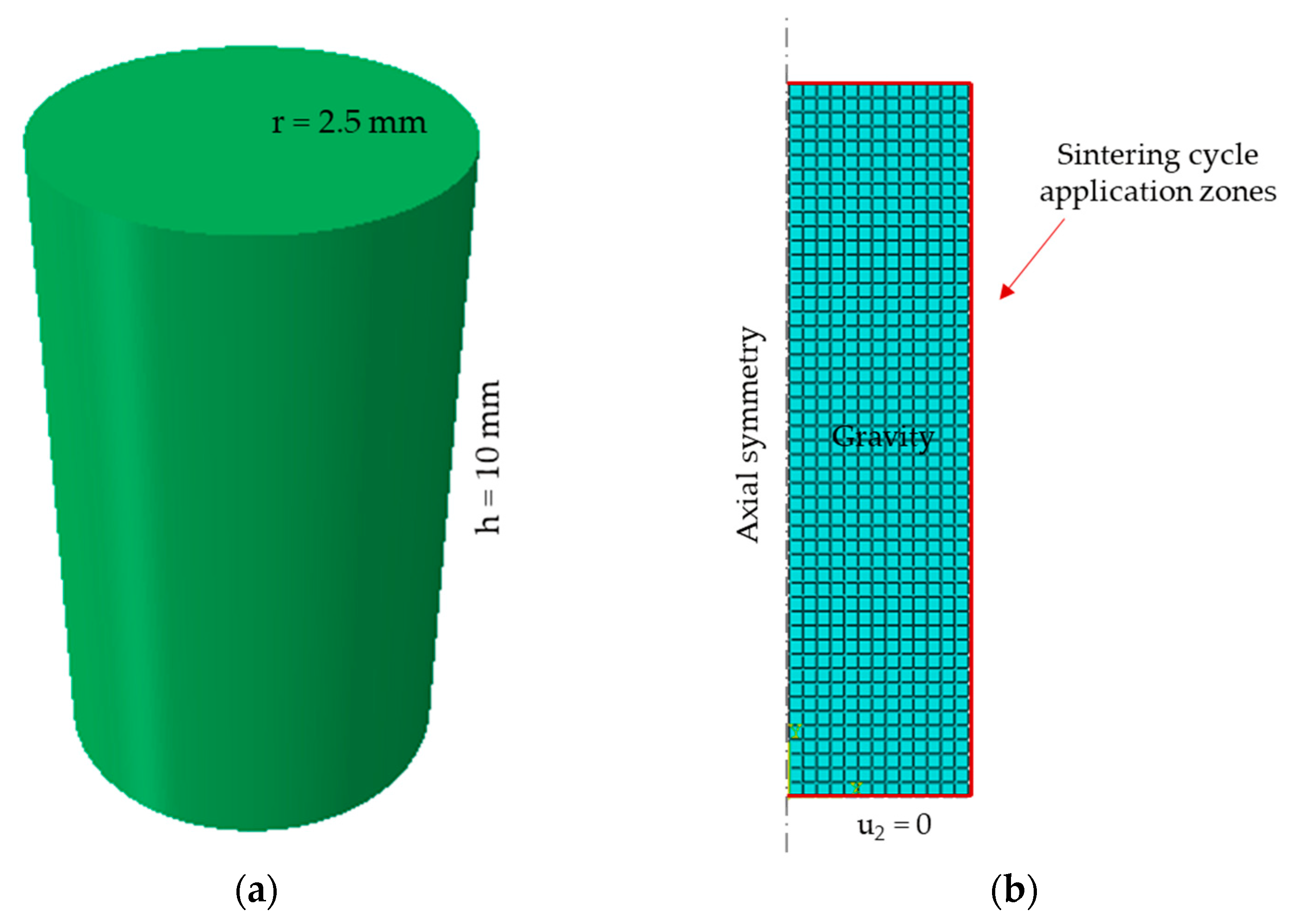
2.5. Numerical Modelling
3. Results and Discussion
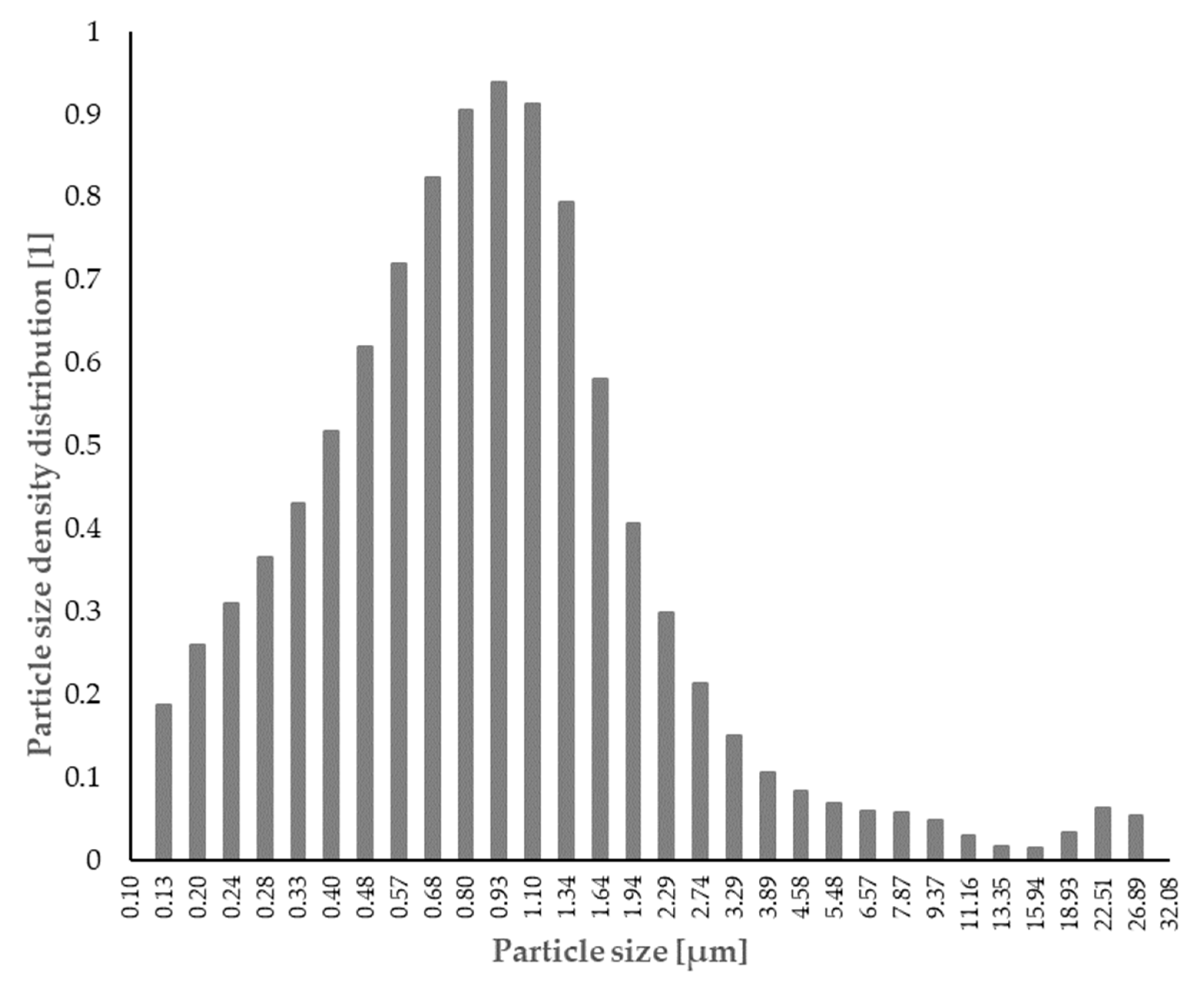
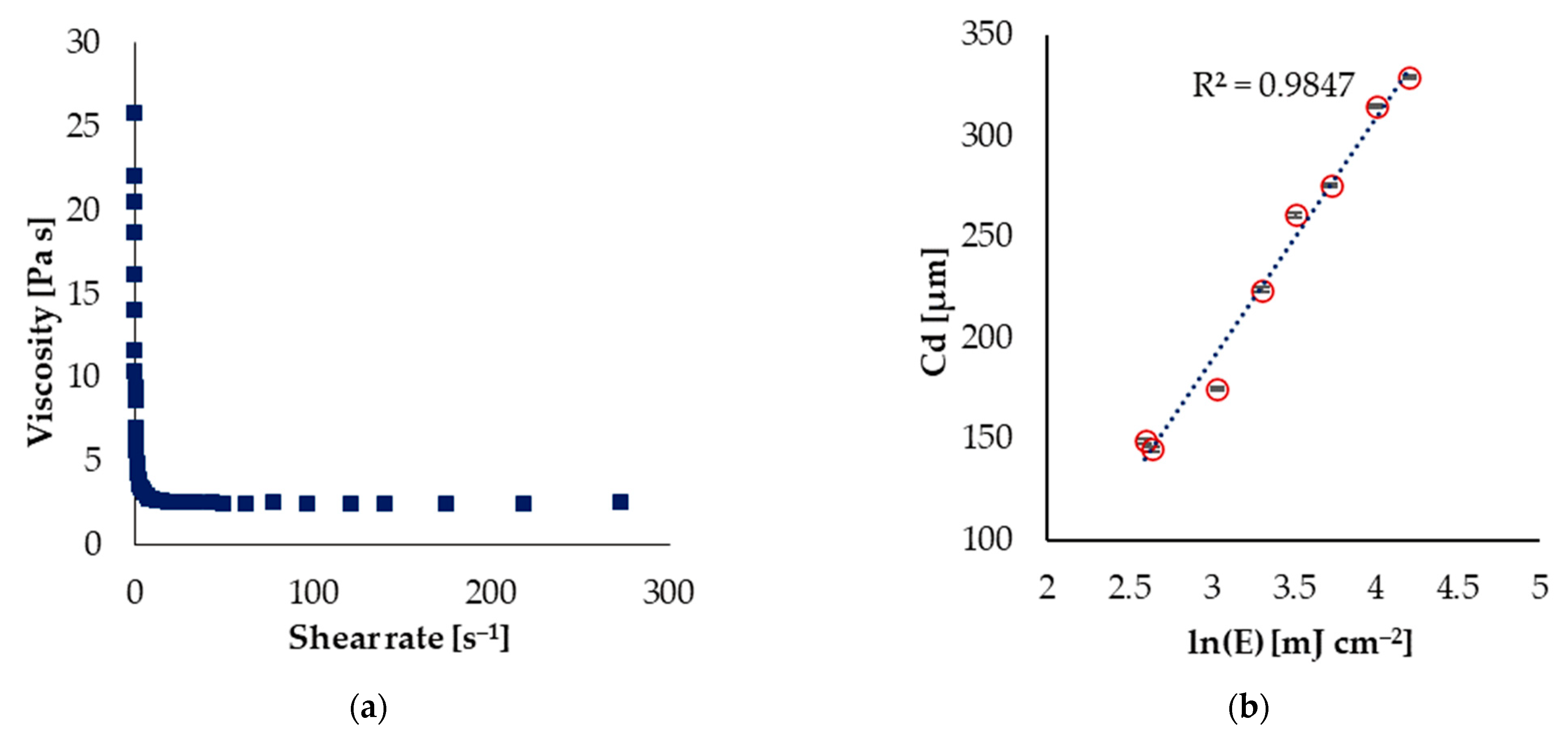
3.1. Slurry Characterisation and Binder Removal
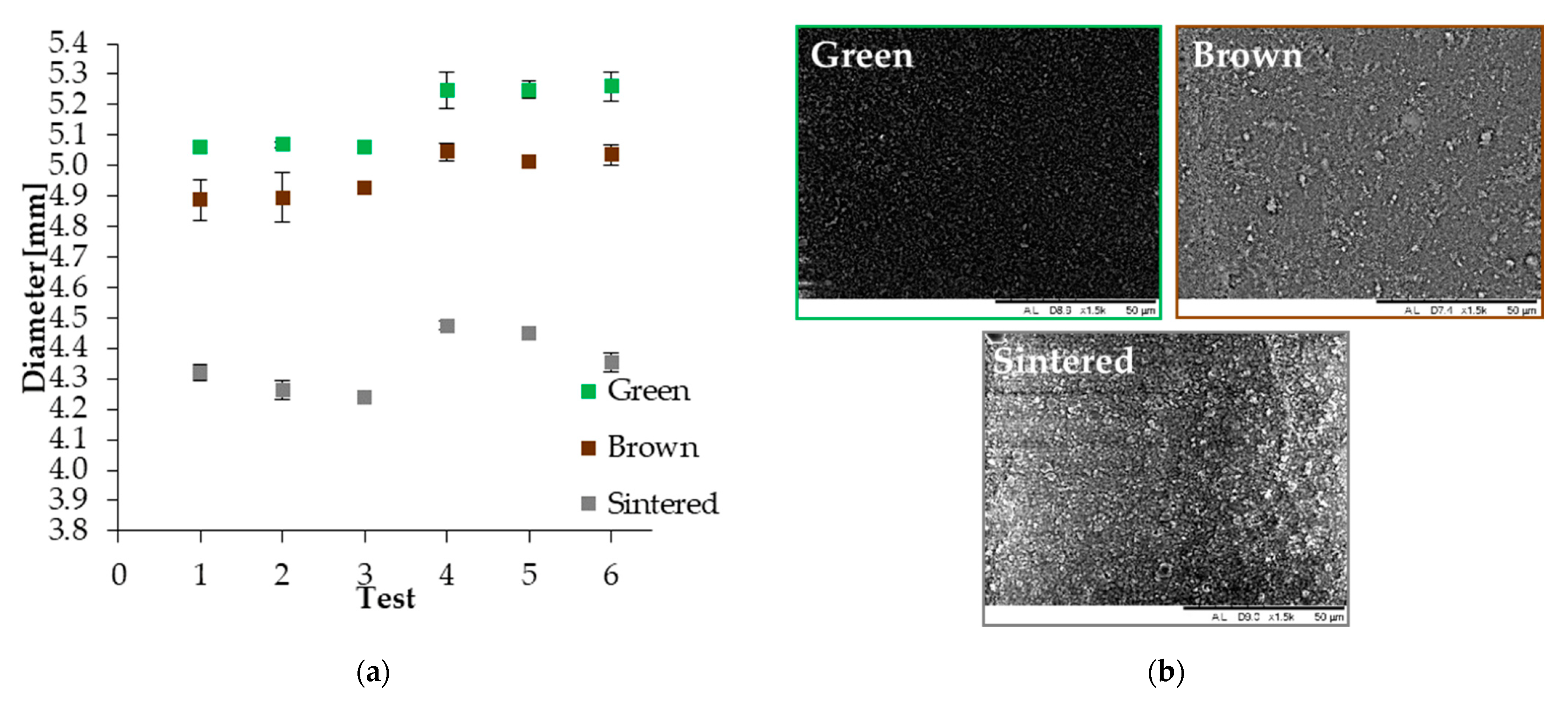
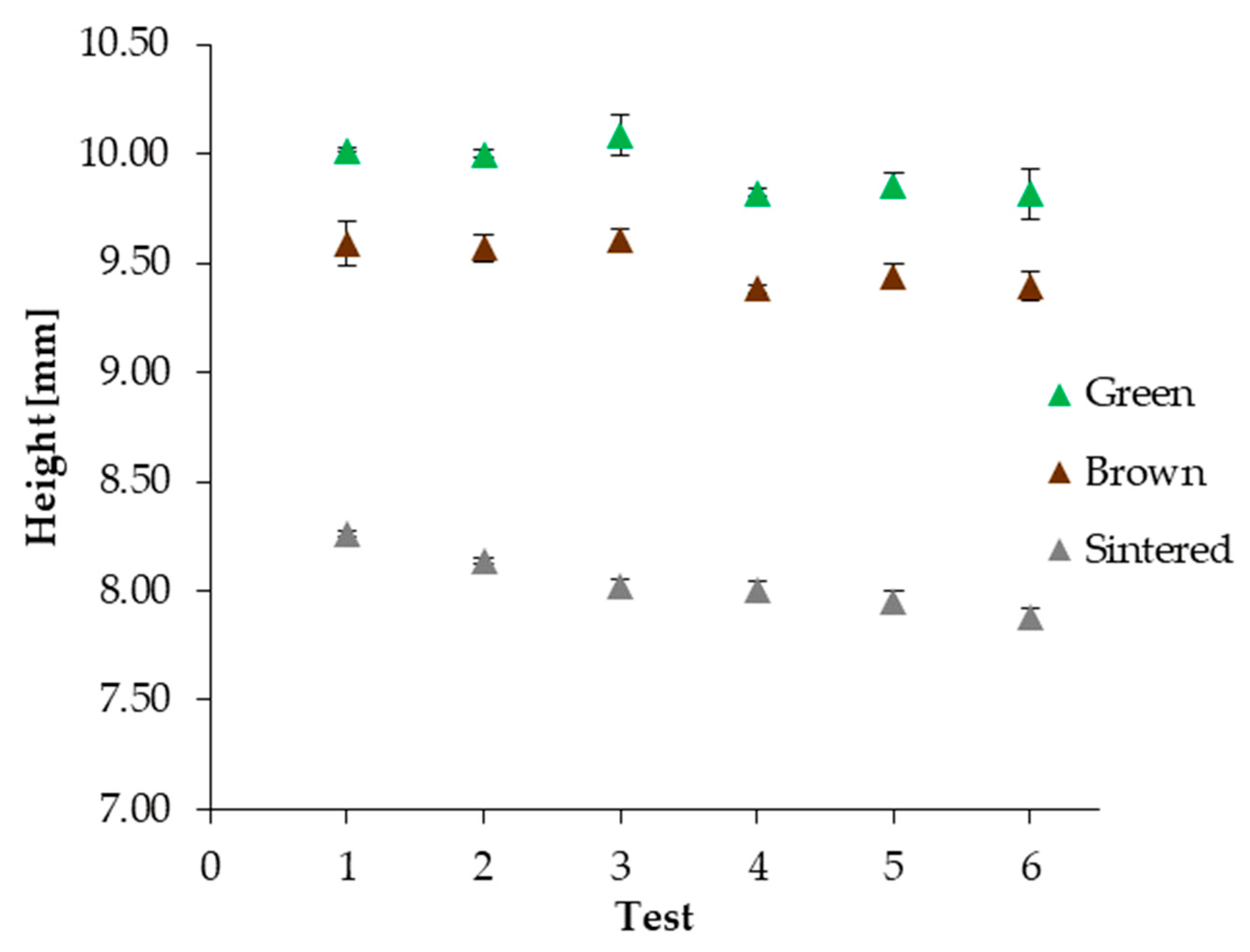
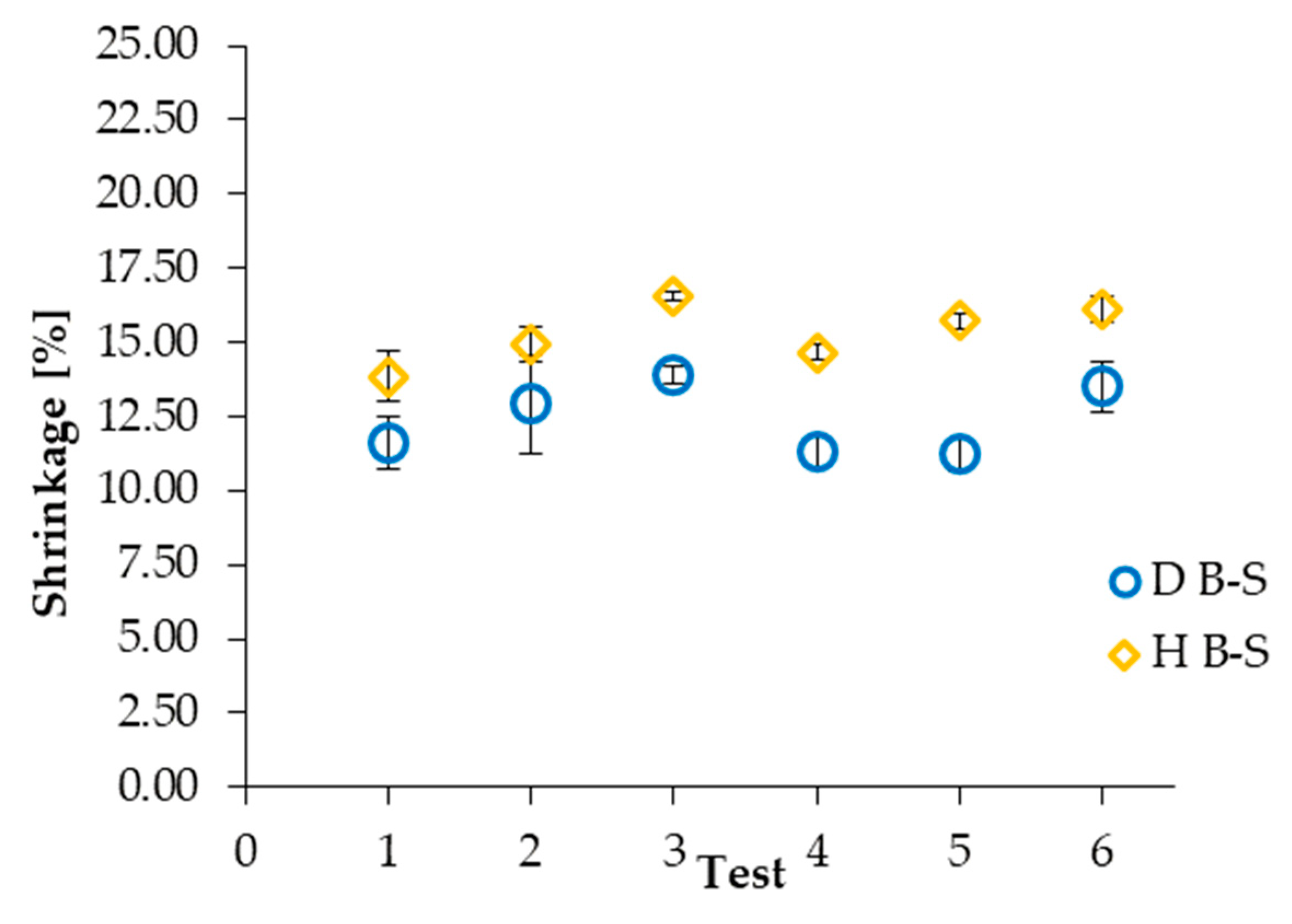
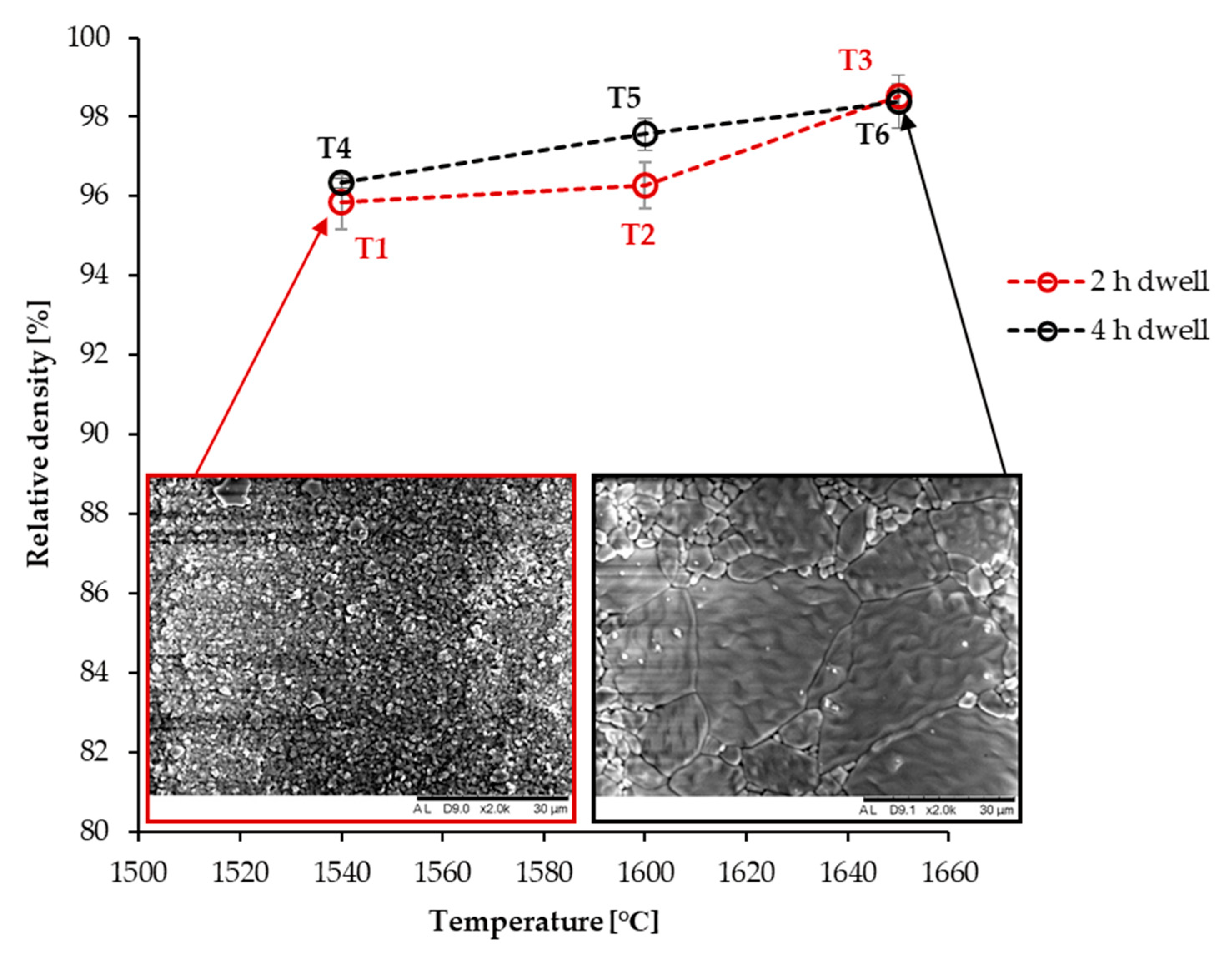
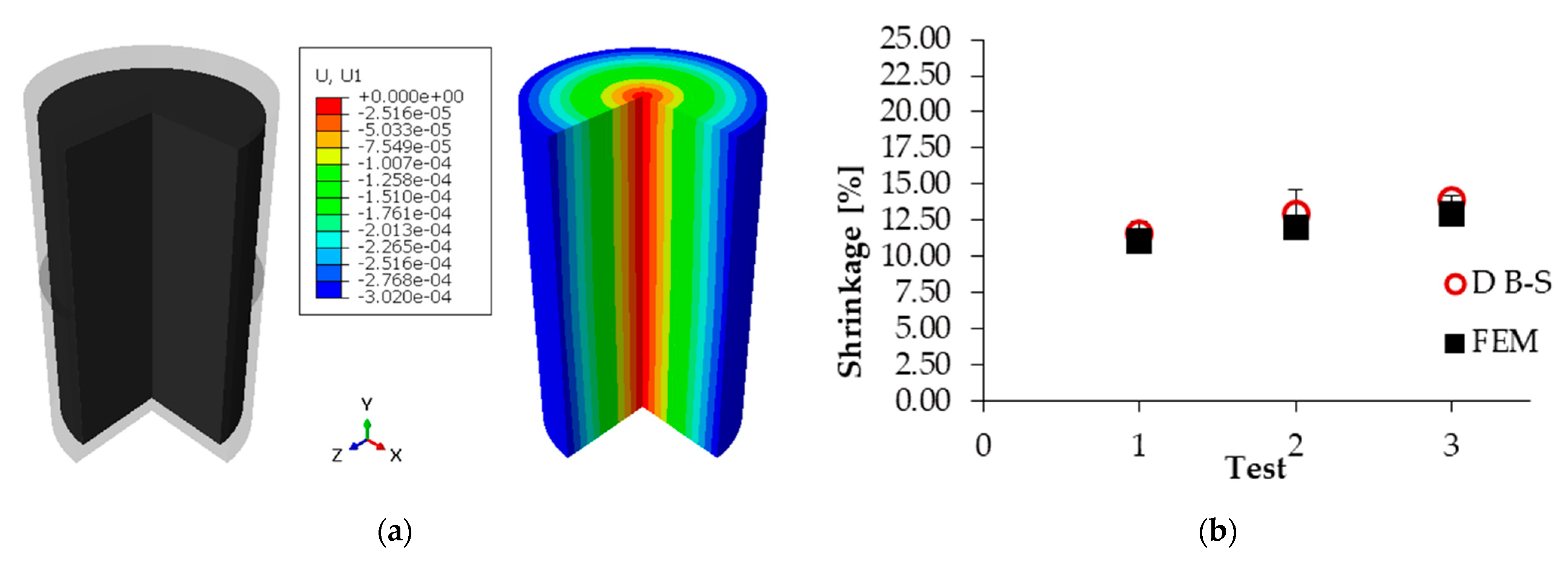
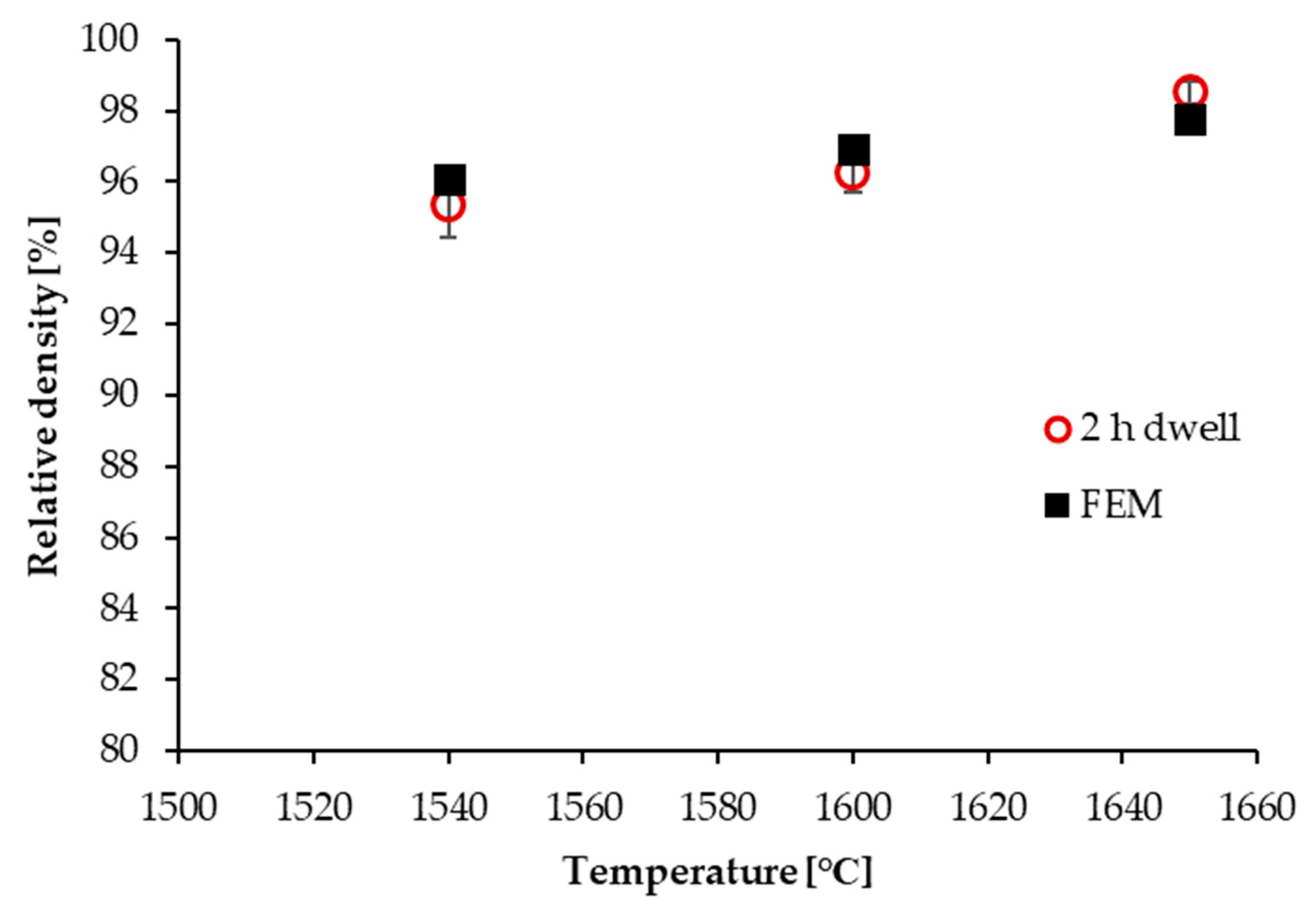
3.2. Sintered Samples Characterisation and Numerical Model Validation
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.; Wang, C.; Shin, Y.; Zhang, S.; Zavattieri, P. The Status, Challenges, and Future of Additive Manufacturing in Engineering. Comput. Aided Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Hassanin, H.; El-Sayed, M.A.; Elshaer, A.; Essa, K.; Jiang, K. Microfabrication of Net Shape Zirconia/Alumina Nanocomposite Micro Parts. Nanomaterials 2018, 8, 593. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, Z.; Li, Z.; Li, J.; Liu, C.; Lao, C.; Fu, Y.; Liu, C.; Li, Y.; Wang, P.; He, Y. 3D printing of ceramics: A review. J. Eur. Ceram. Soc. 2019, 39, 661–687. [Google Scholar] [CrossRef]
- Lu, B.; Li, D.; Tian, X. Development Trends in Additive Manufacturing and 3D Printing. Engineering 2015, 1, 85–89. [Google Scholar] [CrossRef] [Green Version]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Jiang, C.P.; Hsu, H.J.; Lee, S.Y. Technical Development of Slurry Three-Dimensional Printer. IOP Conf. Ser. Mater. Sci. Eng. 2017, 235, 012010. [Google Scholar] [CrossRef] [Green Version]
- Roach, M.; Maines, E.; Wall, B.; Wall, C.; Lavin, J.M.; Whetten, S.R.; Evans, L.; Keicher, D. Mechanical Challenges of 3D Printing Ceramics Using Digital Light Processing (No. SAND2018-7035C); Sandia National Lab. (SNL-NM): Albuquerque, NM, USA, 2018.
- Varghese, G.; Moral, M.; Castro-García, M.; López-López, J.J.; Marín-Rueda, J.R.; Yagüe-Alcaraz, V.; Hernández-Afonso, L.; Ruiz-Morales, J.C.; Canales-Vázquez, J. Fabrication and characterisation of ceramics via low-cost DLP 3D printing. Bol. Soc. Esp. Ceram. Vidrio 2018, 57, 9–18. [Google Scholar] [CrossRef]
- Yoo, C.M.; Lee, C.H.; Shin, H.S.; Yeo, D.H.; Kim, S.H. Dispersion Optimization of Alumina Slurry with Variation of the Dispersant. J. Nanosci. Nanotechnol. 2019, 19, 1677–1681. [Google Scholar] [CrossRef]
- Zhang, K.; Xie, C.; Wang, G.; He, R.; Ding, G.; Wang, M.; Dai, D.; Fang, D. High solid loading, low viscosity photosensitive Al2O3 slurry for stereolithography based additive manufacturing. Ceram. Int. 2019, 45, 203–208. [Google Scholar] [CrossRef]
- Chen, Z.; Li, J.; Liu, C.; Liu, Y.; Zhu, J.; Lao, C. Preparation of high solid loading and low viscosity ceramic slurries for photopolymerization-based 3D printing. Ceram. Int. 2019, 45, 11549–11557. [Google Scholar] [CrossRef]
- Yang, F.; Zhu, M.Z. Fabrication of β-TCP Scaffold with Pre-Designed Internal Pore Architecture by Rapid Prototyping of Mask Projection Stereolithography. Mater. Sci. Forum. 2018, 921, 67–77. [Google Scholar] [CrossRef]
- Goswami, A.; Srivastava, G.; Umarji, A.M.; Madras, G. Thermal degradation kinetics of poly(trimethylol propane triacrylate)/poly(hexane diol diacrylate) interpenetrating polymer network. Thermochim. Acta 2012, 547, 53–61. [Google Scholar] [CrossRef]
- Wu, Z.; Liu, W.; Wu, H.; Huang, R.; He, R.; Jiang, Q.; Chen, Y.; Ji, X.; Tian, Z.; Wu, S. Research into the mechanical properties, sintering mechanism and microstructure evolution of Al2O3-ZrO2 composites fabricated by a stereolithography-based 3D printing method. Mater. Chem. Phys. 2018, 207, 1–10. [Google Scholar] [CrossRef]
- Zhou, M.; Liu, W.; Wu, H.; Song, X.; Chen, Y.; Cheng, L.; He, F.; Chen, S.; Wu, S. Preparation of a defect-free alumina cutting tool via additive manufacturing based on stereolithography—Optimization of the drying and debinding processes. Ceram. Int. 2016, 42, 11598–11602. [Google Scholar] [CrossRef]
- Johansson, E.; Lidström, O.; Johansson, J.; Lyckfeldt, O.; Adolfsson, E. Influence of resin composition on the defect formation in alumina manufactured by stereolithography. Materials 2017, 10, 138. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yuan, C.S.; Wang, Z.J.; Zhi, Q.; Zhang, Y.M.; Wang, X.D.; Yang, J.F. The preparation and properties of alumina ceramics through a two-step pressureless sintering process. Mater. Sci. Forum. 2018, 922, 47–54. [Google Scholar] [CrossRef]
- Dhuban, S.B.; Ramesh, S.; Tan, C.Y.; Wong, Y.H.; Alengaram, U.J.; Teng, W.D.; Tarlochan, F.; Sutharsini, U. Sintering behaviour and properties of manganese-doped alumina. Ceram. Int. 2019, 45, 7049–7054. [Google Scholar] [CrossRef]
- Yang, Z.; Yin, Z.; Wang, D.; Wang, H.; Song, H.; Zhao, Z.; Zhang, G.; Qing, G.; Wu, H.; Jin, H. Effects of ternary sintering aids and sintering parameters on properties of alumina ceramics based on orthogonal test method. Mater. Chem. Phys. 2020, 241, 122453. [Google Scholar] [CrossRef]
- Liu, L.; Hou, Z.; Zhang, B.; Ye, F.; Zhang, Z.; Zhou, Y. A new heating route of spark plasma sintering and its effect on alumina ceramic densification. Mater. Sci. Eng. A 2013, 559, 462–466. [Google Scholar] [CrossRef]
- Curto, H.; Thuault, A.; Jean, F.; Violier, M.; Dupont, V.; Hornez, J.C.; Leriche, A. Coupling additive manufacturing and microwave sintering: A fast processing route of alumina ceramics. J. Eur. Ceram. Soc. 2020, 40, 2548–2554. [Google Scholar] [CrossRef]
- Ćurković, L.; Veseli, R.; Gabelica, I.; Žmak, I.; Ropuš, I.; Vukšić, M. A review of microwave-assisted sintering technique. Trans. Famena 2021, 45, 1–16. [Google Scholar] [CrossRef]
- Sun, Z.; Li, B.; Hu, P.; Ding, F.; Yuan, F. Alumina ceramics with uniform grains prepared from Al2O3 nanospheres. J. Alloy. Compd. 2016, 688, 933–938. [Google Scholar] [CrossRef]
- Zachariah, M.R.; Carrier, M.J. Molecular dynamics computation of gas-phase nanoparticle sintering: A comparison with phenomenological models. J. Aerosol Sci. 1999, 30, 1139–1151. [Google Scholar] [CrossRef]
- Zhu, H.; Averback, R.S. Molecular dynamics simulations of densification processes in nanocrystalline materials. Mater. Sci. Eng. A 1995, 204, 96–100. [Google Scholar] [CrossRef]
- Maździarz, M.; Rojek, J.; Nosewicz, S. Estimation of micromechanical NiAl sintering model parameters from the molecular simulations. Int. J. Multiscale Comput. Eng. 2017, 15, 343–358. [Google Scholar] [CrossRef]
- Rojek, J.; Nosewicz, S.; Maździarz, M.; Kowalczyk, P.; Wawrzyk, K.; Lumelskyj, D. Modeling of a Sintering Process at Various Scales. Procedia Eng. 2017, 177, 263–270. [Google Scholar] [CrossRef]
- Wawrzyk, K.; Kowalczyk, P.; Nosewicz, S.; Rojek, J. A constitutive model and numerical simulation of sintering processes at macroscopic level. AIP Conf. Proc. 2018, 1922, 030011. [Google Scholar] [CrossRef] [Green Version]
- Kovacev, N.; Li, S.; Zeraati-Rezaei, S.; Hemida, H.; Tsolakis, A.; Essa, K. Effects of the Internal Structures of Monolith Ceramic Substrates on Thermal and Hydraulic Properties: Additive Manufacturing, Numerical Modelling and Experimental Testing. Int. J. Adv. Manuf. Technol. 2020, 112, 1115–1132. [Google Scholar] [CrossRef]
- Essa, K.; Hassanin, H.; Attallah, M.M.; Adkins, N.J.; Musker, A.J.; Roberts, G.T.; Tenev, N.; Smith, M. Development and Testing of an Additively Manufactured Monolithic Catalyst Bed for HTP Thruster Applications. Appl. Catal. A Gen. 2017, 542, 125–135. [Google Scholar] [CrossRef] [Green Version]
- Hassanin, H.; Essa, K.; Elshaer, A.; Imbaby, M.; El-Mongy, H.H.; El-Sayed, T.A. Micro-Fabrication of Ceramics: Additive Manufacturing and Conventional Technologies. J. Adv. Ceram. 2021, 10, 1–27. [Google Scholar] [CrossRef]
- Khaji, Z.; Klintberg, L.; Barbade, D.; Palmer, K.; Thornell, G. Alumina-based monopropellant microthruster with integrated heater, catalytic bed and temperature sensor. J. Phys. Conf. Ser. 2016, 757, 012025. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.F.; Zhang, J.; Luo, D.W.; Gu, F.; Tang, D.Y.; Dong, Z.L.; Tan, G.E.B.; Que, W.X.; Zhang, T.S.; Li, S.; et al. Transparent ceramics: Processing, materials and applications. Prog. Solid State Chem. 2013, 41, 20–54. [Google Scholar] [CrossRef]
- Kovacev, N.; Li, S.; Essa, K. Effect of the Preparation Techniques of Photopolymerizable Ceramic Slurry and Printing Parameters on the Accuracy of 3D Printed Lattice Structures. J. Eur. Ceram. Soc. 2021, 41, 7734–7743. [Google Scholar] [CrossRef]
- Shinagawa, K. Micromechanical modelling of viscous sintering and a constitutive equation with sintering stress. Comput. Mater. Sci. 1999, 13, 276–285. [Google Scholar] [CrossRef]
- Olevsky, E.A. Theory of sintering: From discrete to continuum. Mater. Sci. Eng. R Rep. 1998, 28, 41–100. [Google Scholar] [CrossRef]
- Wu, G. Modelling and Experimental Validation of the Viscosity of Liquid Phases in Oxide Systems Relevant to Fuel Slags. Ph.D. Thesis, Rheinisch-Westfälischen Technischen Hochschule, Aachen, Germany, 2015. [Google Scholar]
- Bae, S.I.; Baik, S. Sintering and grain growth of ultrapure alumina. J. Mater. Sci. 1993, 28, 4197–4204. [Google Scholar] [CrossRef]
- Dörre, E.; Hübner, H. Alumina: Processing, Properties, and Applications; Springer: Berlin/Heidelberg, Germany, 1984. [Google Scholar]
- Auerkari, P. Mechanical and Physical Properties of Engineering Alumina Ceramics; Technical Research Centre of Finland: Espoo, Finland, 1996. [Google Scholar]
- Zohdi, N.; Yang, R. Material Anisotropy in Additively Manufactured Polymers and Polymer Composites: A Review. Polymers 2021, 13, 3368. [Google Scholar] [CrossRef]
- Monzon, M.; Ortega, Z.; Hernández, A.; Paz Hernández, R.; Ortega, F. Anisotropy of Photopolymer Parts Made by Digital Light Processing. Materials 2017, 10, 64. [Google Scholar] [CrossRef] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Starting Materials | Powder | Resin–Photoinitiator Mixture |
|---|---|---|
| Chemical composition | Dispersant pretreated Al2O3 | Monofunctional, difunctional, tetrafunctional monomer, plasticizer, photoinitiator |
| Mass percentage | 83 wt.% total | 17 wt.% total |
| T1 | T2 | T3 | T4 | T5 | T6 | |
|---|---|---|---|---|---|---|
| Dwell temperature (°C) | 1540 | 1600 | 1650 | 1540 | 1600 | 1650 |
| Dwell time (h) | 2 | 2 | 2 | 4 | 4 | 4 |
| Particle Size Distribution | |||
| D10 (µm) | D50 (µm) | D90 (µm) | |
| 0.23 | 0.80 | 2.31 | |
| Theoretical density | |||
| 3.95 g/cm3 | |||
| Chemical composition 1 | |||
| Al2O3 (by difference) | 99.8 | ||
| Na2O | 0.07 | ||
| Fe2O3 | 0.02 | ||
| MgO | 0.05 | ||
| SiO2 | 0.03 | ||
| CaO | 0.02 | ||
| B2O3 | <0.005 | ||
| Surface area BET 1 | |||
| 8.9 m2/g |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
De Lisi, M.; Kovacev, N.; Attia, U.M.; Essa, K. Numerical Simulation of Sintering of DLP Printed Alumina Ceramics. Aerospace 2022, 9, 336. https://doi.org/10.3390/aerospace9070336
De Lisi M, Kovacev N, Attia UM, Essa K. Numerical Simulation of Sintering of DLP Printed Alumina Ceramics. Aerospace. 2022; 9(7):336. https://doi.org/10.3390/aerospace9070336
Chicago/Turabian StyleDe Lisi, Michele, Nikolina Kovacev, Usama M. Attia, and Khamis Essa. 2022. "Numerical Simulation of Sintering of DLP Printed Alumina Ceramics" Aerospace 9, no. 7: 336. https://doi.org/10.3390/aerospace9070336
APA StyleDe Lisi, M., Kovacev, N., Attia, U. M., & Essa, K. (2022). Numerical Simulation of Sintering of DLP Printed Alumina Ceramics. Aerospace, 9(7), 336. https://doi.org/10.3390/aerospace9070336