
Digitization of Manufacturing Processes: From Sensing to Twining


Abstract
:1. Introduction
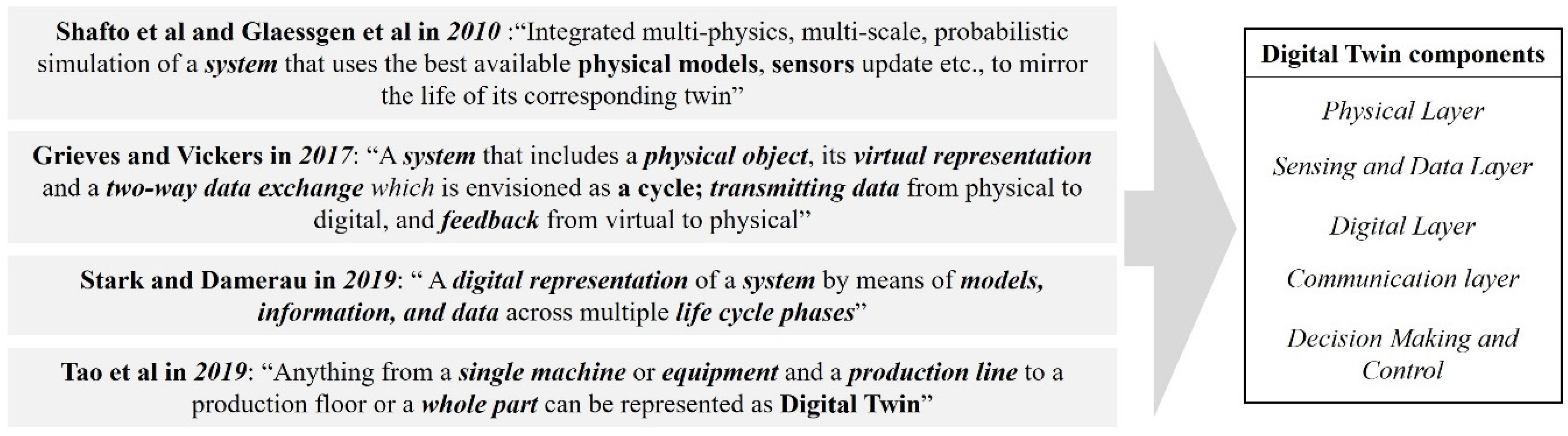
1.1. Digital Twin Definitions
1.2. Applications of Digital Twins in Manufacturing Processes

2. Digital Twin Syntactic Components
2.1. Physical Layer
2.2. Sensors, Data Acquisition and Information Extraction
- Temperature sensors: They are classified based on the operating temperature as low- and high-temperature sensors as well as based on the measurement technique. These sensors can be thermistor, resistance thermometer-resistance temperature detectors (RTDs), thermocouple, pyrometer, thermal cameras etc.
- Mechanical transducers: The sensors that belong in this category are devices that convert energy from one form to another and then to a signal that can be translated to a value based on the operating principle of the sensor.
- ○
- Pressure sensors: They have the ability to capture pressure changes with various ways and transforming them to an electrical signal, which indicates the pressure values. Based on the application and the working principles, they are classified as resonant, capacitive, piezoelectric, etc.
- ○
- Force sensors: They capture the magnitude of the applied forces. These devices can be load cells, strain gauges, force sensing resistors, etc.
- ○
- Flow sensors: These sensors can be electronic, taking advantage of ultrasonic detection of a flow or partially mechanical. Mechanical, electromagnetic, and ultrasonic sensors are used for velocity measurement, while mass flow and positive displacement sensors are proposed for the measurement of the volume/mass that flows within an area.
- ○
- Vibration sensors: They are electronic devices that use micro-electro-mechanical systems (MEMS), piezoelectric or piezoresistive technology to measure the amount and the frequency of vibration of the surface where they are attached. The sensor technology determines the maximum sampling frequency and operating temperature. MEMS are not suitable for frequencies less than 1 kHz.
- Position sensors: These sensors aim to identify the relative position of different bodies or to measure the distance that has been covered from one mechanism or the displacement due to applied loads, etc. They can be eddy current sensors, optical sensors, proximity sensors, capacitive, ultrasonic, potentiometers, laser vibrometers, laser line sensors, laser trackers, etc.
- Vision systems: Visual sensing captures dynamic phenomena that cannot be captured with conventional ways. The wavelength of the emitted light from a surface determines which system should be selected and the spectrum of the measurements can be provided (visible, infrared, hyperspectral). Vision systems are comprised of the sensing element and the optical chain that is integrated after it. This optical chain can include a set of mirrors and lenses that can direct the light emitted by the phenomenon towards the sensing element and filter out unwanted wavelengths, while ensuring that the focal plane of the monitoring system lies on the surface to be measured. The focal length of lens also determines the resolution of the measurement and the applicability in certain processes.
2.2.1. Data Acquisition
2.2.2. Signal-Data Processing
- The first technique is related to the time domain analysis, where the obtained signal is processed in the time domain without being transformed in a different domain (e.g., frequency domain). The simplest method includes the evaluation of the magnitude and energy of the signal. However, this technique does not incorporate information related to the periodicity of the signal. Related metric forms of this technique are the peak to valley, the average values, the area under the curve, the slope of the curve, the Root Mean Square (RMS), the Crest Factor, the Kurtosis, and the Probability density function of the values. The characteristics of the studied phenomenon determine the metric that can capture it with the desired accuracy; RMS could be used for vibration signals, however, since the phenomenon is related to the frequency of the applied loads, it is not an ideal solution. On the other hand, peak to valley could be used to capture the tool breakage phenomenon, since it is sensitive to impulses such as breakage.
- The second technique refers to the frequency domain, where the spectral analysis can be found. The first step of spectral analysis is to transform the signal into the frequency domain. Since a discrete signal is processed, it is not possible to perform the Fourier Transform analytically. Spectral analysis relies on the Discrete Fourier Transform (DFT), which, alongside with the Fast Fourier Transform (FFT), are the two most frequently used that enable the transformation of a discrete signal in the frequency domain. The key principle of frequency domain analysis lies in the investigation of the distribution of the signal energy among a frequency band. The frequency band to be examined is determined by the phenomenon itself, as well as the sampling capabilities of the sensor and data acquisition system. Since for the machines, a fundamental frequency may exist (rotating speed of a spindle), it is often the spectra to be plotted against multiples (integer of fractional) of this speed, named as orders. This is an order spectrum, and the related analysis is performed on the amplitude and phase of the rotational speed harmonics and then is called as order analysis. Common filtering techniques include highpass, lowpass, bandpass, and bandstop filters, which are applied to the original signal. In this category, various frequency domain algorithms are found such as Cepstrum Analysis, Hilbert Transform, SB ratio, Residual, Bicoherence, Cyclostationarity, etc. Each one of them suits and can apply to different phenomena with very specific frequency specifications of the obtained signal. Cyclostationarity is used so as to point out the periodicity of a signal in the frequency domain.
- The third technique refers to the time frequency methods and it perfect suits phenomena that arise from the process mechanism and machine operation, which produce non-stationary signals whose distribution of energy over frequencies change over time. The periodicity of the changes is not ensured. Overall, the information that is acquired from these methods is related to the distribution in which the frequency changes over time. Some of the included techniques are the Spectrogram, which can be created by performing windowed FFTs on a time-domain signal; the Wavelet Transform (WT); the Wigner Ville Distribution (WVD); and the Choi-Williams Distribution, which aims to capture the behavior of a signal over time. Each one of them processes with a unique way the signal based on the examination of the energy of the signal over time. Moreover, through the demodulation of the signal in the time-frequency domain, it is possible to decouple the portion of the signal that is related to the phenomenon of interest and separate it from the rest of the signal that is related to the normal operation of the process. Several algorithms for signal demodulation have been used for manufacturing applications with the most popular being Wavelet Packet Decomposition (WPD), Empirical Mode Decomposition (EMD) and its optimized versions, as well as Variational Mode Decomposition (VMD).
- Finally, model-based methods are developed explicitly for each one of the studied phenomena aiming to capture the dynamic characteristics of each one. More precisely, they try to utilize and calibrate the model to depict the relationship between different signals of the same machine, with indirect use of sensors, to capture modulations on periodic signals and non-linearities of different phenomena. In this field, the time series analysis, the wideband demodulation, the virtual sensor, the embedded models, etc. are found.

2.3. Virtual-Digital Layer
2.3.1. Physics Based Models
2.3.2. Data Driven Models
2.4. Communication Layer and Data Transmission
- Communication between the subsystems of a Digital Twin: As an example, the simulation tools utilize data that is stored in data bases, while the prediction outputs are processed by decision-making algorithms aiming to optimize specific metrics/indicators.
- Communication between Digital Twins and environment: The Digital Twin of a complex mechanism constitutes a combination of different twins that correspond to the separate subsystems of the investigated process. As an example, in a metal AM process, the powder feeder system and the deposition head motion are represented by distinct twins, which are combined to represent the deposition process. Moreover, in this division there is communication between the twins that correspond to the same system, but different components are found, exchanging information related to the status of the machine. In addition, the data exchange with the environment (temperature, warning messages in case of emergency) is also met here.
- Communication between Digital Twin and external systems: Entities that provide services to Digital Twin can be defined as external systems. Such entities are the cloud, data storage, communication networks, etc., that are managed from external party and not of the owner of the Digital Twin. These systems interact with the Digital Twin in a standardized interface, while significant effort is given in the interoperability of data structures.
- Communication between the virtual representation and the physical object: The two-way data exchange between the physical twin and the Digital Twin is found here. Data from sensors and process status are transmitted from physical object to the virtual, while also data is transmitted from Digital Twin to physical object, including control commands and software update. However, from the definition of Digital Twin, the most significant aspect is the correct and accurate transmission from the physical twin to build an accurate representation.
2.5. Decision Making and Control
- Thresholds: In general, they are case dependent. They are related to a specific phenomenon and a specific machine/tool. As an example, during the breakage of a cutting tool, acoustic sensor captures values above a specific threshold that usually indicates breakage. Thresholds can be either absolute or relative to previously obtained values and values from different sensing devices. In the simple case where there are simple thresholds, the response time is set based on the observed phenomenon and its seriousness. On the other hand, there are time-/position-based thresholds that aim to adopt the dynamic behavior of most of the manufacturing processes. In these cases, the decision depends on thresholds that have exceeded a specific number of times.
- Statistical process control (SPC): The decision is based on the evaluation of process outputs with statistical metrics after the threshold condition is activated. It is important to calculate the control limits of the studied phenomenon, which determines the threshold condition. If the analysis gives outputs that are outside of the accepted values, then the decision is made, the process stops, and the engineers try to diagnose the cause and possible corrective actions. The control chart is one of the primary techniques that are used in the SPC. It is a graphical display that depicts the values of metrics that have been measured between the threshold values over time so as to guide the control activities and give insight about the effect of the current condition of the machine on the manufactured part. The effect can be a value or a characteristic of the part.
- Part signature: This strategy depends on the repeated observations of key parameters of a machine. The timeline of the observation is not defined a priori but is extracted by comparing how the observed values deviate across time. However, when the time between the observations has been defined, it should be respected so as to avoid missed detections that can lead to wrong decisions.
- Waveform recognition: It refers mainly to cases where a phenomenon can be represented with a specific waveform of the obtained signal. When this phenomenon is activated, then the corresponding waveform is considered as a pattern. Thus, the obtained signals are compared to the pattern so as to point out a possible issue and create an alarm for decision.
- Pattern recognition: This method requires a series of data so as to match a pattern. Machine learning models work in a similar way, trying to identify patterns between data either from different sources or from the same source over time so as to point out a condition or to predict an output that may lead to the excitation of the critical phenomenon.
- Severity Estimator: Once a threshold value has been activated, the severity of the condition should be inspected so as to proceed to the decision making. In order to investigate the severity, additional information is needed. An estimator is used that relies on mathematical models that correlate the measured values with the severity of the issue, and then if it is desirable they can correlate this effect on the final part. In this strategy, the machine learning models, reduced order models, and empirical models are found, since they provide this kind of information.
Knowledge Extraction and Wisdom
3. From Sensing to Twining in a Case Study from Milling Process
3.1. Problem Statement
3.2. Sensor Selection
3.2.1. Data Acquisition
3.2.2. Data Format
3.2.3. Singal Processing
3.3. Digital-Virtual Layer
3.4. Communication Layer
3.5. Decision Making and Control
4. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chryssolouris, G. Manufacturing Systems: Theory and Practice, 2nd ed.; Springer: New York, NY, USA, 2006. [Google Scholar]
- Koren, Y.; Heisel, U.; Jovane, F.; Moriwaki, T.; Pritschow, G.; Ulsoy, G.; Van Brussel, H. Reconfigurable Manufacturing Systems. CIRP Ann. 1999, 48, 527–540. [Google Scholar] [CrossRef]
- Stavropoulos, P.; Papacharalampopoulos, A.; Tzimanis, K.; Lianos, A.K. Manufacturing Resilience during the Coronavirus Pandemic: On the investigation of Manufacturing Processes Agility. Eur. J. Soc. Impact Circ. Econ. 2020, 1, 28–57. [Google Scholar]
- Papacharalampopoulos, A.; Michail, C.K.; Stavropoulos, P. Manufacturing resilience and agility through processes digital twin: Design and testing applied in the LPBF case, 9th CIRP Global Web Conference. Procedia CIRP 2021, 103, 164–169. [Google Scholar] [CrossRef]
- Ghita, M.; Siham, B.; Hicham, M. Digital twins development architectures and deployment technologies: Moroccan use case. Int. J. Adv. Comput. Sci. Appl. 2020, 11, 468–478. [Google Scholar] [CrossRef]
- Stavropoulos, P.; Mourtzis, D. Chapter 10-Digital twins in industry 4.0. In Design and Operation of Production Networks for Mass Personalization in the Era of Cloud Technology; Elsevier: Amsterdam, The Netherlands, 2022; pp. 277–316. ISBN 9780128236574. [Google Scholar] [CrossRef]
- Trauer, J.; Schweigert-Recksiek, S.; Engel, C.; Spreitzer, K.; Zimmermann, M. What is a Digital Twin? -Definitions and insights from an industrial case study in technical product development. Proc. Des. Soc. Des. Conf. 2020, 1, 757–766. [Google Scholar] [CrossRef]
- Shafto, M. Modeling, Simulation, Information Technology and Processing. Available online: https://www.nasa.gov/pdf/501321main_TA11-MSITP-DRAFT-Nov2010-A1.pdf (accessed on 4 June 2022).
- Glaessgen, E.H.; Stargel, D.S. The digital twin paradigm for future NASA and U.S. Air force vehicles. In Proceedings of the Collection of Technical Papers-AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics and Materials Conference, Honolulu, Hawaii, 23–26 April 2012. [Google Scholar]
- Grieves, M.; Vickers, J. Digital Twin: Mitigating Unpredictable, Undesirable Emergent Behavior in Complex Systems; Springer International Publishing: Cham, Switzerland, 2017; pp. 85–113. [Google Scholar] [CrossRef]
- Stark, R.; Damerau, T. Digital Twin, CIRP Encyclopedia of Production Engineering; Springer: Berlin/Heidelberg, Germany, 2019; Volume 66, pp. 1–8. [Google Scholar] [CrossRef]
- Tao, F. Digital twin-driven product design framework. Int. J. Prod. Res. 2019, 57, 3935–3953. [Google Scholar] [CrossRef]
- Fuller, A.; Fan, Z.; Day, C.; Barlow, C. Digital Twin: Enabling Technologies, Challenges and Open Research. IEEE Access 2020, 8, 108952–108971. [Google Scholar] [CrossRef]
- Cvetkov, P.; Zhilenkova, E.; Zhilenkov, A. Development of virtual benches for testing the digital twin of a vehicle. E3S Web Conf. 2021, 284, 06006. [Google Scholar] [CrossRef]
- Pastras, G.; Fysikopoulos, A.; Chryssolouris, G. A numerical approach to the energy efficiency of laser welding. Int. J. Adv. Manuf. Technol. 2017, 92, 1243–1253. [Google Scholar] [CrossRef]
- Pastras, G.; Fysikopoulos, A.; Stavropoulos, P.; Chryssolouris, G. An approach to modelling evaporation pulsed laser drilling and its energy efficiency. Int. J. Adv. Manuf. Technol. 2014, 72, 1227–1241. [Google Scholar] [CrossRef]
- Stavropoulos, P.; Papacharalampoloulos, A.; Tzimanis, K. Design and Implementation of a Digital Twin Platform for AM processes. Procedia CIRP 2021, 104, 1722–1727. [Google Scholar] [CrossRef]
- Chaoyong, Z.; Zhiheng, Z.; Guangdong, T.; Yang, X.; Wenwen, L.; Zhengtao, Z. Energy consumption modeling and prediction of the milling process: A multistage perspective. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 1973–1985. [Google Scholar] [CrossRef]
- Aksarayli, M.; Yildiz, A. Process Optimization with Simulation Modeling in a Manufacturing System. Res. J. Appl. Sci. Eng. Technol. 2011, 3, 318–329. [Google Scholar]
- Vidrova, Z.; Bohus, Z.; Adamko, P. Simulation as a Tool for Process Optimization in a Manufacturing Company. SHS Web Conf. 2021, 92, 08023. [Google Scholar] [CrossRef]
- Schleich, B.; Answer, N.; Mathieu, L.; Wartzack, S. Shaping the digital twin for design and production engineering. CIRP Ann.-Manuf. Technol. 2017, 66, 141–144. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, Q.; Chen, X.; Zhang, D.; Leng, J. A Digital Twin-Based Approach for Designing and Multi-Objective Optimization of Hollow Glass Production Line. IEEE Access 2017, 5, 26901–26911. [Google Scholar] [CrossRef]
- Kendrik, Y.H.L.; Pai, Z.; Dar, W.L. Chapter 4-Digital twin-enhanced product family design and optimization service. In Digital Twin Driven Service; Academic Press: Cambridge, MA, USA, 2022; pp. 89–118. ISBN 9780323913003. [Google Scholar] [CrossRef]
- Boschert, S.; Rosen, R. Digital twin-the simulation aspect. In Mechatronic Futures: Challenges and Solutions for Mechatronic Systems and Their Designers; Springer International Publishing: Cham, Switzerland, 2016; pp. 59–74. [Google Scholar]
- Zhang, Q.; Zhang, X.; Xu, W.; Liu, A.; Zhou, Z.; Pham, D.T. Modeling of digital twin workshop based on perception data. In Lecture Notes in Computer Science; Springer: Berlin/Heidelberg, Germany, 2017; pp. 3–14. [Google Scholar]
- Söderberg, R.; Wärmefjord, K.; Carlson, J.S.; Lindkvist, L. Toward a Digital Twin for real-time geometry assurance in individualized production. CIRP Ann.-Manuf. Technol. 2017, 66, 137–140. [Google Scholar] [CrossRef]
- Rosen, R.; Wichert, G.; Lo, G.; Bettenhausen, K.D. About the importance of autonomy and digital twins for the future of manufacturing. In IFAC-Papers Online; Elsevier: Amsterdam, The Netherlands, 2015; pp. 567–572. [Google Scholar]
- Stavropoulos, P.; Papacharalampopoulos, A.; Vasiliadis, E.; Chryssolouris, G. Tool wear predictability estimation in milling based on multi-sensorial data. Int. J. Adv. Manuf. Technol. 2016, 82, 509–521. [Google Scholar] [CrossRef] [Green Version]
- Susto, G.A.; Schirru, A.; Pampuri, S.; McLoone, S.; Beghi, A. Machine learning for predictive maintenance: A multiple classifier approach. IEEE Trans. Ind. Inform. 2015, 1, 812–820. [Google Scholar] [CrossRef]
- D’Addona, D.M.; Ullah, A.; Matarazzo, D. Tool-wear prediction and pattern-recognition using artificial neural network and DNA-based computing. J. Intell. Manuf. 2017, 28, 1285–1301. [Google Scholar] [CrossRef]
- Magargle, R.; Johnson, L.; Mandloi, P.; Davoudabadi, P.; Kesarkar, O.; Krishnaswamy, S.; Batteh, J.; Pitchaikani, A. A Simulation-Based Digital Twin for Model-Driven Health Monitoring and Predictive Maintenance of an Automotive Braking System. In Proceedings of the 12th International Modelica Conference, Prague, Czech Republic, 15–17 May 2017; Linköping University Electronic Press: Linköping, Sweden, 2017; pp. 35–46. [Google Scholar]
- Lee, J.; Lapira, E.; Bagheri, B.; Kao, H. Recent advances and trends in predictive manufacturing systems in big data environment. Manuf. Lett. 2013, 1, 38–41. [Google Scholar] [CrossRef]
- Uhlemann, T.; Lehmann, C.; Steinhilper, R. The Digital Twin: Realizing the Cyber-Physical Production System for Industry 4.0. Procedia CIRP 2017, 61, 335–340. [Google Scholar] [CrossRef]
- Maskery, I.; Aboulkhair, N.T.; Corfield, M.R. Quantification and characterization of porosity in selectively laser melted Al-Si10-Mg using X-ray computed tomography. Mater. Charact. 2016, 111, 193–204. [Google Scholar] [CrossRef]
- Gaikwad, A.; Yavari, R.; Montazeri, M.; Cole, K.; Bian, L.; Rao, P. Toward the digital twin of additive manufacturing: Integrating thermal simulations, sensing, and analytics to detect process faults. IISE Trans. 2020, 52, 1204–1217. [Google Scholar] [CrossRef]
- Hänel, A.; Schnellhardt, T.; Wenkler, E.; Nestler, A.; Brosius, A.; Corinth, C.; Fay, A.; Ihlenfeldt, S. The development of a digital twin for machining processes for the application in aerospace industry. Procedia CIRP 2020, 93, 1399–1404. [Google Scholar] [CrossRef]
- Kechagias, J.D.; Ninikas, K.; Stavropoulos, P.; Salonitis, K. A generalised approach on kerf geometry prediction during CO2 laser cut of PMMA thin plates using neural networks. Lasers Manuf. Mater. Process. 2021, 8, 372–393. [Google Scholar] [CrossRef]
- Nikolakis, N.; Alexopoulos, K.; Xanthakis, E.; Chryssolouris, G. The digital twin implementation for linking the virtual representation of human-based production tasks to their physical counterpart in the factory-floor. Int. J. Comput. Integr. Manuf. 2019, 32, 1–12. [Google Scholar] [CrossRef]
- Stavropoulos, P.; Sabatakakis, K.; Papacharalampopoulos, A.; Mourtzis, D. Infrared (IR) quality assessment of robotized resistance spot welding based on machine learning. IJAMT 2022, 119, 1785–1806. [Google Scholar] [CrossRef]
- Schweidtmann, A.; Esche, E.; Fischer, A.; Kloft, M.; Repke, J.; Sager, S.; Mitsos, A. Machine Learning in Chemical Engineering: A Perspective. Chem.-Genieur Tech. 2021, 93, 2029–2039. [Google Scholar] [CrossRef]
- Multiphysics Modeling and Simulation. Available online: https://www.featool.com/multiphysics/ (accessed on 21 June 2022).
- Janicki, G.; Pezouvanis, A.; Mason, B.; Ebrahimi, M.K. Turbine Blade Vibration Measurement Methods for Turbocharges. Am. J. Sens. Technol. 2014, 2, 13–19. [Google Scholar]
- Liu, J.; Zhou, H.; Liu, X.; Tian, G.; Wu, M.; Cao, L.; Wang, W. Dynamic Evaluation Method of Machining Process Planning Based on Digital Twin. IEEE Access 2019, 7, 19312–19323. [Google Scholar] [CrossRef]
- Kalsoom, T.; Ramzan, N.; Ahmed, S.; Ur-Rehman, M. Advances in Sensor Technologies in the Era of Smart Factory and Industry 4.0. Sensors 2020, 20, 6783. [Google Scholar] [CrossRef]
- Chen, J.; Qiu, Q.; Han, Y.; Lau, D. Piezoelectric materials for sustainable building structures: Fundamentals and applications. Renew. Sustain. Energy Rev. 2019, 101, 14–25. [Google Scholar] [CrossRef]
- Haleem, A.; Javaid, M. Role of CT and MRI in the design and development of orthopaedic model using additive manufacturing. J. Clin. Orthop. Trauma 2018, 9, 213–217. [Google Scholar] [CrossRef]
- Arul Prakash, S.K.; Mahan, T.; Williams, G.; McComb, C.; Menold, J.; Tucker, C.S. Detection of system compromise in additive manufacturing using video motion magnification. J. Mech. Des. 2020, 142, 031109. [Google Scholar] [CrossRef]
- Qiu, Q.; Lau, D. Measurement of structural vibration by using optic-electronic sensor. Measurement 2018, 117, 435–443. [Google Scholar] [CrossRef]
- Kandris, D.; Nakas, C.; Vomvas, D.; Koulouras, G. Applications of wireless sensor networks: An up-to-date survey. Appl. Syst. Innov. 2020, 3, 14. [Google Scholar] [CrossRef]
- Sudip, P.; Diwakar, B.; Rabindra, B. Challenges, Opportunities and Future Directions of Smart Manufacturing: A State of Art Review. Sustain. Futur. 2020, 2, 100023. [Google Scholar] [CrossRef]
- Bampoula, X.; Siaterlis, G.; Nikolakis, N.; Alexopoulos, K. A Deep Learning Model for Predictive Maintenance in Cyber-Physical Production Systems Using LSTM Autoencoders. Sensors 2021, 21, 972. [Google Scholar] [CrossRef]
- Stavropoulos, P.; Papacharalampopoulos, A.; Stavridis, J.; Sampatakakis, K. A three-stage quality diagnosis platform for laser-based manufacturing processes. Int. J. Adv. Manuf. Technol. 2020, 110, 2991–3003. [Google Scholar] [CrossRef]
- Additive Manufacturing: Siemens Uses Innovative Technology to Produce Gas Turbines. Available online: https://press.siemens.com/global/en/feature/additive-manufacturing-siemens-uses-innovative-technology-produce-gas-turbines (accessed on 21 June 2022).
- Lin, C.S.; Chiang, H.T.; Hsu, C.H.; Lin, M.H.; Liu, J.K.; Bai, C.J. Modal Verification and Strength Analysis of Bladed Rotors of Turbine in Rated Working Conditions. Appl. Sci. 2021, 11, 6306. [Google Scholar] [CrossRef]
- Gantt Charts as a Tool for Production Planning and Control. Available online: https://www.planettogether.com/blog/gantt-charts-as-a-tool-for-production-planning-and-control (accessed on 21 June 2022).
- Experimental Residual Stress Analysis Using the Hole-Drilling Method on Plastic Materials. Available online: https://www.hbm.com/en/4359/tips-and-tricks-experimental-residual-stress-analysis-using-the-hole-drilling-method-on-plastic-materials/ (accessed on 21 June 2022).
- Souflas, T.; Bikas, H.; Ghassempouri, M.; Salmi, A.; Atzeni, E.; Saboori, A.; Brugnetti, I.; Valente, A.; Mazzucato, F.; Stavropoulos, P. A comparative study of dry and cryogenic milling for Directed Energy Deposited IN718 components: Effect on process and part quality. Int. J. Adv. Manuf. Technol. 2022, 119, 745–758. [Google Scholar] [CrossRef]
- Real-Time Melt Pool Monitoring in Additive Manufacturing. Available online: https://www.imveurope.com/analysis-opinion/real-time-melt-pool-monitoring-additive-manufacturing (accessed on 21 June 2022).
- Dill, J.; Soshi, M.; Yamazaki, K. A study on the effect of directed energy deposition substrate energy on clad geometry. Int. J. Adv. Manuf. Technol. 2020, 109, 315–333. [Google Scholar] [CrossRef]
- Moniz, L.; Chen, Q.; Guillemot, G.; Bellet, M.; Gandin, C.; Colin, C.; Bartout, J.; Berger, M. Additive manufacturing of an oxide ceramic by Laser Beam Melting–Comparison between finite element simulation and experimental results. J. Mater. Process. Technol. 2019, 270, 106–117. [Google Scholar] [CrossRef]
- Liu, X.; Shahriar, M.; Sunny, S.; Leu, M.; Hu, L. Cyber-physical manufacturing cloud: Architecture, virtualization, communication, and testbed. J. Manuf. Syst. 2017, 43, 352–364. [Google Scholar] [CrossRef]
- AVRO Data Format. Available online: https://www.ibm.com/topics/avro (accessed on 5 February 2022).
- Göransson, P.; Chuck, B.; Culver, T. Chapter 1-Introduction. In Software Defined Networks, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 1–21. ISBN 9780128045558. [Google Scholar] [CrossRef]
- Overcoming Distortion in New DED Additive Manufacturing Processes with Simulation. Available online: https://www.tctmagazine.com/additive-manufacturing-3d-printing-news/overcoming-distortion-in-ded-additive-manufacturing/ (accessed on 17 December 2021).
- Teti, R. Advanced IT Methods of Signal Processing and Decision Making for Zero Defect Manufacturing in Machining. Procedia CIRP 2015, 28, 3–15. [Google Scholar] [CrossRef]
- Cao, R.M. Motion Control System Design and Implement Based on Data-Driven; National Defense Industry Press: Beijing, China, 2012. [Google Scholar]
- Oliveri, P.; Malegori, C.; Simonetti, R.; Casale, M. The impact of signal pre-processing on the final interpretation of analytical outcomes-A tutorial. Anal. Chim. Acta 2019, 1058, 9–17. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Sağlam, H. On-line Tool Breakage Detection Using Acoustic Emission, Cutting Force and Temperature Signals in Turning. IOSR J. Mech. Civ. Eng. 2016, 13, 100–103. [Google Scholar]
- Stavropoulos, P.; Bikas, H.; Souflas, A.; Ghassempouri, M. A method for cutting force estimation through joint current signals in robotic machining. Procedia Manuf. 2021, 55, 124–131. [Google Scholar] [CrossRef]
- Chen, W.; Zhang, P.; Song, L.; Yang, J.; Han, C. Simulation of Nanopore Sequencing Signals Based on BiGRU. Sensors 2020, 20, 7244. [Google Scholar] [CrossRef]
- Understanding Gibbs Phenomenon in Signal Processing. Available online: https://www.gaussianwaves.com/2010/04/gibbs-phenomena-a-demonstration/ (accessed on 21 June 2022).
- Time Domain vs. Frequency Domain. Available online: https://www.sharetechnote.com/html/ (accessed on 21 June 2022).
- Souflas, A. Generation of Manufacturing Process Knowledge for Process Optimization: A Case Study on Milling. Diploma Thesis, University of Patras, Patras, Greece, 2021. [Google Scholar]
- Qi, Q.; Tao, F.; Zuo, Y.; Zhao, D. Digital Twin Service towards Smart Manufacturing. Procedia CIRP 2018, 72, 237–242. [Google Scholar] [CrossRef]
- Redelinghuys, A.J.H.; Basson, A.H.; Kruger, K. A six-layer digital twin architecture for a manufacturing cell. SOHOMA 2018. In Studies in Computational Intelligence; Springer: Cham, Switzerland, 2019; Volume 803. [Google Scholar]
- Destructive Testing and How It Works. Available online: https://www.flyability.com/destructive-testing (accessed on 21 June 2022).
- Prabhakar, P.; Sames, W.J.; Dehoff, R.; Babu, S.S. Computational modeling of residual stress formation during the electron beam melting process for Inconel 718. Addit. Manuf. 2015, 7, 83–91. [Google Scholar] [CrossRef]
- Michaleris, P. Modeling metal deposition in heat transfer analyses of additive manufacturing processes. Finite Elem. Anal. Des. 2014, 86, 51–60. [Google Scholar] [CrossRef]
- Knapp, G.L.; Mukherjee, T.; Zuback, J.S.; Wei, H.L.; Palmer, T.A.; De, A.; DebRoy, T. Building blocks for a digital twin of additive manufacturing. Acta Mater. 2017, 135, 390–399. [Google Scholar] [CrossRef]
- Hodge, N.E.; Ferencz, R.M.; Solberg, J.M. Implementation of a thermomechanical model for the simulation of selective laser melting. Comput. Mech. 2014, 54, 33–51. [Google Scholar] [CrossRef]
- Zeng, K.; Pal, D.; Gong, H.J.; Patil, N.; Stucker, B. Comparison of 3DSIM thermal modelling of selective laser melting using new dynamic meshing method to ANSYS. Mater. Sci. Technol. 2015, 31, 945–956. [Google Scholar] [CrossRef]
- Attar, E.; Körner, C. Lattice Boltzmann model for thermal free surface flows with liquid-solid phase transition. Int. J. Heat Fluid Flow 2011, 32, 156–163. [Google Scholar] [CrossRef]
- Huang, Y.; Khamesee, M.B.; Toyserkani, E. A comprehensive analytical model for laser powder-fed additive manufacturing. Addit. Manuf. 2016, 12, 90–99. [Google Scholar] [CrossRef]
- Stavropoulos, P.; Papacharalampopoulos, A.; Athanasopoulou, L. A molecular dynamics based digital twin for ultrafast laser material removal processes. Int. J. Adv. Manuf. Technol. 2020, 108, 413–426. [Google Scholar] [CrossRef]
- Luo, W.; Hu, T.; Zhang, C.; Wei, Y. Digital twin for CNC machine tool: Modeling and using strategy. J. Ambient. Intell. Humaniz. Comput. 2019, 10, 1129–1140. [Google Scholar] [CrossRef]
- Wu, H.; Yu, Z.; Wang, Y. A New Approach for Online Monitoring of Additive Manufacturing Based on Acoustic Emission. In Proceedings of the ASME 2016 11th International Manufacturing Science and Engineering Conference, Blacksburg, VA, USA, 27 June–1 July 2016; Volume 3, p. V003T08A013. [Google Scholar] [CrossRef]
- Cugnon, F.; Berglind, L.; Plakhotnik, D.; Armendia, M. Simulation of machining operations using the virtual machine tool concept. In Proceedings of the ASME 2018 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Quebec City, QC, Canada, 26–29 August 2018; American Society of Mechanical Engineers (ASME): New York, NY, USA, 2018. [Google Scholar]
- Armendia, M.; Cugnon, F.; Berglind, L.; Ozturk, E.; Gil, G.; Selmi, J. Evaluation of machine tool digital twin for machining operations in industrial environment. Procedia CIRP 2019, 82, 231–236. [Google Scholar] [CrossRef]
- Strantza, M.; Van Hemelrijck, D.; Guillaume, P.; Aggelis, D.G. Acoustic emission monitoring of crack propagation in additively manufactured and conventional titanium components. Mechanics Res. Commun. 2017, 84, 8–13. [Google Scholar] [CrossRef]
- Razvi, S.; Feng, S.; Lee, Y.; Witherell, P. A Review of Machine Learning Applications in Additive Manufacturing. In Proceedings of the ASME 2019 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Anaheim, CA, USA, 18–21 August 2019; Available online: https://tsapps.nist.gov/publication/get_pdf.cfm?pub_id=927654 (accessed on 24 August 2021).
- Regression Versus Classification Machine Learning: What’s the Difference? Available online: https://medium.com/quick-code/regression-versus-classification-machine-learning-whats-the-difference (accessed on 17 December 2021).
- Imani, F.; Montazeri, M.; Gaikwad, A.; Rao, P.; Yang, H.; Reutzel, E. Layerwise In-Process Quality Monitoring in Laser Powder Bed Fusion. In Proceedings of the ASME 2018 13th International Manufacturing Science and Engineering Conference, ASME, College Station, TX, USA, 18–22 June 2018. [Google Scholar]
- Panagiotis, S.; Thanassis, S.; Nikolas, P.; Harry, B. Application of virtual engineering tools to support design optimization: A case study on a cryogenic machining system. Procedia CIRP 2021, 100, 181–186. [Google Scholar] [CrossRef]
- Mourtzis, D.; Vlachou, E.; Milas, N. Industrial Big Data as a Result of IoT Adoption in Manufacturing. Procedia CIRP 2016, 55, 290–295. [Google Scholar] [CrossRef]
- Mourtzis, D.; Milas, N.; Athinaios, N. Towards Machine Shop 4.0: A General Machine Model for CNC machine-tools through OPC-UA. Procedia CIRP 2018, 78, 301–306. [Google Scholar] [CrossRef]
- Liu, C.; Xu, X. Cyber-physical Machine Tool—The Era of Machine Tool 4.0. Procedia CIRP 2017, 63, 70–75. [Google Scholar] [CrossRef]
- Armendia, M.; Alzaga, A.; Peysson, F.; Fuertjes, T.; Cugnon, F.; Ozturk, E.; Flum, D. Machine Tool: From the Digital Twin to the Cyber-Physical Systems. In Twin-Control; Springer International Publishing: Cham, Switzerland, 2019; pp. 3–21. [Google Scholar]
- Alexopoulos, K.; Nikolakis, N.; Chryssolouris, G. Digital twin-driven supervised machine learning for the development of artificial intelligence applications in manufacturing. Int. J. Comput. Integr. Manuf. 2020, 33, 429–439. [Google Scholar] [CrossRef]
- Calin, D.G.; Narcisa, D.C.; Laurentiu, P.C. Machine Vision in Manufacturing Processes and the Digital Twin of Manufacturing Architectures. In Proceedings of the 28th DAAAM International Symposium, Zadar, Croatia, 8–11 November 2017; DAAAM International: Vienna, Austria, 2020; pp. 0733–0736. [Google Scholar] [CrossRef]
- Gu, J. Data, Information, Knowledge, Wisdom and Meta-Synthesis of Wisdom-Comment on Wisdom Global and Wisdom Cities. Procedia Comput. Sci. 2013, 17, 713–719. [Google Scholar] [CrossRef]
- Ackoff, R.L. From data to wisdom. J. Appl. Syst. Anal. 1989, 16, 3–9. [Google Scholar]
- Lu, Y.; Yang, Z.; Eddy, D.; Krishnamurty, S. Self-Improving Additive Manufacturing Knowledge Management. In Proceedings of the ASME 2018 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Quebec City, QC, Canada, 26–29 August 2018; p. V01BT02A016. [Google Scholar] [CrossRef]
- Ward, R.; Sun, C.; Dominguez-Caballero, J. Machining Digital Twin using real-time model-based simulations and lookahead function for closed loop machining control. Int. J. Adv. Manuf. Technol. 2021, 117, 3615–3629. [Google Scholar] [CrossRef]
- Afazov, S.; Scrimieri, D. Chatter model for enabling a digital twin in machining. Int. J. Adv. Manuf. Technol. 2020, 110, 2439–2444. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stavropoulos, P. Digitization of Manufacturing Processes: From Sensing to Twining. Technologies 2022, 10, 98. https://doi.org/10.3390/technologies10050098
Stavropoulos P. Digitization of Manufacturing Processes: From Sensing to Twining. Technologies. 2022; 10(5):98. https://doi.org/10.3390/technologies10050098
Chicago/Turabian StyleStavropoulos, Panagiotis. 2022. "Digitization of Manufacturing Processes: From Sensing to Twining" Technologies 10, no. 5: 98. https://doi.org/10.3390/technologies10050098
APA StyleStavropoulos, P. (2022). Digitization of Manufacturing Processes: From Sensing to Twining. Technologies, 10(5), 98. https://doi.org/10.3390/technologies10050098