
Process Modeling, Optimization and Cost Analysis of a Sulfur Recovery Unit by Applying Pinch Analysis on the Claus Process in a Gas Processing Plant



Abstract
:1. Introduction
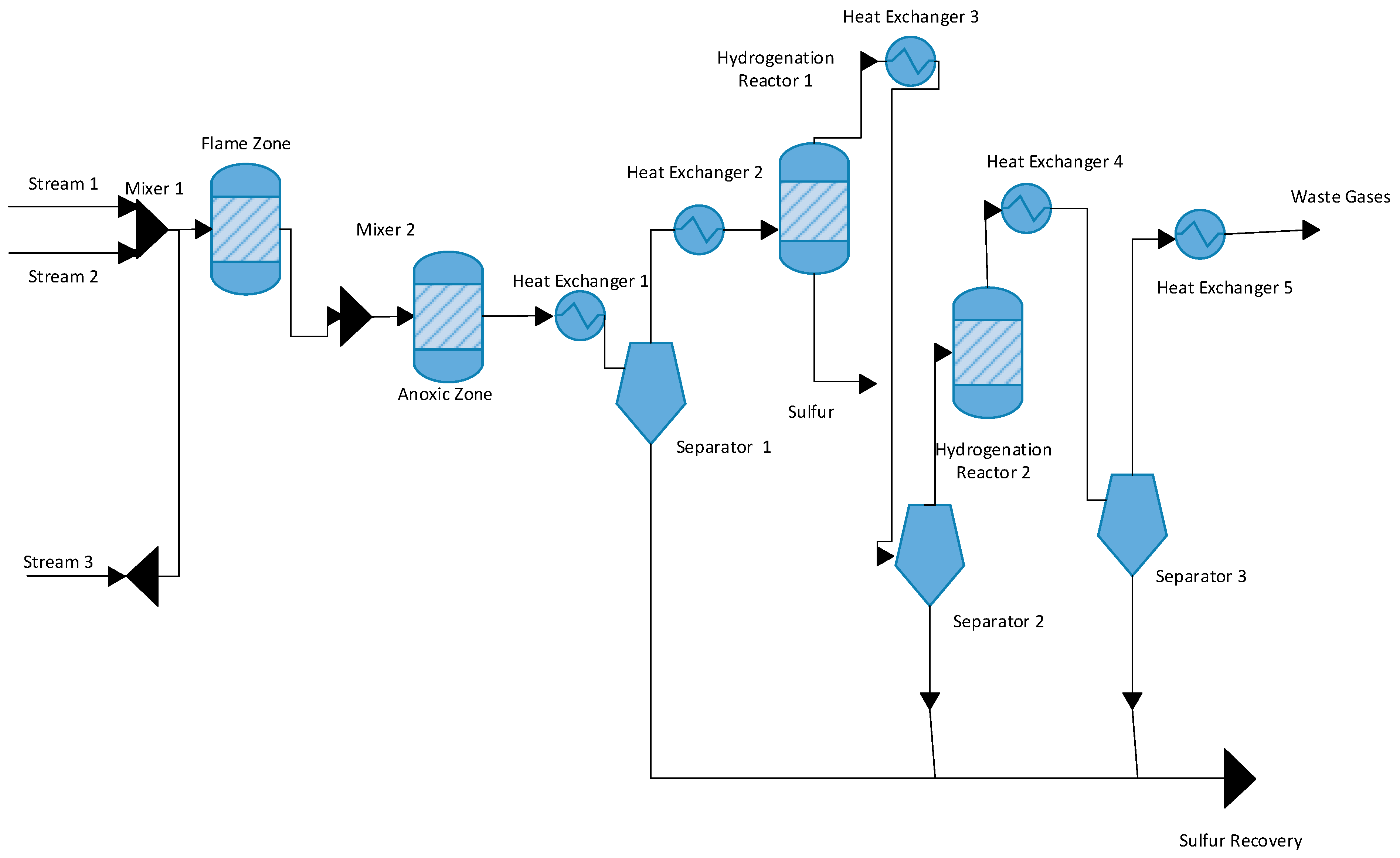
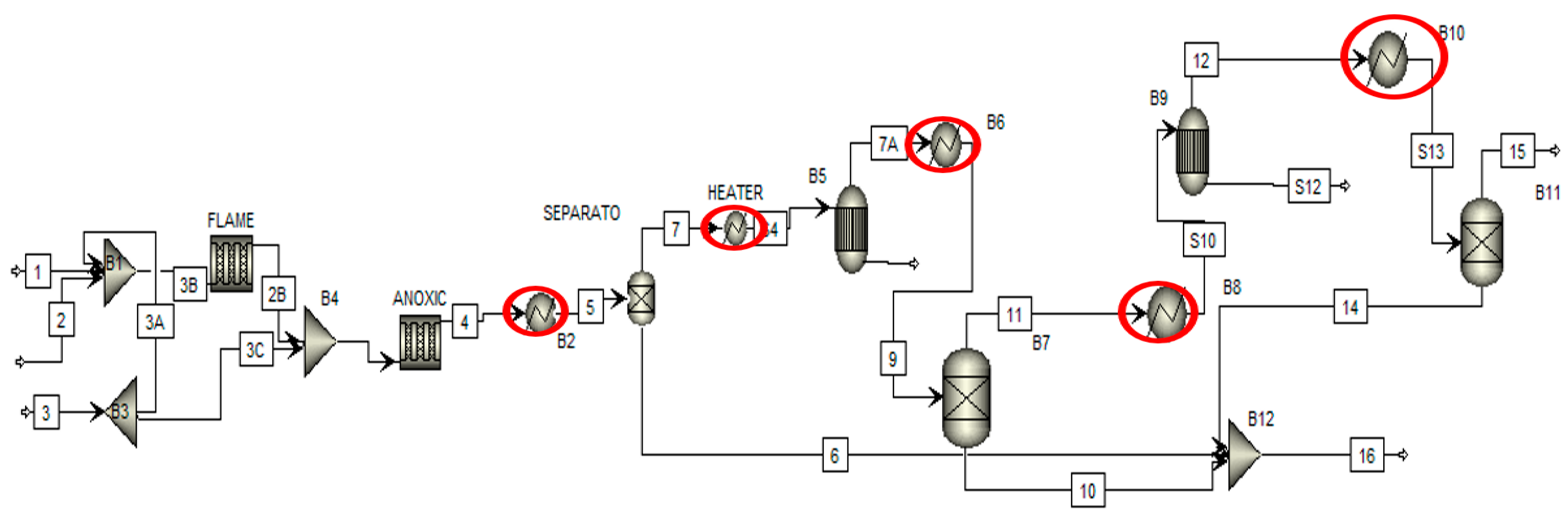
2. Process Methodology
2.1. First Stage Reaction
2.2. Second Stage Reaction
2.3. Reactions Kinetic of Claus Process
3. Results and Discussion
3.1. Sensitivity Analysis
3.2. Effect of Changing Furnace Diameter and Length
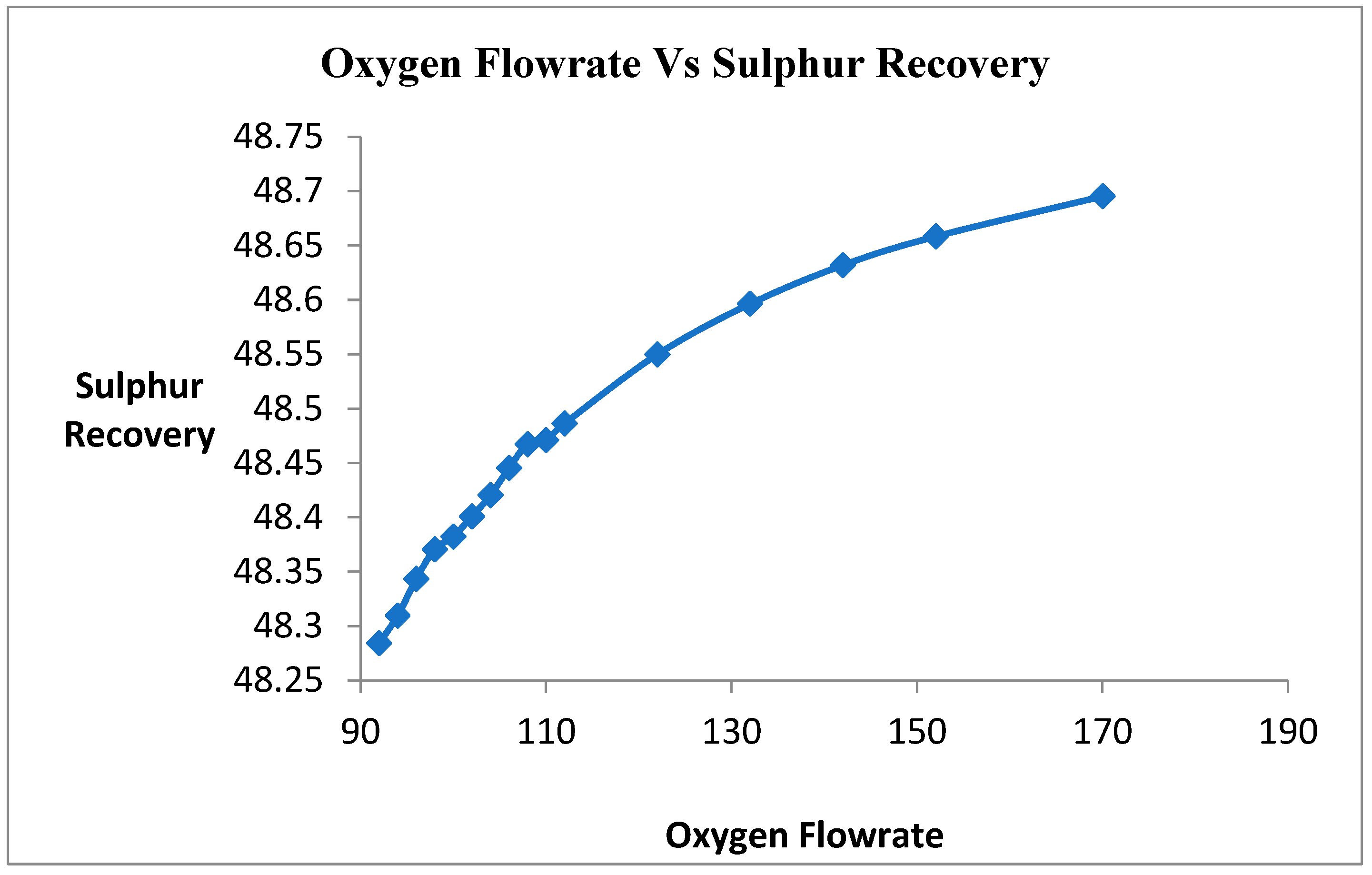
3.3. Effect of Increasing Oxygen Flow Rate on Sulfur Recovery
3.4. Effect of Changing Temperature on Sulfur Recovery
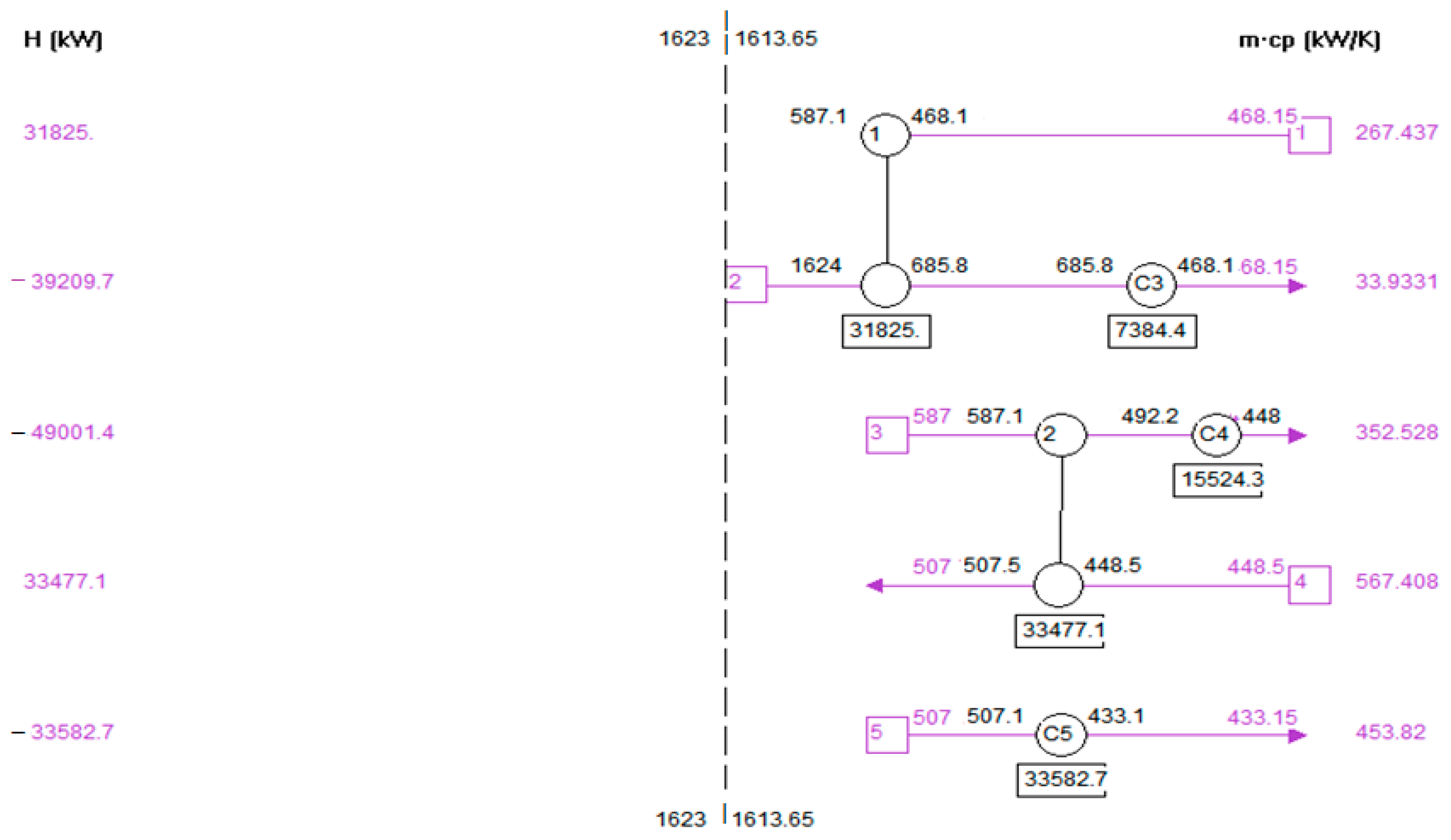
3.5. Pinch Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Maclean, D.I.; Wagner, H.G. The structure of the reaction zones of ammonia-oxygen and hydrazine-decomposition flames. Symp. Int. Combust. 1967, 11, 871–878. [Google Scholar] [CrossRef]
- Vandooren, J. Comparison of the experimental structure of an ammonia seeded rich-hydrogen-oxygen-argon flame with the calculated ones along several reaction mechanisms. Combust. Sci. Technol. 1992, 84, 335–344. [Google Scholar] [CrossRef]
- Glarborg, P.; Kubel, D.; Dam-Johansen, K.; Chiang, H.M.; Bozzelli, J.W. Impact of SO2 and NO on CO oxidation under post-flame conditions. Int. J. Chem. Kinet. 1996, 28, 773–790. [Google Scholar] [CrossRef]
- Clark, P.; Dowling, N.; Huang, M. Ammonia destruction in the Claus furnace. In Proceedings of the Name of the Brimstone 1998 Sulphur Recovery Symposium, Tucson, AZ, USA, 1–4 November 1998; pp. 15–18. [Google Scholar]
- Monnery, W.; Hawboldt, K.; Pollock, A.; Svrcek, W. Ammonia pyrolysis and oxidation in the Claus furnace. Ind. Eng. Chem. Res. 2001, 40, 144–151. [Google Scholar] [CrossRef]
- Dagaut, P.; Lecomte, F.; Mieritz, J.; Glarborg, P. Experimental and kinetic modeling study of the effect of NO and SO2 on the oxidation of CO H2 mixtures. Int. J. Chem. Kinet. 2003, 35, 564–575. [Google Scholar] [CrossRef]
- ZareNezhad, B.; Hosseinpour, N. Evaluation of different alternatives for increasing the reaction furnace temperature of Claus SRU by chemical equilibrium calculations. Therm. Eng. 2008, 28, 738–744. [Google Scholar] [CrossRef]
- Mendiara, T.; Glarborg, P. Ammonia chemistry in oxy-fuel combustion of methane. Combust. Flame 2009, 156, 1937–1949. [Google Scholar] [CrossRef]
- Selim, H.; Gupta, A.; Sassi, M. Novel error propagation approach for reducing H2S/O2 reaction mechanism. Appl. Energy 2012, 93, 116–124. [Google Scholar] [CrossRef]
- Duissenov, D. Production and Processing of Sour Crude and Natural Gas-Challenges due to Increasing Stringent Regulations. Master’s Thesis, Institutt for Petroleumsteknologi Og Anvendt Geofysikk, Trondheim, Norway, 2013. [Google Scholar]
- Zhou, C.R.; Sendt, K.; Haynes, B.S. Experimental and kinetic modelling study of H2S oxidation. Proc. Combust. Inst. 2013, 34, 625–632. [Google Scholar] [CrossRef]
- Nabikandi, N.J.; Fatemi, S. Kinetic modelling of a commercial sulfur recovery unit based on Claus straight through process: Comparison with equilibrium model. J. Ind. Eng. Chem. 2015, 30, 50–63. [Google Scholar] [CrossRef]
- Gupta, A.; Ibrahim, S.; Al Shoaibi, A. Advances in sulfur chemistry for treatment of acid gases. Prog. Energy Combust. Sci. 2016, 54, 65–92. [Google Scholar] [CrossRef]
- Ibrahim, S.; Al Shoaibi, A.; Gupta, A. Role of toluene to acid gas (H2S and CO2) combustion in H2/O2–N2 flame under Claus condition. Appl. Energy 2015, 149, 62–68. [Google Scholar] [CrossRef]
- Rahman, R.K.; Ibrahim, S.; Raj, A. Oxidative destruction of monocyclic and polycyclic aromatic hydrocarbon (PAH) contaminants in sulfur recovery units. Chem. Eng. Sci. 2016, 155, 348–365. [Google Scholar] [CrossRef]
- Weiland, S.; Hatcher, N.; Jones, C.; Weiland, R. Ammonia destruction in the reaction furnace. Pet. Technol. Q. Q 2016, 4, 2016. [Google Scholar]
- Zarei, S.; Ganji, H.; Sadi, M.; Rashidzadeh, M. Kinetic modeling and optimization of Claus reaction furnace. J. Nat. Gas Sci. Eng. 2016, 31, 747–757. [Google Scholar] [CrossRef]
- Rahman, R.K.; Raj, A.; Ibrahim, S.; Khan M, I.; Al Muhairi, N.O. Reduction in natural gas consumption in sulfur recovery units through kinetic simulation using a detailed reaction mechanism. Ind. Eng. Chem. Res. 2018, 57, 1417–1428. [Google Scholar] [CrossRef]
- Abdoli, P.; Hosseini, S.A.; Mujeebu, M.A. Influence of O2 enrichment in dry air on combustion temperature, contaminant production and sulfur recovery, in SRU reaction furnace. Forsch. Im Ing. 2018, 82, 99–106. [Google Scholar] [CrossRef]
- Otomo, J.; Koshi, M.; Mitsumori, T.; Iwasaki, H.; Yamada, K. Chemical kinetic modeling of ammonia oxidation with improved reaction mechanism for ammonia/air and ammonia/hydrogen/air combustion. Int. J. Hydrogen Energy 2018, 43, 3004–3014. [Google Scholar] [CrossRef]
- Al Hamadi, M.; Ibrahim, S.; Raj, A. Effects of Oxygen Enrichment on Natural Gas Consumption and Emissions of Toxic Gases (CO, Aromatics, and SO2) in the Claus Process. Ind. Eng. Chem. Res. 2019, 58, 16489–16501. [Google Scholar] [CrossRef]
- Li, D.; Dowling, N.; Marriott, R.; Clark, P. Kinetics and Mechanisms for Destruction of Ammonia in the Claus Furnace; Alberta Sulphur Research Ltd.: Calgary, AB, Canada, 2016. [Google Scholar]
- Ibrahim, S.; Rahman, R.K.; Raj, A. Effects of H2O in the feed of sulfur recovery unit on sulfur production and aromatics emission from Claus furnace. Ind. Eng. Chem. Res. 2017, 56, 11713–11725. [Google Scholar] [CrossRef]
- Kazempour, H.; Pourfayaz, F.; Mehrpooya, M. Modeling and multi-optimization of thermal section of Claus process based on kinetic model. J. Nat. Gas Sci. Eng. 2017, 38, 235–244. [Google Scholar] [CrossRef]
- Ibrahim, S.; Rahman, R.K.; Raj, A. Roles of hydrogen sulfide concentration and fuel gas injection on aromatics emission from Claus furnace. Chem. Eng. Sci. 2017, 172, 513–527. [Google Scholar] [CrossRef]
- Abdoli, P.; Hosseini, S.A.; Mujeebu, M.A. Effect of preheating inlet air and acid gas on the performance of sulfur recovery unit—CFD simulation and validation. Forschung Im Ingenieurwesen 2019, 83, 81–89. [Google Scholar] [CrossRef]
- He, X.; Shu, B.; Nascimento, D.; Moshammer, K.; Costa, M.; Fernandes, R.X. Auto-ignition kinetics of ammonia and ammonia/hydrogen mixtures at intermediate temperatures and high pressures. Combust. Flame 2019, 206, 189–200. [Google Scholar] [CrossRef]
- Nopmongcol, U.; Beardsley, R.; Kumar, N.; Knipping, E.; Yarwood, G. Changes in United States deposition of nitrogen and sulfur compounds over five decades from 1970 to 2020. Atmos. Environ. 2019, 209, 144–151. [Google Scholar] [CrossRef]
- Okafor, E.C.; Naito, Y.; Colson, S.; Ichikawa, A.; Kudo, T.; Hayakawa, A.; Kobayashi, H. Measurement and modelling of the laminar burning velocity of methane-ammonia-air flames at high pressures using a reduced reaction mechanism. Combust. Flame 2019, 204, 162–175. [Google Scholar] [CrossRef]
- Manna, M.V.; Sabia, P.; Ragucci, R.; de Joannon, M. Oxidation and pyrolysis of ammonia mixtures in model reactors. Fuel 2020, 264, 116768. [Google Scholar] [CrossRef]
- Jones, D.; Bhattacharyya, D.; Turton, R.; Zitney, S.E. Rigorous kinetic modeling and optimization study of a modified claus unit for an integrated gasification combined cycle (IGCC) power plant with CO2 capture. Ind. Eng. Chem. Res. 2012, 51, 2362–2375. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition Gases | Stream No 1 | Stream No 2 | Stream No 3 |
|---|---|---|---|
| Hydrogen sulfide | 0 | 23.9 | 159.1 |
| Sulfur dioxide | 0 | 0 | 0 |
| Water | 0 | 0 | 15.6 |
| Carbon Monoxide | 0 | 16.9 | 174.1 |
| Carbon dioxide | 0 | 2.1 | 0 |
| Oxygen | 90 | 0 | 0 |
| Hydrogen | 0 | 10.2 | 0 |
| Nitrogen | 4.7 | 1.3 | 31.3 |
| Ammonia | 0 | 31.6 | 7.9 |
| S2 | 0 | 0 | 0 |
| S8 | 0 | 0 | 0 |
| i | Ei Kcal/kmol | Koi | A | b | c |
|---|---|---|---|---|---|
| 1 | 11,000 | 1.40 × 104 | 1 | 0 | 1.5 |
| 2 | 40,000 | 4.43 × 106 | 0 | 1 | 0.75 |
| Heat Exchanger | Types | Base Duty (cal/s) | Hot Inlet Temperature (°C) | Hot Outlet Temperature (°C) | Cold Inlet Temperature (°C) | Cold Outlet Temperature (°C) |
|---|---|---|---|---|---|---|
| B7 | Heater | 1.885 × 105 | 250 | 249 | 58.3 | 195 |
| B9 | Heater | 1.701 × 105 | 1000 | 400 | 195 | 314 |
| B13 | Heater | 1.553 × 105 | 1000 | 400 | 195 | 314 |
| B14_Heat_Exchanger | Cooler | 1769 | 314 | 313.5 | 249 | 250 |
| B_10 Heat Exchanger | Cooler | 2.565 × 106 | 314 | 313.5 | 249 | 250 |
| B11 | Cooler | 1.73 × 106 | 314 | 195 | 174 | 175 |
| B15 | Cooler | 1.566 × 105 | 314 | 194 | 174 | 175 |
| Heat Exchanger | Types | Recovery Duty (cal/s) | Hot Side Fluid | Cold Side Fluid |
|---|---|---|---|---|
| B2 | Heater | 1.885 × 105 | HP Steam | 4 to 5 |
| Heater | Heater | 1.55 × 105 | Fire Heater (1000) | 7 to S4 |
| B13 | Heater | 1.423 × 105 | Fire Heater (1000) | S18 to S20 |
| B14 Heat Excahnger | Cooler | 0 | B14_Heat | HP steam generation |
| B5 Heat Exchanger | Cooler | 0 | B5_Heat | HP steam generation |
| B8 | Cooler | 0 | 7A to S17 | MP steam generation |
| B10 | Cooler | 0 | S21 to S22 | MP steam generation |
| Type | Current (cal/s) | Target (cal/s) | Saving Potential (cal/s) | Energy Cost Saving (USD/yr) | Energy Cost Saving (%) | ΔTmin (°C) |
|---|---|---|---|---|---|---|
| HP Steam | 1.884 × 105 | 0 | 1.884 × 105 | 62.243 | 100 | 10 |
| Fire Heat (1000) | 3.254 × 105 | 2.73 × 104 | 2.981 × 105 | 167.336 | 91.60 | 25 |
| Total Hot Utilities | 5.138 × 105 | 2.73 × 104 | 4.65 × 105 | 229.578 | 93.73 | |
| HP Steam Generation | 2.567 × 106 | 2.41 × 106 | 1.569 × 105 | −51.618 | −6.11 | 10 |
| MP steam Generation | 3.296 × 105 | 0 | 3.296 × 105 | −95.370 | −100 | 10 |
| Total Cold Utilities | 2.896 × 106 | 2.41 × 106 | 4.865 × 105 | −146.989 | −15.64 |
| Type | Actual | Target | Available Savings | % of Actual |
|---|---|---|---|---|
| Total Utilities (cal/s) | 3.41 × 106 | 2.437 × 106 | 9.7025 × 105 | 28.53 |
| Heating Utilities (cal/s) | 51.38 × 105 | 2.767 × 104 | 4.865 × 105 | 94.68 |
| Cooling Utilities | 2.896 × 106 | 2.41 × 106 | 4.86 × 105 | 16.80 |
| Carbon Emission (kg/h) | 0 | 0 | 0 | 0 |
| Type | Current (kg/h) | Target (kg/h) | Saving Potential (kg/h) | Emission Cost Saving (USD/yr) | Emission Cost Saving |
|---|---|---|---|---|---|
| HP steam | 0 | 0 | 0 | 0 | 0.00 |
| Fire Heat (1000) | 0 | 0 | 0 | 0 | 0.0 |
| Total Hot Utilities | 0 | 0 | 0 | 0 | 0.00 |
| HP Steam Generation | 0 | 0 | 0 | 0 | 0.00 |
| MP Steam Generation | 0 | 0 | 0 | 0 | 0.00 |
| Total Cold Utilities | 0 | 0 | 0 | 0 | 0.00 |
| Heat Exchanger No | B2 | HEATER | B13 | B14 | B5 | B8 | B10 |
|---|---|---|---|---|---|---|---|
| Tube Length (in) | 236.2 | 410.2 | 150 | 236.2 | 236.2 | 236.2 | 236.2 |
| No of Baffles | 32 | 58 | 30 | 34 | 44 | 38 | 42 |
| Shell pass | 8 | 8 | 4 | 4 | 4 | 4 | 8 |
| No of tubes | 265 | 400 | 137 | 203 | 153 | 155 | 172 |
| Tube Pattern | Triangular | Triangular | Triangular | Triangular | Triangular | Triangular | Triangular |
| Baffle Type | Segmental | Segmental | Segmental | Segmental | Segmental | Triangular | Triangular |
| Exchanger Material | Carbon Steel | Carbon Steel | Carbon Steel | Carbon Steel | Carbon Steel | Carbon Steel | Carbon Steel |
| Area (m2) | 60 | 559 | 12 | 32.6 | 70 | 55 | 82 |
| Exchanger USD | Exchanger Types | Shell Pressure (bar) | Tube Pressure (bar) | MOC | Area m2 | Purchase Equipment Cost USD | Bare Module Cost USD |
|---|---|---|---|---|---|---|---|
| E-101 | Floating Head | 1 | 2 | Carbon Steel | 113 | 36,500 | 120,000 |
| E-102 | Floating Head | 1 | 2 | Carbon Steel | 103 | 35,100 | 115,000 |
| E-103 | Floating Head | 1 | 2 | Carbon Steel | 105 | 35,300 | 116,000 |
| E-104 | Fixed Sheet or U-Tube | 1 | 2 | Carbon Steel | 48.3 | 25,900 | 85,200 |
| E-105 | Floating Head | 1 | 2 | Carbon Steel | 48.3 | 27,300 | 89,900 |
| Heater | Types | Heat Duty (MJ/h) | Super Steam (°C) | MOC | Pressure (barg) | Purchase Equipment Cost USD | Bare Module Cost USD |
| H-101 | Reformer furnace | 28,600 | - | Carbon steel | - | 118,000 | 2,510,000 |
| H-102 | Reformer furnace | 28,700 | - | Carbon Steel | - | 118,000 | 2,510,000 |
| Reactor | Type | Volume (m3) | Purchase Equipment Cost USD | Bare Module Cost USD | |||
| R-101 | Autoclave | 7.08 | 88,900 | 356,000 | |||
| R-102 | Autoclave | 7.08 | 88,900 | 356,000 | |||
| Vessel | Orientation | Length (m) | Diameter (m) | MOC | Pressure (bar) | Purchase Equipment Cost USD | Bare Module Cost USD |
| V-101 | Horizontal | 6.08 | 2.27 | Carbon Steel | 2 | 15,900,000 | 24,200,000 |
| V-102 | Horizontal | 5.06 | 1.68 | Carbon Steel | 2 | 6,940,000 | 10,600,000 |
| V-103 | Horizontal | 5.28 | 1.76 | Carbon Steel | 2 | 7,770,000 | 11,800,000 |
| Name | Total Module Cost USD | Grass Root Cost USD | Utility Cost | Efficiency | Actual Usage (MJ/h) | Annual Cost Utility USD |
|---|---|---|---|---|---|---|
| E-101 | 256,800 | 366,000 | Cooling water | 32,300 | 10,200 | |
| E-102 | 136,000 | 194,000 | Low-pressure Steam | 897 | 15,150 | |
| E-103 | 137,000 | 195,000 | Cooling water | 2900 | 9100 | |
| E-104 | 100,000 | 143,000 | Medium pressure Steam | 759 | 17,560 | |
| E-105 | 106,000 | 151,000 | Cooling water | 1430 | 4500 | |
| H-101 | 2,960,000 | 4,220,000 | Natural gas | 0.9 | 31,800 | 836,000 |
| H-102 | 2,970,000 | 4,220,000 | Natural gas | 0.9 | 31,900 | 839,000 |
| R-101 | 420,000 | 464,000 | Low-pressure Steam | 897 | 15,150 | |
| R-102 | 420,000 | 464,000 | Low-pressure Steam | 2900 | 49,000 | |
| V-101 | 28,600,000 | 28,600,000 | N/A | |||
| V-102 | 12,500,000 | 12,500,000 | N/A | |||
| V-103 | 14,000,000 | 14,000,000 | N/A | |||
| Total USD | 62.5 million | 65.4 million | 1.89 million |
| Material Name | Classification | Price (USD/kg) * | Flow Rate (kg/h) | Annual Cost USD |
|---|---|---|---|---|
| Hydrogen Sulfide | Raw Material | - | 5853 | - |
| Oxygen | Raw Material | 1.50 | 2880 | 35.95 million |
| Sulfur | Product | 0.19 | 390 | 0.61 million |
| Hydrogen | Product | 12 | 718 | 71.7 million |
| Nitrogen | Product | 10 | 4009 | 333.69 million |
| Nitrogen | Raw Material | 10 | 1193.73 | 99.9 million |
| Ammonia | Raw Material | 9 | 1264 | 94.6 million |
| Exchanger USD | Exchanger Types | Shell Pressure (bar) | Tube Pressure (bar) | MOC | Area m2 | Purchase Equipment Cost USD |
|---|---|---|---|---|---|---|
| E-101 | Floating Head | 1 | 2 | Carbon Steel | 60 | 28,900 |
| E-102 | Floating Head | 1 | 2 | Carbon Steel | 12.8 | 26,000 |
| E-103 | Floating Head | 1 | 2 | Carbon Steel | 559 | 108,000 |
| E-104 | Fixed Sheet or U-Tube | 1 | 2 | Carbon Steel | 32.7 | 23,800 |
| E-105 | Floating Head | 1 | 2 | Carbon Steel | 70.8 | 30,400 |
| Heater | Types | Heat Duty (MJ/h) | Super Steam (°C) | MOC | Pressure | Purchase Equipment Cost USD |
| H-101 | Reformer Furnace | 28,600 | - | Carbon Steel | - | 118,000 |
| H-102 | Reformer Furnace | 28,700 | - | Carbon Steel | - | 118,000 |
| Reactor | Type | Volume (m3) | Purchase Equipment Cost USD | Bare Module Cost USD | ||
| R-101 | Autoclave | 7.08 | 88,900 | 356,000 | ||
| R-102 | Autoclave | 7.08 | 88,900 | 356,000 | ||
| Vessel | Orientation | Length (m) | Diameter (m) | MOC | Purchase Equipment Cost USD | Bare Module Cost USD |
| V-101 | Horizontal | 6.08 | 2.27 | Carbon Steel | 15,900,000 | 24,200,000 |
| V-102 | Horizontal | 5.06 | 1.68 | Carbon Steel | 6,940,000 | 10,600,000 |
| V-103 | Horizontal | 5.28 | 1.76 | Carbon Steel | 7,770,000 | 11,800,000 |
| Type | Before Optimization Million USD | After Optimization Million USD |
|---|---|---|
| Revenue from Sale | 415.7 | 424.5 |
| CRM (Raw Material Cost) | 229.9 | 237.9 |
| CUT (Cost of Utilities) | 0.144 | 0.042 |
| CWT (Waste Treatment Cost) | - | - |
| COL (Cost of Operating Labor) | 0.937 | 0.937 |
| Profit | 183.1 | 185.5 |
| Process | Before Optimization | After Optimization |
|---|---|---|
| Direct cost (million USD) | 63.4 | 65.9 |
| Indirect Cost (million USD) | 1.8 | 1.6 |
| Fixed Capital Cost (million USD) | 65.4 | 67.5 |
| Working Capital cost (million USD) | 38.1 | 38.5 |
| Total investment (million USD) | 168.7 | 173.5 |
| Raw Material Cost (million USD) | 229.9 | 237.9 |
| Utility Cost (million USD) | 1.89 | 1.6 |
| Labor Cost (million USD) | 0.96 | 0.96 |
| Total Product Cost (million USD) | 406 | 425.53 |
| Profit (million USD) | 177 | 189.63 |
| Payback Period (million USD) | 2.9 year | 1.8 year |
| Advantage | No Advantage. | Production efficiency is increased—also, minimum consumption of external utilities and maximum consumption of internal utilities. |
| Limitations | The simulation is carried out based on their Chemcad software. There is no optimization of a chemical process. | The simulation is performed on the Aspen Plus software. First, there is the optimization of a chemical process. Then, with the help of optimization, we can save external heating utilities. |
| Simulation Results | Literature [31] | |||
|---|---|---|---|---|
| Stream No | 15 | 16 | 15 | 16 |
| Temperature (°C) | 160 | 187 | 160 | 187 |
| Pressure (Bar) | 0.9 | 0.9 | 0.9 | 0.9 |
| Mole flow (lbmol/h) | 519.3 | 23.18 | 519.3 | 23.18 |
| Component’s flowrate (lb/h) | ||||
| H2S | 135.811 | 0 | 4 | 0 |
| SO2 | 2 | 0.0 | 2 | 0.0 |
| Water | 148 | 4.738 | 238.7 | 1.2 |
| O2 | 0 | 0.0 | 0 | 0.0 |
| Ammonia | 89.6 | 0 | 140 | 0 |
| S2 | 0.03 | 0.3 | 0 | 0.3 |
| S8 | 0.06 | 25.805 | 0.4 | 21.7 |
| Sulfur Recovery increased to 18% in the proposed simulation | ||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zahid, M.A.; Ahsan, M.; Ahmad, I.; Khan, M.N.A. Process Modeling, Optimization and Cost Analysis of a Sulfur Recovery Unit by Applying Pinch Analysis on the Claus Process in a Gas Processing Plant. Mathematics 2022, 10, 88. https://doi.org/10.3390/math10010088
Zahid MA, Ahsan M, Ahmad I, Khan MNA. Process Modeling, Optimization and Cost Analysis of a Sulfur Recovery Unit by Applying Pinch Analysis on the Claus Process in a Gas Processing Plant. Mathematics. 2022; 10(1):88. https://doi.org/10.3390/math10010088
Chicago/Turabian StyleZahid, Muhammad Arslan, Muhammad Ahsan, Iftikhar Ahmad, and Muhammad Nouman Aslam Khan. 2022. "Process Modeling, Optimization and Cost Analysis of a Sulfur Recovery Unit by Applying Pinch Analysis on the Claus Process in a Gas Processing Plant" Mathematics 10, no. 1: 88. https://doi.org/10.3390/math10010088
APA StyleZahid, M. A., Ahsan, M., Ahmad, I., & Khan, M. N. A. (2022). Process Modeling, Optimization and Cost Analysis of a Sulfur Recovery Unit by Applying Pinch Analysis on the Claus Process in a Gas Processing Plant. Mathematics, 10(1), 88. https://doi.org/10.3390/math10010088