
Experimental and Numerical Investigation of Folding Process—Prediction of Folding Force and Springback

Abstract
:1. Introduction
2. Experiments and Methods
- ✓
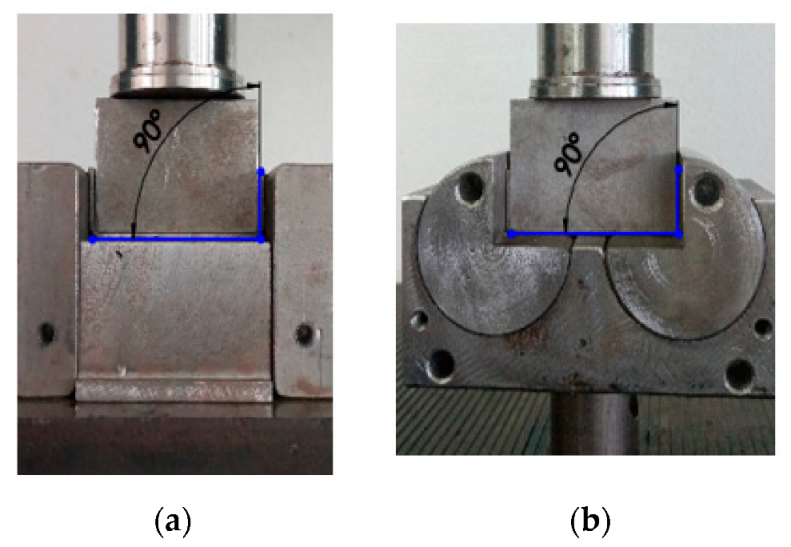
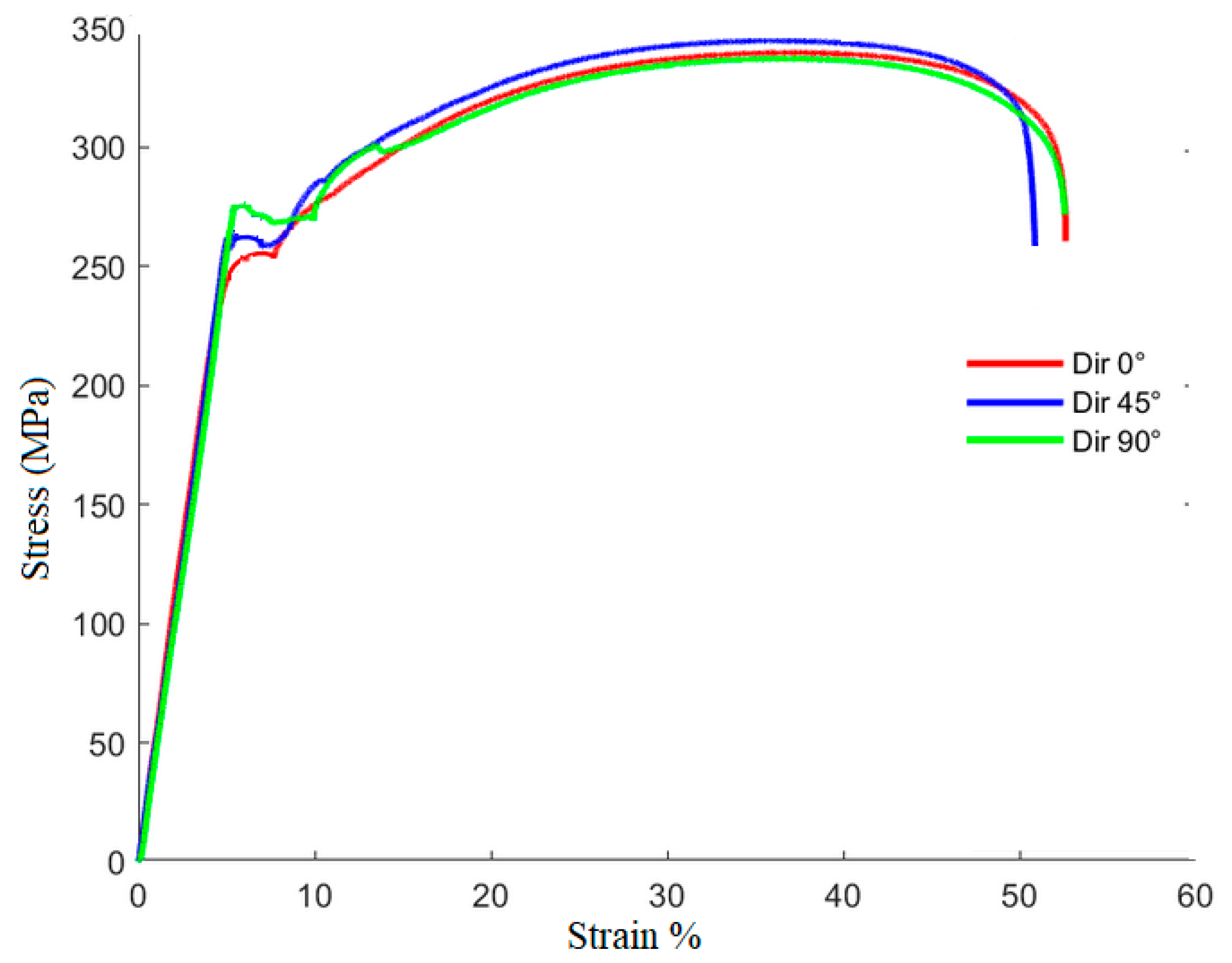
- The observed springback variation differs based on the tool design being used. In this context, different levels of springback in different directions are obtained (Table 4). In general, the sheet metal often exhibits anisotropic behavior due to its manufacturing processes, which can introduce preferred grain orientations or crystallographic structures that affect material properties in specific directions. However, in our case, the variation in springback of DC01 with respect to the rolling orientation is low.
- ✓
- The effect of anisotropy on springback is more pronounced for the first tool. This could indicate that the second tool is designed to minimize the effects of anisotropy in the material.
- ✓
- When the sheet metal is subjected to the folding process, the reduced thickness allows for a greater degree of elastic recovery, resulting in a more pronounced springback effect.
3. Constitutive Formulations of the Hardening Model
4. Constitutive Model of U-Die Folding Process
4.1. Folding Model
4.2. Mechanical Model
4.3. Friction Model
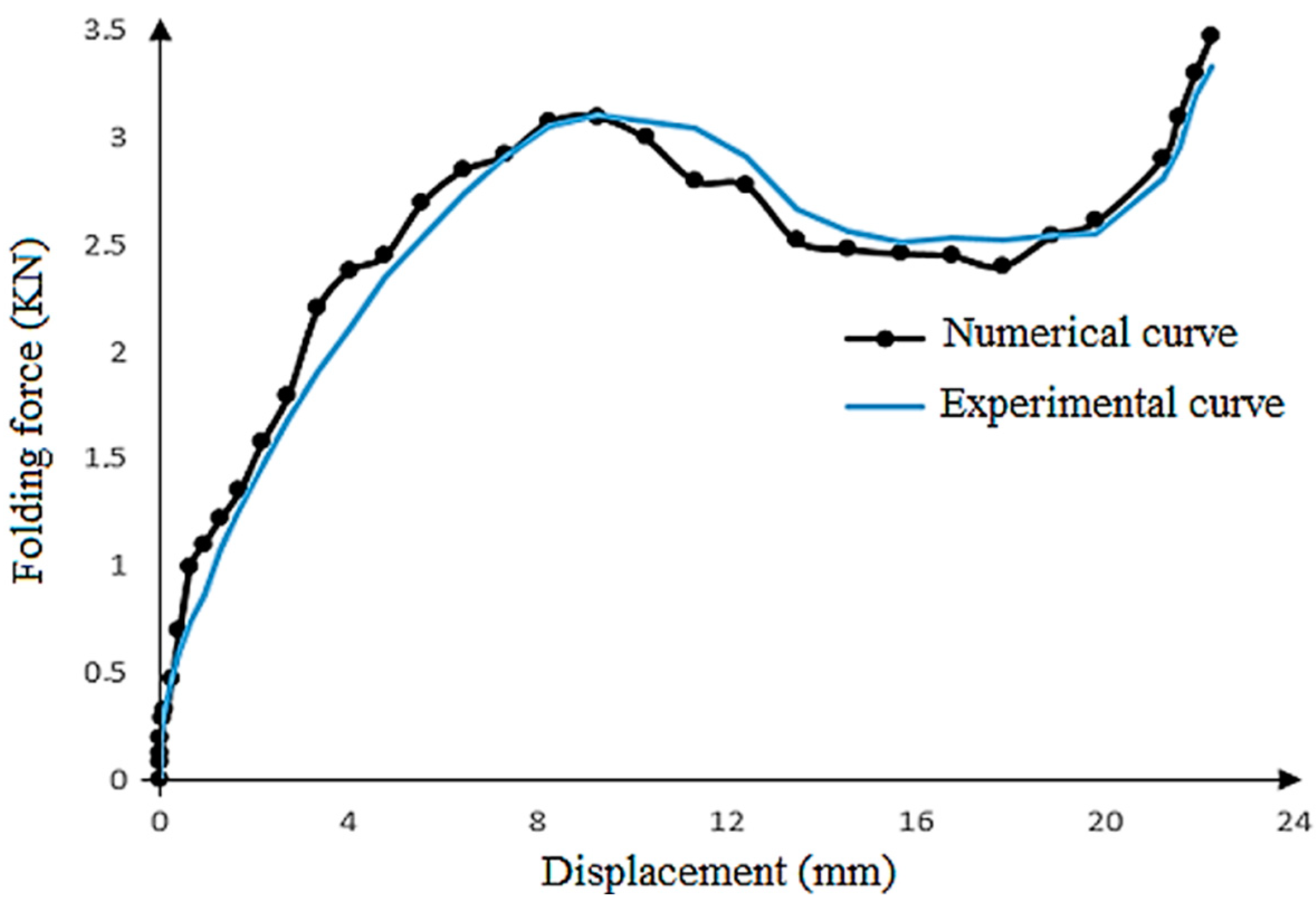
5. Accuracy of Numerical Model
- ✓
- Numerically, as the thickness of the blank sheet metal is reduced, the tendency for springback to occur increases. This phenomenon arises due to the material’s decreased resistance to elastic deformation as it becomes thinner. This result was proved experimentally.
- ✓
- As shown in Table 7, the springback phenomena decreases when the punch speed increases.
- ✓
- A good agreement between the values of measured the springback and the computed one is revealed.
- ✓
- The computed results of the springback phenomenon are in agreement with the experimental ones for the proposed new tool design.
- ✓
- The modified Johnson–Cook model can accurately predict springback.
6. Conclusions
- ✓
- The reduction in the thickness of the blank sheet metal leads to an increase in springback.
- ✓
- The springback decreases when the punch speed increases.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Trzepiecinski, T.; Lemu, H.G. Prediction of springback in V-die air bending process by using finite element method. MATEC Web Conf. 2017, 121, 03023. [Google Scholar] [CrossRef]
- Leu, D.K. Relationship between mechanical properties and geometric parameters to limitation condition of springback based on springback–radius concept in V-die bending process. Int. J. Adv. Manuf. Technol. 2019, 101, 913–926. [Google Scholar] [CrossRef]
- Kut, S.; Pasowicz, G.; Stachowicz, F. On the Springback and Load in Three-Point Air Bending of the AW-2024 Aluminium Alloy Sheet with AW-1050A Aluminium Cladding. Materials 2023, 16, 2945. [Google Scholar] [CrossRef] [PubMed]
- Rossi, M.; Lattanzi, A.; Morichelli, L.; Martins, J.M.P.; Thuillier, S.; Andrade-Campos, A.; Coppieters, S. Testing methodologies for the calibration of advanced plasticity models for sheet metals: A review. Strain 2022, 58, e12426. [Google Scholar] [CrossRef]
- Hou, Y.; Myung, D.; Park, J.K.; Min, J.; Lee, H.R.; El-Aty, A.A.; Lee, M.G. A Review of Characterization and Modelling Approaches for Sheet Metal Forming of Lightweight Metallic Materials. Materials 2023, 16, 836. [Google Scholar] [CrossRef]
- Škrlec, A.; Klemenc, J. Estimating the Strain-Rate-Dependent Parameters of the Johnson-Cook Material Model Using Optimisation Algorithms Combined with a Response Surface. Mathematics 2020, 8, 1105. [Google Scholar] [CrossRef]
- Peng, C.; Koç, M.; Wenner, M.L. Experimental investigation of springback variation in forming of high strength steels. J. Manuf. Sci. Eng. 2008, 130, 041006. [Google Scholar]
- Meslameni, W.; Ben Salem, C. Modeling of the springback in folding using the experimental design method. J. Appl. Res. Ind. Eng. 2021, 8, 290–308. [Google Scholar]
- Ben Salem, C.; Meslameni, W. A numerical investigation on the springback in air v-bending of aluminum 1050 A. Int. J. Res. Ind. Eng. 2022, 11, 119–133. [Google Scholar]
- Trzepiecinski, T.; Lemu, H.G. Effect of Computational Parameters on Springback Prediction by Numerical Simulation. Metals 2017, 7, 380. [Google Scholar] [CrossRef]
- Ben Said, L.; Allouch, M.; Wali, M.; Dammak, F. Numerical Formulation of Anisotropic Elastoplastic Behavior Coupled with Damage Model in Forming Processes. Mathematics 2023, 11, 204. [Google Scholar] [CrossRef]
- Vorkov, V.; Aerens, R.; Vandepitte, D.; Duflou, J.R. Springback prediction of high-strength steels in large radius air bending using finite element modeling approach. Procedia Eng. 2014, 81, 1005–1010. [Google Scholar] [CrossRef]
- Lin, J.; Hou, Y.; Min, J.; Tang, H.; Carsley, J.E.; Stoughton, T.B. Effect of constitutive model on springback prediction of MP980 and AA6022-T4. Int. J. Mater. Form. 2020, 13, 1–13. [Google Scholar] [CrossRef]
- Ben Said, L.; Wali, M. Accuracy of Variational Formulation to Model the Thermomechanical Problem and to Predict Failure in Metallic Materials. Mathematics 2022, 10, 3555. [Google Scholar] [CrossRef]
- Ablat, M.A.; Qattawi, A. Numerical simulation of sheet metal forming: A review. Int. J. Adv. Manuf. Technol. 2017, 89, 1235–1250. [Google Scholar] [CrossRef]
- Hollomon, J.H. Tensile deformation. Trans. Metall. Soc. AIME 1945, 162, 268–290. [Google Scholar]
- Ludwigson, D.C. Modified stress-strain relation for FCC metals and alloys. Metall.Trans. 1971, 2, 2825–2828. [Google Scholar] [CrossRef]
- Swift, H.W. Plastic instability under plane stress. J. Mech. Phys. Solids 1952, 1, 1–18. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. A constitutive model and data for metals subjected to large strains, high strain rates and high temperatures. In Proceedings of the 7th International Symposium on Ballistics, The Hague, The Netherlands, 19–21 April 1983. [Google Scholar]
- Patel, S.; Lal, R.; Dwivedi, J.P.; Singh, V. Springback Analysis in Sheet Metal Forming Using Modified Ludwik Stress-Strain Relation. ISRN Mech. Eng. 2013, 2013, 640958. [Google Scholar] [CrossRef]
- Younas, N.; Chalal, H.; Abed-Meraim, F. Finite Element Simulation of Sheet Metal Forming Processes using Non-Quadratic Anisotropic Plasticity Models and Solid-Shell Finite Elements. Procedia Manuf. 2020, 47, 1416–1423. [Google Scholar] [CrossRef]
- Panthi, S.K.; Ramakrishnan, N.; Pathak, K.K.; Chouhan, J.S. An analysis of springback in sheet metal bending using finite element method (FEM). J. Mater. Process. Technol. 2007, 186, 120–124. [Google Scholar] [CrossRef]
- Nasrollahi, V.; Arezoo, B. Prediction of springback in sheet metal components with holes on the bending area, using experiments, finite element and neural networks. Mater. Des. 2012, 36, 331–336. [Google Scholar] [CrossRef]
- Cruz, D.J.; Barbosa, M.R.; Santos, A.D.; Miranda, S.S.; Amaral, R.L. Application of Machine Learning to Bending Processes and Material Identification. Metals 2021, 11, 1418. [Google Scholar] [CrossRef]
- Trzepieci´nski, T.; Lemu, H.G. Improving prediction of springback in sheet metal forming using multilayer perceptron-based genetic algorithm. Materials 2020, 13, 3129. [Google Scholar] [CrossRef] [PubMed]
- Ghobadnam, M.; Mosaddegh, P.; Rezaei Rejani, M. Numerical and experimental analysis of HIPS sheets in thermoforming process. Int. J. Adv. Manuf. Technol. 2015, 76, 1079–1089. [Google Scholar] [CrossRef]
- Abedrabbo, N.; Pourboghrat, F.; Carsley, J. Forming of AA5182-O and AA5754-O at elevated temperatures using coupled thermo-mechanical finite element models. Int. J. Plast. 2007, 23, 841–875. [Google Scholar] [CrossRef]
- Poloczek, Ł.; Rauch, Ł.; Wilkus, M.; Bachniak, D.; Zalecki, W.; Pidvysotsk’yy, V.; Kuziak, R.; Pietrzyk, M. Physical and Numerical Simulations of Closed Die Hot Forging and Heat Treatment of Forged Parts. Materials 2021, 14, 15. [Google Scholar] [CrossRef] [PubMed]
- Schmidt, H.B.; Hattel, J.H. A local model for the thermomechanical conditions in friction stir welding. Model. Simul. Mater. Sci. Eng. 2005, 13, 77. [Google Scholar] [CrossRef]
- Sonne, M.R.; Tutum, C.C.; Hattel, J.H. The effect of hardening laws and thermal softening on modeling residual stresses in FSW of aluminum alloy 2024-T3. J. Mater. Process. Technol. 2013, 213, 477–486. [Google Scholar] [CrossRef]
- Denlinger, E.R.; Irwin, J.; Michaleris, P. Thermomechanical Modeling of Additive Manufacturing Large Parts. ASME J. Manuf. Sci. Eng. 2014, 136, 061007. [Google Scholar] [CrossRef]
- Shen, N.; Chou, K. Simulations of Thermo-Mechanical Characteristics in Electron Beam Additive Manufacturing. In Proceedings of the ASME 2012 International Mechanical Engineering Congress and Exposition: Design, Materials and Manufacturing, Parts A, B, and C, Houston, TX, USA, 9–15 November 2012; ASME: New York, NY, USA, 2013; Volume 3, pp. 67–74. [Google Scholar] [CrossRef]
- Hentati, H.; Naceur, I.B.; Bouzid, W.; Maalej, A. Numerical analysis of damage thermo-mechanical models. Adv. Appl. Math. Mech. 2015, 7, 625–643. [Google Scholar] [CrossRef]
- Ben Said, L.; Chabchoub, A.K.; Wali, M. Mathematical Model Describing the Hardening and Failure Behaviour of Aluminium Alloys: Application in Metal Shear Cutting Process. Mathematics 2023, 11, 1980. [Google Scholar] [CrossRef]
- Pan, Z.; Feng, Y.; Lu, Y.T.; Lin, Y.F.; Hung, T.P.; Hsu, F.C.; Liang, S.Y. Force modeling of Inconel 718 laser-assisted end milling under recrystallization effects. Int. J. Adv. Manuf. Technol. 2017, 92, 2965–2974. [Google Scholar] [CrossRef]
- Tuninetti, V.; Yuan, S.; Gilles, G.; Guzmán, C.F.; Habraken, A.M.; Duchêne, L. Modeling the ductile fracture and the plastic anisotropy of DC01 steel at room temperature and low strain rates. J. Phys. Conf. Ser. 2016, 734, 032075. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | P | S |
|---|---|---|---|
| ≤0.12 | ≤0.6 | ≤0.045 | ≤0.045 |
| Sheet Thickness e (mm) | Punch Speed V (mm/min) | Orientation Angles θ (°) | |||||
|---|---|---|---|---|---|---|---|
| Value | 1 | 2 | 100 | 300 | 0 | 45 | 90 |
| Young’s Modulus (GPa) | Poisson’s Ratio |
|---|---|
| 210 | 0.3 |
| Test Number | e (mm) | V (mm/min) | θ (°) | αexp (°) for First Design of Tool  | αexp (°) for Second Design of Tool  |
|---|---|---|---|---|---|
| 1 | 1 | 100 | 0 | 2.1 | 0.73 |
| 2 | 2 | 100 | 0 | 1.93 | 0.65 |
| 3 | 1 | 300 | 0 | 1.82 | 0.53 |
| 4 | 2 | 300 | 0 | 1.67 | 0.45 |
| 5 | 1 | 100 | 45 | 2.17 | 0.74 |
| 6 | 1 | 100 | 90 | 2.25 | 0.76 |
| A (MPa) | B | n |
|---|---|---|
| 250 | 641 | 0.9 |
| γ | Xsat (MPa) |
|---|---|
| 113.63 | 81.96 |
| Test Number | αexp (°) | αnum (°) | Error (%) |
|---|---|---|---|
| 1 | 0.73 | 0.72 | 1.39% |
| 2 | 0.65 | 0.67 | 3.08% |
| 3 | 0.53 | 0.55 | 3.77% |
| 4 | 0.45 | 0.47 | 4.44% |
| 5 | 0.74 | 0.73 | 1.35% |
| 6 | 0.76 | 0.73 | 3.95% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ben Said, L.; Hentati, H.; Kamoun, T.; Trabelsi, M. Experimental and Numerical Investigation of Folding Process—Prediction of Folding Force and Springback. Mathematics 2023, 11, 4103. https://doi.org/10.3390/math11194103
Ben Said L, Hentati H, Kamoun T, Trabelsi M. Experimental and Numerical Investigation of Folding Process—Prediction of Folding Force and Springback. Mathematics. 2023; 11(19):4103. https://doi.org/10.3390/math11194103
Chicago/Turabian StyleBen Said, Lotfi, Hamdi Hentati, Taoufik Kamoun, and Mounir Trabelsi. 2023. "Experimental and Numerical Investigation of Folding Process—Prediction of Folding Force and Springback" Mathematics 11, no. 19: 4103. https://doi.org/10.3390/math11194103
APA StyleBen Said, L., Hentati, H., Kamoun, T., & Trabelsi, M. (2023). Experimental and Numerical Investigation of Folding Process—Prediction of Folding Force and Springback. Mathematics, 11(19), 4103. https://doi.org/10.3390/math11194103