1. Introduction
In the current industrial environment, the manufacturing industry, as an important part, consumes a lot of energy and resources in the process of product manufacturing [
1]. The report on power consumption released by the China Electricity Council in 2022 showed that China’s industrial electricity consumption accounted for 64.5% of the total social electricity consumption in the first 10 months of 2022, while manufacturing electricity consumption accounted for 76% of industrial electricity consumption. In addition, research shows that 99% of environment-related problems in mechanical processes are due to electrical energy consumption [
2]. Therefore, the establishment of an energy-saving machining system is an urgent requirement to reduce environmental impacts and every manufacturing enterprise needs to focus on it.
Energy-saving strategies using new materials and technologies may require enterprises to transform and invest a lot in existing manufacturing systems, therefore enterprises are usually inclined to carry out energy-saving scheduling and management [
3]. Through scientific matching of production tasks and machine tools, more accurate calculation of tasks sequencing, reduce idle time of machine tools, and reasonable selection of machine tools on/off time can improve energy efficiency [
4]. Additionally, Guzman et al. indicated that a gap still exists in developing mathematical models to deal with scheduling problems. Novel modeling approaches should be developed to address and associate the parameters related to production and sustainability [
5], among which Feng et al. integrated multiple optimization algorithms and apply edge artificial intelligence (AI) to smart green scheduling of sustainable flexible shop floors [
6]. Guzman et al. provided a mixed integer linear programming (MILP) model to address the multi-machine CLSD-BPIM (a capacitated lot-sizing problem with sequence-dependent setups and parallel machines in a bi-part injection molding) [
7]. Mula et al. proposed a matheuristic algorithm to optimize the job-shop problem, which combines a genetic algorithm with a disjunctive mathematical model to cut computational times, and the Coin-OR Branch and Cut open-source solver is employed [
8]. Rakovitis et al. developed a novel mathematical formulation for the energy-efficient flexible job-shop scheduling problem using the improved unit-specific event-based time representation and proposed a grouping-based decomposition approach to efficiently solve large-scale problems [
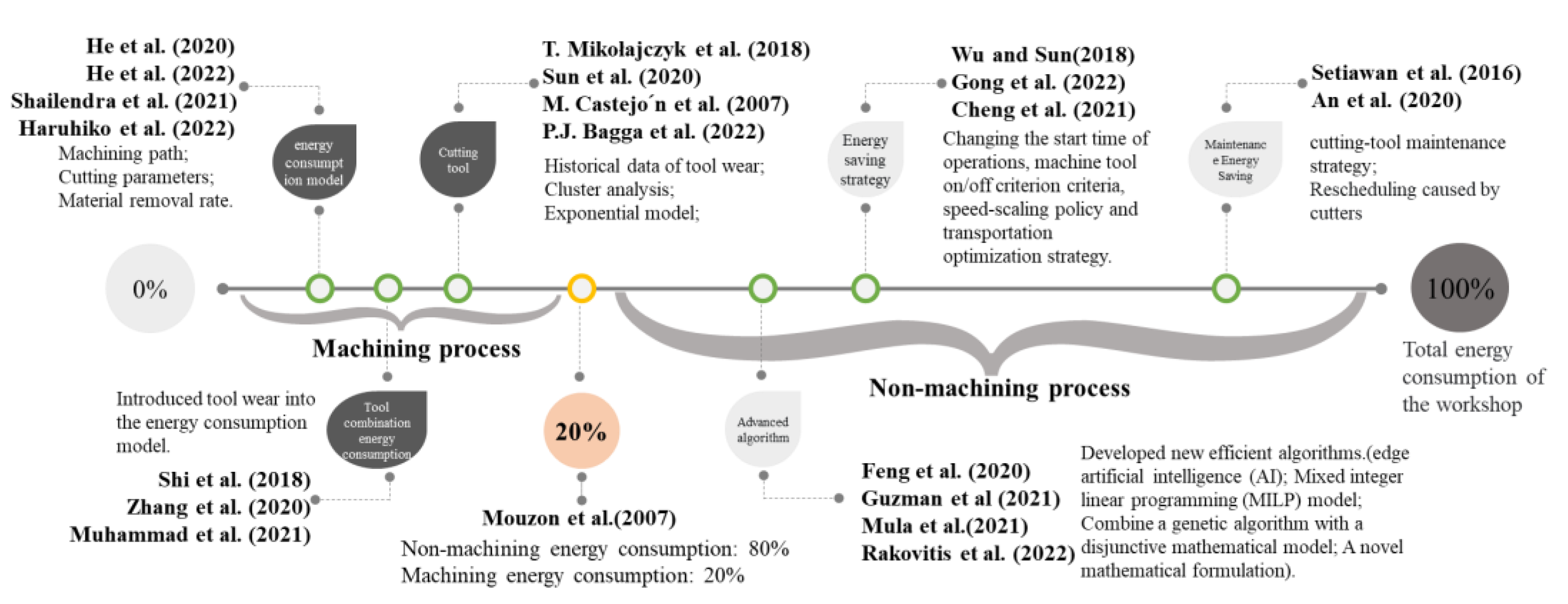
9]. Knowing that approximately 80% of the energy consumption of machine tools is attributed to non-processing operations, whereas the actual energy consumed by processing operations accounts for less than 20% [
10]. If only relying on advanced algorithms to achieve further energy saving in the workshop, the effect is limited. Wu and Sun realized energy saving by changing the turning on/off time of machine tools and choosing different machining speeds [
11]. Gong et al. effectively reduced the number of machine restarts and total energy consumption by changing the start time of operations on different machines [
12]. Cheng et al. proposed machine tool on/off criterion criteria, speed-scaling policy and transportation optimization strategy, and applied them to manufacturing unit scheduling problems to achieve overall energy saving [
13]. An et al. proposed a worn cutting-tool maintenance strategy that reduced the impact of cutting-tool degradation and the total energy consumption of cutting-tool maintenance in manufacturing workshops [
14]. Setiawan et al. studied a shop rescheduling problem caused by the failure or reduced service life of cutting tools [
15].
As can be seen from the aforementioned literature, on the one hand, most energy-saving scheduling problems start from the perspective of improving the performance of the algorithm, which makes the optimization calculation of shop energy consumption more accurate. However, on the other hand, from the perspective of workshop system management to achieve energy saving, in order to further realize the energy saving of the manufacturing system, it is important to consider the contribution of the coupling relationship between the energy consumption of individual equipment and the energy consumption of the system to the actual production and optimization objectives; however, this was almost ignored in previous studies. As the basic energy consumption equipment in the manufacturing process [
16], the energy consumption caused by machine tools cannot be ignored. However, accurate estimation of energy consumption is the basis for improving energy efficiency. In recent years, different modeling methods for machine tool energy consumption have been proposed, such as those by He et al. and He et al., who combined the tool machining path with the energy consumption model to improve machining efficiency [
17,
18]. Shailendra et al. established an empirical model between cutting parameters and energy consumption of end turning by experiments [
19]. Haruhiko et al. proposed an empirical model for predicting machine tool power consumption based on the power function between specific energy consumption and material removal rate [
20]. In addition, as the direct implementer of machine tool cutting, tool changing and maintenance will directly affect the production schedule, in order to avoid the tool suddenly reaching the end of life, resulting in the conflict of resources, energy consumption increase and the extension of the makespan and other problems. T. Mikołajczyk et al. and Sun et al. established the prediction model of tool residual life based on the historical data of tool wear [
21,
22]. M. Castejo’n et al. and P.J. Bagga et al. constructed a tool wear image dataset to predict tool life using cluster analysis and an exponential model [
23,
24]. Shi et al., Zhang et al. and Muhammad et al. introduced tool wear into the energy consumption model to achieve accurate energy consumption modeling, which laid a foundation for the integration of tool life prediction and energy consumption model [
25,
26,
27].
Figure 1 summarizes the above literature.
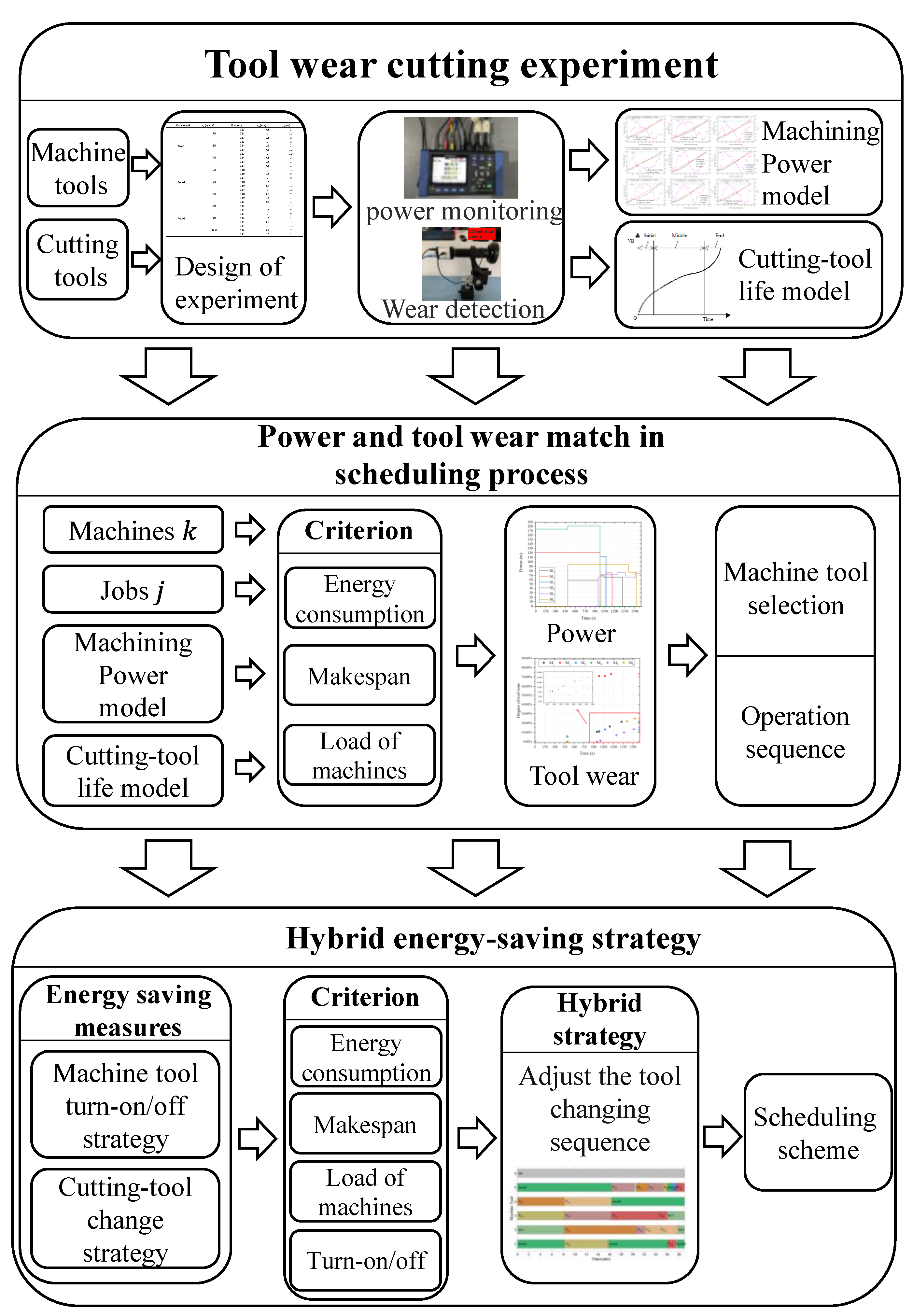
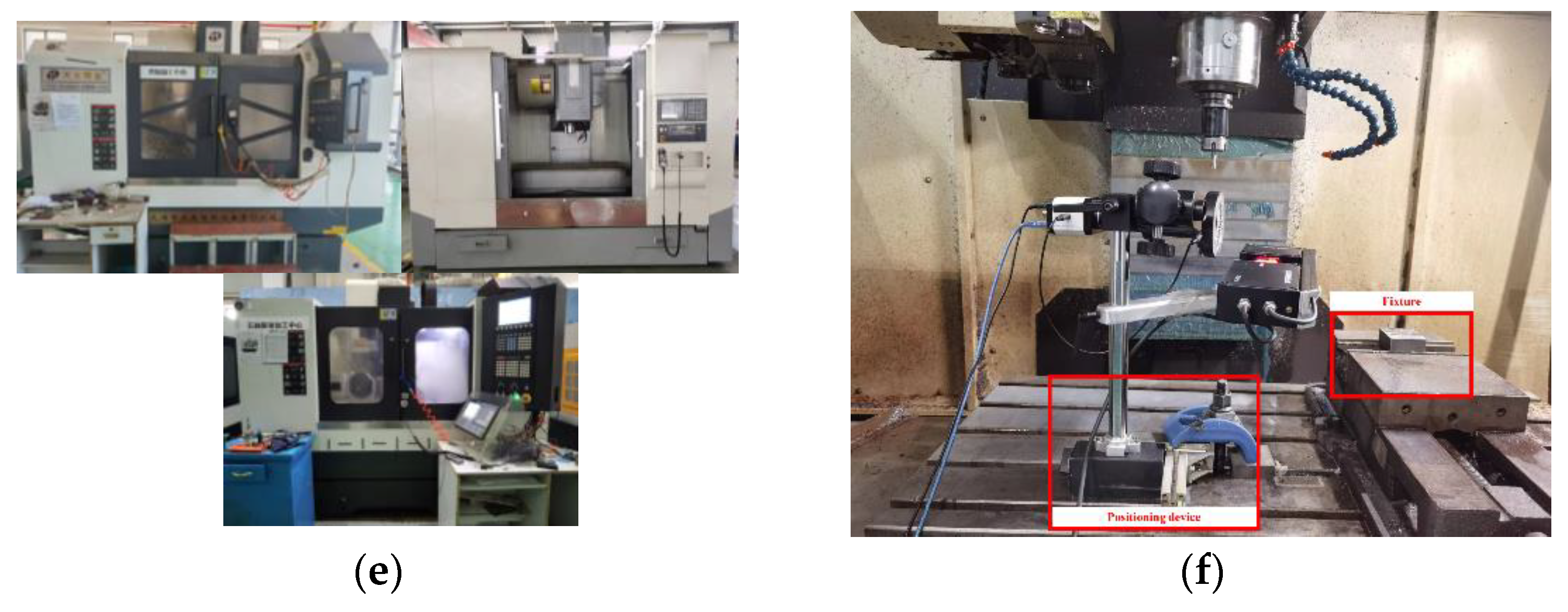
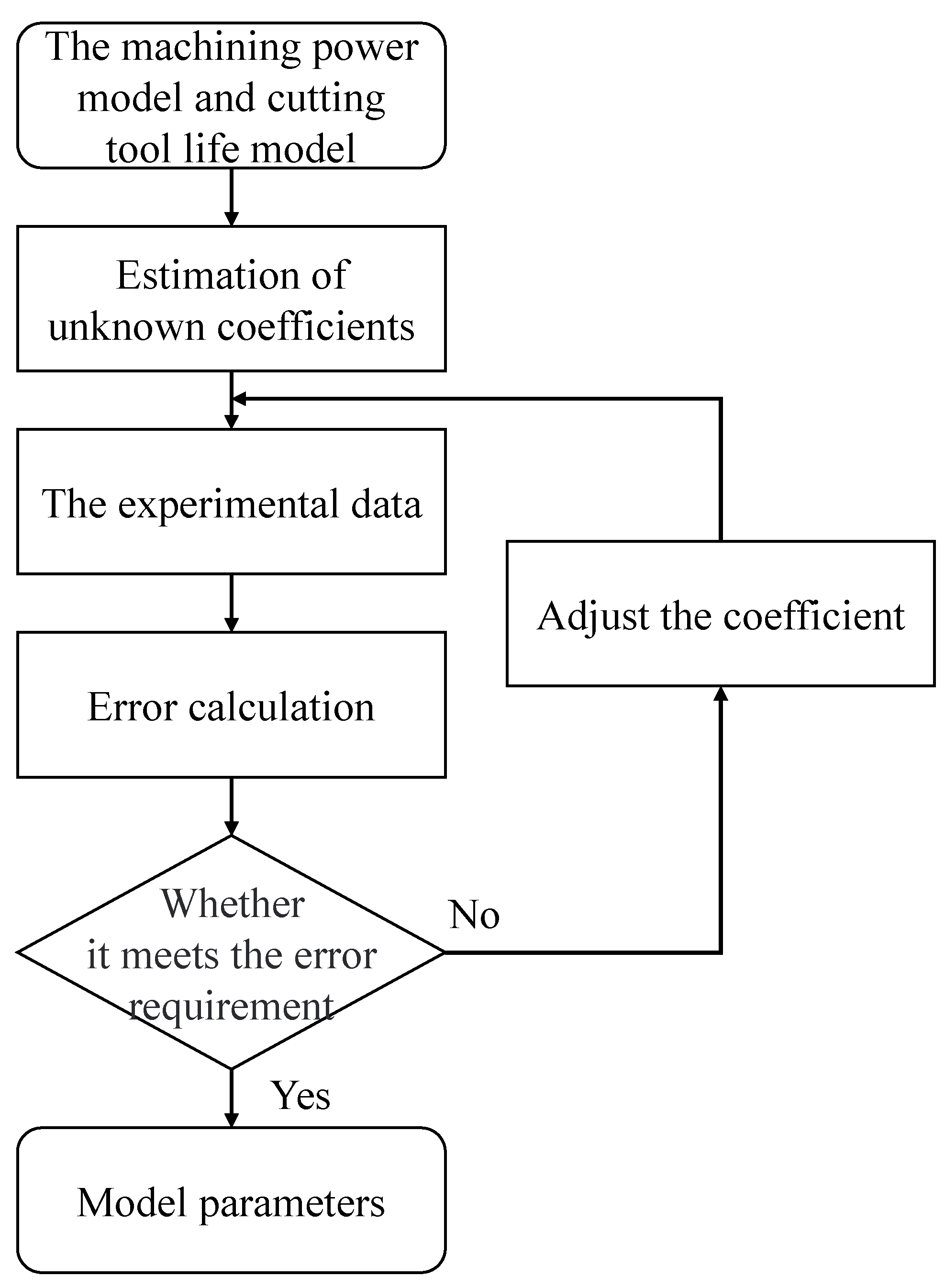
In summary, few researchers combine shop scheduling under low-carbon production with single-machine tool energy consumption and tool life prediction. This paper analyzes the coupling relationship between shop scheduling, single-machine tool energy consumption and tool life prediction, and organically integrates the three to achieve deeper shop consumption reduction. Firstly, the machining power model and the tool life model of the machine tool were established through the tool wear-cutting experiment. Then, the two models were integrated into the shop scheduling system to obtain the machining power of each production procedure and the tool change time of each machine tool in the shop scheduling process, so as to realize the precise modeling of energy consumption at the system level. In addition, on the basis of the machine tool turn-on/off strategy of the workshop, considering the relationship between the tool change time and the turn-on/off time of the machine tool, the tool change time is adjusted to further reduce the machining power and the makespan of the workshop, so as to reduce the production energy consumption of the workshop, as shown in
Figure 2.
The remainder of the paper is organized as follows.
Section 2 describes the FJSP, cutting-tool degradation model, and hybrid energy-saving strategy of cutting-tool change and machine tool turn-on/off. In
Section 3, a multi-objective optimization model of flexible job shop scheduling is established that considers tool degradation and energy-saving measures.
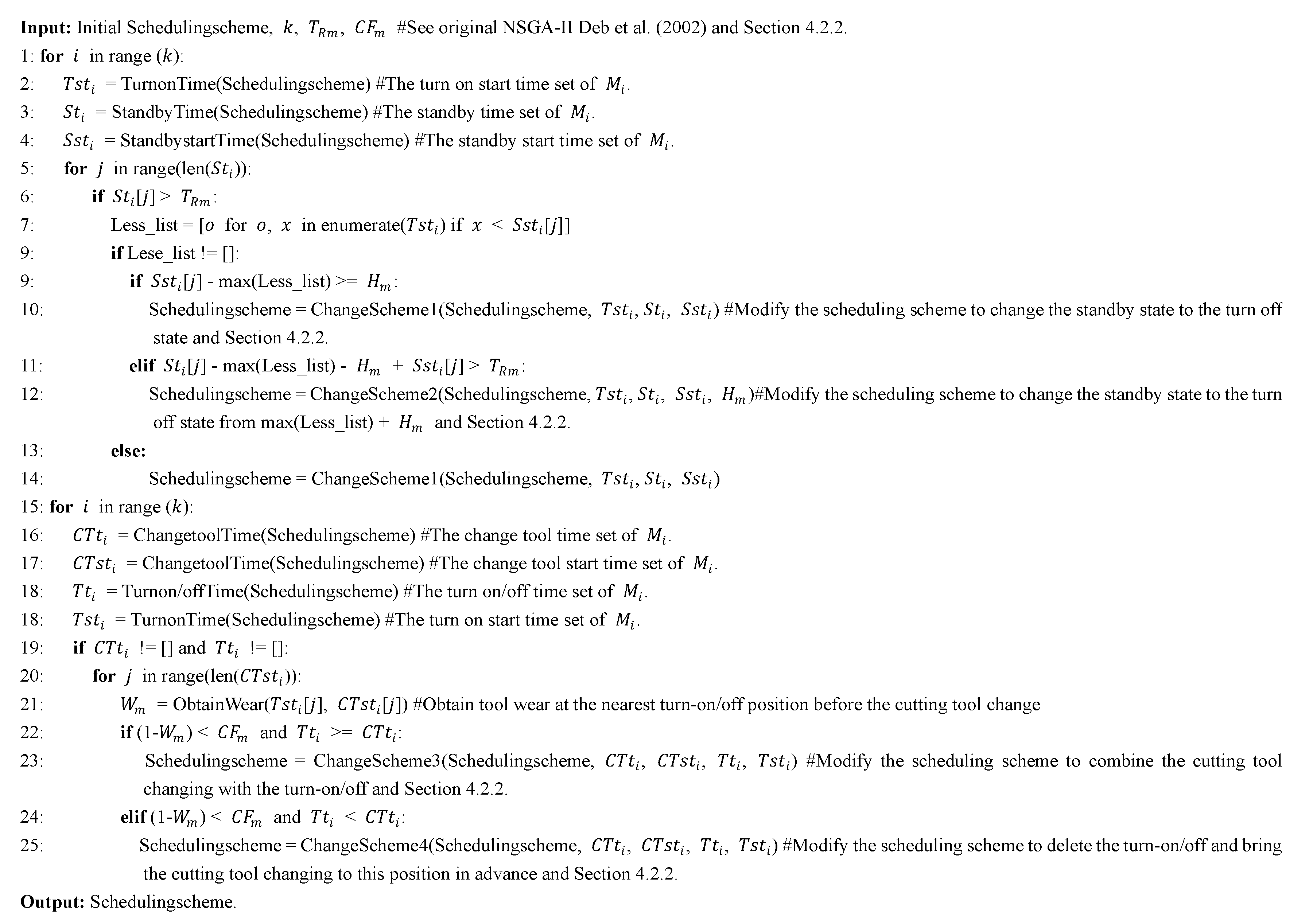
Section 4 introduces the proposed NSGA-II algorithm and its specific improvements.
Section 5 sets the optimization model parameters through data collection and the analysis of actual cases. The rationality, effectiveness, and practical effects of the proposed model and algorithm are analyzed through verification experiments.
Section 6 presents the conclusions and directions for future study.
2. Problem Description
The relevant symbols are provided in this section. Then, the FJSP that considers cutting-tool degradation with energy-saving measures (FJSP–CTD–ESM) is described. First, the FJSP is described. Then, the calculation method of the cutting-tool life, dynamic machining power, and the hybrid energy-saving strategy of cutting-tool change and machine tool turn-on/off is proposed, which combines the cutting-tool degradation and machine tool turn-on/off effects.
2.1. FJSP Description
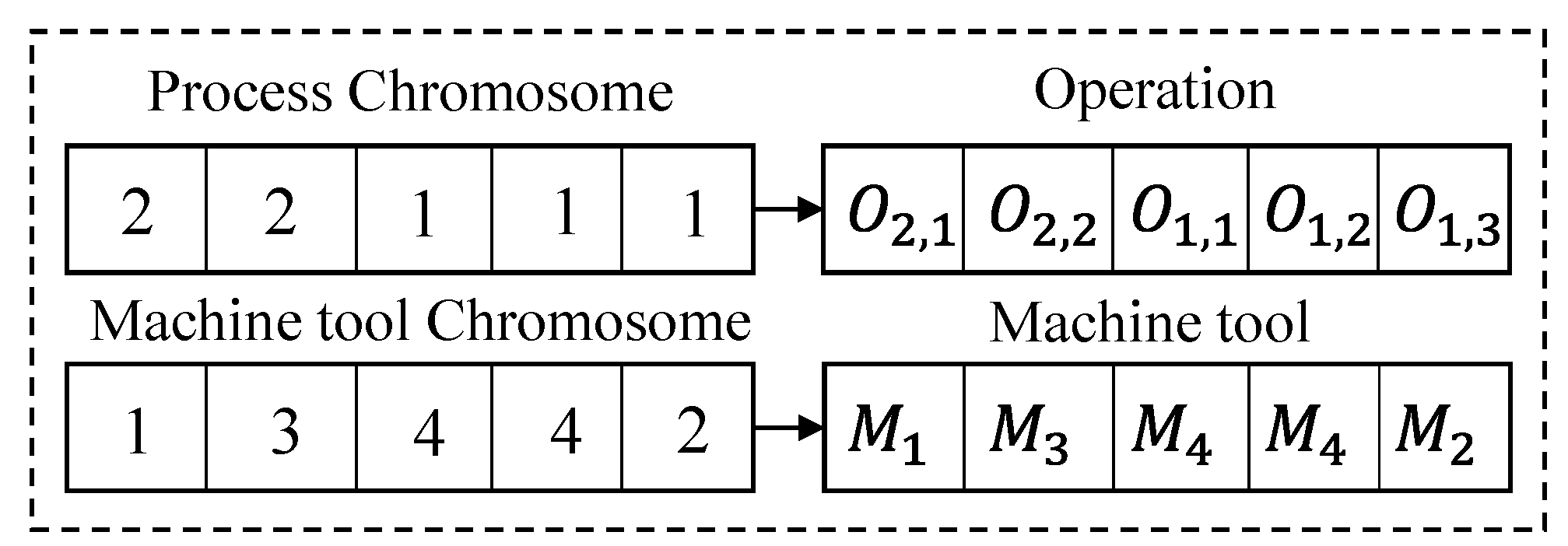
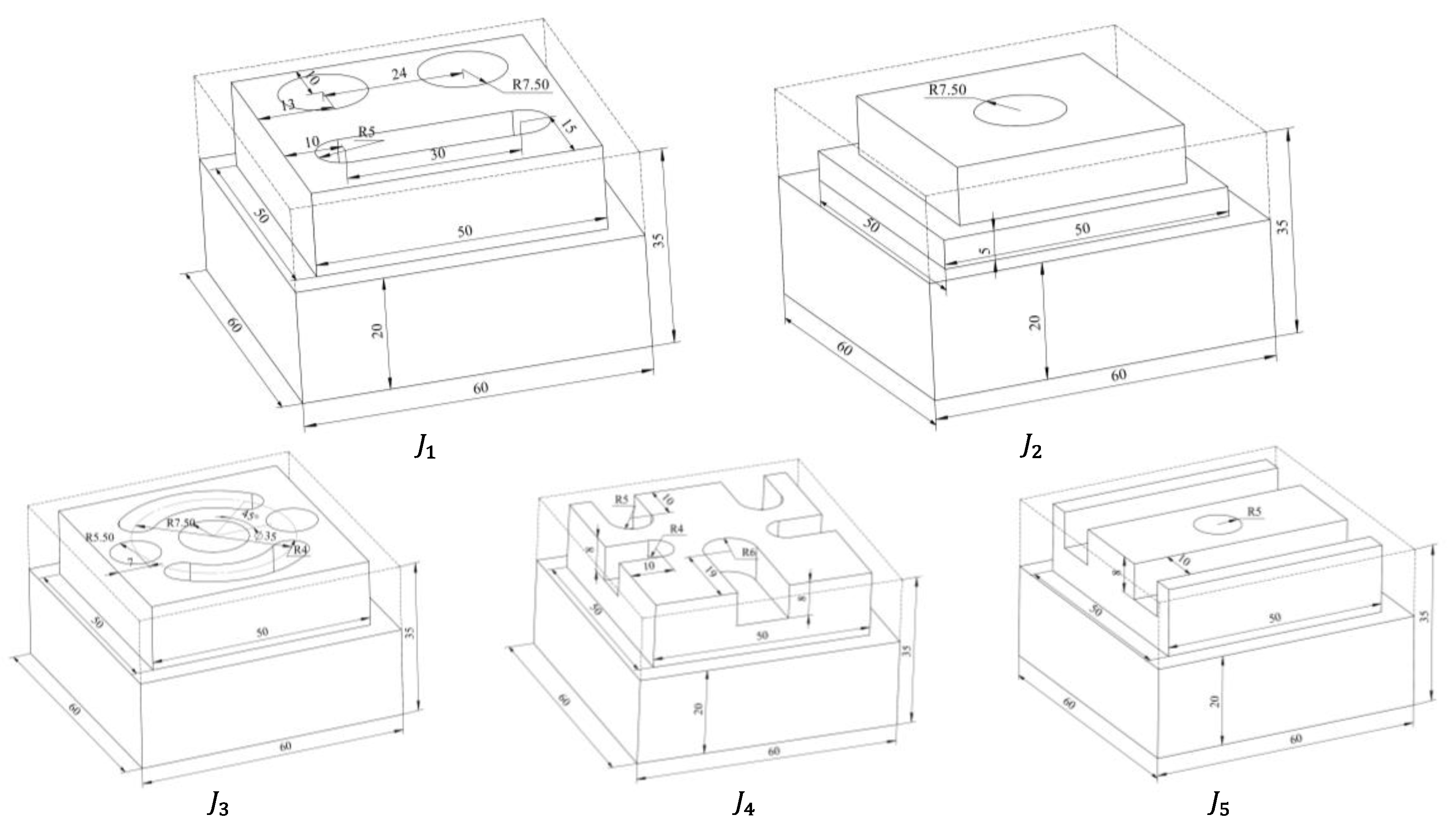
In the FJSP, there are kinds of jobs and k machine tools , and each job has preset sequence of operations (Li et al., 2012). At least one operation in can be processed by different machine tools, with a corresponding difference in the processing time and efficiency for the same operation.
The following conditions should be met in the FJSP: (1) A machine tool cannot be assigned to two or more operations simultaneously. (2) Each job has the same processing priority: initially, all jobs can be processed. (3) There is no constraint relationship between different jobs. (4) The optional machine tools for the job have no priority relationship. (5) All job processing tasks are non-preemptive. (6) The processing power of the machine tool and degree of cutting-tool wear obey the law of tool degradation. (7) Once a process begins, it cannot be interrupted before completion. Changing the cutting tool and turning the machine tool on/off cannot be inserted into the machining process. (8) The conversion time between different jobs with the same machine tool as well as the transportation time between different stages of the same job are ignored.
The symbols used in this paper are defined in
Table 1.
2.2. Cutting-Tool Degradation Model
In the FJSP, the degradation of the cutting tool reduces its machining capacity, leading to an increase in the machining power and the interruption of the process caused by the blunt cutting tool. If the cutting-tool wear is considered in advance during the scheduling process, the change in machining power caused by cutting-tool wear can be accurately predicted. This not only improves processing efficiency and reduces energy consumption but also prevents the cutting tool from becoming blunt.
This section introduces the machining power model and cutting-tool life model derived from the tool degradation model.
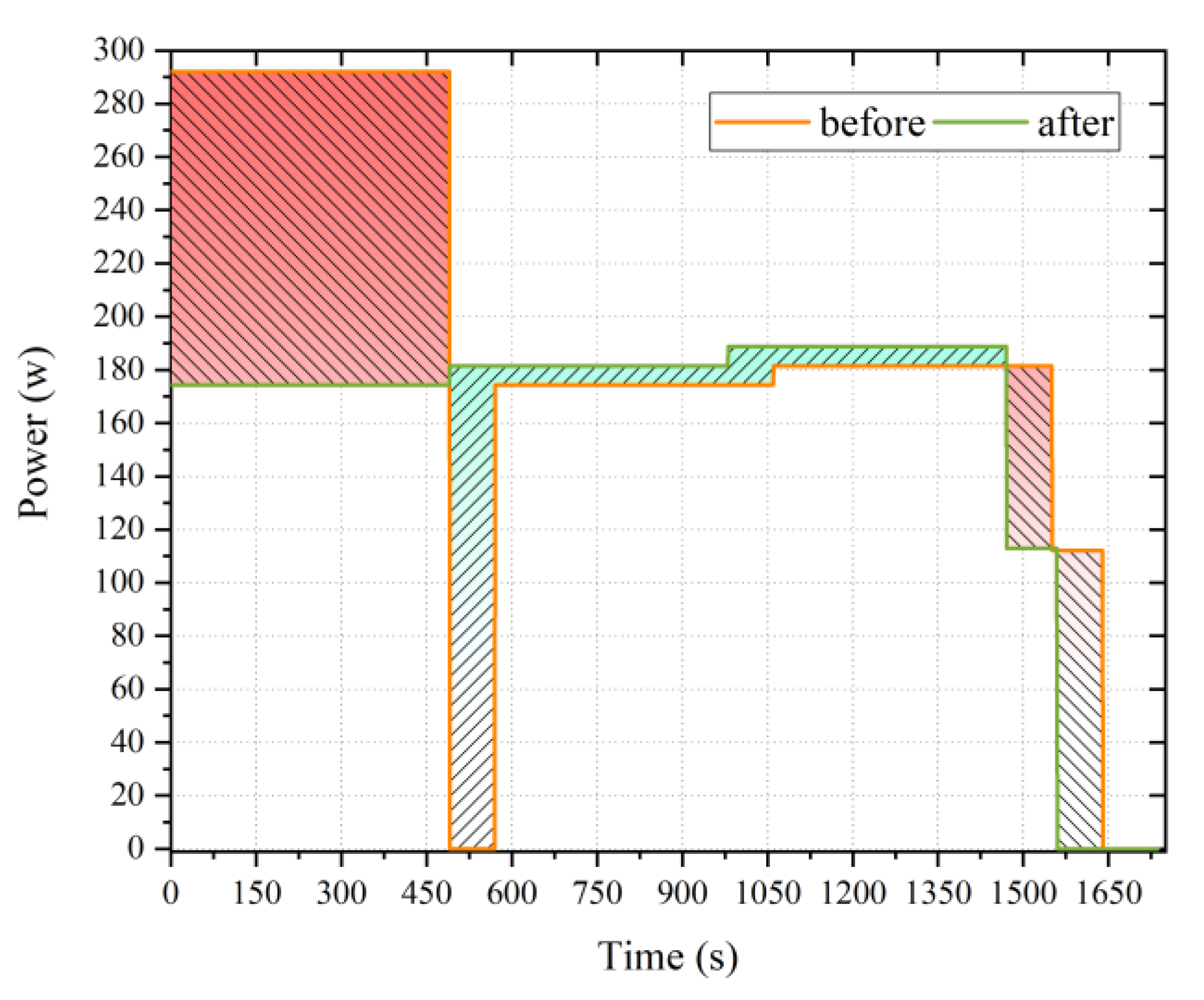
(1) Machining power model
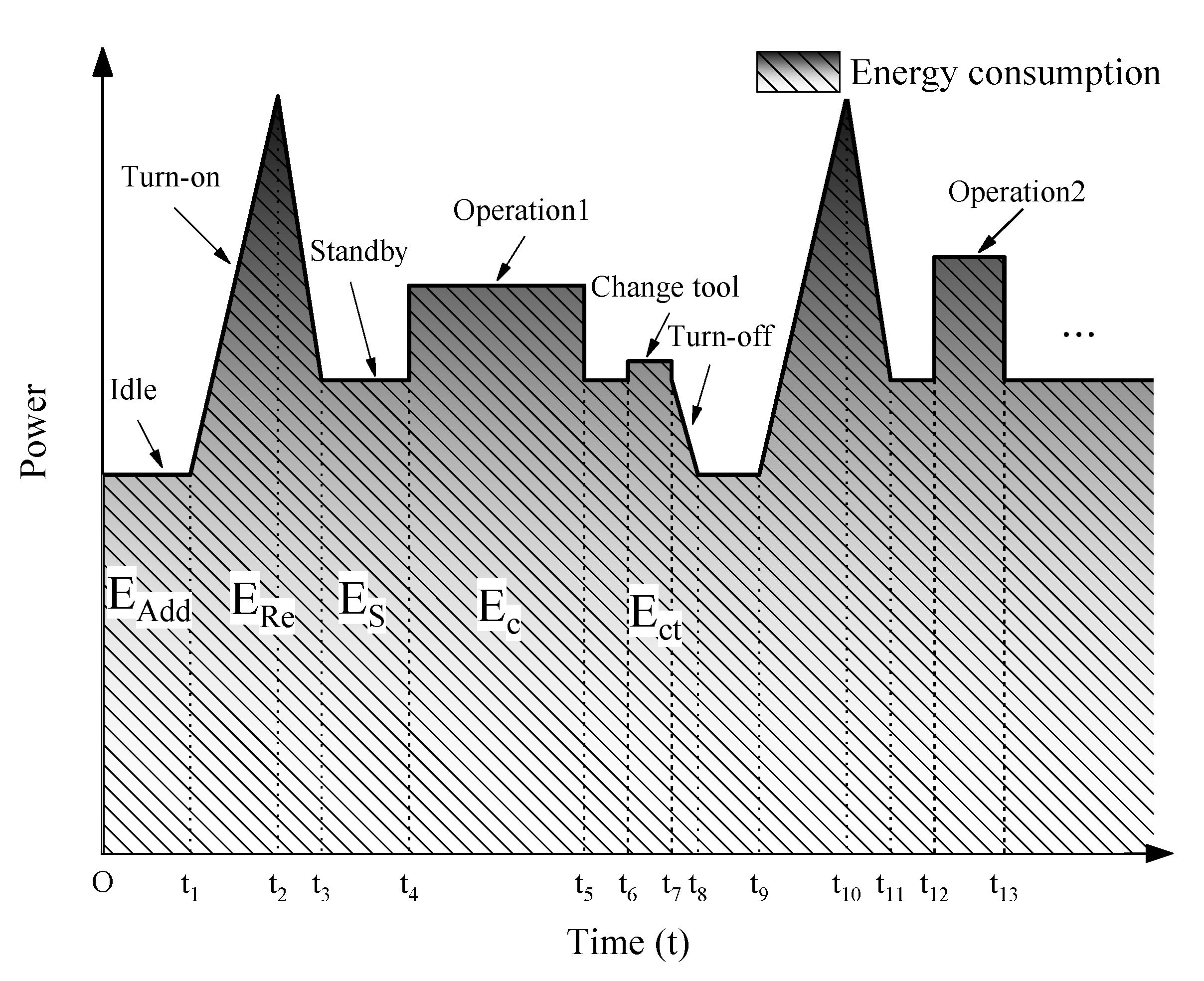
From the point of view of the working state of the machine tool, the machine tool power
in the workshop production process can be divided into two parts, as shown in Equation (1). The first part is the dynamic machining power of the machine tool
, which includes the spindle power of the machine tool in the workpiece-cutting process. The second part is the static power
of the machine tool, including the no-load power of the motor and the power of the numerical control, lighting, and cooling systems.
exhibits little change in the machining process; hence, it is regarded as a constant value.
The dynamic power model [
28,
29] proposed by Tian et al. and Tian et al. is divided into two parts: the initial dynamic power without tool wear, and the additional dynamic power caused by tool wear, as shown in Equation (2):
(2) Cutting-tool life model
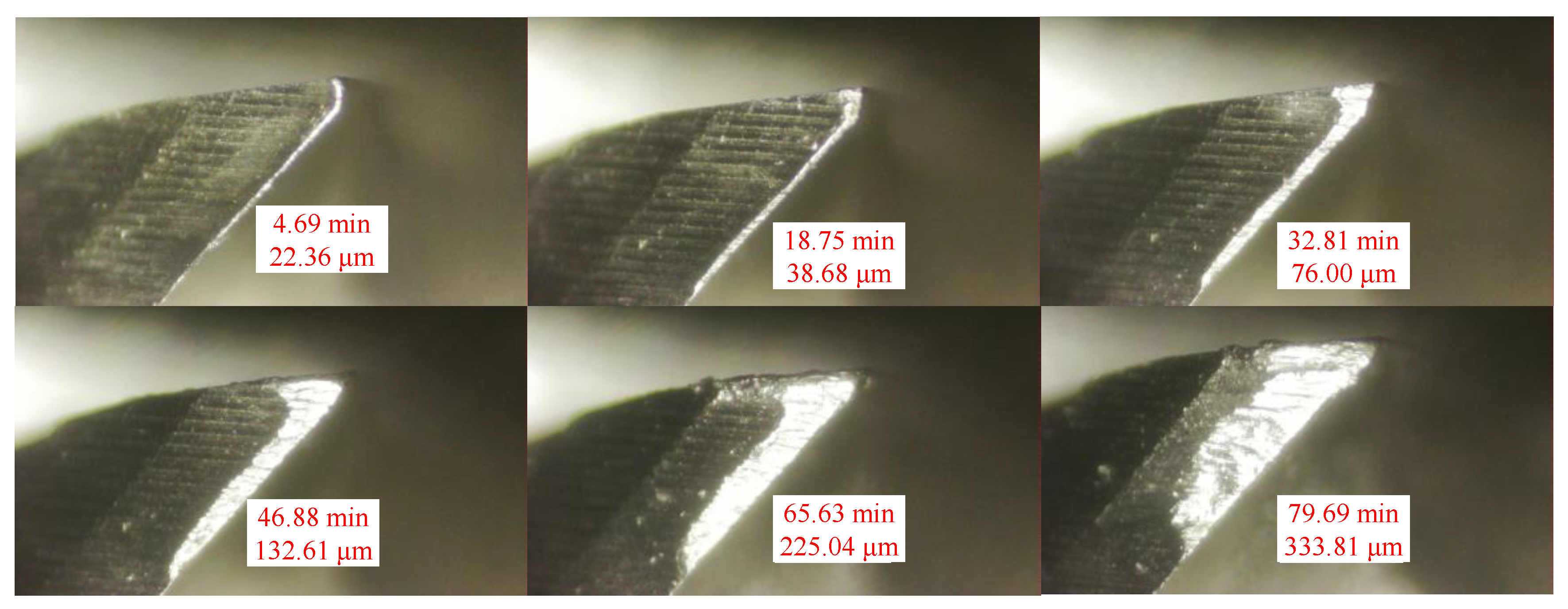
To determine the relationship between the cutting-tool life and different cutting parameters, a type of cutting-tool failure should be selected as the criterion. According to ISO 8688-2:1989
Tool life testing in milling-part 2: end milling (1989), the wear of an end milling cutter can be divided into rake-face wear and flank-face wear [
30]. Because the flank-face wear is easy to measure, the blunt standard of the tool wear is often set according to the maximum allowable value of the flank-face wear (usually expressed as VB). In this study, the end of the end milling cutting tool’s life was defined as having a maximum VB of 0.3 mm in one of all teeth (VB
max = 0.3). The cutting-tool life model of Tian et al. and Sun et al. is shown in Equation (3) [
22,
29]:
As we all know, tool wear is produced in complex mechanical and thermal environments, and there will be different dullness criteria for different processing objects or different quality requirements. In this paper, according to the dullness criterion mentioned in the ISO standard, in other application scenarios with higher cutting quality requirements, this part of modeling needs to establish a dullness criterion that meets the quality requirements and build models under these standards. This article only provides such a solution.
2.3. The Hybrid Energy-Saving Strategy
Section 2.2 shows that the cutting-tool life is not only related to the material and specifications of the cutting tool but also to the cutting parameters. Therefore, the cutting tool remaining useful life (RUL) cannot be calculated directly from the processing time of different operations. This results in a unique tool-changing schedule that affects the makespan and machine tool turn-on/off schedule.
Three measures are proposed to solve this problem.
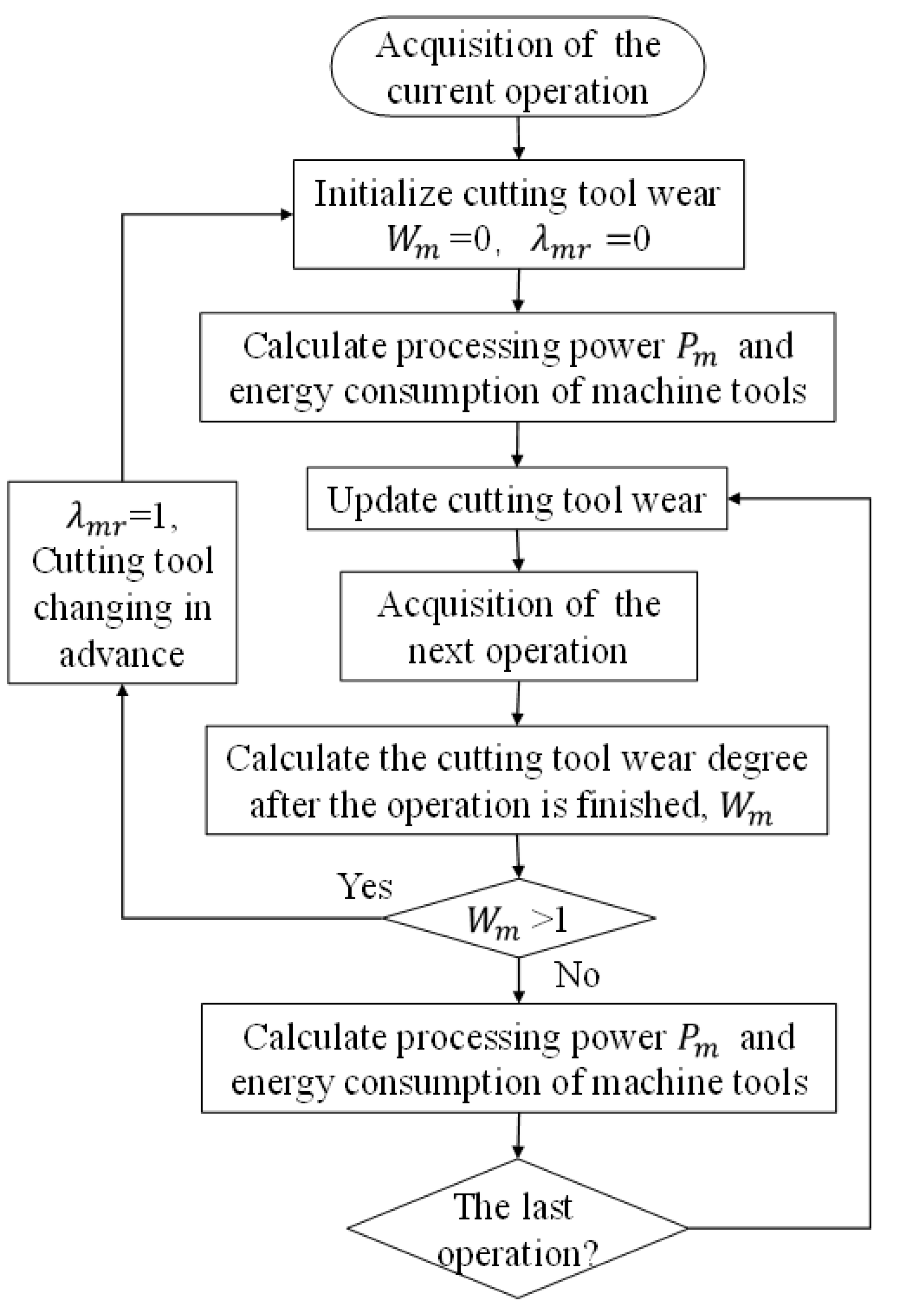
(1) The cutting-tool change strategy
In this study, the cutting tool is changed before it is damaged to ensure that it meets processing quality requirements, reduces the risk of accidents, and improves the reliability of the processing system. Therefore, if the remaining service life of the cutting tool is insufficient to support the next processing task in the schedule, the cutting tool is considered unavailable and changed before the start of the next processing task, as expressed by Equation (4).
Owing to the different cutting-tool lives under different cutting parameters, the cutting-tool service time cannot be added directly. A normalized approach is adopted to deal with this problem, that is, the increase in cutting-tool wear caused by the processing task is obtained using the processing task time
cutting-tool life under the cutting parameters of the task. Then, the total cutting-tool wear
is used to determine whether the cutting tool has reached the end point of its service life, as expressed by Equation (5).
Equation (5) defines that cutting-tool wear must be less than 1.
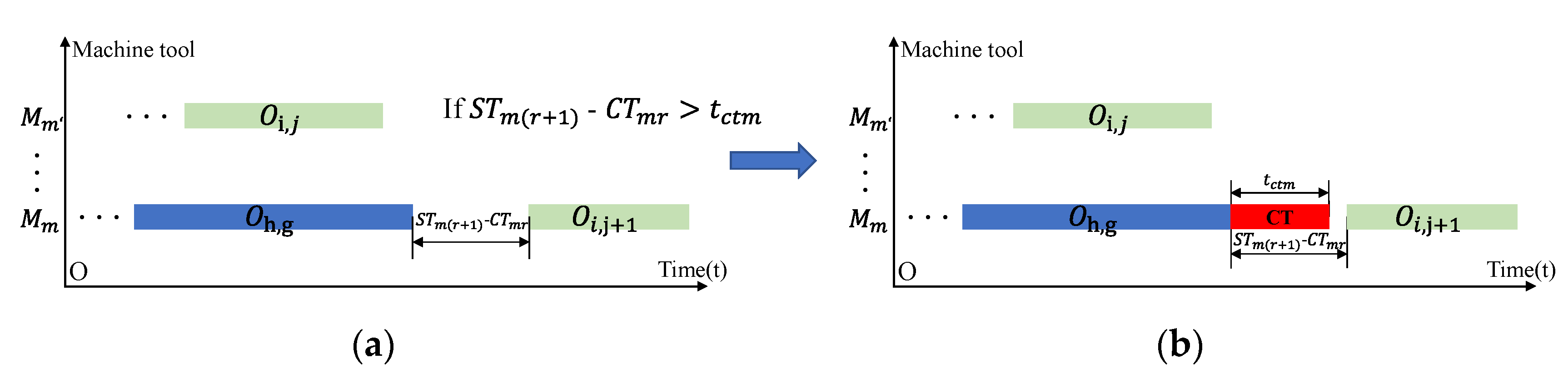
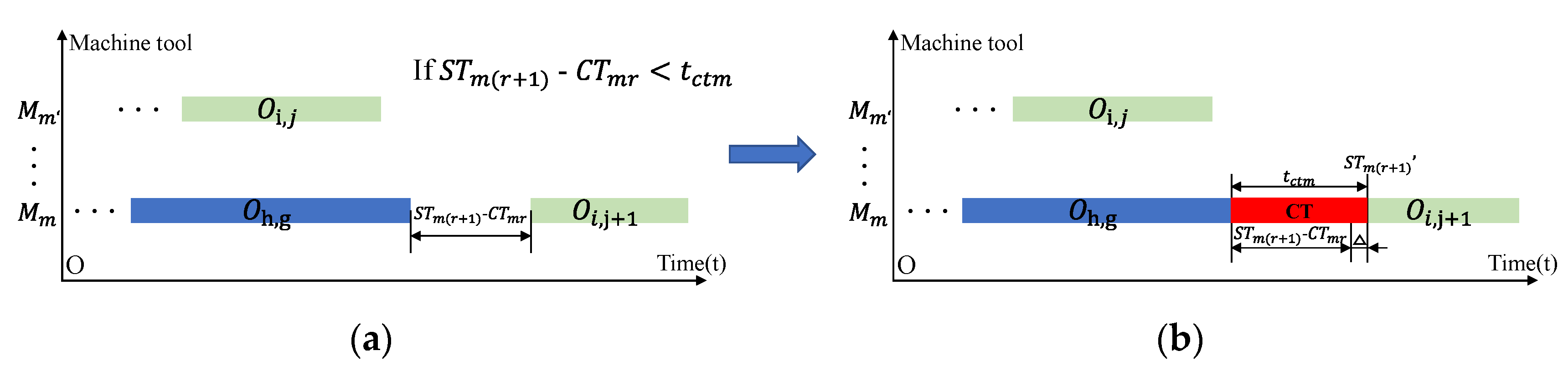
(2) The machine tool turn-on/off strategy
During the production process, if a machine tool remains idle for some time, it is sensible to turn it off to avoid wasting energy and reduce carbon emissions. Turning machine tools on/off leads to additional energy consumption and could also damage their performance and service life. Therefore, the no-load balance time
should be set to control when to turn the machine tool on/off, as expressed by Equation (6). Meanwhile, to reduce the damage caused by turning the machine tool on/off, the interval between on/off times is controlled by setting the on/off security threshold time
, as expressed by Equation (7) [
11].
Equation (6) shows that if the time interval between two subsequent processing tasks is greater than the no-load balancing time, the machine tool should be turned off. Equation (7) shows that if the machine tool is turned on/off twice or more, the interval between the time the machine tool is turned on and the next turn-off must exceed the on/off security threshold time of the machine tool.
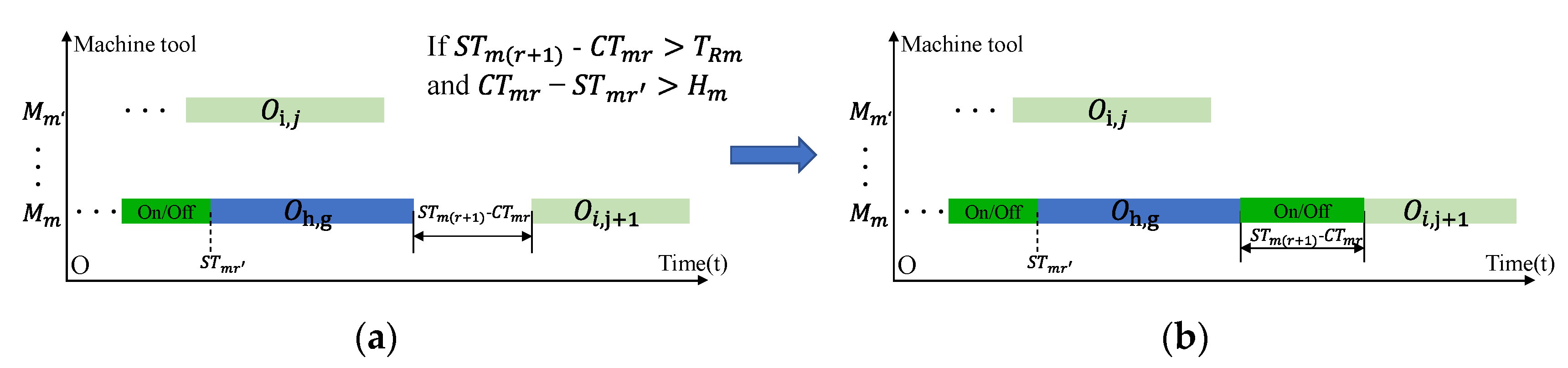
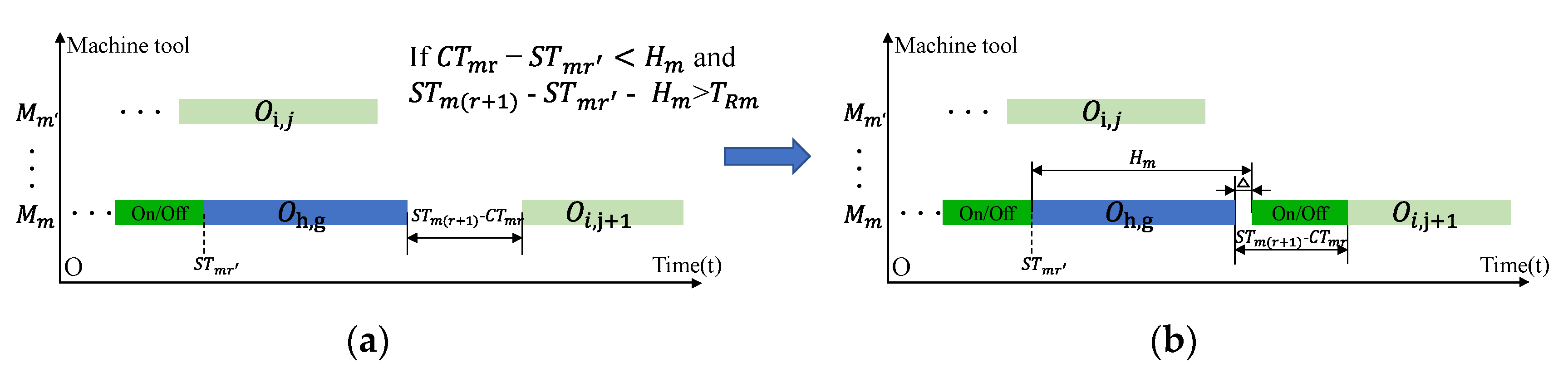
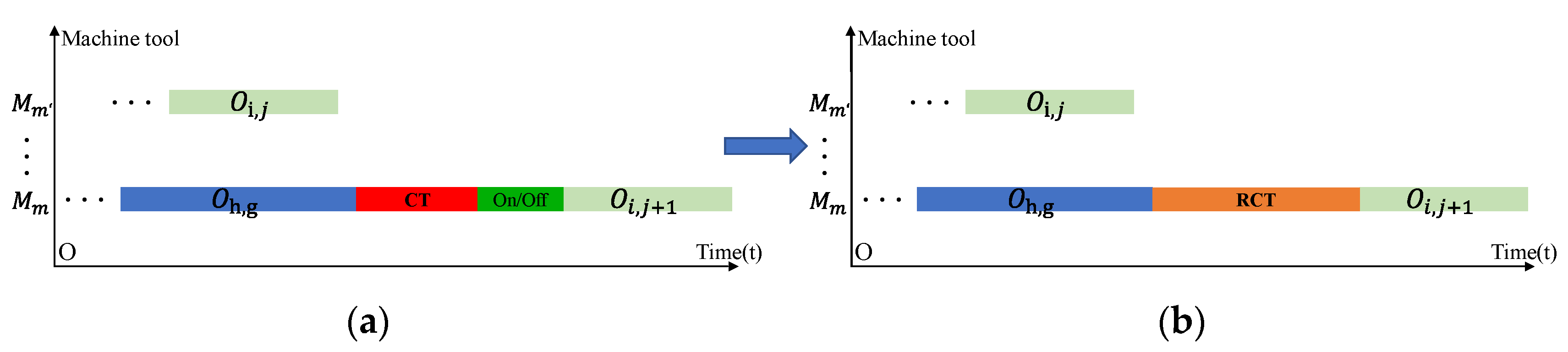
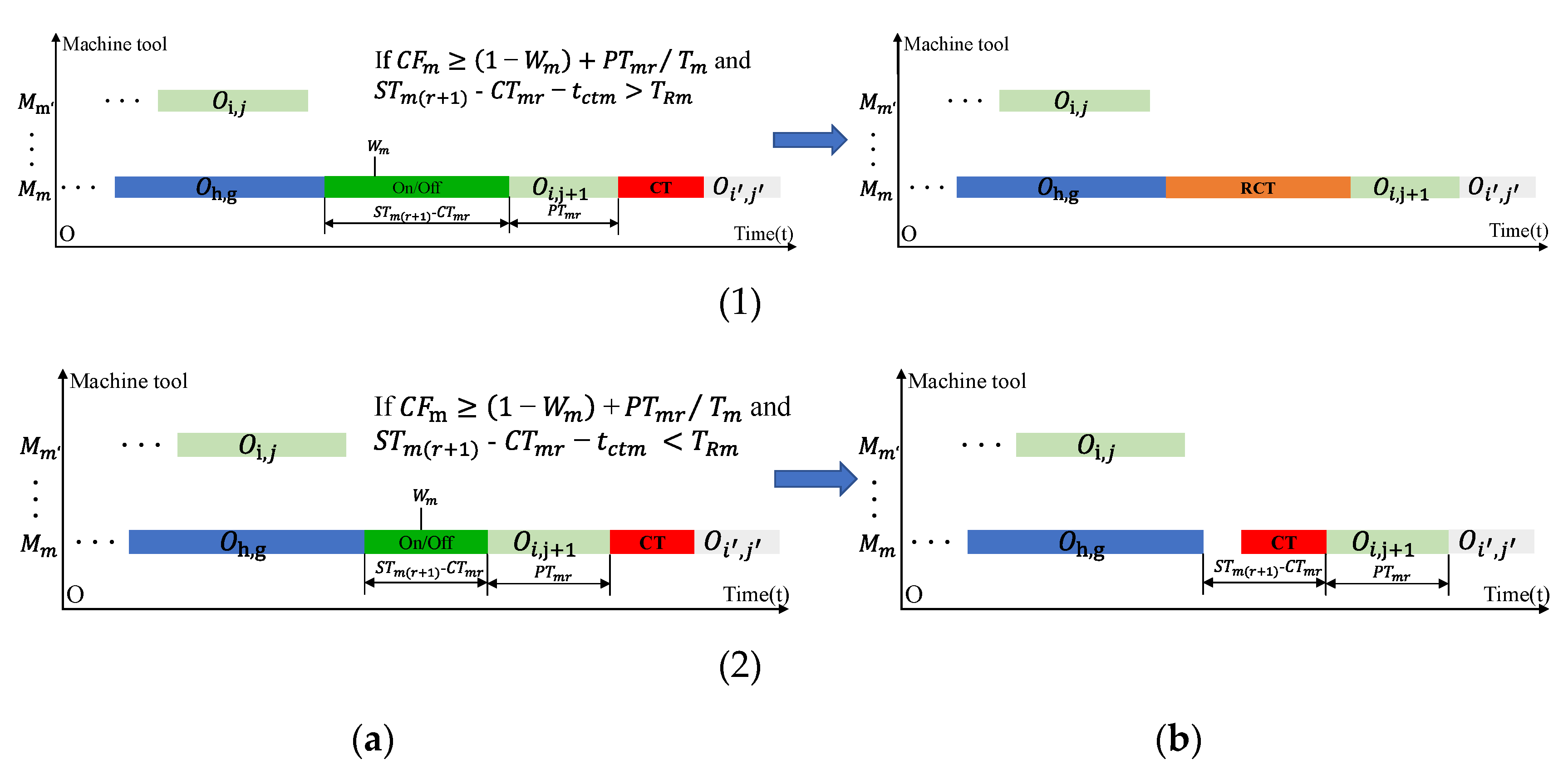
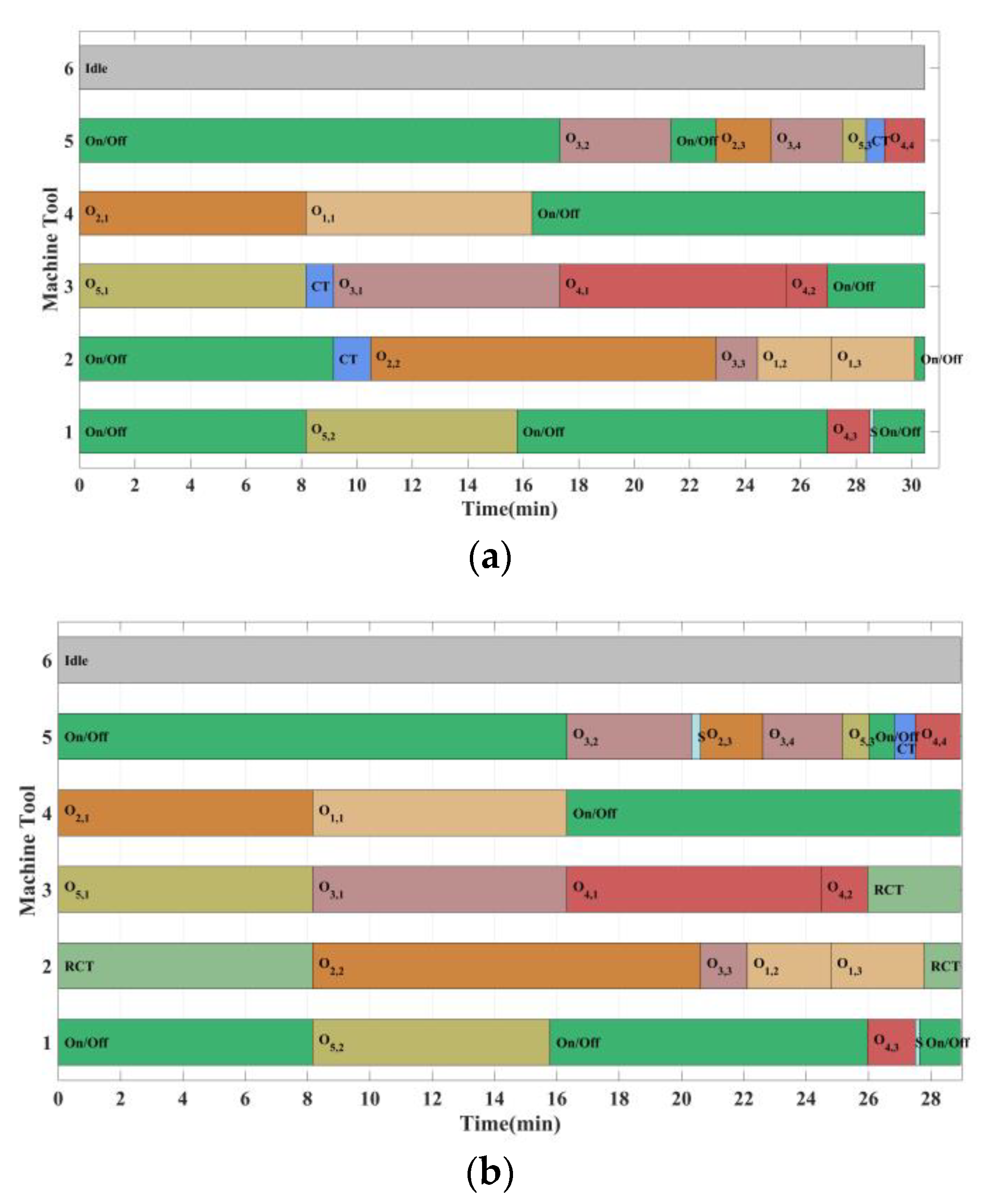
(3) Hybrid energy-saving strategy of cutting-tool change and machine tool turn-on/off
If the cutting-tool change operation is separated from the machine tool turn-on/off operation, the single cutting-tool change operation not only increases the makespan but also the standby energy consumption of the machine tool. Sacrificing a small amount of cutting-tool processing capacity by advancing the timing of the cutting-tool change will shorten the makespan and reduce energy consumption. Here, we set a reasonable coefficient
of the cutting-tool capacity to control when to change the cutting tool. Equation (8) ensures that the reduced processing capacity of the machine tool
is within an acceptable range. The cutting-tool change operation can be carried out before
tasks to realize energy savings.
6. Conclusions
Production planning and scheduling are usually the most critical activities in intelligent manufacturing enterprises. In the manufacturing process, manufacturers not only need to use the minimum resources to meet the production demand with as little energy consumption and in as short a time as possible but also face the challenge of the lack of mutual responsibility between the scheduling system and the single machine, which often leads to a large deviation between the scheduling optimization results and the actual application. Therefore, a new FJSP–CTD–ESM method is proposed in this paper to provide strong support for intelligent manufacturing enterprises to reduce the time and energy consumption in the production process. Through analyzing the coupling relationship between shop scheduling, single-machine tool energy consumption and tool life prediction, and organically integrating the three to achieve deeper shop consumption reduction. The resulting effect is as follows:
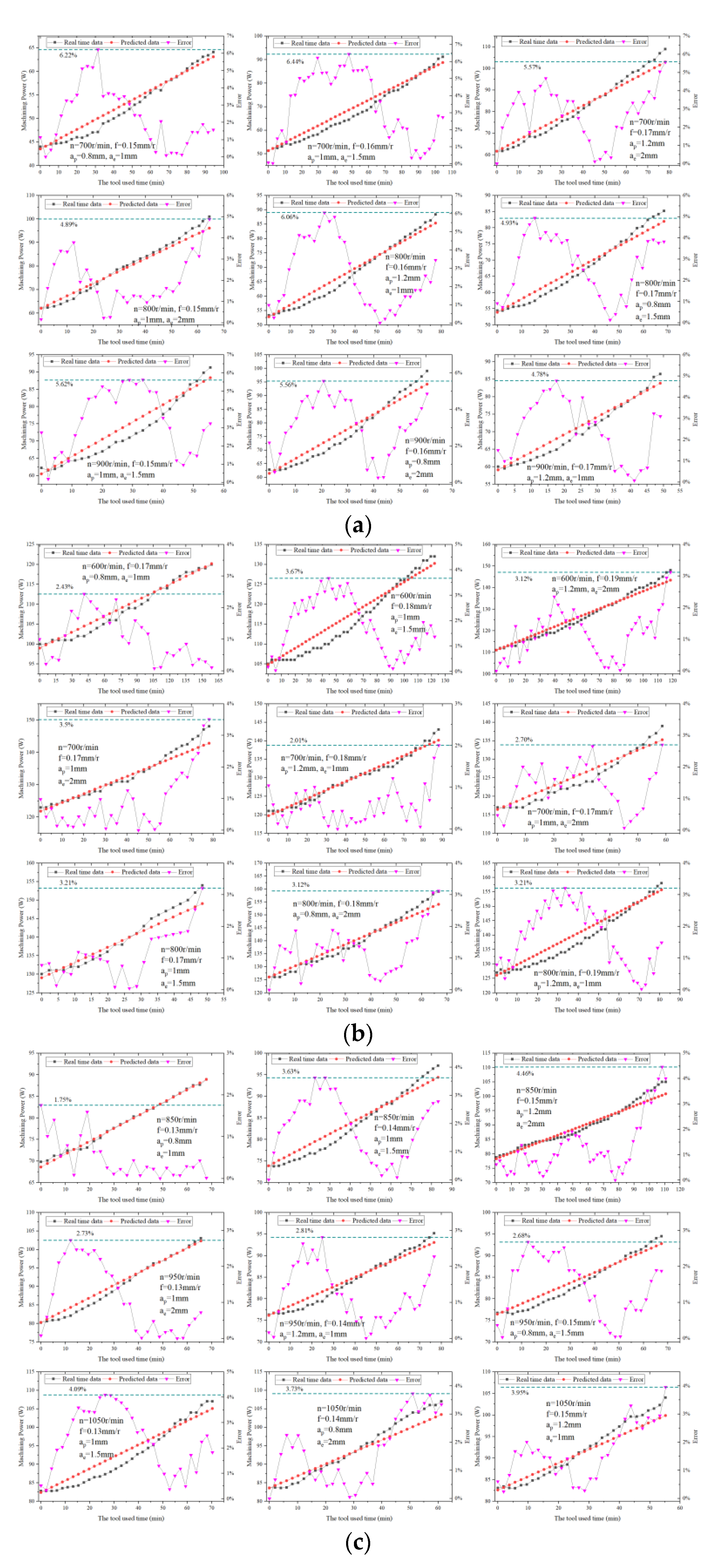
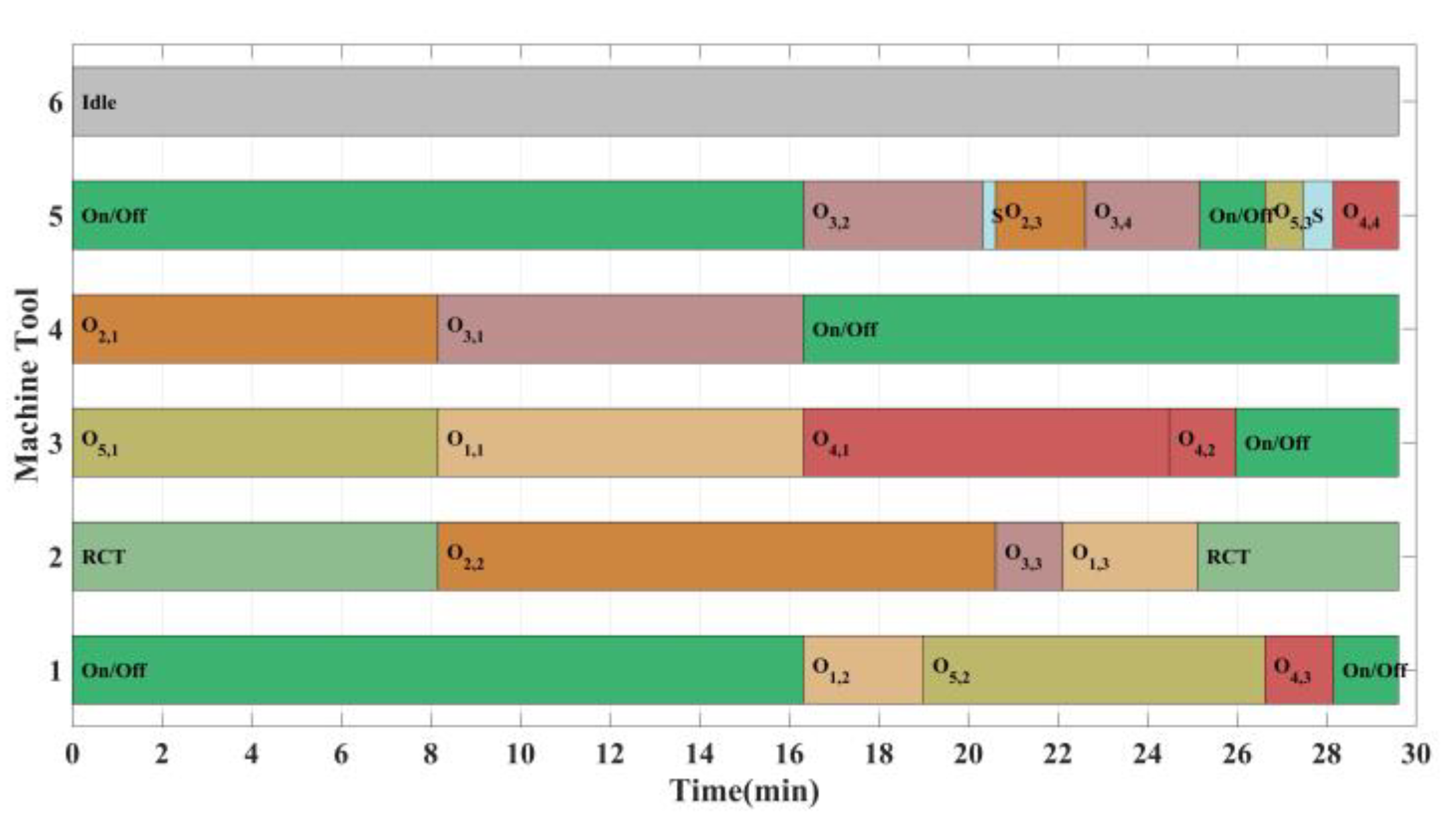
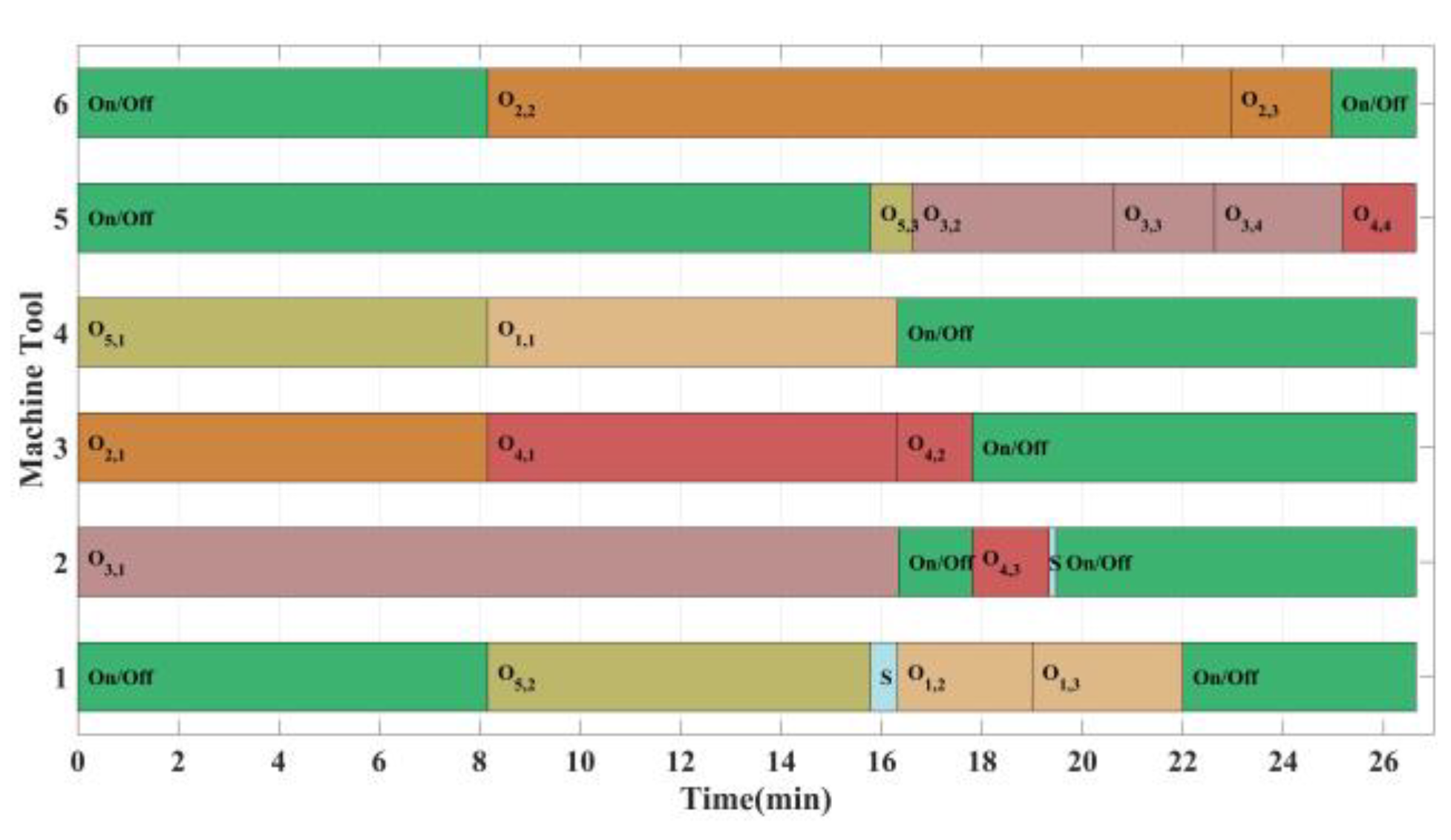
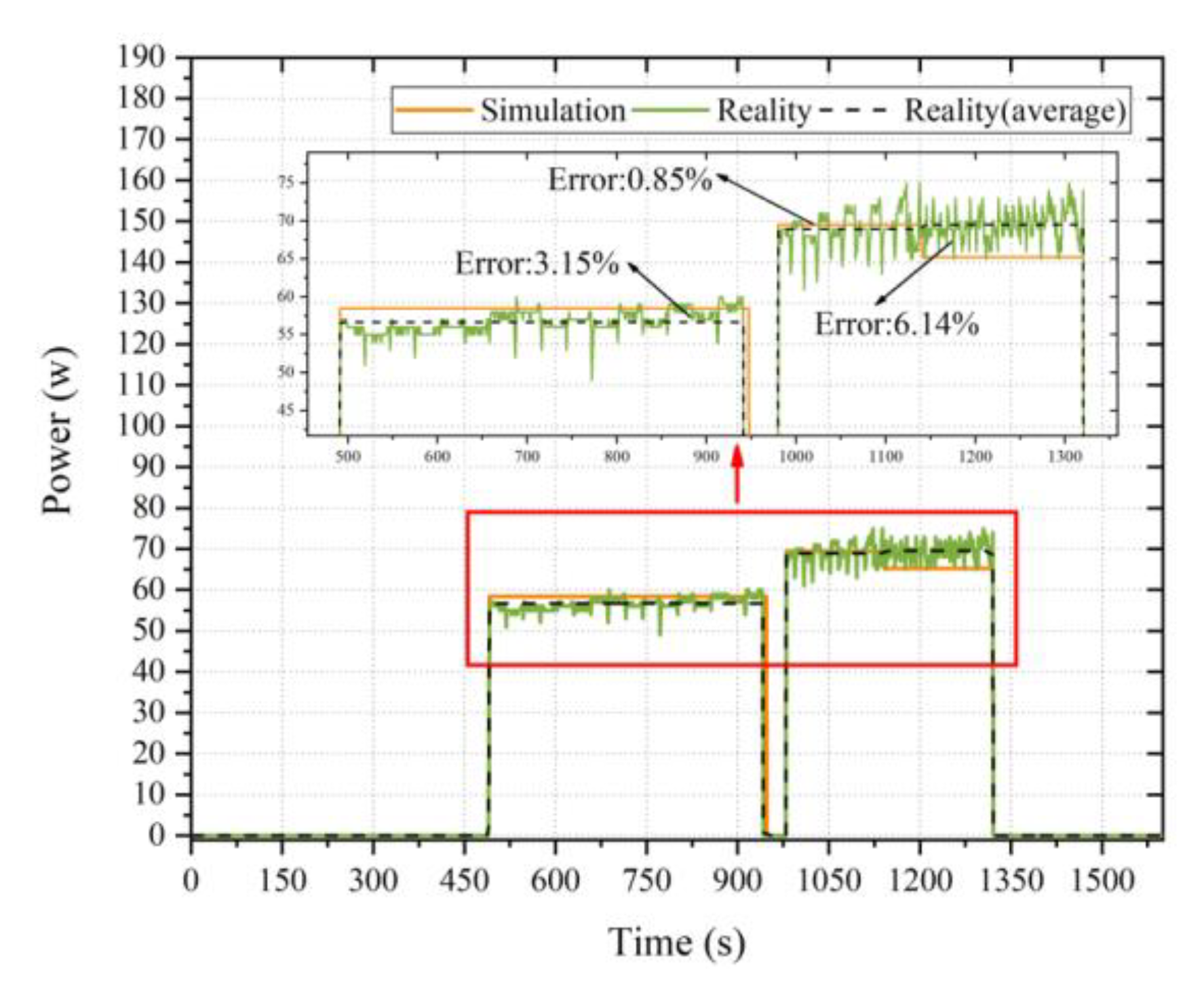
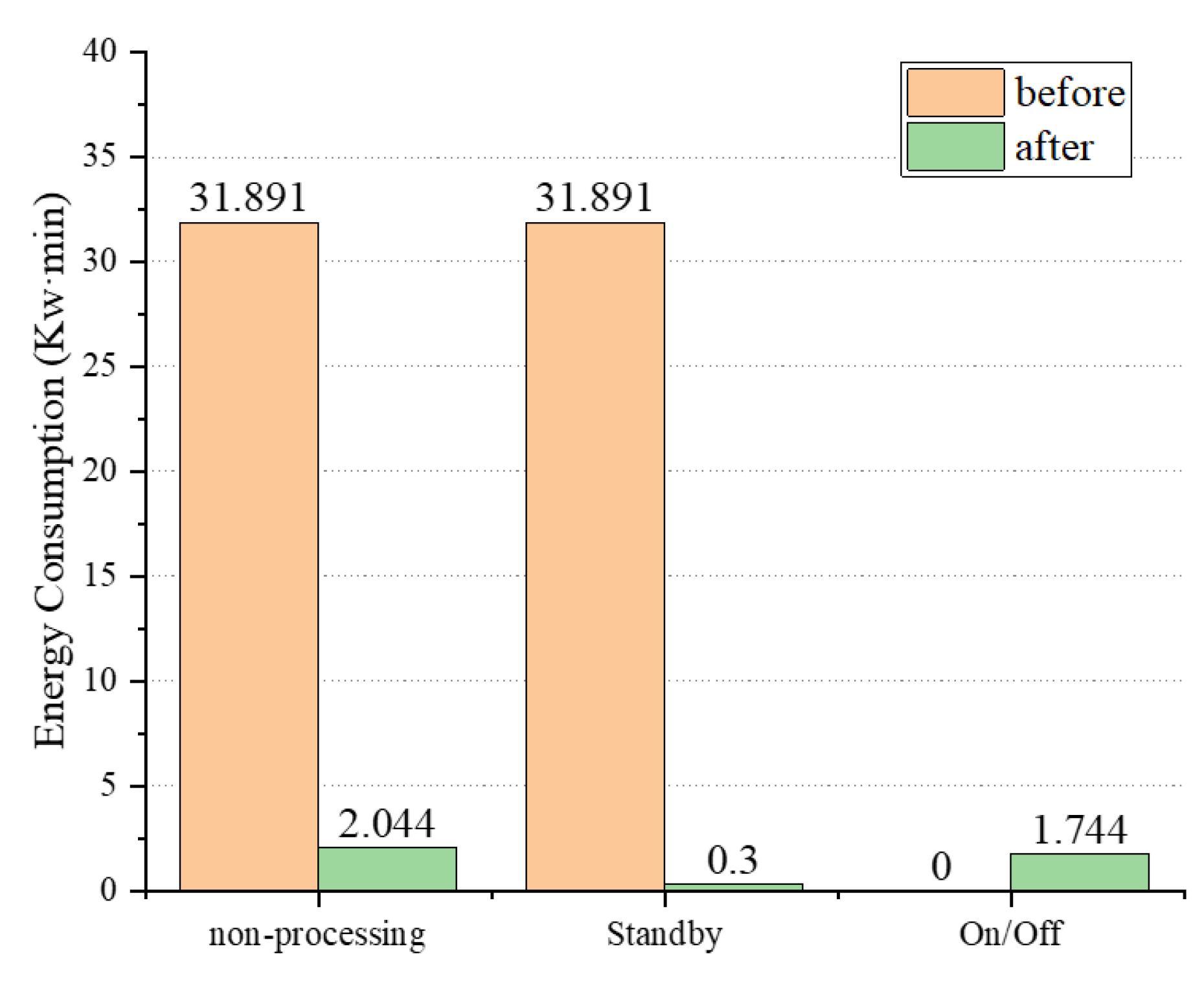
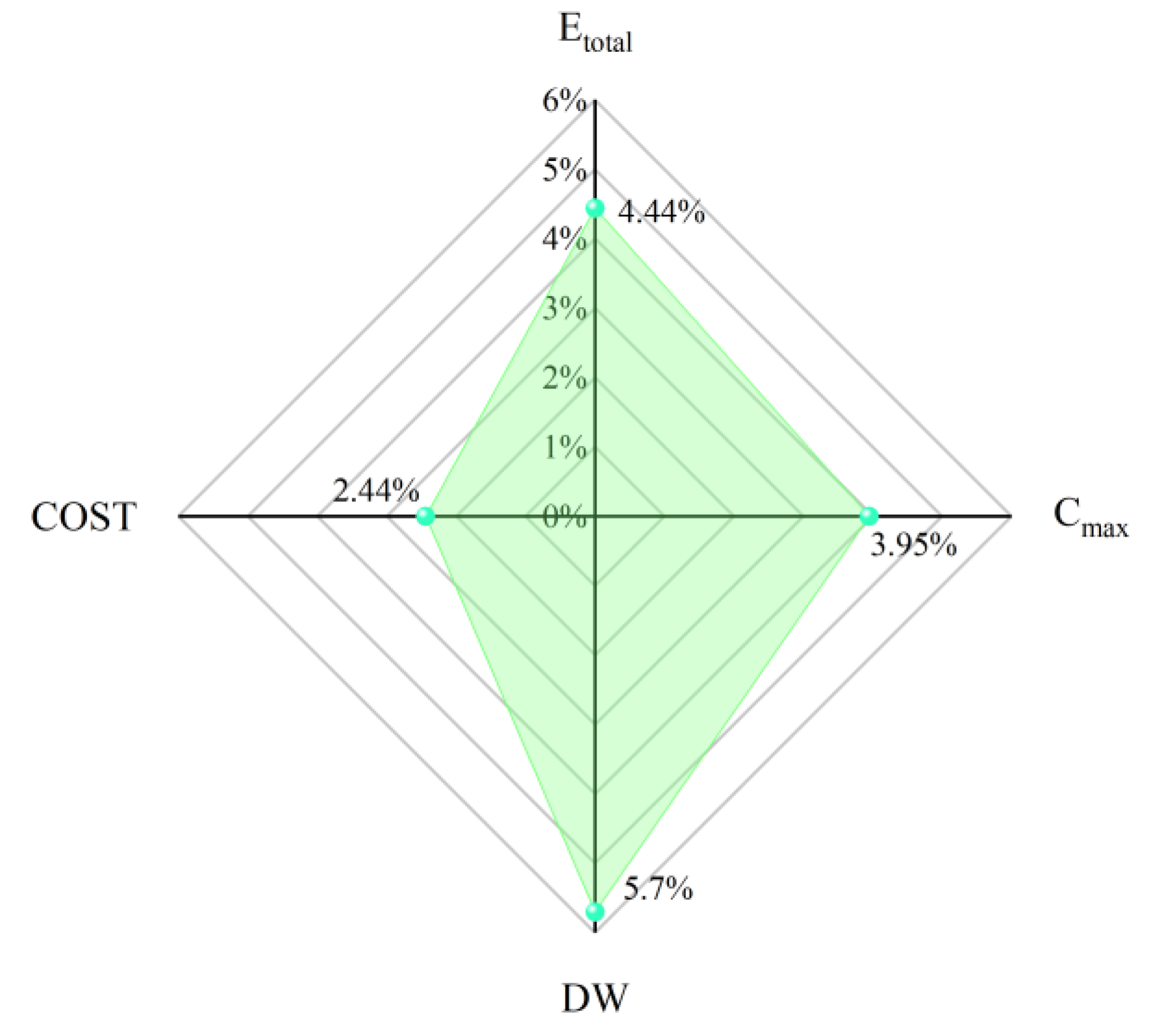
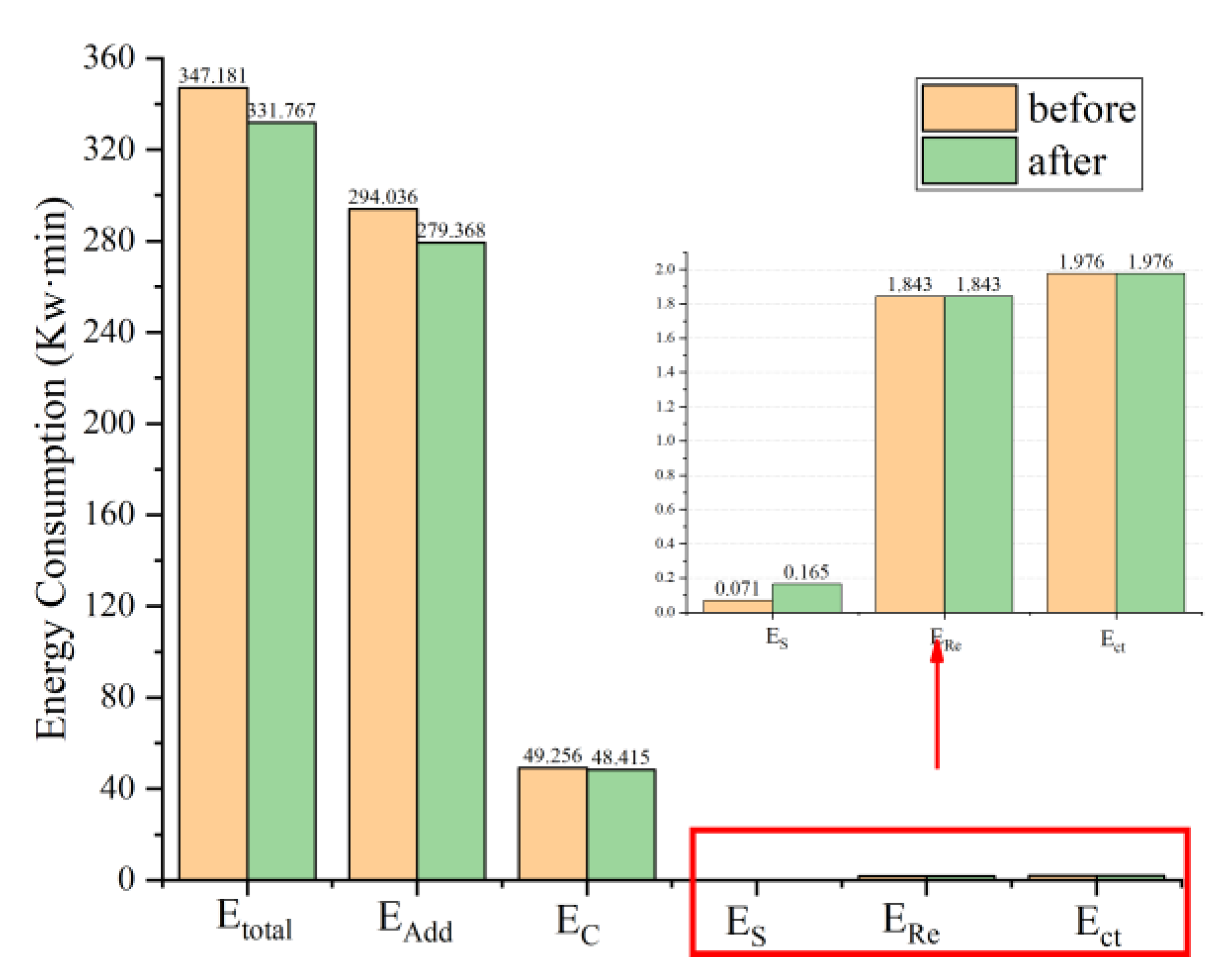
(1) Cutting-tool degradation during shop scheduling was analyzed. Based on the experimental data, exponential regression models of the dynamic power and cutting-tool life were established under certain machining conditions, with an error of approximately 6.5%. (2) A dynamic cutting-tool change strategy by monitoring the RUL was proposed to change the cutting tool before it becomes blunt. This makes the optimization model closer to the real machining situation. (3) Oriented towards low-carbon production objectives, the conventional machine tool turn-on/off schedule can reduce the non-processing energy consumption by 93.5%. Integrating the cutting-tool change strategy into the conventional machine tool turn-on/off schedule further reduces the total energy consumption by 4.44% and production cost by 2.44%. It was proved that this hybrid energy-saving strategy effectively reduces the energy consumption of workshops and has great application prospects.
In terms of the defects in this study, the proposed model does not consider the constraints of transport, clamping, and assembly on shop scheduling. In addition, the establishment of the machining power model and the tool life model of each machine tool in the workshop needs to spend a lot of time on the cutting wear experiment (about 45 h), which brings a lot of work to the preparation of the early production. When the shop changes the machine tool or changes a different type of tool, the models need to be rebuilt. Based on the above limitations, some suggestions are recommended as follows: (1) To explore a fast method to obtain the machining power model and the tool life model and make these models have a certain universal applicability. (2) To integrate more practical constraints such as transport, clamping, assembly, random breakdown or rush orders into the optimization model. (3) To design an efficient solution algorithm to solve multi-objective and many-objective optimization problems.




































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}