1. Introduction
In the current competitive business world each and every company would like to make more profit with less investment. The concept of a basic production model was introduced by Taft [
1]. To celebrate a century of the economic order quantity model, Cárdenas-Barrón et al. [
2] have written about Ford Whitman Harris’ model.
A two-echelon supply chain with both buyers and a vendor was developed by Sarkar [
3] with several types of deterioration. In this modern business environment, a single vendor fulfils the demand of several customers. Thus, the model of a single-vendor and multiple buyers is a realistic approach these days. In the view of literature, Goyal [
4] first optimized the joint cost for a single buyer and single vendor. This research was extended by Banerjee [
5]. Again by considering single-setup multi-delivery Goyal [
6] extended Banerjee’s [
5] model. Chakraborty and Bhuiya [
7] developed an inventory model with a fuzzy service level constraint. A fuzzy stochastic optimization technique was used for solving their model. In 1996, Ouyang et al. [
8] proposed an integrated model in which they considered backorders and variable lead times. The concept of a controllable lead time was introduced by Ouyang et al. [
9] with discrete crashing cost. An integrated model with vendor’s setup cost reduction was proposed by Sarkar and Majumder [
10], where a distribution free approach was incorporated to solve the model. The concept of distribution free was introduced by Gallego and Moon [
11]. In recent years, Sarkar et al. [
12] proposed a two-echelon supply chain model with an improvement in a product’s quality. A selling-price-dependent integrated model with reduced setup cost was proposed by Dey et al. [
13]. Recently, Majumder et al. [
14] proposed a supply chain model for variable production costs with a variable production rate.
Banerjee and Burton [
15] discussed a comparison between coordinated and independent replenishment policies in a single-vendor multi-buyer supply chain model. Banerjee and Banerjee [
16] developed a multi-buyer inventory model using an electronic data interchange with an order-up-to inventory control policy. Sarmah et al. [
17] considered a single-supplier multi-buyer coordinated supply chain model with a trade credit policy. A variable production cost for inventory model was used by Khouja and Mehrez [
18] and Tripathi et al. [
19]. Under the time value of money, Chakrabarty et al. [
20] developed an inventory model for defective items. Hoque [
21] introduced three different single-vendor multi-buyer models by synchronizing the production flow with equal and unequal-sized batch transfers for the first two models and the last model, respectively. Jha and Shankar [
22] developed a single-vendor multi-buyer constrained non-linear model under a service level constraint and solved it using the Lagrange multiplier method. Glock and Kim [
23] studied the effect of forward integration in a multi-retailer supply chain under retailer competition.
To improve customer service and to reduce stock out loss, it is important to reduce lead time. Liao and Shyu [
24] first incorporated a probabilistic inventory model by assuming a lead time as a unique decision variable. Ben-Daya and Rauf [
25] considered an inventory model as an extension of Liao and Shyu’s [
24] model, where lead time was one of the decision variables. Ben-Daya’s and Rauf’s [
25] model dealt with no shortages and continuous lead time. Ouyang et al. [
8] extended Ben-Daya’s and Rauf’s [
25] model by assuming a discrete lead time and shortages. Pan and Yang [
26] analyzed an integrated inventory model with a controllable lead time. Annadurai and Uthayakumar [
27] developed a periodic review inventory model under a controllable lead time and lost sales reduction.
Lo et al. [
28] developed an integrated production–inventory model for an imperfect production process and they considered Weibull distribution deterioration under inflation. Poisson distributed lead time was considered by Huang et al. [
29]. Recently, Tayyeb and Sarkar [
30] discussed a multi-stage cleaner production system, where the defective rate is random. The impact of a random defective rate was calculated by Kang et al. [
31] for a production model.
A time-dependent deterioration with partial backlogging was calculated by Mishra [
32]. A stochastic lead time demand was considered by Khan et al. [
33]. In this model, the effect of a learning and screening error for a production model is considered. An imperfect production and two-stage assembly system in an economic manufacturing quantity model were introduced by Chang et al. [
34]. Cárdenas-Barrón et al. [
35] provided an improved solution to the replenishment policy in an economic manufacturing quantity model. A multi-delivery policy and rework were also considered in this model. In 2017, Debata and Acharya [
36] developed an inventory model under the consideration of a partial backorder. All researchers used different types of deteriorations, but a probabilistic deterioration in a two-echelon supply chain management (SCM) was considered by Sarkar [
3], who minimized the cost of whole SCM in this model by using an algebraic solution methodology.
An economic manufacturing quantity (EMQ) model was discussed by Sana and Chaudhuri [
37] under an imperfect production process. In reality, backlogging has a huge impact in any production model. Wee et al. [
38] proposed an alternative approach to derive an inventory model with a rework process for a single-stage manufacturing system with planned backorders. Sarkar et al. [
39] revisited the production model with the rework process in a single-stage manufacturing system with planned backorders. Three different distribution functions were used for the model. A just-in-time production process for an integrated model was developed by Das Roy et al. [
40]. Recently, Kim et al. [
41] proposed an integrated model with backorders, where they used an improved technique to calculate imperfect items when a process has gone through a long-run process.
It is true that any firm can use a discrete investment to reduce setup time, but this model proposes discrete investment for reducing ordering cost. Two continuous investments are used to reduce setup cost and to reduce the probability of an “in-control” to “out-of-control” state in a long-run process rather than the reduction of setup time. The investment for reducing setup cost is also considered as continuous, which is also quite realistic for an imperfect production model. Many production companies would like to sell more of their products, thus, they aim to produce more reliable products compared to others. Retailers always want more profitable products. Most of today’s customers want more quality products, they do not consider the cost. Most customers want quality products, thus, the the quality of products is one of the main targets of most production industries. The quality of product can be improved by some investment discussed by Sarkar and Moon [
42]. They also reduced the setup cost for an imperfect production process in this model. Cárdenas-Barrón et al. [
43] developed an economic production model with an improved solution procedure. In this model, they also considered rework and multiple shipments. An imperfect production model with stochastic demand was formulated by Pal et al. [
44]. A warranty for defective products was also provided, which increased the good-will of the companies. The capacity for holding the product is limited. Regarding this, Sana [
45] developed an inventory model under the consideration of stochastic demand. Basically, most researchers considered that the holding cost for any production company is fixed but in reality this is not always true. A nonlinear holding cost for a newsvendor problem was considered by Pal et al. [
46]. They considered a distribution-free approach.
Different researchers have developed different types of models under consideration of imperfect production, multi-product production systems with safety stock, and improved quality production processes under setup cost reduction (see for reference Sarkar et al. [
12]). However, no one has developed a model for a single vendor-multi-buyer with consideration of a partial backorder, normally distributed lead time, shortages, and a variable production cost along with discrete investment for reduced setup cost for the vendor and an investment for improvement of the quality of the manufacturing process. There is a big research gap in this direction, which is fulfilled by this proposed research.
This research is based on a daily problem; basically in this research model, the lead time and total system cost are reduced. The lead time is dependent on production time and transportation time; let us suppose if one orders through an online delivery system (like pizza), the customer would like to have it as soon as possible. For this type of case, the lead time can be reduced by reducing production time and reducing transportation time. This is the theme along which this work is considered; that the lead time does not follow any distribution. Several researchers have reduced lead time with different considerations, but the consideration of the reduction of production and transportation time, along with a variable production rate for a multiple buyer, single retailer is a novel attempt.
See
Table 1 for the contributions of previous authors.
3. Mathematical Model
In this section the supply chain model is developed and the joint total cost of the vendor and the buyer is minimized. The vendor produces items for n buyers, the demand of buyer’s is . The vendor uses a single-setup-multi-delivery (SSMD) policy to transport the required items, ordered by buyers and uses m lots to delivery all products. This shipment m must be an integer, thus this problem becomes a mixed-integer programming problem. The main purpose of this model is to optimize the total cost, along with optimized ordered quantity Q, numbers of lots m, different types of investment function to reduce the total cost such as a discrete investment I for reduced ordering cost, two continuous investment , and to reduce setup cost and the probability of production process going into an out-of-control state. Finally a modified algorithm is developed to obtain the numerical result. Basically, two players as a vendor and multi-retailer are considered in this model. Two different models for buyers and the vendor are formulated as follows.
3.1. Mathematical Model of Buyers
This is a multi-buyer model where a bunch of buyers n order , quantity from a single vendor. To reduce the ordering cost, buyers use a discrete investment . For a more realistic result, a safety stock is used by buyers. The demand of buyers is , which is obviously less than the production rate of the vendor. A distribution free approach is considered in lead time reduction. In this model, the lead time is reduced by two way: one by reducing production time and the other by reducing transportation time . The parameter is the reordered point for buyers and is the expected cycle time for each buyer and is the total cycle length for the buyers. In this model, the buyer’s cost component are as follows.
Reduced ordering cost through an investment.
To receive the particular product from the vendor, each buyer should invest some costs to order the product, which known as the ordering cost. It is found that the ordering cost may differ in real life. For example, there are many sim cards providers for mobile in India and the charge to make a phone call is different for different provider. One can use a discrete investment to reduce the ordering cost for a buyer. Thus the ordering cost for buyer
i is given by
as the expected cycle time for each buyer is
.
Holding cost.
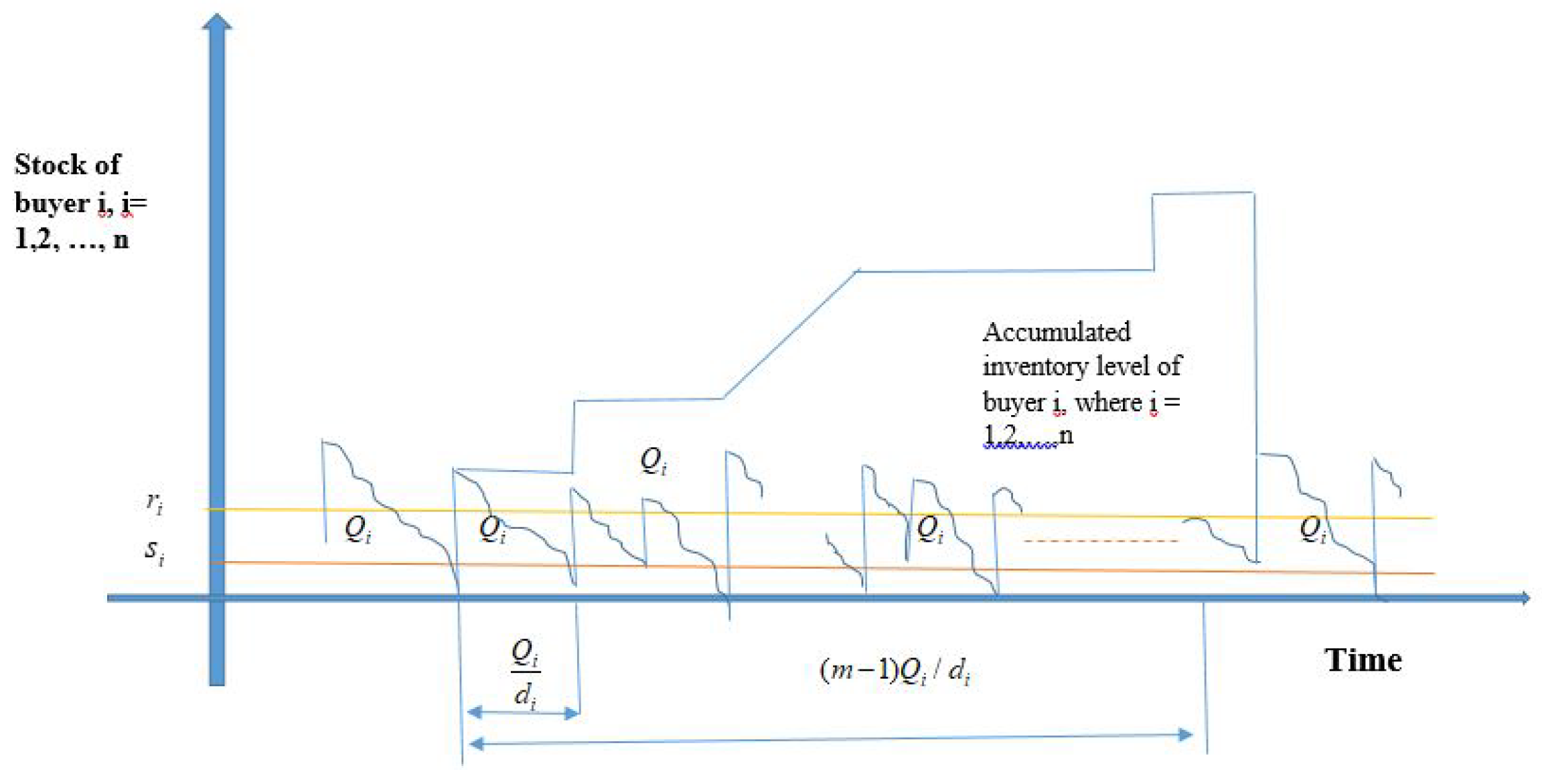
Each buyer in the SCM continuously reviews the inventory level. As a result, (
) order is placed by buyer
i only when the level of inventory reaches to a specified indicator that is the reorder point (
) (see
Figure 1). Therefore, the approximated average inventory for buyer
i over the time cycle is given by
Now, the reorder point
can be expressed as
, which results in the average inventory for the
i-th buyer being
Hence, the holding cost for buyer
i per unit time is
Shortage cost.
As the production machine produces defective items in the long-run, shortages must occurs, the backorder quantity for buyers are
and
., then the shortage cost per item per unit time is given by
Transportation cost.
The cost for transportation of buyers is given by
Lead time crashing cost.
Some of the most realistic research these days is to satisfy customers by reducing the lead time when an extra cost is added by the production manager. The lead time can be reduced in two ways, by reducing production and transportation time. According to the assumptions, the lead time crashing cost per unit time can be expressed as
The total expected cost for buyer i is ordering cost + holding cost + shortage cost + transportation cost + lead time crashing cost
Thus,
leads to the following expression:
For the distribution-free approach, a lemma was proved by Gallego and Moon [
47], in which they proved that “if the distribution
G of demand
D is unknown, then,
The above expression is tight for every Q if there exist a distribution , where is the worst possible distribution.
According to Gallego and Moon’s [
47], lemma where the least favorable distribution
, one can obtain
Then, Equation (
1) can be rewritten as
3.2. Mathematical Model for the Vendor
To fulfill the buyer’s demand, the vendor produces Q quantity at a production rate P and the production cost . As it is too difficult to guess how much production is needed, in this model, a variable production rate P with the variable production cost is considered for the vendor. The vendor uses a single-setup-multi-delivery (SSMD) policy to transport the items to each buyer. Thus m shipment is considered for a single-setup-multi-delivery (SSMD) policy. Thus the total cycle time for vendor is . Two continuous investments are considered by the vendor to reduce the total system cost. An investment is used to reduce the setup cost of the vendor and another investment is used to reduce the chance of a system out-of-control state from in-control state. As in long-run system, the production process may move from an in-control to out-of-control state due to the labour problems, machinery problems etc. To reduce this chance, a continuous investment is introduced by the vendor. In this model, the following costs component are used for vendor:
Setup cost with an investment.
The setup cost for the vendor per unit time is
. But a continuous investment is introduced to reduce the setup cost. Hence, after introducing continuous investment, the total setup cost for the vendor is given by
Holding cost.
The average inventory of the vendor is
(see
Figure 2)
Therefore, the holding cost per unit time for the vendor is
Investment.
To improve the quality of the product, the vendor uses some investment. Thus, the investment for quality improvement is given by
Total investment.
Thus, the total investment for the reduced setup cost and improved the quality of the product is given by:
Production/material cost.
Production cost
of the vendor assumed to be a function of
P. The production cost is of the form is:
The unit production cost is
Therefore, the total expected cost of to the vendor is expressed as
= setup cost + holding cost + material cost + investment cost i.e.,
In order to obtain centralized decisions for both the vendor and buyers to minimize the entire supply chain cost, the total cost expression of both ends must be combined. Therefore, the joint total expected cost for both vendor and the buyers (
) is obtained as follows
4. Solution Methodology
The main aim of this model is to minimize the optimum value of the decision variable such as the total joint cost can be minimized. This is an unconstrainted minimization problem along with an integer programming problem. To find the optimum values of decision variable one needs to calculate the first order derivative of the objective function with respect to the decision variables and then equate them to zero. Now, according to the assumptions, m is an integer and therefore, can be treated as a discrete decision variable. One can use the analytic discrete optimization method to find the optimum value of m.
To find the optimum value of the other decision variables, one can use the classical optimization technique, which gives the global optimum value. To do this, after calculating derivatives with respect to
,
,
I,
,
Q and
P, one can obtain
(See
Appendix A for the values of
,
.)
For a fixed positive integer
m, the values of
Q,
,
P,
I,
, and
can be obtained by equating every individual equation of the system in Equation (
5) to zero. Then, one can obtain the optimum result
,
,
,
,
and
as follows:
Lemma 1. For the fixed value of m, the condition is sufficient at the optimum value of the decision variables , , , , and , i.e., all principal minor of the Hessian matrix is greater than zero for the optimum value of the decision variables , , , , and .
Solution Algorithm
A closed form solution of this mathematical model is very difficult to obtain. One can use the fixed point iteration technique to create a suitable algorithm in order to solve the model.
- Step 1
Set , and input all the values of the parameters.
- Step 2
For all buyers , assign the values of all parameters and perform the following steps.
- Step 3
For every combination of , perform steps 3a–3e.
- Step 3a
Set for each buyer i.
- Step 3b
Substitute
, (
i = 1,2,...,
n) into Equation (
6) and evaluate
.
- Step 3c
Utilize
to determine the value of
for each
i from (
7).
- Step 3d
Using the value of , obtain the value of from the normal distribution table.
- Step 3e
Repeat steps 3b to 3d until no changes occur in the values of and and denote these values as and , respectively.
- Step 4
Evaluate the value of
,
,
, and
from Equations (
8), (
10), (
9), and (
11), respectively, using the value of
.
- Step 5
Denote the latest updated values of , , , I , and as , , , , and respectively.
- Step 6
Obtain and
for all i.
- Step 7
Set .
If , repeat steps 2–4. Otherwise, go to Step 6.
- Step 8
Set .
Then, is the optimal solution.
5. Numerical Analysis
In this section, some numerical examples are provided to validate the model. The parametric values of demand, holding cost, initial ordering cost, stockout cost, marginal profit, annual fractional cost for three different buyer’s are given in
Table 2, and parametric values for the vendor are given in
Table 3. The parametric values are taken from Majumder et al. [
14]. By using the software Matlab R2015a, one can obtain the optimum results which are shown in
Table 4.
From
Table 4, one can easily find that the total system cost is minimized when the batch size is 4, which can be obtained by analytic discrete optimization technique, the optimum quantity is
units, the investment for reducing setup cost per unit is
(
$/order), the optimum production rate is
, the optimum setup cost is
(
$/setup) and the optimum production cost per unit is
(
$/unit). Using those optimum values, the total system cost was
.
Based on the above results this model is more beneficial compared to the Sarkar and Majumder [
10], Sarkar and Moon [
42], and Kim and Sarkar’s [
48] model. In Sarkar and Majumder’s [
10] model, the total system cost was
, in Sarkar and Moon’s [
42] model the total system cost was
, whereas in Kim and Sarkar’s [
48] model this total system cost was
, with a constant production rate, but in this current model the production rate is variable.
5.1. Special Case I: When No Investment Is Used
When there is no investment, that is , then the total system cost is . It is found that without investment, the system cost is huge compared to the use of investment. Thus, if one uses investment then the total system cost is remarkably reduced.
5.2. Special Case II: When No Quality Improvement Is Considered
If , that is the probability of the production process which may go to an out-of-control state is zero, then the system cost is , thus the investment for reducing the probability of the production process, which may go to an out-of-control state is also reduces the total system cost.
5.3. Special Case III: When Setup Cost Is Fixed
If the setup cost is fixed, then the total system cost is . Thus, it is clear that use of investment to reduce setup cost and is highly beneficial to any industry.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}