
Stochastic Chebyshev Goal Programming Mixed Integer Linear Model for Sustainable Global Production Planning




Abstract
:1. Introduction
2. Literature Review
3. Methodology
3.1. Sets, Parameters and Decision Variables
3.2. Model Formulation
3.2.1. Objective Functions
3.2.2. Constraints
3.3. Chebyshev Goal Programming (CGP) Application
4. Results
4.1. Case Study of Textile Industry
4.2. Goal Programming Solution
4.3. Experiments
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Author | Year | Problem Characteristics | Multiple Objectives | Production Options | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Uncertainty Factor | Multiple Facility | Multiple Product | Economy | Environment | Others | Part-Time Worker Production | Backorder | Overtime | ||
| Bakir, M.A. et al. | 1998 | X | X | |||||||
| Vasant, P. et al. | 2004 | X | X | |||||||
| Kanyalkar, A.P. et al. | 2005 | X | X | X | ||||||
| Vasant, P.M. | 2006 | X | X | |||||||
| Li, C. et al. | 2008 | X | X | X | ||||||
| Orcun, S. et al. | 2009 | X | X | |||||||
| Kezemi Zanjani, M. et al. | 2009 | X | X | X | X | |||||
| Elamvazuthi, I. et al. | 2009 | X | X | X | ||||||
| Leung, S.C.H. and Chan, S.S.W. | 2009 | X | X | X | X | X | X | |||
| Ozsan, O. et al. | 2010 | X | X | |||||||
| Baykasoglu, A. and Goken, T. | 2010 | X | X | X | X | X | ||||
| Leung, S.C.H. et al. | 2010 | X | X | X | X | X | X | X | ||
| Gramani, M.C.N. et al. | 2011 | X | X | |||||||
| Sillekens, T. et al. | 2011 | X | X | |||||||
| Zhang, X. et al. | 2011 | X | X | X | X | |||||
| Ning, Y. et al. | 2012 | X | X | X | X | X | ||||
| Kezemi Zanjani, M. et al. | 2013 | X | X | X | X | |||||
| Mortezaei, N. et al. | 2013 | X | X | X | X | |||||
| Munhoz, J.R. et al. | 2014 | X | X | |||||||
| Madadi, N. and Wong, K.Y. | 2014 | X | X | X | X | X | ||||
| Davizón, Y. et al. | 2015 | X | ||||||||
| Kalaf, B.A. et al. | 2015 | X | X | X | X | |||||
| Modarres, M. and Izadpanahi, E. | 2016 | X | X | X | X | X | ||||
| Campo, E.A. et al. | 2018 | X | ||||||||
| Komsiyah, S. et al. | 2018 | X | X | X | ||||||
| Hahn, G.J. and Brandenburg, M. | 2018 | X | X | X | X | X | ||||
| Tsai, W.-H. | 2018 | X | X | X | X | |||||
| Djordjevic, I. et al. | 2019 | X | X | |||||||
| Tirkolaee, E.B. et al. | 2019 | X | X | X | X | X | ||||
| Proposed model | X | X | X | X | X | X | X | X | X | |
References
- Sustainable Production Methods in Textile Industry. 2019. Available online: https://www.intechopen.com/books/textile-industry-and-environment/sustainable-production-methods-in-textile-industry (accessed on 20 December 2020).
- Huynh, N.-T.; Chien, C.-F. A hybrid multi-subpopulation genetic algorithm for textile batch dyeing scheduling and an empirical study. Comput. Ind. Eng. 2018, 125, 615–627. [Google Scholar] [CrossRef]
- Campo, E.A.; Cano, J.A.C.; Gómez-Montoya, R.A. Linear Programming for Aggregate Production Planning in a Textile Company. Fibres Text. East. Eur. 2018, 26, 13–19. [Google Scholar] [CrossRef]
- Pochet, Y. Mathematical Programming Models and Formulations for Deterministic Production Planning Problems. In Computational Combinatorial Optimization; Springer: Berlin/Heidelberg, Germany, 2001; pp. 57–111. [Google Scholar]
- Salomon, M. Deterministic Lotsizing Models for Production Planning; Springer-Verlag: Berlin/Heidelberg, Germany, 1991. [Google Scholar]
- Du, J.; Liang, L.; Chen, Y.; Bi, G.-B. DEA-based production planning. Omega-Int. J. Manag. S. 2010, 38, 105–112. [Google Scholar] [CrossRef]
- Charne, A.; Cooper, W.W.; Rhodes, E. Measuring the efficiency of decision making units. Eur. J. Oper. Res. 1978, 2, 429–444. [Google Scholar] [CrossRef]
- Wang, C.-N.; Dang, T.-T.; Nguyen, N.-A.-T. A Computational Model for Determining Levels of Factors in Inventory Management Using Response Surface Methodology. Mathematics 2020, 8, 1210. [Google Scholar] [CrossRef]
- Bagshaw, K.B. A Review of Quantitative Analysis (QA) in Production Planning Decisions Using the Linear Programming Model. Am. J. Oper. Res. 2019, 9, 255–269. [Google Scholar] [CrossRef] [Green Version]
- Kanyalkar, A.P.; Adil, G.K. An integrated aggregate and detailed planning in a multi-site production environment using linear programming. Int. J. Prod. Res. 2005, 43, 4431–4454. [Google Scholar] [CrossRef]
- Davizón, Y.; Martínez-Olvera, C.; Soto, R.; Hinojosa, C.; Espino-Román, P. Optimal Control Approaches to the Aggregate Production Planning Problem. Sustainability 2015, 7, 16324–16339. [Google Scholar] [CrossRef] [Green Version]
- Ozsan, O.; Simsir, F.; Pamukcu, C. Application of Linear Programming in Production Planning at Marble Processing Plants. J. Min. Sci. 2010, 46, 57–65. [Google Scholar] [CrossRef]
- Gramani, M.C.N.; França, P.M.; Arenales, M.N. A linear optimization approach to the combined production planning model. J. Frankl. Inst. 2011, 348, 1523–1536. [Google Scholar] [CrossRef]
- Sillekens, T.; Koberstein, A.; Suhl, L. Aggregate production planning in the automotive industry with special consideration of workforce flexibility. Int. J. Prod. Res. 2011, 49, 5055–5078. [Google Scholar] [CrossRef] [Green Version]
- Munhoz, J.R.; Morabito, R. Optimization approaches to support decision making in the production planning of a citrus company: A Brazilian case study. Comput. Electron. Agric. 2014, 107, 45–57. [Google Scholar] [CrossRef]
- Cheraghalikhani, A.; Khoshalhan, F.; Mokhtari, H. Aggregate production planning: A literature review and future research directions. Int. J. Ind. Eng. Comput. 2019, 309–330. [Google Scholar] [CrossRef]
- Mula, J.; Poler, R.; García-Sabater, J.P.; Lario, F.C. Models for production planning under uncertainty: A review. Int. J. Prod. Econ. 2006, 103, 271–285. [Google Scholar] [CrossRef] [Green Version]
- Bakir, M.A.; Byrne, M.D. Stochastic linear optimisation of an MPMP production planning model. Int. J. Prod. Econ. 1998, 55, 87–96. [Google Scholar] [CrossRef]
- Vasant, P.; Nagarajan, R.; Yaacob, S. Decision making in industrial production planning using fuzzy linear programming. IMA J. Manag. Math. 2004, 15, 53–65. [Google Scholar] [CrossRef]
- Elamvazuthi, I.; Ganesan, T.; Vasant, P.; Webb, J.F. Application of a Fuzzy Programming Technique to Production Planning in the Textile Industry. Int. J. Comput. Sci. Inf. Secur. 2009, 6, 238–243. [Google Scholar]
- Madadi, N.; Wong, K.Y. A Multiobjective Fuzzy Aggregate Production Planning Model Considering Real Capacity and Quality of Products. Math. Probl. Eng. 2014, 2014, 1–15. [Google Scholar] [CrossRef]
- Vasant, P.M. Fuzzy production planning and its application to decision making. J. Intell. Manuf. 2006, 17, 5–12. [Google Scholar] [CrossRef]
- Djordjevic, I.; Petrovic, D.; Stojic, G. A fuzzy linear programming model for aggregated production planning (APP) in the automotive industry. Comput. Ind. 2019, 110, 48–63. [Google Scholar] [CrossRef]
- Kalaf, B.A.; Bakar, R.A.; Soon, L.L.; Monsi, M.B.; Bakheet, A.J.K.; Abbas, I.T. A Modified Fuzzy Multi-Objective Linear Programming to Solve Aggregate Production Planning. Int. J. Pure Appl. Math. 2015, 104, 339–352. [Google Scholar] [CrossRef] [Green Version]
- Baykasoglu, A.; Gocken, T. Multi-objective aggregate production planning with fuzzy parameters. Adv. Eng. Softw. 2010, 41, 1124–1131. [Google Scholar] [CrossRef]
- Mortezaei, N.; Zulkifli, N.; Hong, T.S.; Yusuff, R.M. Multi-objective aggregate production planning model with fuzzy parameters and its solving methods. Life Sci. J. 2013, 10, 2406–2414. [Google Scholar]
- Ning, Y.; Liu, J.; Yan, L. Uncertain aggregate production planning. Soft Comput. 2012, 17, 617–624. [Google Scholar] [CrossRef]
- Orcun, S.; Uzsoy, R.; Kempf, K.G. An integrated production planning model with load-dependent lead-times and safety stocks. Comput. Chem. Eng. 2009, 33, 2159–2163. [Google Scholar] [CrossRef]
- Li, C.; He, X.; Chen, B.; Xu, Q.; Liu, C. A Hybrid Programming Model for Optimal Production Planning under Demand Uncertainty in Refinery. Chin. J. Chem. Eng. 2008, 16, 241–246. [Google Scholar] [CrossRef]
- Kazemi Zanjani, M.; Nourelfath, M.; Ait-Kadi, D. A multi-stage stochastic programming approach for production planning with uncertainty in the quality of raw materials and demand. Int. J. Prod. Res. 2009, 48, 4701–4723. [Google Scholar] [CrossRef]
- Zhang, X.; Prajapati, M.; Peden, E. A stochastic production planning model under uncertain seasonal demand and market growth. Int. J. Prod. Res. 2011, 49, 1957–1975. [Google Scholar] [CrossRef]
- Kazemi Zanjani, M.; Ait-Kadi, D.; Nourelfath, M. A stochastic programming approach for sawmill production planning. Int. J. Math. Oper. Res. 2013, 5, 1–18. [Google Scholar] [CrossRef]
- Komsiyah, S.; Meiliana; Centika, H.E. A Fuzzy Goal Programming Model for Production Planning in Furniture Company. Procedia Comput. Sci. 2018, 135, 544–552. [Google Scholar] [CrossRef]
- Tirkolaee, E.B.; Goli, A.; Weber, G.-W. Multi-objective Aggregate Production Planning Model Considering Overtime and Outsourcing Options Under Fuzzy Seasonal Demand. In Advances in Manufacturing II; Springer International Publishing: Cham, Switzerland, 2019. [Google Scholar]
- Leung, S.C.H.; Chan, S.S.W. A goal programming model for aggregate production planning with resource utilization constraint. Comput. Ind. Eng. 2009, 56, 1053–1064. [Google Scholar] [CrossRef]
- Leung, S.C.H.; Wu, Y.; Lai, K.K. Multi-site aggregate production planning with multiple objectives: A goal programming approach. Prod. Plan. Control 2010, 14, 425–436. [Google Scholar] [CrossRef]
- Hahn, G.J.; Brandenburg, M. A sustainable aggregate production planning model for the chemical process industry. Comput. Oper. Res. 2018, 94, 154–168. [Google Scholar] [CrossRef]
- Tsai, W.-H. Green Production Planning and Control for the Textile Industry by Using Mathematical Programming and Industry 4.0 Techniques. Energies 2018, 11, 2072. [Google Scholar] [CrossRef] [Green Version]
- Modarres, M.; Izadpanahi, E. Aggregate production planning by focusing on energy saving: A robust optimization approach. J. Clean. Prod. 2016, 133, 1074–1085. [Google Scholar] [CrossRef]
- Dasović, B.; Galić, M.; Klanšek, U. A Survey on Integration of Optimization and Project Management Tools for Sustainable Construction Scheduling. Sustainability 2020, 12, 3405. [Google Scholar] [CrossRef] [Green Version]
- Valenko, T.; Klanšek, U. An integration of spreadsheet and project management software for cost optimal time scheduling in construction. Organ. Technol. Manag. Constr. Int. J. 2017, 9, 1627–1637. [Google Scholar] [CrossRef] [Green Version]
- Nahmias, S.; Olsen, T.L. Production and Operations Analysis, 7th ed.; Waveland Press, Inc.: Grove, IL, USA, 2015. [Google Scholar]
- Çay, A. Energy consumption and energy saving potential in clothing industry. Energy 2018, 159, 74–85. [Google Scholar] [CrossRef]
- List of Grid Emission Factors. 2020. Available online: https://pub.iges.or.jp/pub/iges-list-grid-emission-factors (accessed on 21 January 2021).










| Single Objective | Multiple Objective | ||
|---|---|---|---|
| Deterministic models | Group 1 | Group 2 | |
| Uncertainty models | Fuzzy models | Group 3 | Group 4 |
| Stochastic models | Group 5 | Group 6 | |
| Set | Indices | Description |
|---|---|---|
| I | i | The set of the product families |
| J | j | The set of the factories |
| T | t | The set of the planning periods |
| K | K | The set of objective functions |
| Group | Parameter | Description | Unit |
|---|---|---|---|
| 1 | The unit sell price of product i | K VND/unit | |
| The unit production cost by full-time workers | K VND/unit | ||
| The unit production cost by temporary workers | K VND/unit | ||
| The unit production cost by full-time workers at overtime | K VND/unit | ||
| The labor cost of fulltime worker | K VND/man-period | ||
| The labor cost of temporary worker | K VND/man-period | ||
| The labor cost of fulltime worker at overtime | K VND/man-period | ||
| The unit inventory cost to hold a product at the end of each period | K VND/unit | ||
| The unit backorder cost for a product at the end of each period | K VND/unit | ||
| The hiring cost for one full-time worker | K VND/man | ||
| The firing cost for one full-time worker | K VND/man | ||
| 2 | Maximum inventory capacity in factory j at period t | Units | |
| Maximum backorder in of product i at period t | Units | ||
| Minimum workforce level of full-time worker available in factory j in each period | Man | ||
| Maximum work-force level of full-time worker available in factory j in each period | Man | ||
| The temporary worker time limit in factory j at period t | Hour | ||
| The machine time capacity in factory j at period t | Machine-hour | ||
| 3 | Minimum known demand of product i at period t | Units | |
| Most-likely demand of product i at period t | Units | ||
| Maximum forecasted demand of product i at period t | Units | ||
| Standard deviation of minimum known demand standard deviation of product i | Units | ||
| Standard deviation of most-likely demand of product i | Units | ||
| Standard deviation of maximum forecasted demand of product i | Units | ||
| The probability of forecasted maximum demand | % | ||
| The probability of most-likely demand | % | ||
| The probability of minimum known demand | % | ||
| 4 | The processing time for product i by full-time workers | Hour/unit | |
| The processing time for product i by temporary workers | Hour/unit | ||
| The machine time for product i operated by full-time workers | Machine-hour/unit | ||
| The machine time for product i operated by temporary workers | Machine-hour/unit | ||
| 5 | The working hour of full-time workers in factory j in each period | Hour/man-period | |
| The fraction of workforce allowable for variation in each period | % | ||
| The fraction of overtime hours in factory j used in each period | % | ||
| The production batch size of product i | Units/batch | ||
| CO2 Emission factor of factory j | tCO2/mwh | ||
| Specific electricity use for production | mwh/unit | ||
| z | The inverse distribution function of a standard normal distribution with cumulative probability | ||
| β | The proportion of demand met from stock (service level Type II) | % | |
| The aspiration level of objective function k | |||
| The weight of objective function k |
| Decision Variable | Type | Description | Unit |
|---|---|---|---|
| Integer | The quantity of product i sold at period t | Units | |
| Integer | The quantity of product i manufactured from factory j by full-time worker at regular time at period t | Batch | |
| Integer | The quantity of product i manufactured from factory j by temporary worker in regular time at period t | Batch | |
| Integer | The quantity of product i manufactured from factory j by full-time worker in overtime at period t | Batch | |
| Integer | The number of fulltime workers required in factory j at period t | Man | |
| Integer | The number of fulltime workers hired in factory j at period t | Man | |
| Integer | The number of fulltime workers laid-off in factory j at period t | Man | |
| Float | The overtime of fulltime workers in factory j at period t | Hour | |
| Float | The labor time of temporary workers in factory j at period t | Hour | |
| Float | The machine using time in factory j at period t | Hour | |
| Integer | The inventory of product i in factory j at the end of period t | Batch | |
| Integer | The backorder of product i in factory j at the end of period t | Batch | |
| Binary | |||
| Binary | |||
| Integer/float | The deviation variable of overachievement of the goal | ||
| float | The deviation variable of underachievement of the goal | ||
| ω | Float | The maximal deviation from amongst the goals |
| Facility | VN-1 | VN-2 | KH |
|---|---|---|---|
| Workforce change rate (%) | 20% | 20% | 30% |
| Initial workforce (man) | 150 | 70 | 100 |
| Minimum workforce level (man) | 150 | 50 | 100 |
| Maximum workforce (man) | 200 | 100 | 150 |
| Overtime limit (%) | 20% | 20% | 40% |
| Maximum inventory level (unit/period) | 20,000 | 15,000 | 20,000 |
| Machine capacity (hour) | 62,400 | 49,920 | 62,400 |
| Constraints | Decision Variables | Non-Zero Coefficients | ||
|---|---|---|---|---|
| Binary | Integer | Float | ||
| 880 | 72 | 358 | 47 | 5225 |
| Objective Function Value | Maximize Profit | Minimize Emission | Minimize Workforce Changing | Minimize Backorder | Maximize Machine Operation Time | Maximize Customer Satisfaction Level |
|---|---|---|---|---|---|---|
| Profit (mil. VND) | 516,838 | 88,107 | 138,952 | 48,253 | 245,826 | 391,505 |
| Emission (tCO2) | 65.06 | 19.59 | 43.17 | 49.38 | 89.54 | 83.44 |
| Workforce changing (man) | 132 | 94 | 0 | 198 | 130 | 130 |
| Backorder (Unit) | 11,550 | 14,000 | 7000 | 0 | 10,900 | 11,950 |
| Machine operation time (hour) | 473,753 | 230,519 | 277,133 | 294,848 | 609,647 | 572,256 |
| Customer satisfaction level (%) | 74.45 | 36.40 | 44.14 | 45.28 | 85.97 | 88.42 |
| CPU time (second) | 2.97 | 2.51 | 2.37 | 2.36 | 4.10 | 28.89 |
| No. of Iterations | 13,203 | 2679 | 123 | 113 | 34,650 | 2,187,084 |
| Objective Function | Goal Value (Gk) | Weight (WEk) |
|---|---|---|
| Maximize profit | 516,838 | 105 |
| Minimize emission | 19.59 | 104 |
| Minimize workforce changing | 0 | 103 |
| Minimize backorder | 0 | 102 |
| Maximize machine operation time | 609,647 | 101 |
| Maximize customer satisfaction level | 88.42 | 100 |
| Objective Function Value | CP | CGP | Improvement |
|---|---|---|---|
| Profit (mil. VND) | 363,093 | 439,417 | 21.02% |
| Emission (tCO2) | 77.86 | 48.93 | 37.16% |
| Workforce changing (man) | 130 | 90 | 30.77% |
| Backorder (Unit) | 9250 | 7100 | 23.24% |
| Machine operation time (hour) | 591,511 | 394,361 | −33.33% |
| Customer satisfaction level (%) | 86.84% | 62.26% | −28.30% |
| Distribution | Minimum Demand Probability Prmin | Most-Likely Demand Probability Prmost | Maximum Demand Probability Prmax |
|---|---|---|---|
| Program evaluation and review technique (PERT) distribution | 1/6 | 4/6 | 1/6 |
| Triangular distribution | 1/3 | 1/3 | 1/3 |
| Scenario | Demand Probability Distribution | Objective Function Weight | |||||
|---|---|---|---|---|---|---|---|
| Maximize Profit | Minimize Emission | Minimize Workforce Changing | Minimize Backorder | Maximize Machine Operation Time | Maximize Customer Satisfaction Level | ||
| S-Base | PERT | 100,000 | 10,000 | 1000 | 100 | 10 | 1 |
| S-1 | 100,000 | 10,000 | 1 | 10 | 100 | 1000 | |
| S-2 | 10,000 | 1000 | 1 | 10 | 100 | 100,000 | |
| S-3 | 10,000 | 100 | 100,000 | 1000 | 1 | 10 | |
| S-4 | 10,000 | 100,000 | 10 | 1 | 100 | 1000 | |
| S-5 | 1000 | 100 | 10 | 1 | 100,000 | 10,000 | |
| S-6 | 100 | 10,000 | 10 | 100,000 | 1000 | 1 | |
| S-7 | Triangular | 100,000 | 10,000 | 1000 | 100 | 10 | 1 |
| S-8 | 100,000 | 10,000 | 1 | 10 | 100 | 1000 | |
| S-9 | 10,000 | 1000 | 1 | 10 | 100 | 100,000 | |
| S-10 | 10,000 | 100 | 100,000 | 1000 | 1 | 10 | |
| S-11 | 10,000 | 100,000 | 10 | 1 | 100 | 1000 | |
| S-12 | 1000 | 100 | 10 | 1 | 100,000 | 10,000 | |
| S-13 | 100 | 10,000 | 10 | 100,000 | 1000 | 1 | |
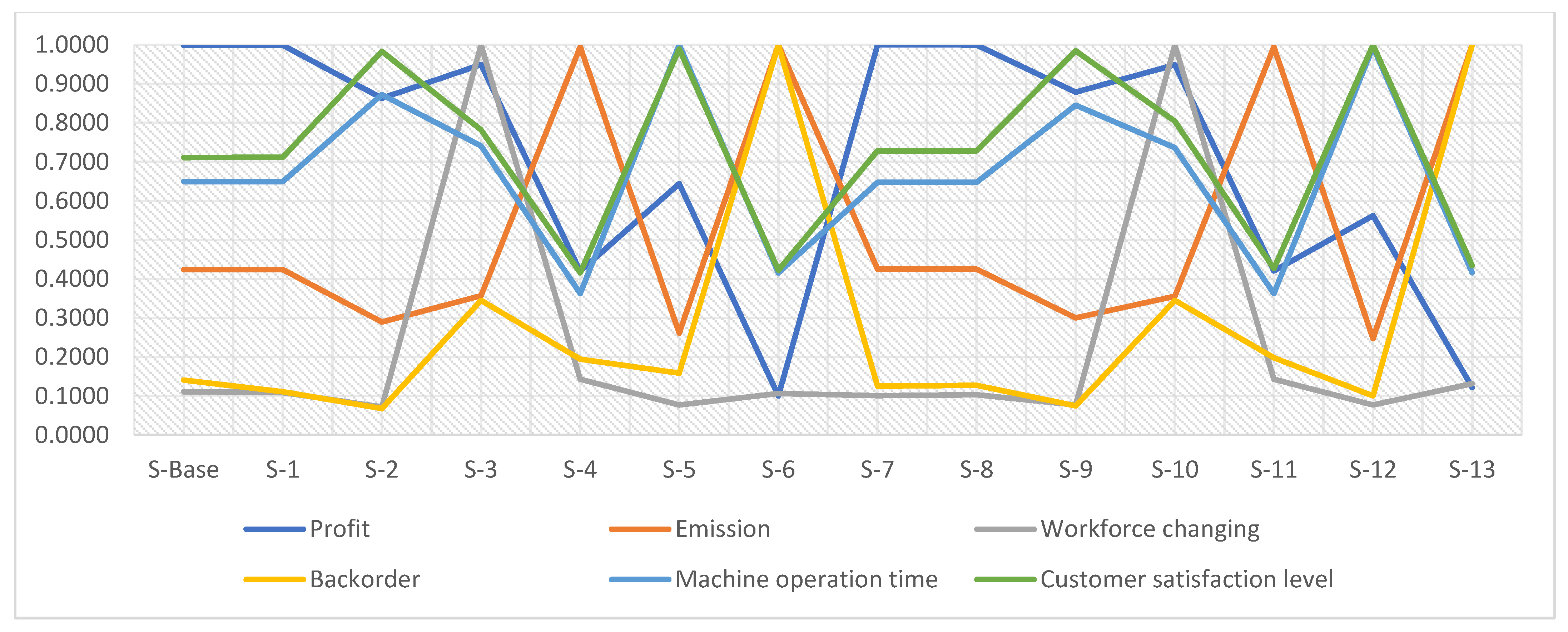
| Scenario | Profit (mil. VND) | Emission (tCO2) | Workforce Changing (man) | Backorder (Unit) | Machine Operation Time (hour) | Customer Satisfaction Level (%) |
|---|---|---|---|---|---|---|
| CP | 363,093 | 77.8580 | 130 | 9250 | 591,511 | 86.84% |
| S-Base | 439,417 | 48.9308 | 90 | 7100 | 394,361 | 62.26% |
| S-1 | 439,424 | 48.9305 | 92 | 9000 | 394,236 | 62.32% |
| S-2 | 379,722 | 71.5603 | 139 | 14,750 | 529,425 | 86.08% |
| S-3 | 417,553 | 58.0736 | 10 | 2900 | 449,700 | 68.46% |
| S-4 | 184,562 | 20.8473 | 70 | 5150 | 220,108 | 36.40% |
| S-5 | 283,317 | 79.3844 | 130 | 6300 | 606,894 | 86.60% |
| S-6 | 44,177 | 20.7368 | 94 | 1000 | 252,366 | 36.98% |
| S-7 | 439,889 | 48.7600 | 99 | 8000 | 392,809 | 63.77% |
| S-8 | 439,880 | 48.7576 | 97 | 7850 | 392,883 | 63.78% |
| S-9 | 386,575 | 69.1318 | 130 | 13,400 | 513,127 | 86.18% |
| S-10 | 417,350 | 58.2894 | 10 | 2900 | 446,747 | 70.40% |
| S-11 | 185,070 | 20.8426 | 70 | 5050 | 219,941 | 37.34% |
| S-12 | 247,333 | 83.9829 | 130 | 9950 | 603,766 | 87.53% |
| S-13 | 53,648 | 20.7344 | 76 | 1000 | 252,522 | 38.03% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, C.-N.; Nhieu, N.-L.; Tran, T.T.T. Stochastic Chebyshev Goal Programming Mixed Integer Linear Model for Sustainable Global Production Planning. Mathematics 2021, 9, 483. https://doi.org/10.3390/math9050483
Wang C-N, Nhieu N-L, Tran TTT. Stochastic Chebyshev Goal Programming Mixed Integer Linear Model for Sustainable Global Production Planning. Mathematics. 2021; 9(5):483. https://doi.org/10.3390/math9050483
Chicago/Turabian StyleWang, Chia-Nan, Nhat-Luong Nhieu, and Trang Thi Thu Tran. 2021. "Stochastic Chebyshev Goal Programming Mixed Integer Linear Model for Sustainable Global Production Planning" Mathematics 9, no. 5: 483. https://doi.org/10.3390/math9050483
APA StyleWang, C. -N., Nhieu, N. -L., & Tran, T. T. T. (2021). Stochastic Chebyshev Goal Programming Mixed Integer Linear Model for Sustainable Global Production Planning. Mathematics, 9(5), 483. https://doi.org/10.3390/math9050483