
Deionized Water Electrochemical Machining Hybridized with Alumina Powder Polishing for Microcavity of M-333 Mold Steel



Abstract
:1. Introduction
2. Setup for ECM Milling with Deionized Water
2.1. Principle of ECDM with Deionized Water
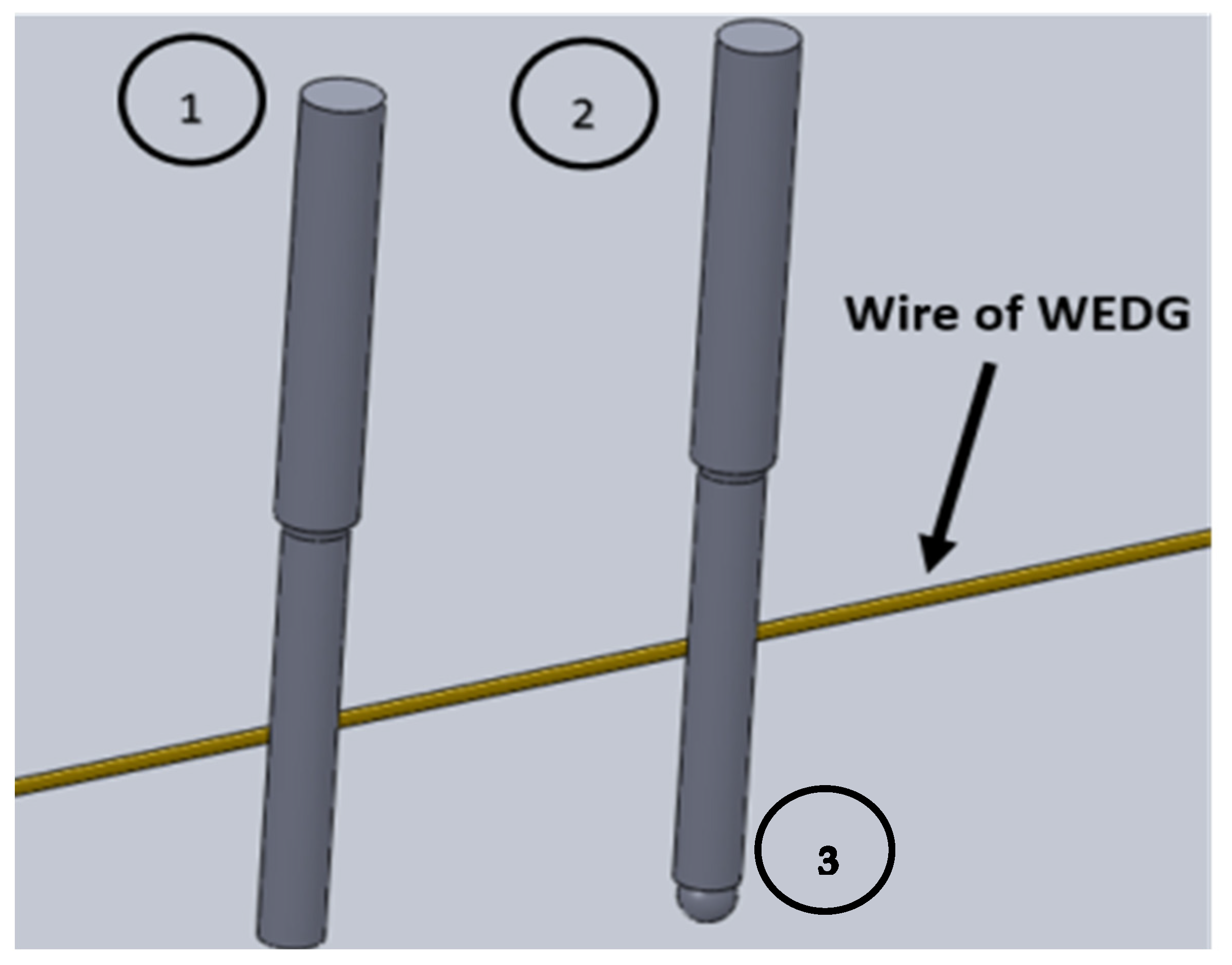
2.2. Preparation of Micro tool Electrode
2.3. Design of Tooltip on Consideration of Electric Field
2.4. Experimental Setup
3. ECM Fabrication of Microcavity
3.1. Operation Conditions Investigation for ECM
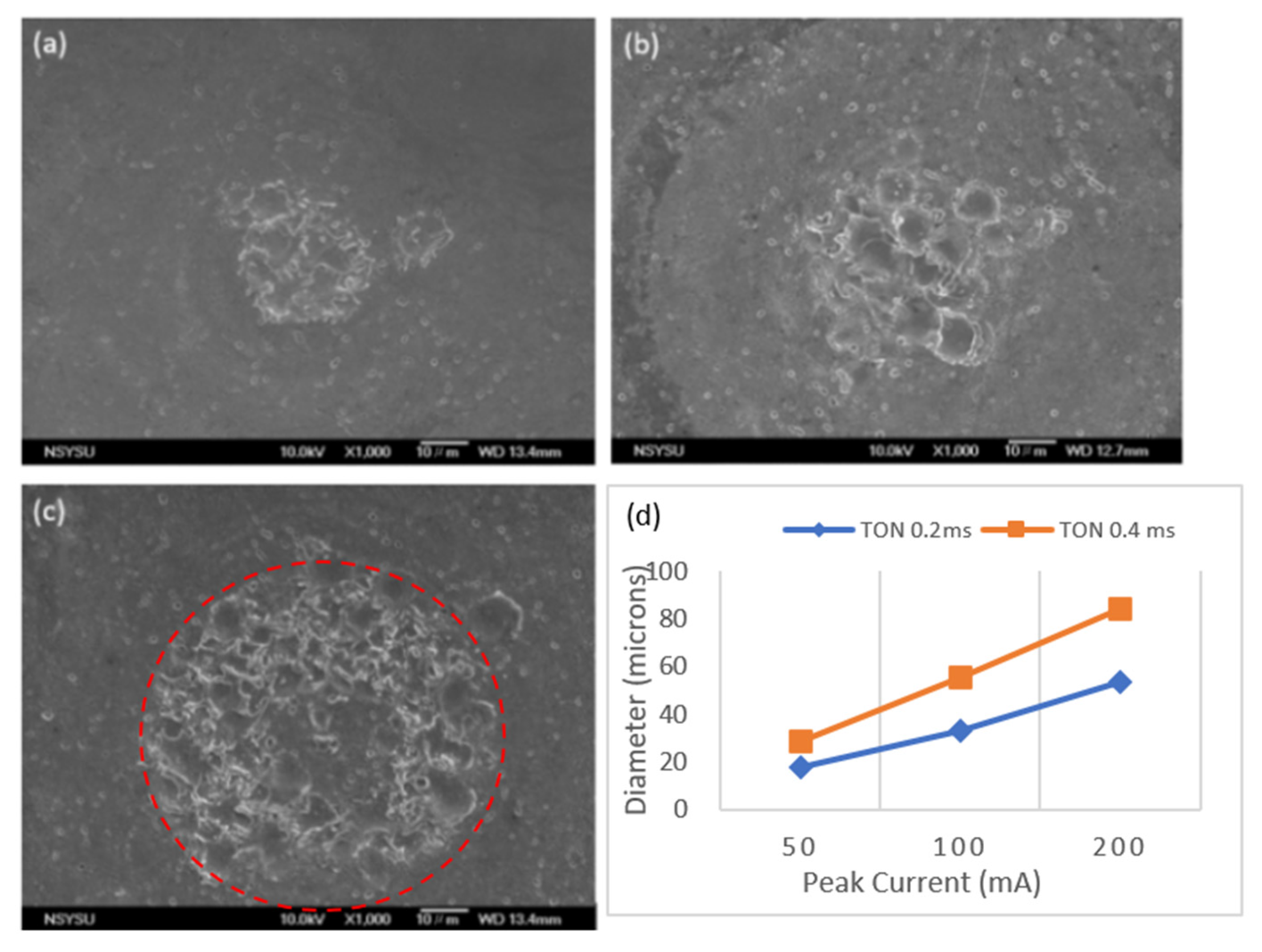
3.1.1. Effect of Peak Current on the ECM Performance
3.1.2. Effect of Pulse On-Time on the ECM Performance
3.1.3. Effect of Feed Rate on the ECM Performance
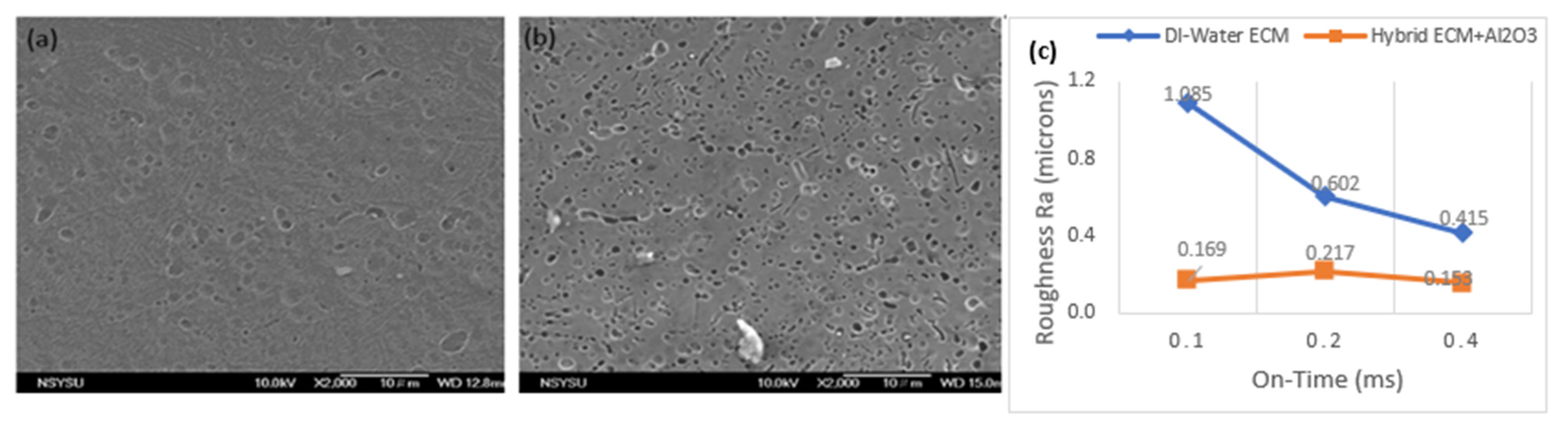
3.2. Hybrid ECM Polishing with Alumina Abrasives
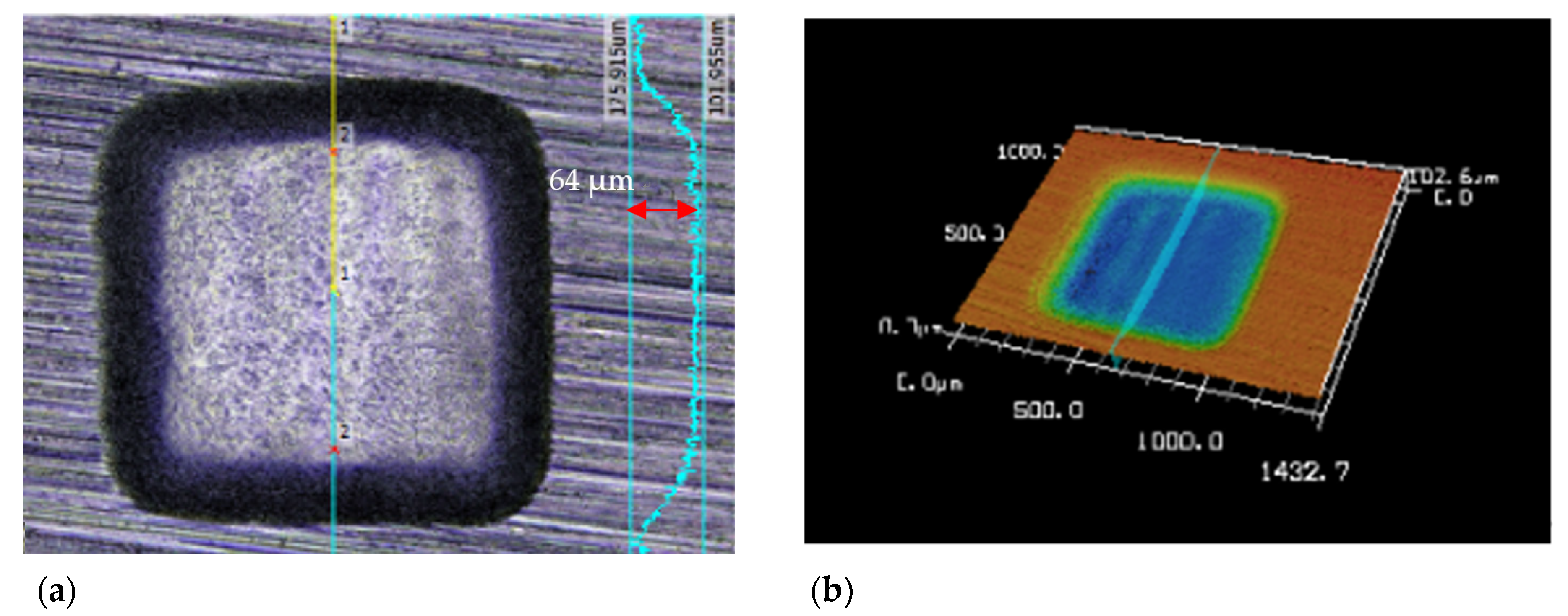
4. ECM Micromilling
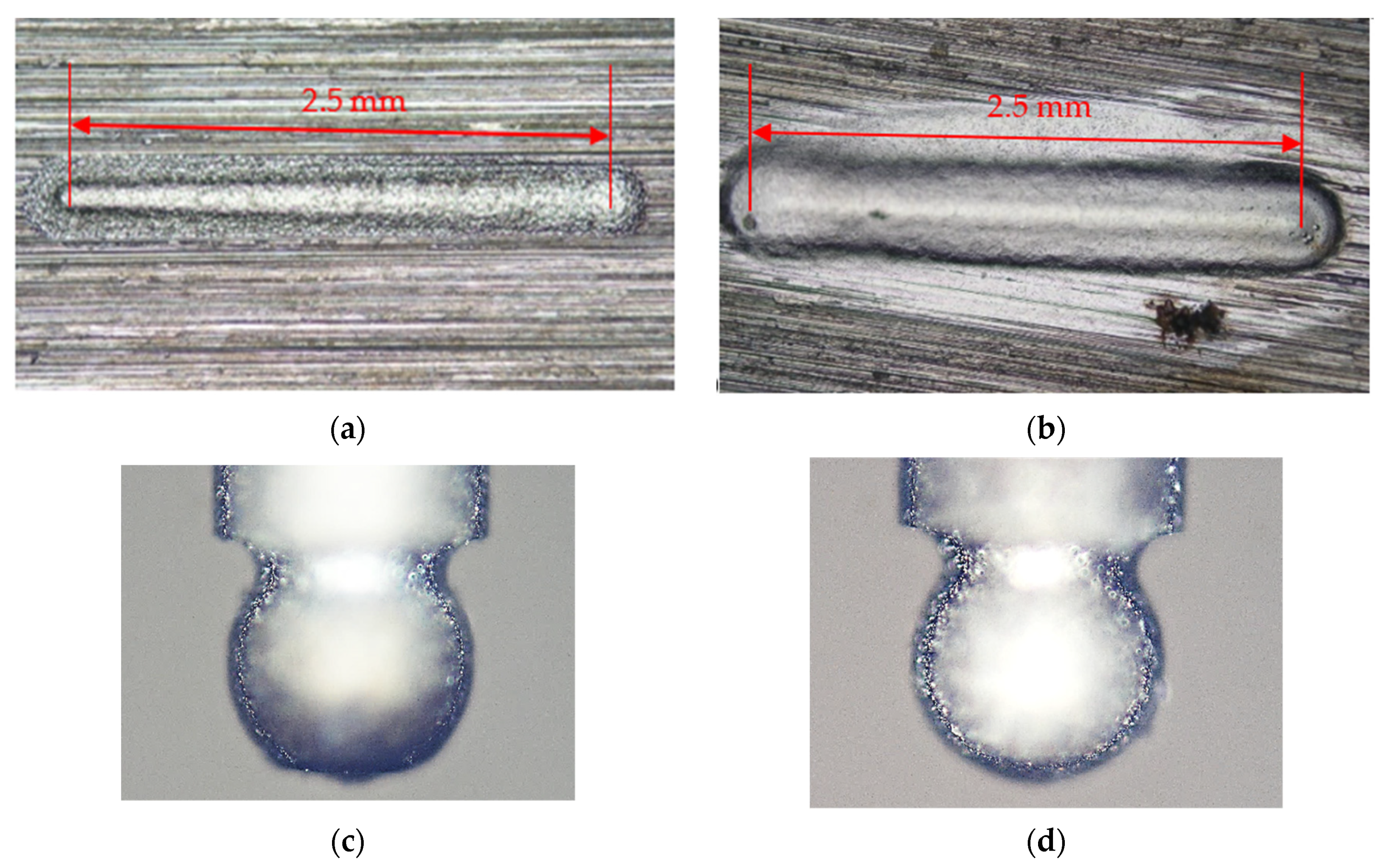
4.1. Slot Milling with Deionized Water
4.2. Deep ECM Milling with Deionized Water
5. Conclusions
- The Wire Electrical Discharge Grinding system associated with a single micro-EDM machine tool with its DC pulse waveform is feasible to perform the micro tooltip preparation and the ECM experiments through retrofitting.
- Experiments reveal that employing 500 rpm revolution, feed rate at 30 µm/min, 50 mA of peak current, 0.2 ms of on-time, and 0.8 ms of off-time results in the good ECM drilling profile and surface roughness of Ra 1.8 µm at one-step. Moreover, ECM hybrid alumina abrasives polishing can achieve a much better profile with Ra 0.169 µm, although it results in many micro-pits due to electrical erosion.
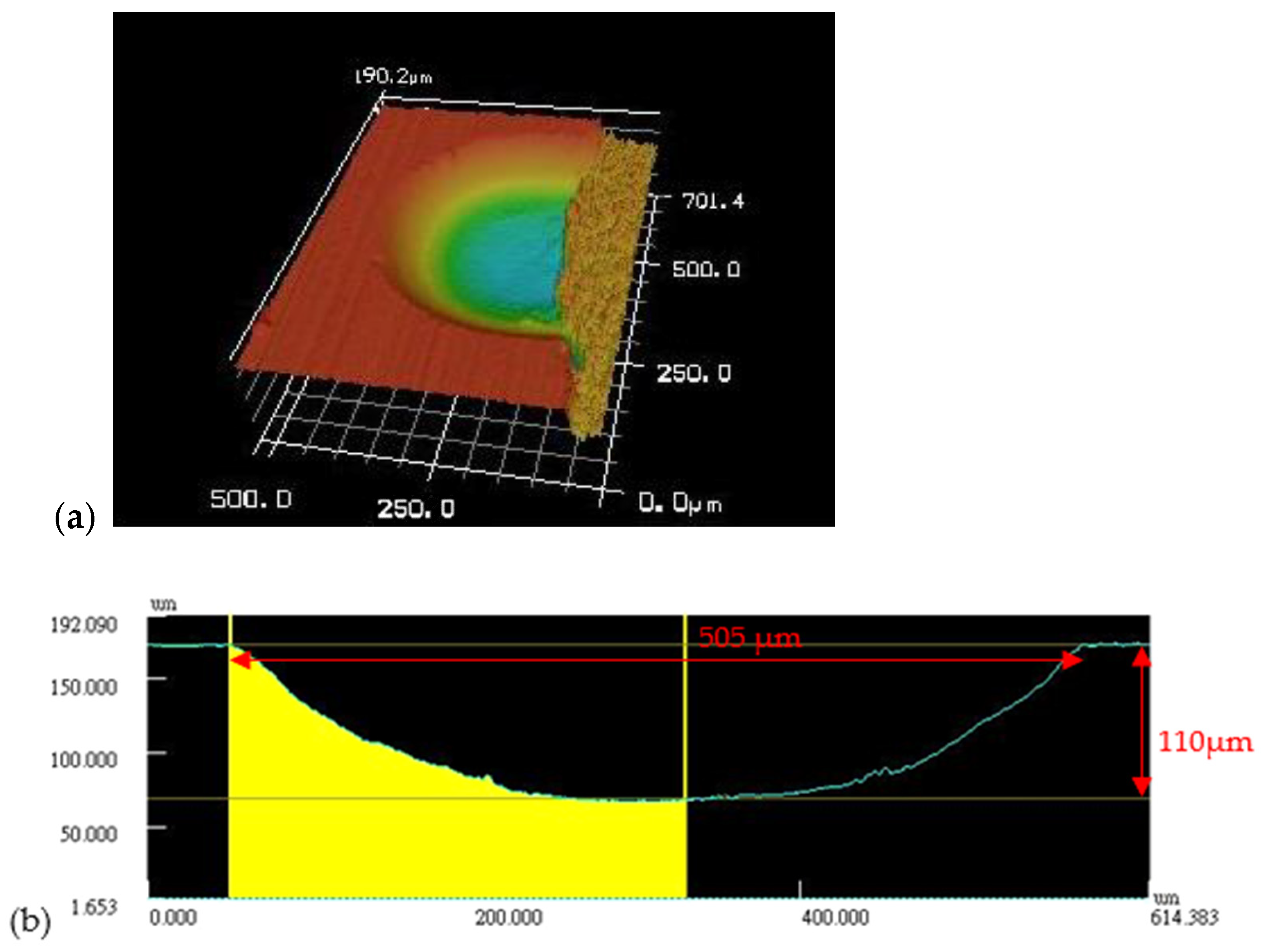
- ECM milling with DI-water achieves a square insert of 0.6 × 0.6 mm2 at 64 μm depth with an integrated surface. A typical deep slot with 1.0 × 0.5 mm2 with a target depth of 100 μm is achieved with Ra 0.227 μm, although there is a depth expansion to 110 μm through 10 layers of milling. Two layers of the ECM milling can also achieve the S-shaped microchannels with 1.0 to 2.0 mm diameters.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Minh, D.N.; Mustafizur, R.; Yoke, S.W. Transitions of micro-EDM/SEDCM/micro-ECM milling in low-resistivity deionized water. Int. J. Mach. Tools Manuf. 2013, 69, 48–56. [Google Scholar]
- Li, Y.; Zheng, Y.; Yang, G.; Peng, L. Localized electrochemical micro machining with gap control. Sens. Actuators A 2003, 108, 144–148. [Google Scholar]
- Se, H.; Choi, B.H.K.; Hong, S.S.; Do, S.C.; Chong, N.C. Analysis of the electrochemical behaviors of WC–Co alloy for micro ECM. J. Mater. Proc. Technol. 2012, 213, 621–630. [Google Scholar]
- Yan, B.H.; Chen, S.L. Characteristics of SKD11 by complex process of electrical discharge machining using liquid suspended with alumina powder. J. Jpn. Inst. Met. 1994, 58–59, 1067–1072. [Google Scholar] [CrossRef] [Green Version]
- Furutani, K.; Saneto, A.; Takezawa, H.; Mohri, N.; Miyake, H. Accretion of titanium carbide by electrical discharge machining with powder suspended in working fluid. Precis. Eng. J. Int. Soc. Prec. Eng. Nano Technol. 2001, 25, 138–144. [Google Scholar] [CrossRef]
- Chun-Chieh, H. The Al2O3 Particles Electrophoretic Deposition Is Used To Finish Edmed Surface. Master’s Thesis, Department of Mech. Eng. at National Central University, Taoyuan, Taiwan, 2004. [Google Scholar]
- Kumar, N.; Mandal, N.; Das, A.K. Micro-machining through electrochemical discharge processes: A review. Mater. Manuf. Proc. 2020, 35, 363–404. [Google Scholar] [CrossRef]
- Huaiqian, B.; Jiawen, X.; Ying, L. Aviation-oriented Micromachining Technology-Micro-ECM in Pure Water. Chin. J. Aeronaut. 2008, 21, 455–461. [Google Scholar] [CrossRef] [Green Version]
- Ivanov, A.; Leese, R.; Spieser, A. Micro-Electrochemical Machining. Micromanufacturing Engineering and Technology, 2nd ed.; William Andrew: Waltham, MA, USA, 2015; pp. 121–145. [Google Scholar]
- Kumar, K.; Saxena; Qiana, J.; Reynaerts, D. A review on process capabilities of electrochemical micromachining and its hybrid variants. Int. J. Mach. Tools Manuf. 2018, 127, 28–56. [Google Scholar]
- Yehia, H.M.; Hakim, M.; El-Assal, A. Effect of the Al2O3 powder addition on the metal removal rate and the surface roughness of the electrochemical grinding machining. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2020, 234, 1538–1548. [Google Scholar] [CrossRef]
- Wüthrich, R.; Hof, L.A.; Lal, A.; Fujisaki, K.; Bleuler, H.; Mandin, P.; Picard, G. Physical principles and miniaturization of spark assisted chemical engraving (SACE). J. Micromecha. Microeng. 2005, 15, S268–S275. [Google Scholar] [CrossRef]
- Sandip, S.; Bhattacharyya, B. Experimental investigation into micromilling of microgrooves on titanium by electrochemical micromachining. J. Manuf. Proc. 2017, 28, 286–294. [Google Scholar]
- Mullya, S.A.; Karthikeyan, G.; Ganachari, V.S. Electric discharge milling: A state-of-the-art review. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 424. [Google Scholar] [CrossRef]
- Nguyen, M.D.; Rahman, M.; Wong, Y.S. Simultaneous micro-EDM and micro-ECM in low-resistivity deionized water. Int. J. Mach. Tools Manuf. 2012, 54, 55–65. [Google Scholar] [CrossRef]
- Nguyen, M.D.; Rahman, M.; Wong, Y.S. Modeling of the radial gap formed by material dissolution in simultaneous micro-EDM and micro-ECM drilling using deionized water. Int. J. Mach. Tools Manuf. 2013, 95, 48–56. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feed Rate (µm/min) | 20 | 30 | 40 | |
| Spindle Revolution (rpm) | 500 | |||
| Target Depth (mm) | 0.02 | |||
| C-Code | TON (ms) | TOFF (ms) | Current (mA) | Voltage (V) |
| C1 | 0.1 | 0.8 | 50 | 30 |
| C2 | 0.2 | 0.8 | 50 | 30 |
| C3 | 0.4 | 0.8 | 50 | 30 |
| C5 | 0.3 | 0.8 | 100 | 30 |
| C7 | 0.2 | 0.8 | 200 | 30 |
| Peak Current (mA) | 100 | ||
| Rotation speed (rpm) | 500 | ||
| Concentration (g/L) | 5 | 15 | 25 |
| Time (min) | 5 | 7 | 10 |
| Electrolyte | DI-Water | DI Water + Alumina |
|---|---|---|
| Peak current (mA) | 50 | 50 |
| TON On-time (ms) | 0.1, 0.2, 0.4 | 0.1, 0.2, 0.4 |
| TOFF Off-time (ms) | 0.8 | 0.8 |
| Gap voltage(V) | 35 | 35 |
| Spindle speed(rpm) | 500 | 500 |
| Tool polarity | (-) | (-) |
| Feed rate (µm/min) | 30 | 30 |
| C-Code | C2 | |||
| Rotation speed (rpm) | 500 | |||
| Feed rate (μm/min) | 10 | 30 | 60 | |
| Depth (mm/layer) | 0.01 | |||
| Slot length (mm) | 0.5 | |||
| Code | TON (m) | TOFF (m) | Current (mA) | Voltage (V) |
| C2: | 0.2 | 0.8 | 50 | 30 |
| Peak current (mA) | 50 | 100 | 200 |
| Roughness Ra (μm) | 0.188 | 0.273 | 0.337 |
| Feed rate (μm/min) | 10 | 30 | 60 |
| Roughness Ra (μm) | 0.151 | 0.132 | 0.210 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hsue, A.W.-J.; Huang, Z.-Y. Deionized Water Electrochemical Machining Hybridized with Alumina Powder Polishing for Microcavity of M-333 Mold Steel. Processes 2022, 10, 152. https://doi.org/10.3390/pr10010152
Hsue AW-J, Huang Z-Y. Deionized Water Electrochemical Machining Hybridized with Alumina Powder Polishing for Microcavity of M-333 Mold Steel. Processes. 2022; 10(1):152. https://doi.org/10.3390/pr10010152
Chicago/Turabian StyleHsue, Albert Wen-Jeng, and Zih-Yuan Huang. 2022. "Deionized Water Electrochemical Machining Hybridized with Alumina Powder Polishing for Microcavity of M-333 Mold Steel" Processes 10, no. 1: 152. https://doi.org/10.3390/pr10010152
APA StyleHsue, A. W.-J., & Huang, Z.-Y. (2022). Deionized Water Electrochemical Machining Hybridized with Alumina Powder Polishing for Microcavity of M-333 Mold Steel. Processes, 10(1), 152. https://doi.org/10.3390/pr10010152