
Food Powder Flow in Extrusion: Role of Particle Size and Composition


Abstract
:1. Introduction
- Explore the significance of particle size on the flow functionality and energy requirements of corn, wheat, and sucrose powders.
- Explore the correlation between composition of food powders and their flow behavior patterns in the extruder.
2. Materials and Methods
2.1. Materials
2.2. Particle Size Measurement
2.3. Flow Properties
2.3.1. Dynamic Flow Properties of Food Powders
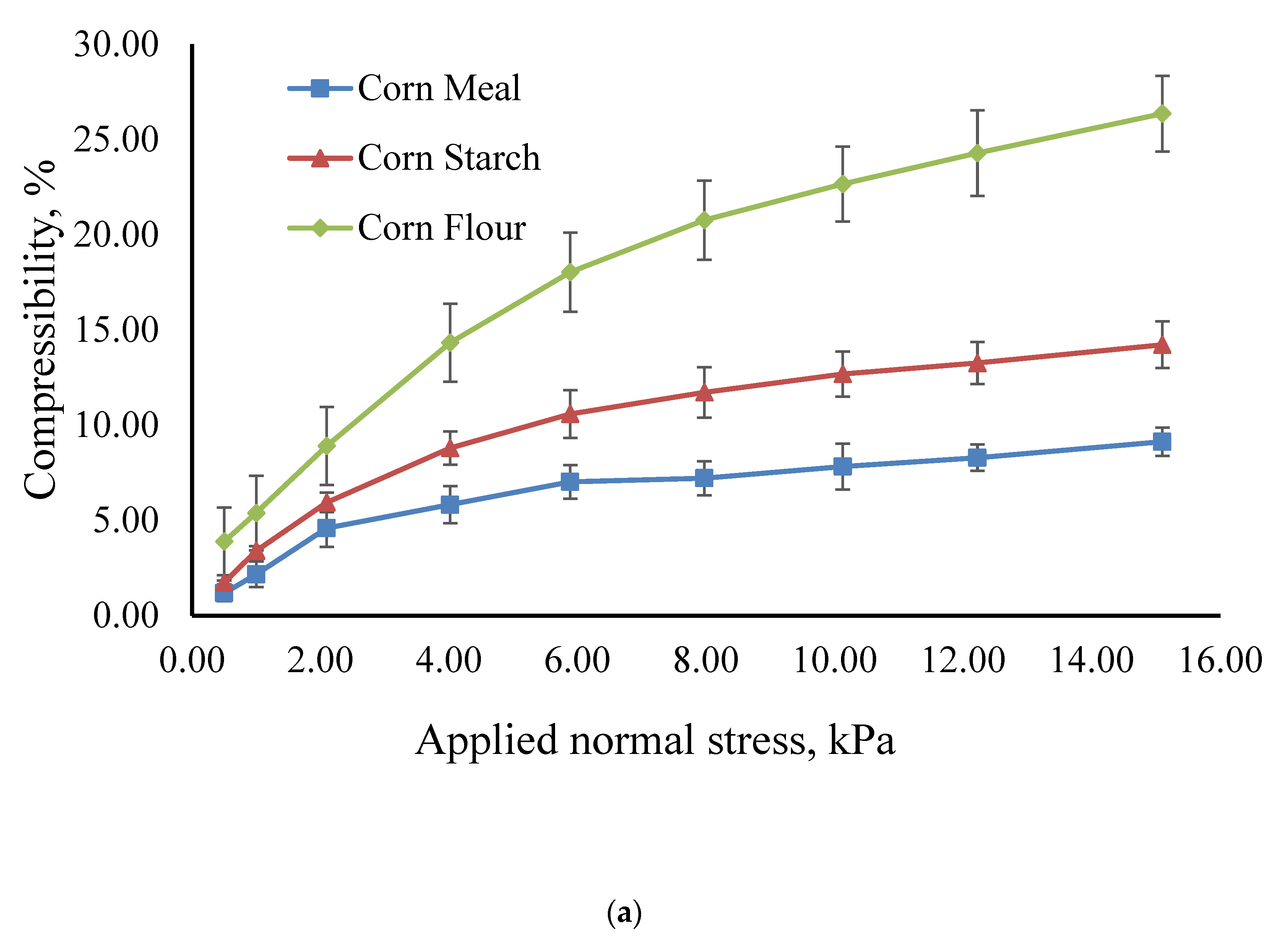
2.3.2. Compressibility
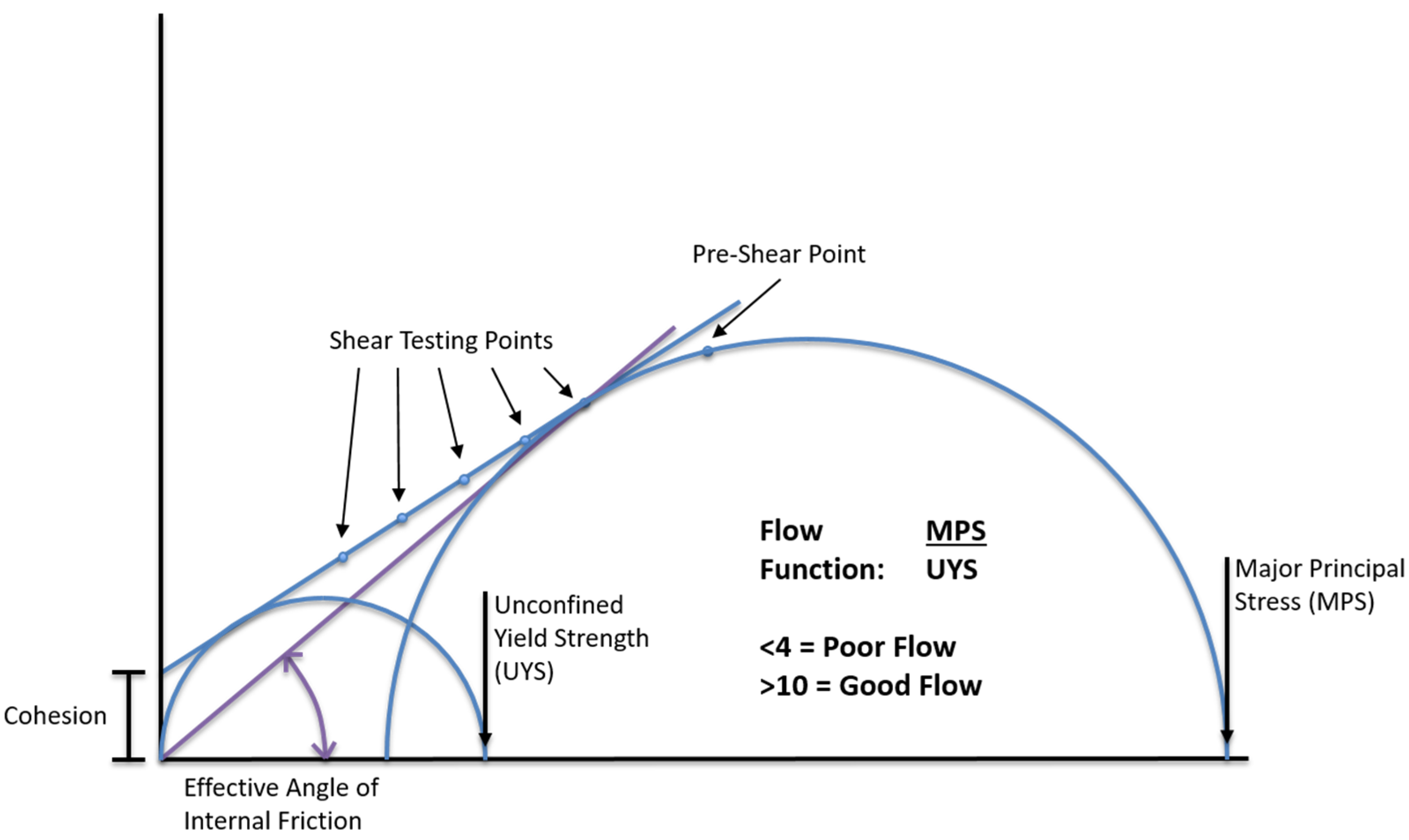
2.3.3. Shear Flow Properties of Food Powders
2.3.4. Wall Friction
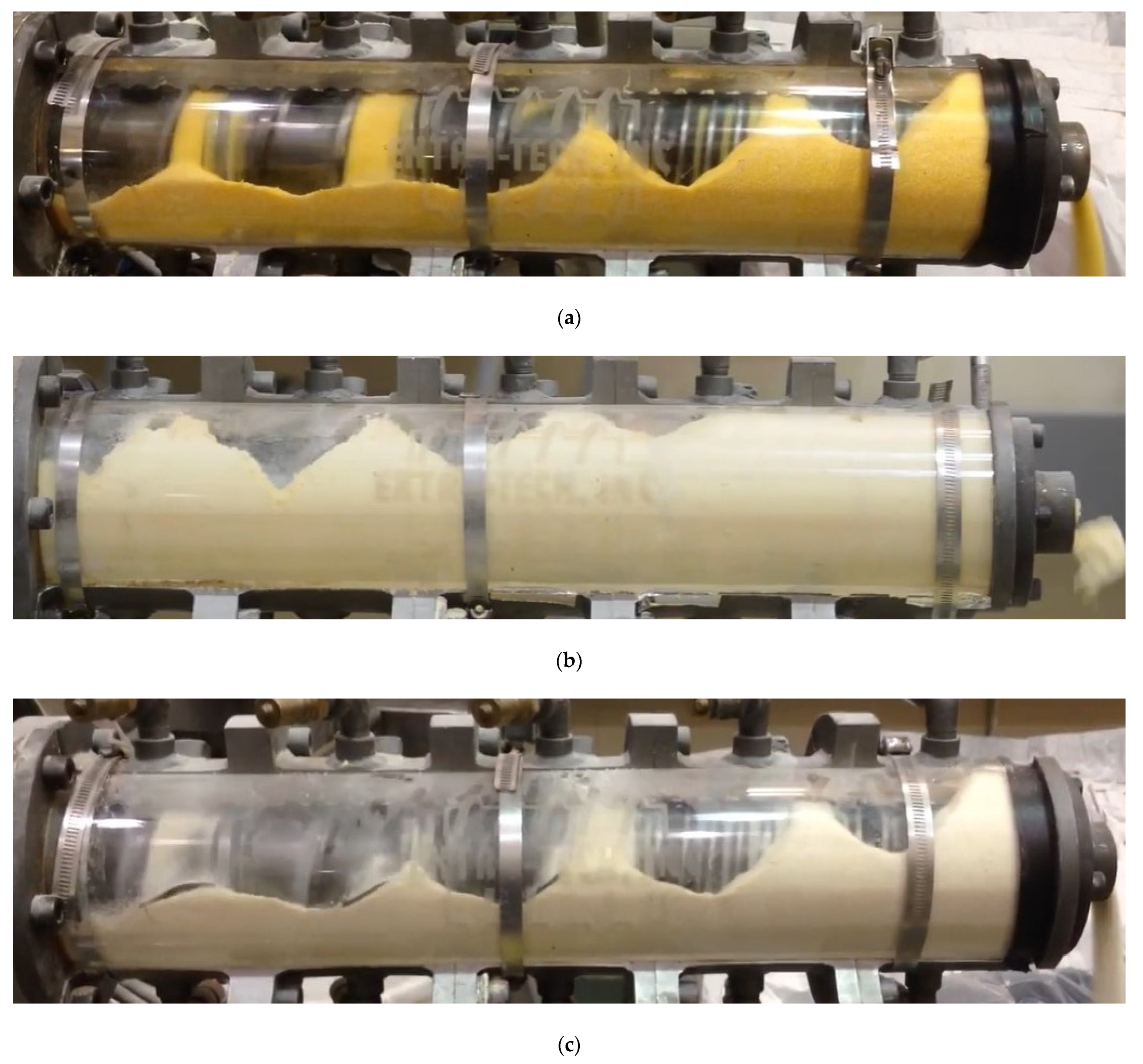
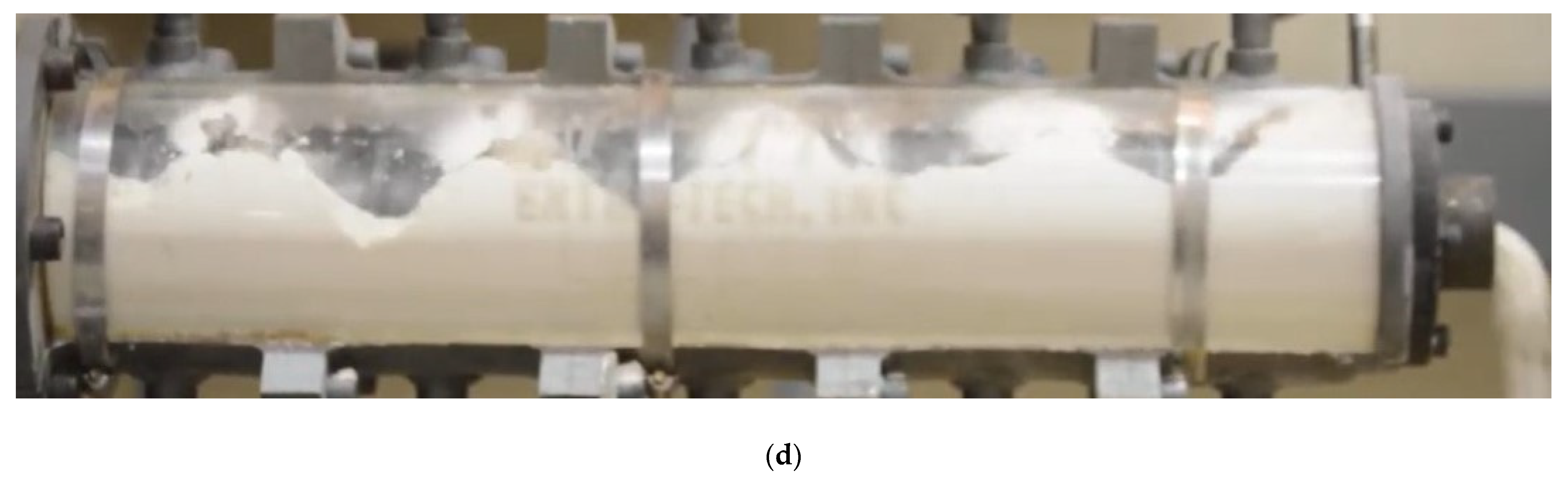
2.4. Extrusion Visualization
2.5. Data Analysis
3. Results and Discussion
3.1. Particle Size
3.2. Moisture Content
3.3. Dynamic Flow Properties
3.4. Shear Flow Properties
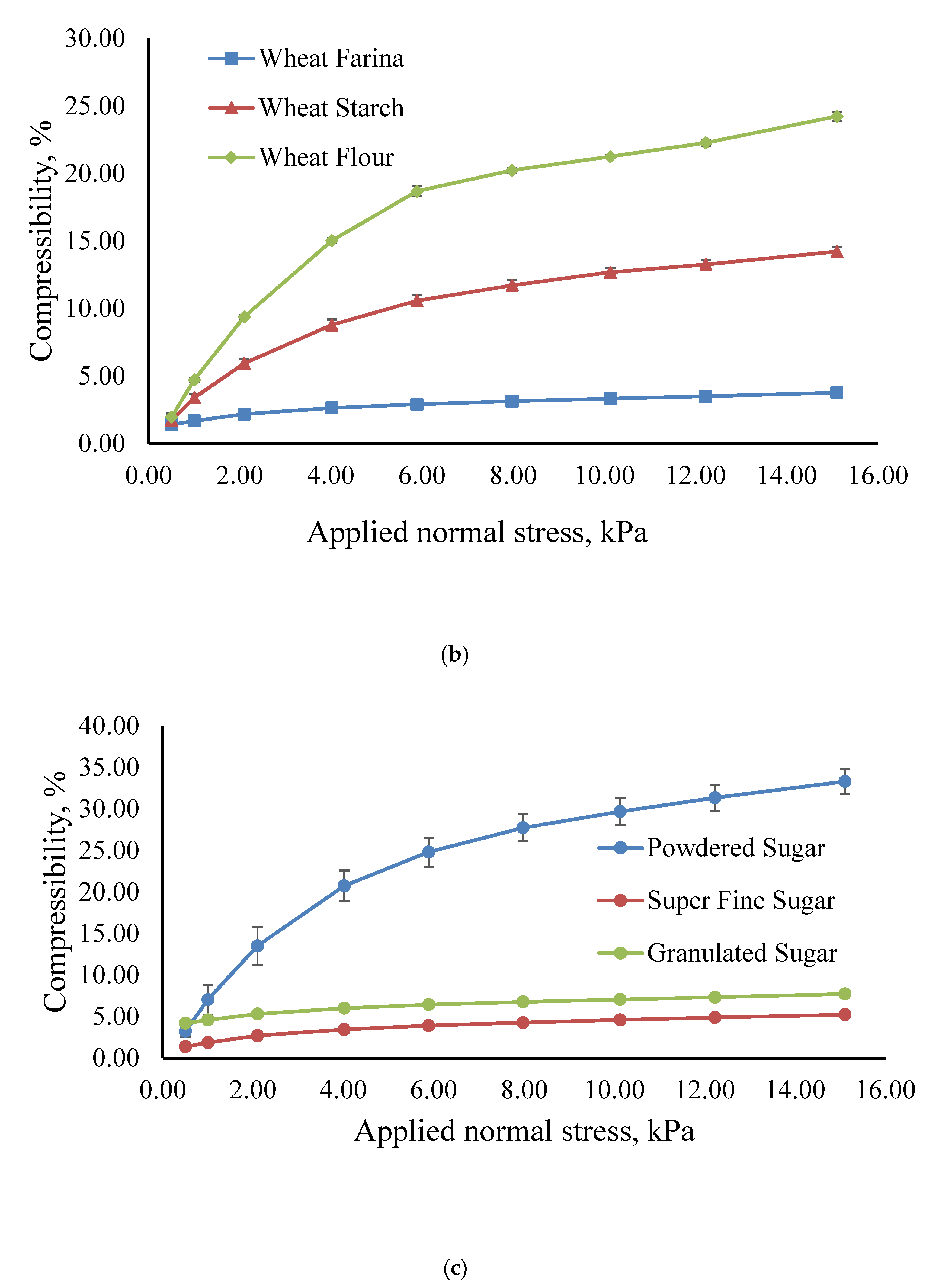
3.5. Compressibility
3.6. Wall Friction Angle (WFA)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Freeman, R.E. The Flowability of Powder-an Empirical Approach. In Powder to Bulk/International Conference on Powder and Bulk Solids Handling International Conference on Powder and Bulk Solids Handling; Wiley: New York, NY, USA, 2000; pp. 545–556. [Google Scholar]
- Alavi, S.; Ambrose, R.P.K. Particulate Flow and Agglomeration in Food Extrusion. In Production, Handling and Characterization of Particulate Materials; Springer: Cham, Germany, 2016; pp. 257–289. [Google Scholar]
- Yamane, K.; Nakagawa, M.; Altobelli, S.A.; Tanaka, T.; Tsuji, Y. Steady Particulate Flows in a Horizontal Rotating Cylinder. Phys. Fluids. 1998, 10, 1419–1427. [Google Scholar] [CrossRef]
- Dury, C.M.; Ristow, G.H.; Moss, J.L.; Nakagawa, M. Boundary Effects on the Angle of Repose in Rotating Cylinders. Phys. Rev. E. 1998, 57, 4491–4497. [Google Scholar] [CrossRef] [Green Version]
- Juliano, P.; Muhunthan, B.; Barbosa-Cánovas, G.V. Flow and Shear Descriptors of Preconsolidated Food Powders. J. Food Eng. 2006, 72, 157–166. [Google Scholar] [CrossRef]
- Fitzpatrick, J.J.; Barringer, S.A.; Iqbal, T. Flow Property Measurement of Food Powders and Sensitivity of Jenike’s Hopper Design Methodology to the Measured Values. J. Food Eng. 2004, 61, 399–405. [Google Scholar] [CrossRef]
- AOAC International. Official Methods of Analysis, 17th ed.; AOAC International: Gaithersburg, MD, USA, 2006. [Google Scholar]
- ASABE Standards. S3194.4: Method of Determining and Expressing Fineness of Feed Materials by Sieving; ASABE Standards: St. Joseph, MI, USA, 2008. [Google Scholar]
- Jenike, A.W. Gravity Flow of Bulk Solids; Bulletin No. 108; The University of Utah: Salt Lake City, UT, USA, 1961. [Google Scholar]
- Thomas, J.; Schubert, H. Particle Characterization. Proc. Partec. 1979, 79, 301–319. [Google Scholar]
- Rogé, B.; Mathlouthi, M. Caking of Sucrose Crystals: Effect of Water Content and Crystal Size. Zuckerindudtrie 2000, 125, 336–340. [Google Scholar]
- Siliveru, K.; Kwek, J.W.; Lau, G.M.L.; Ambrose, R.P.K. An Image Analysis Approach to Understand the Differences in Flour Particle Surface and Shape Characteristics. Cereal Chem. 2016, 93, 234–241. [Google Scholar] [CrossRef]
- Marston, J.O.; Li, E.Q.; Thoroddsen, S.T. Evolution of Fluid-like Granular Ejecta Generated by Sphere Impact. J. Fluid Mech. 2012, 704, 5–36. [Google Scholar] [CrossRef] [Green Version]
- Stasiak, M.; Molenda, M. Direct Shear Testing of Flowability of Food Powders. Res. Agric. Eng. 2004, 50, 6–10. [Google Scholar] [CrossRef] [Green Version]
- Peleg, M.; Mannheim, C.H.; Passy, N. Flow Properties of Some Food Powders. J. Food Sci. 1973, 38, 959–964. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Flow | Flow Function Value |
|---|---|
| Not Flowing | FF < 1 |
| Very Cohesive | 1 < FF < 2 |
| Cohesive | 2 < FF < 4 |
| Easy-Flowing | 4 < FF < 10 |
| Free-Flowing | 10 < FF |
| Sample | SBFE (mJ/g) | SE (mJ/g) | SI | FRI |
|---|---|---|---|---|
| Corn starch | 11.01 ± 0.08 A | 12.93 ± 1.19 A | 1.18 ± 0.03 A | 1.61 ± 0.04 A |
| Corn flour | 10.71 ± 0.05 B | 8.36 ± 0.09 B | 1.07 ± 0.04 B | 1.38 ± 0.01 B |
| Corn meal | 6.70 ± 0.00 C | 3.37 ± 0.10 C | 0.97 ± 0.01 B | 1.40 ± 0.02 B |
| Wheat starch | 14.24 ± 0.11 A | 8.64 ± 0.26 A | 1.07 ± 0.03 A B | 1.63 ± 0.01 A |
| Wheat flour | 7.94 ± 0.08 B | 6.50 ± 0.85 B | 1.12 ± 0.03 A | 1.21 ± 0.01 B |
| Wheat farina | 5.81 ± 0.09 C | 2.66 ± 0.01 C | 1.00 ± 0.00 B | 0.95 ± 0.01 C |
| Powdered sugar | 9.30 ± 0.12 C | 9.27 ± 0.02 B | 1.05 ± 0.02 A | 1.72 ± 0.00 A |
| Superfine sugar | 8.02 ± 0.49 B | 4.17 ± 0.49 C | 1.11 ± 0.09 A | 1.02 ± 0.02 B |
| Granulated sugar | 51.73 ± 5.05 A | 10.90 ± 0.40 A | 1.07 ± 0.03 A | 0.91 ± 0.04 C |
| Sample | Cohesion (kPa) | MPS (kPa) | UYS (kPa) | FF | AIF (°) | Φ (°) |
|---|---|---|---|---|---|---|
| Corn Starch | 0.440 ± 0.099 C | 23.20 ± 0.15 A | 1.93 ± 0.04 C | 12.03 ± 0.26 A | 34.1 ± 0.2 C | 13.1 ± 0.5 A |
| Corn Flour | 1.797 ± 0.073 A | 20.43 ± 0.09 B | 8.67 ± 0.30 A | 2.36 ± 0.07 C | 58.5 ± 0.3 A | 7.7 ± 0.2 B |
| Corn Meal | 0.843 ± 0.051 B | 19.73 ± 0.09 C | 4.02 ± 0.22 B | 4.94 ± 0.27 B | 49.0 ± 0.1 B | 5.8 ± 0.1 C |
| Wheat Starch | 0.468 ± 0.048 B | 16.93 ± 0.09 C | 1.82 ± 0.10 B | 9.36 ± 0.53 B | 38.2 ± 0.2 B | 17.6 ± 0.2 A |
| Wheat Flour | 1.647 ± 0.078 A | 24.70 ± 0.15 B | 7.53 ± 0.32 A | 3.29 ± 0.13 C | 49.9 ± 0.5 A | 4.2 ± 0.3 C |
| Wheat Farina | 0.395 ± 0.048 B | 28.37 ± 0.41 A | 1.54 ± 0.09 B | 18.4 ± 0.77 A | 34.0 ± 0.1 C | 5.6 ± 0.0 B |
| Powdered Sugar | 2.180 ± 0.130 A | 15.10 ± 0.15 B | 10.83 ± 0.50 A | 1.40 ± 0.06 C | 65.9 ± 1.0 A | 26.8 ± 1.0 A |
| Superfine Sugar | 0.191 ± 0.039 C | 15.13 ± 0.03 B | 0.62 ± 0.06 C | 24.73 ± 2.31 A | 37.8 ± 0.3 C | 12.8 ± 0.5 B |
| Granulated Sugar | 0.807 ± 0.092 B | 27.17 ± 0.93 A | 3.28 ± 0.34 B | 8.53 ± 1.17 B | 40.5 ± 0.4 B | 9.5 ± 0.2 C |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
McGuire, C.; Siliveru, K.; Ambrose, K.; Alavi, S. Food Powder Flow in Extrusion: Role of Particle Size and Composition. Processes 2022, 10, 178. https://doi.org/10.3390/pr10010178
McGuire C, Siliveru K, Ambrose K, Alavi S. Food Powder Flow in Extrusion: Role of Particle Size and Composition. Processes. 2022; 10(1):178. https://doi.org/10.3390/pr10010178
Chicago/Turabian StyleMcGuire, Cameron, Kaliramesh Siliveru, Kingsly Ambrose, and Sajid Alavi. 2022. "Food Powder Flow in Extrusion: Role of Particle Size and Composition" Processes 10, no. 1: 178. https://doi.org/10.3390/pr10010178
APA StyleMcGuire, C., Siliveru, K., Ambrose, K., & Alavi, S. (2022). Food Powder Flow in Extrusion: Role of Particle Size and Composition. Processes, 10(1), 178. https://doi.org/10.3390/pr10010178