


Study of the Possibilities of Improving Maintenance of Technological Equipment Subject to Wear

 ,
,  ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
- -
- summary of the data collected on the detected failures;
- -
- analysis of the operational failures, which allow the manner in which the system might not function (cause-effect diagram) to be identified;
- -
- establish possibilities for making maintenance more efficient;
- -
- establish the necessary stock of spare parts;
- -
- establish the repair cycle specific to the technical revision system and planned preventive repairs.
2.1. Summary of the Data Collected on the Detected Failures
2.2. Analysis of Operational Failures Using Cause-Effect Diagram (Ishikawa)
2.3. Working Section Regarding Data Processing Mode Exemplified for Captive Guides
2.4. Establishing the Necessary Number of Spare Parts
2.5. Determining Cycles of Repairs Specific to the System of Planned Technical Revisions and Preventive Repairs
3. Results
3.1. Centralization for the Collected Data on the Failures Detected in KSW-460NE Shearer Machine
3.2. Ishikawa Diagram for KSW-460NE Shearer Machine
3.3. Possibilities by Which the Maintenance of the KSW-460NE Shearer Machine Can Be Made More Efficient
3.3.1. Captive Guiding
3.3.2. Shearer Picks
3.3.3. Cutter Drum
3.4. Necessary Number of Spare Parts
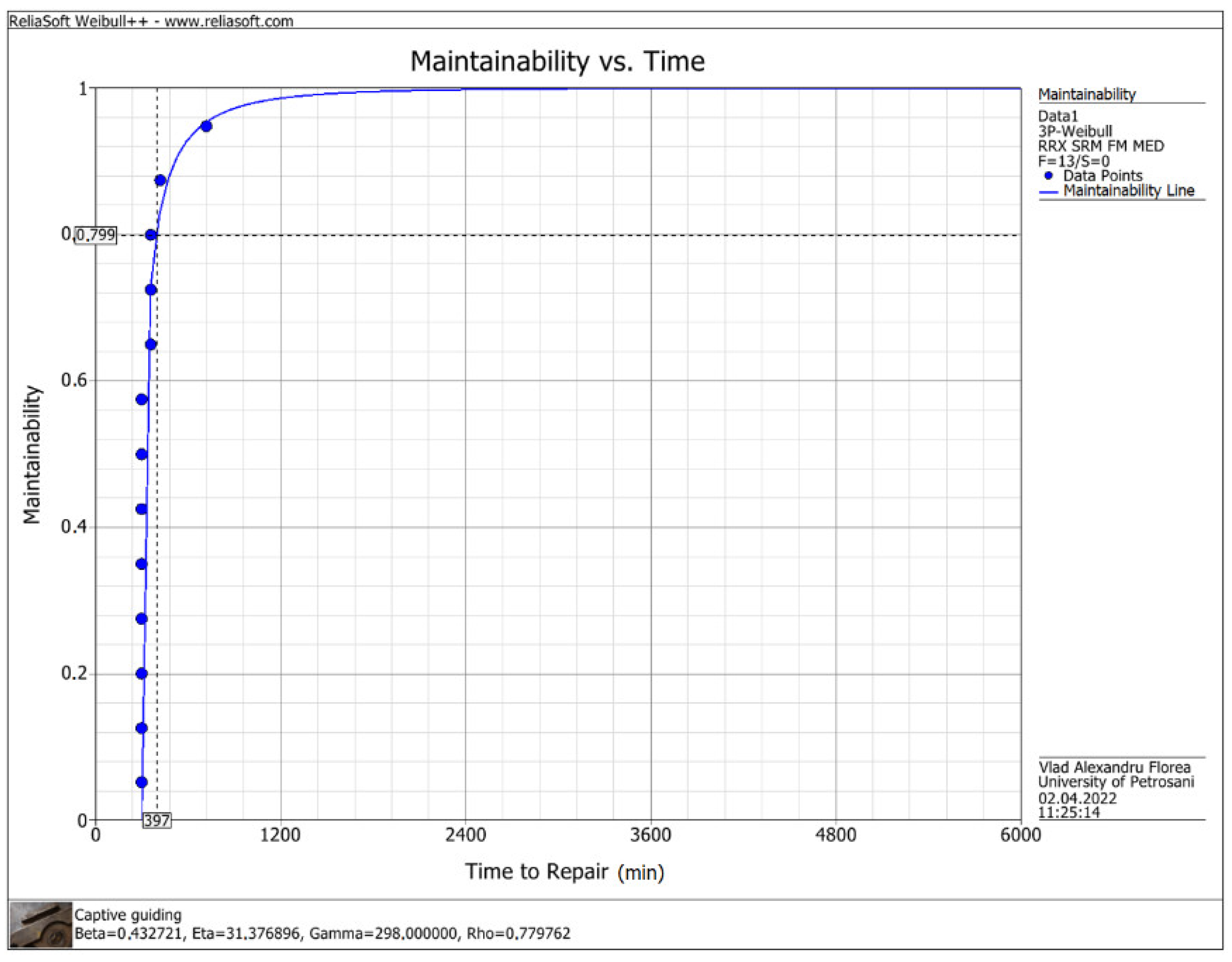
3.5. Repair Cycle Required for 80% Maintainability of Shearer Components
- -
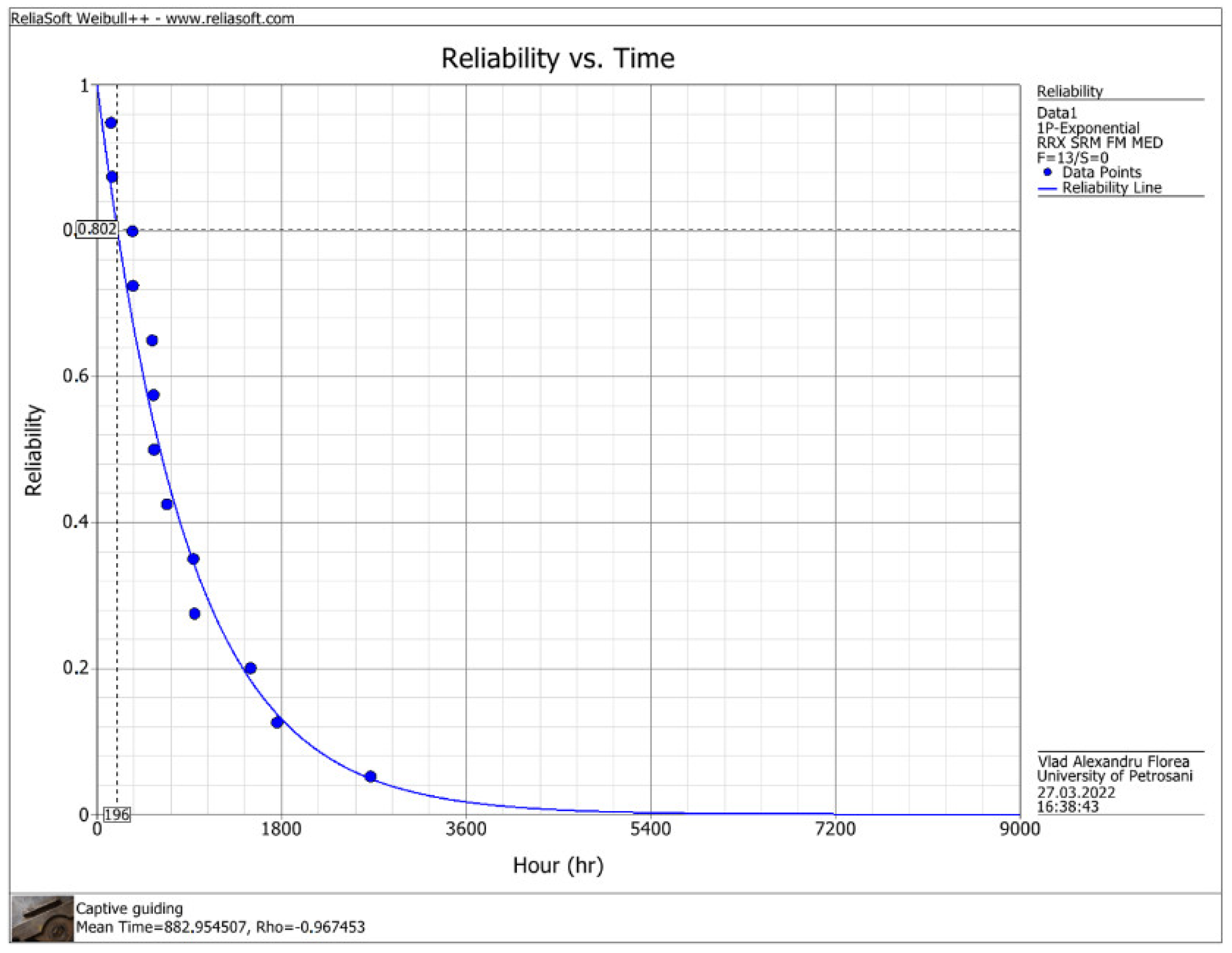
- captive guide of the machine and the cutter drum, with high replacement complexity, can fall in a 2nd-degree current repair category (RC2). Considering the close values of faultless operating time of 196 h for the captive guide, and 265 h for the cutter drum, respectively, C2 = 200 h interval can be proposed required to carry out current 2nd-degree repairs (RC2). Current 1st degree repairs (RC1) are no longer required;
- -
- using Equations (5) and (9), and considering that there are no current 1st-degree repairs, it results that in a capital repair cycle there will be 225 technical revisions (Rt), 24 current 2nd-degree raparations (RC2), and one capital repair (RK);
- -
- starting from the premise that one shearer pick can operate for approximately 20 h without being worn (for 80% reliability), it results that the necessary interval for a technical revision for the machine, Rt = 20 ore.
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Keith Mobley, R. Predictive Maintenance. In Maintenance Engineering Handbook, 5th ed.; McGraw-Hill Education: New York, NY, USA, 1995. [Google Scholar]
- Jimenez-Cortadi, A.; Irigoien, I.; Boto, F.; Sierra, B.; Rodriguez, G. Predictive maintenance on the machining process and machine tool. Appl. Sci. 2020, 19, 224. [Google Scholar] [CrossRef] [Green Version]
- Florea, V.A. Mentenanța Echipamentelor Industriale; Editura Universitas: Petroșani, România, 2020; Available online: https://scholar.google.com/citations?view_op=view_citation&hl=ro&user=wQviz9gAAAAJ&citation_for_view=wQviz9gAAAAJ:ZeXyd9-uunAC (accessed on 1 October 2022).
- Ungureanu, N.S.; Petrovan, A.; Ungureanu, M.; Alexandrescu, M. Functioning condition monitoring of industrial equipment. In Proceedings of the IOP Conference Series: Materials Science and Engineering, 13th International Conference on Tribology, ROTRIB 2016, Galați, România, 22–24 September 2016; Volume 174. [Google Scholar] [CrossRef] [Green Version]
- Waghmare, S.N.; Raut, D.N.; Mahajan, S.K.; Bhamare, S.S. Failure Mode Effect Analysis and Total Productive Maintenance: A Review. Int. J. Innov. Res. Adv. Eng. (IJIRAE) 2014, 1, 183–203. Available online: https://www.academia.edu/11314747/IJIRAE_Failure_Mode_Effect_Analysis_and_Total_Productive_Maintenance_A_Review (accessed on 3 October 2022).
- Reid, A.W.; McAree, P.R.; Meehan, P.A.; Gurgenci, H. Longwall Shearer Cutting Force Estimation. J. Dyn. Syst. Meas. Control 2014, 136, 031008. [Google Scholar] [CrossRef] [Green Version]
- Nan, M.S. Parametrii Procesului de Excavare la Excavatoarele cu Rotor; Editura Universitas: Petroșani, România, 2007; Available online: https://scholar.google.ro/citations?view_op=view_citation&hl=ro&user=HDycAy0AAAAJ&citation_for_view=HDycAy0AAAAJ:d1gkVwhDpl0C (accessed on 12 October 2022).
- Patil, S.S.; Bewoor, A.K.; Kumar, R.; Ahmadi, M.H.; Sharifpur, M.; PraveenKumar, S. Development of Optimized Maintenance Program for a Steam Boiler System Using Reliability-Centered Maintenance Approach. Sustainability 2022, 14, 10073. [Google Scholar] [CrossRef]
- Nour, G.A.; Beaudoin, H.; Ouellet, P.; Rochette, R.; Lambert, S. A reliability based maintenance policy: A case study. Comput. Ind. Eng. 1998, 35, 591–594. [Google Scholar] [CrossRef]
- Erozan, I. A fuzzy decision support system for managing maintenance activities of critical components in manufacturing systems. J. Manuf. Syst. 2019, 52, 110–120. [Google Scholar] [CrossRef]
- Melani, A.H.A.; Murad, C.A.; Netto, A.C.; de Souza, G.F.M.; Nabeta, S.I. Criticality-based maintenance of a coal-fired power plant. Energy 2018, 147, 767–781. [Google Scholar] [CrossRef]
- Kuźnar, M.; Lorenc, A.; Kaczor, G. Pantograph Sliding Strips Failure—Reliability Assessment and Damage Reduction Method Based on Decision Tree Model. Materials 2021, 14, 5743. [Google Scholar] [CrossRef]
- Dangal, S.; Faludi, J.; Balkenende, R. Design Aspects in Repairability Scoring Systems: Comparing Their Objectivity and Completeness. Sustainability 2022, 14, 8634. [Google Scholar] [CrossRef]
- Hoseinie, S.H.; Ataei, M.; Khalokakaie, R.; Kumar, U. Reliability Modeling of Water System of Longwall Shearer Machine. Arch. Min. Sci. 2011, 56, 291–302. Available online: https://www.researchgate.net/publication/290251663_Reliability_modeling_of_water_system_of_longwall_shearer_machine (accessed on 7 October 2022).
- Zhang, M.; Liu, S.; Hou, X.; Dong, H.; Cui, C.; Li, Y. Reliability Modeling and Analysis of a Diesel Engine Design Phase Based on 4F Integration Technology. Appl. Sci. 2022, 12, 6513. [Google Scholar] [CrossRef]
- Zhang, X.; Gockenbach, E. Component Reliability Modeling of Distribution Systems Based on the Evaluation of Failure Statistics. IEEE Trans. Dielectr. Electr. Insul. 2007, 14, 1183–1191. [Google Scholar] [CrossRef]
- Khalil, J.; Saad, S.M.; Gindy, N. An Integrated Cost Optimisation Maintenance Model for Industrial Equipment. J. Qual. Maint. Eng. 2009, 15, 106–118. [Google Scholar] [CrossRef]
- Iheukwumere-Esotu, L.O.; Yunusa-Kaltungo, A. Knowledge Management and Experience Transfer in Major Maintenance Activities: A Practitioner’s Perspective. Sustainability 2022, 14, 52. [Google Scholar] [CrossRef]
- Ateya, S.F.; Alghamdi, A.S.; Mousa, A.A.A. Future Failure Time Prediction Based on a Unified Hybrid Censoring Scheme for the Burr-X Model with Engineering Applications. Mathematics 2022, 10, 1450. [Google Scholar] [CrossRef]
- Charles, A.-S.; Floru, I.-R.; Azzaro-Pantel, C.; Pibouleau, L.; Domenech, S. Optimization of preventive maintenance strategies in a multipurpose batch plant: Application to semiconductor manufacturing. Comput. Chem. Eng. 2003, 27, 449–467. [Google Scholar] [CrossRef]
- Irfan, A.; Umar Muhammad, M.; Omer, A.; Mohd, A. Optimization and estimation in system reliability allocation problem. Reliab. Eng. Syst. Saf. 2021, 212, 107620. [Google Scholar] [CrossRef]
- Chen, Y.; Ma, X.; Wei, F.; Yang, L.; Qiu, Q. Dynamic Scheduling of Intelligent Group Maintenance Planning under Usage Availability Constraint. Mathematics 2022, 10, 2730. [Google Scholar] [CrossRef]
- Pavelescu, D. Tribotehnica; Editura Tehnică: Bucharest, Romania, 1983. [Google Scholar]
- Olaru, D. Tribologie. Available online: https://mec.tuiasi.ro/wp-content/uploads/2020/09/DUMITRU-OLARU_TRIBOLOGIE-CURSURI-CU-APLICATII.pdf (accessed on 19 October 2022).
- Chang, X.-D.; Peng, Y.-X.; Zhu, Z.-C.; Zou, S.-Y.; Gong, X.-S.; Xu, C.-M. Evolution Properties of Tribological Parameters for Steel Wire Rope under Sliding Contact Conditions. Metals 2018, 8, 743. [Google Scholar] [CrossRef] [Green Version]
- García, F.J.Á.; Salgado, D.R. An Approach for Predictive Maintenance Decisions for Components of an Industrial Multistage Machine That Fail before Their MTTF: A Case Study. Systems 2022, 10, 175. [Google Scholar] [CrossRef]
- Hall, R.A.; Daneshmend, L.K. Reliability Modelling of Surface Mining Equipment: Data Gathering. Int. J. Surf. Min. Reclam. Environ. 2003, 17, 139–155. [Google Scholar] [CrossRef]
- Vayenas, N.; Wu, X. Maintenance and Reliability Analysis of a Fleet of Load-Haul-Dump Vehicles in an Underground Hard Rock Mine. Int. J. Min. Reclam. Environ. 2009, 23, 227–238. [Google Scholar] [CrossRef]
- Teera-achariyakul, N.; Rerkpreedapong, D. Optimal Preventive Maintenance Planning for Electric Power Distribution Systems Using Failure Rates and Game Theory. Energies 2022, 15, 5172. [Google Scholar] [CrossRef]
- García, F.J.Á.; Salgado, D.R. Analysis of the Influence of Component Type and Operating Condition on the Selection of Preventive Maintenance Strategy in Multistage Industrial Machines: A Case Study. Machines 2022, 10, 385. [Google Scholar] [CrossRef]
- Santos, W.B.; Colosimo, E.A.; Motta, S.B. Optimal maintenance time for repairable systems in more than one type of failure. Gest. Prod. 2007, 14, 193–202. [Google Scholar] [CrossRef] [Green Version]
- Gharbi, A.; Kenne, J.P.; Beit, M. Optimal safety stocks and preventive maintenance periods in unreliable manufacturing systems. Int. J. Prod. Econ. 2007, 107, 422–434. [Google Scholar] [CrossRef] [Green Version]
- Gharbi, A.; Kenne, J.P.; Boulet, J.F.; Berthaut, F. Improved joint preventive maintenance and hedging point policy. Int. J. Prod. Econ. 2010, 127, 60–72. [Google Scholar] [CrossRef] [Green Version]
- Zuhua, J.; Jiawen, H.; Haitao, L. Preventive maintenance of a single machine system working under piecewise constant operating condition. Reliab. Eng. Syst. Saf. 2017, 168, 105–115. [Google Scholar] [CrossRef]
- Chiacchio, F.; D’Urso, D.; Sinatra, A.; Compagno, L. Assesment of the optimal preventive maintenance period using stochastic hybrid modelling. Procedia Comput. Sci. 2022, 200, 1664–1673. [Google Scholar] [CrossRef]
- Pacana, A.; Siwiec, D. Method of Determining Sequence Actions of Products Improvement. Materials 2022, 15, 6321. [Google Scholar] [CrossRef] [PubMed]
- Chokkalingram, B.; Raja, V.; Anburaj, J.; Immanual, R.; Dhineshkumar, M. Investigation of Shrinkage Defect in Castings by Quantitative Ishikawa Diagram. Arch. Foundry Eng. 2017, 17, 174–178. [Google Scholar] [CrossRef]
- Ishikawa, K.S.A. Controlul de Calitate; Editura Tehnică: Bucharest, Romania, 1973. [Google Scholar]
- Birolini, A. Reliability Engineering: Theory and Practice, 6th ed.; Springer: Berlin/Heidelberg, Germany, 2010. [Google Scholar] [CrossRef]
- Bradley, E. Reliability Engineering: A Life Cycle Approach; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar] [CrossRef]
- Weibull, W. A Statistical Theory of the Strength of Materials; The Royal Swedish Institute for Engineering Research: Stockholm, Sweden, 1939; p. 151. Available online: https://scholar.google.com/scholar_lookup?title=A+Statistical+Theory+of+the+Strength+of+Materials&author=Weibull,+W.&publication_year=1939 (accessed on 6 October 2022).
- Samanta, B.; Sarkar, B.; Mukherjee, S.K. Reliability Analysis of Shovel Machines Used in an Open Cast Coal Mine. Miner. Resour. Eng. 2001, 10, 219–231. [Google Scholar] [CrossRef]
- Florea, V.A. Fiabilitatea și Mentenanța Produselor–Îndrumător de Laborator; Editura Universitas: Petroșani, România, 2011; Available online: https://scholar.google.com/scholar?cluster=12651056952848678415&hl=en&oi=scholarr (accessed on 4 October 2022).
- Fleșer, T. Mentenanța Utilajelor Tehnologice; OIDICM: Bucharest, Romania, 1998. [Google Scholar]
- Lislerud, A. Principles of Mechanical Excavation; Posiva Oy: Helsinki, Finland, 1997; Available online: https://inis.iaea.org/search/search.aspx?orig_q=RN:29024781 (accessed on 4 October 2022).
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Part | Number of Failures | Failure Frequency fc (%) | Repair Time (min) | Repair Time Share pr (%) | MTR (min) |
|---|---|---|---|---|---|
| Current Results Matrix Matrix Order Distribution | Ranking | LKV | BIC | AIC |
|---|---|---|---|---|
| 1P−Exponential | 1 | −100.8 | 204.2 | 203.6 |
| 2P−Exponential | 2 | −99.88 | 204.9 | 203.8 |
| Lognormal | 3 | −99.9 | 204.9 | 203.8 |
| Gamma | 4 | −100 | 205.2 | 204 |
| 2P−Weibull | 5 | −100.1 | 205.4 | 204.3 |
| Loglogistic | 6 | −100.2 | 205.4 | 204.3 |
| 3P−Weibull | 7 | −99.64 | 207 | 205.3 |
| G−Gamma | 8 | −99.83 | 207.4 | 205.7 |
| Logistic | 9 | −103.5 | 212 | 210.9 |
| Normal | 10 | −103.6 | 212.4 | 211.2 |
| Gumbel | 11 | −114.5 | 234.1 | 233 |
| Results Report | |
|---|---|
| Report Type | Weibull++ Results |
| User Info | |
| Name | Vlad Alexandru Florea |
| Company | University of Petroșani |
| Date | 25.03.2022 |
| Parameters | |
| Distribution | Exponential 1P |
| Analysis | RRX |
| CB Method | FM |
| Ranking | MED |
| Mean Time (h) | 882.954507 |
| LK Value | −100.80835 |
| Rho | −0.967453 |
| Fail\Susp | 13\0 |
| Local VAR/COV MATRIX | |
| Var − Theta = 63633.294645 | |
| [Note: Theta = 1/Lambda] | |
| γ | 0.99 | 0.95 | 0.90 | 0.75 | 0.50 |
|---|---|---|---|---|---|
| d = Φ−1(γ) | 2.33 | 1.64 | 1.28 | 0.67 | 0.00 |
| Part | Number of Failures | Failure Frequency fc (%) | Repair Time (min) | Repair Time Share pr (%) | MTR (min) |
|---|---|---|---|---|---|
| Shearer pick | 47 | 54.65 | 3170 | 18.80 | 67.45 |
| Captive guiding | 13 | 15.12 | 4620 | 27.40 | 355.38 |
| Cutter drum | 6 | 6.98 | 2340 | 13.88 | 390 |
| Driving wheel left feed mechanism | 6 | 6.98 | 2300 | 13.64 | 383.3 |
| Feed mechanism safety | 6 | 6.98 | 550 | 3.26 | 91.67 |
| Driving wheel right feed mechanism | 3 | 3.49 | 900 | 5.34 | 300 |
| Satellite gear group in the right arm | 1 | 1.16 | 2400 | 14.24 | 2400 |
| Feed oil retainer assembly | 1 | 1.16 | 300 | 1.78 | 300 |
| Hydraulic pump | 1 | 1.16 | 120 | 0.71 | 120 |
| Oil filter | 1 | 1.16 | 60 | 0.36 | 60 |
| Machine skid | 1 | 1.16 | 100 | 0.59 | 100 |
| TOTAL | 86 | 100 | 16,860 | 100 |
| Current Results Matrix Matrix Order Distribution | Ranking | LKV | BIC | AIC |
|---|---|---|---|---|
| 3P−Weibull | 1 | −57.94 | 123.6 | 121.9 |
| G−Gamma | 2 | −68.68 | 145.1 | 143.4 |
| Loglogistic | 3 | −74.32 | 153.8 | 152.6 |
| 2P−Exponential | 4 | −74.49 | 154.1 | 153 |
| Lognormal | 5 | −76.06 | 157.2 | 156.1 |
| Logistic | 6 | −77.57 | 160.3 | 159.1 |
| Normal | 7 | −80.48 | 166.1 | 165 |
| Gamma | 8 | −80.79 | 166.7 | 165.6 |
| 1P−Exponential | 9 | −89.95 | 182.5 | 181.9 |
| 2P−Weibull | 10 | −160.4 | 325.9 | 324.8 |
| Gumbel | 11 | −273.2 | 551.5 | 550.4 |
| Results Report | |
|---|---|
| Report Type | Weibull++ Results |
| User Info | |
| Name | Vlad Alexandru Florea |
| Company | University of Petroșani |
| Date | 27 March 2022 |
| Parameters | |
| Distribution | Weibull 3P |
| Analysis | NLRR |
| CB Method | FM |
| Ranking | MED |
| Beta | 0.432721 |
| Eta (h) | 31.376896 |
| Gamma (h) | 298 |
| LK Value | −57.936501 |
| Rho | 0.973971 |
| Fail\Susp | 13\0 |
| Local VAR/COV MATRIX | |
| Var − Beta = 0.008858 | CV Eta Beta = 0.227608 |
| CV Eta Beta = 0.227608 | Var − Beta = 707.256231 |
| Results Report | |
|---|---|
| Report Type | Weibull++ Results |
| User Info | |
| Name | Vlad Alexandru Florea |
| Company | University of Petroșani |
| Date | 24.03.2022 |
| Parameters | |
| Distribution | Lognormal 2P |
| Analysis | RRx |
| CB Method | FM |
| Ranking | MED |
| Log-Mean (h) | 3.869924 |
| Log-Std (h) | 1.029981 |
| LK Value | −248.643002 |
| Rho | 0.991382 |
| Fail\Susp | 47\0 |
| Local VAR/COV MATRIX | |
| Var − LnMu = 0.022572 | LnCoVar = −9.158562 × 10−10 |
| LnCoVar = −9.158562 × 10−10 | Var − LnSigma = 0.012326 |
| Results Report | |
|---|---|
| Report Type | Weibull++ Results |
| User Info | |
| Name | Vlad Alexandru Florea |
| Company | University of Petroșani |
| Date | 25.03.2022 |
| Parameters | |
| Distribution | Exponential 1P |
| Analysis | RRX |
| CB Method | FM |
| Ranking | MED |
| Mean Time (h) | 1186.210328 |
| LK Value | −46.909618 |
| Rho | −0.741077 |
| Fail\Susp | 6\0 |
| Local VAR/COV MATRIX | |
| Var − Theta = 489082.529904 | |
| [Note: Theta = 1/Lambda] | |
| Confidence Level γ | 0.99 | 0.95 | 0.90 | 0.75 | 0.50 |
|---|---|---|---|---|---|
| Necessary captive guidances (pc) | 15 | 11 | 10 | 8 | 6 |
| Necessary cutter drums (pc) | 15 | 11 | 10 | 8 | 6 |
| Necessary shearer picks (pc) | 88 | 81 | 77 | 72 | 66 |
| Clearance | Nominal Values (mm) | Maximum Admitted Values (mm) |
|---|---|---|
| A | 12 | 18 |
| B | 8 | 15 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Florea, V.A.; Ionică, A.C.; Florea, A.; Itu, R.-B.; Popescu-Stelea, M. Study of the Possibilities of Improving Maintenance of Technological Equipment Subject to Wear. Processes 2022, 10, 2550. https://doi.org/10.3390/pr10122550
Florea VA, Ionică AC, Florea A, Itu R-B, Popescu-Stelea M. Study of the Possibilities of Improving Maintenance of Technological Equipment Subject to Wear. Processes. 2022; 10(12):2550. https://doi.org/10.3390/pr10122550
Chicago/Turabian StyleFlorea, Vlad Alexandru, Andreea Cristina Ionică, Adrian Florea, Răzvan-Bogdan Itu, and Mihai Popescu-Stelea. 2022. "Study of the Possibilities of Improving Maintenance of Technological Equipment Subject to Wear" Processes 10, no. 12: 2550. https://doi.org/10.3390/pr10122550
APA StyleFlorea, V. A., Ionică, A. C., Florea, A., Itu, R. -B., & Popescu-Stelea, M. (2022). Study of the Possibilities of Improving Maintenance of Technological Equipment Subject to Wear. Processes, 10(12), 2550. https://doi.org/10.3390/pr10122550