1. Introduction
In the last few decades, many researchers have proposed numerous optimization techniques to find the best values among the sets of alternatives. Many researchers have used metaheuristic techniques to find the optimal values. Metaheuristic techniques are mostly optimization techniques inspired by nature and natural phenomena. Some examples of nature-inspired metaheuristic techniques are the genetic algorithm (GA) [
1], particle swarm optimization (PSO) [
2], artificial bee colony (ABC) [
3], bat algorithm (BA) [
4], gravitational search algorithm (GSA) [
5], ant colony optimization (ACO) [
6], differential evolution (DE) [
7], ant lion optimization (ALO) [
8], multi-verse optimization (MVO) [
9], salp swarm algorithm (SSA) [
10], grey wolf optimization (GWO) [
11], dragonfly algorithm (DA) [
12], whale optimization algorithm (WOA) [
13], firefly algorithm (FA) [
14], etc. All population-based metaheuristic optimization algorithms have two main parts—exploration and exploitation. Some optimization techniques are very good at exploration, and some are very good at exploitation. So, an optimizer with good exploration and bad exploitation is often combined with an optimizer with bad exploration and good exploitation to form a hybrid optimizer. Thus, the hybrid optimizers are very good at both exploration and exploitation. Some hybrid metaheuristic techniques are GA-PSO [
15], WOA-SA [
16], CS-DE [
17], PSO-CS [
18], PSO-GSA [
19], etc.
In this paper, as a case study, the industrial use case of biodiesel production is analyzed. The rationale behind this is that alternate fuel demand is at an all-time high. Biodiesel in this regard is a promising sector. However, to ensure the rapid adoption of biodiesel, it is necessary to improve the existing yields and bring down the associated costs. Though the biodiesel generation process is fairly standardized, the process parameters involved have a significant impact on the overall effectiveness of the process. Thus, as a test case for the hybrid algorithms, the biodiesel industry is focused on in this paper. Researchers have mostly relied on multi-criteria decision making (MCDM) methods for optimization in this industry. However, MCDMs methods need a decision matrix, that is made up of the responses to be optimized. Thus, the MCDM method is limited by the provided decision matrix that are often recorded on discrete points. MCDMs work by locating the best solution (in terms of some weighted measure of multiple conflicting alternatives) among the supplied discrete points. By level averaging of the process parameters, the best process parameter levels can also be identified. On the other hand, since metaheuristics directly use objective functions that can perform continuous search in the search space, they are likely to return better optimal values than MCDMs.
A few works on metaheuristics-based optimization of biodiesel production process are seen in the literature. Betiku et al. [
20] performed the optimization of process parameters of biodiesel production from shea tree nut butter using the GA, neural network and response surface methodology. The objective of their work is to maximize the biodiesel yield. Garg and Jain [
21] performed optimization of process parameters of biodiesel production from algal oil using RSM and ANN. They considered reaction time, catalyst amount, and methanol/oil ratio as process parameters and yield as a response parameter. Miraculas et al. [
22] examined process parameter optimization for biodiesel production from mixed feedstock using an empirical model. Patil and Deng [
23] optimized biodiesel production from edible and non-edible vegetable oils. Outili et al. [
24] optimized biodiesel production from waste cooking oil. They considered temperature, catalyst amount, and methanol/oil ratio as independent variables and conversion, and energy and green chemistry balance as dependent variables to design the regression model. It is observed that for expressing responses as functions of process parameters, mostly RSM (polynomial regression) is used in the literature [
20,
22,
23,
24,
25,
26]. However, the use of neural networks has also gained traction in the last decade [
21,
27,
28].
In this paper, two hybrid metaheuristic algorithms are developed by combining the iterative improvement capabilities of PSO and GSA. The hybrid algorithms are called PSO-GSA and BPSO-GSA and are compared against several traditional algorithms to demonstrate their efficacy. The BPSO is a genetic-algorithm-inspired binary version of the traditional PSO algorithm. Optimal process parameters of biodiesel production are studied by using these two hybrid algorithms. To build sufficient confidence in the derived conclusions, two independent case studies are considered. The performance of these two hybrid algorithms is compared with TS, GA, DE, GSA and PSO algorithms in terms of convergence, the solution quality as well as the computational time requirements. Another popular hybrid algorithm DE-GA is also used for comparisons. The rest of the paper is arranged as follows—the formulation of the metaheuristic algorithms is given in
Section 2.
Section 3 shows the experimental results of the optimal parameter evaluation of biodiesel production and compares the TS, GA, DE, GSA, PSO, DE-GA BPSOGSA and PSOGSA. At last, the definitive conclusions, recommendations and the future scope are discussed in
Section 4.
3. Case Study 1: Process Optimization for Biodiesel Production
Optimization for biodiesel production from waste frying oil over montmorillonite clay K-30 was examined by Ayoub et al. [
31]. They collected waste frying oil from a local restaurant in Bandar Sri Iskandar, Perak, Malaysia. They considered four process parameters (reaction temperature, reaction period, oil/methanol ratio, and amount of catalyst) for the biodiesel production yield. The central composite design (CCD) was selected for the design of experiments. Considering the CCD model, they performed 30 experiments. A second-order polynomial function [
31] was modeled using the experimental data, which correlates the process parameters and response parameters.
The range of process parameters was considered as, reaction temperature () between 400 and 1400 °C, reaction period () between 60 and 300 min, methanol/oil ratio () between 1:6 and 1:18 and amount of catalyst () between 1 and 5. However, Equation (13) is based on a coded form of the process parameters, wherein each process parameter is coded as −2 to +2 for the lower and upper bounds, respectively.
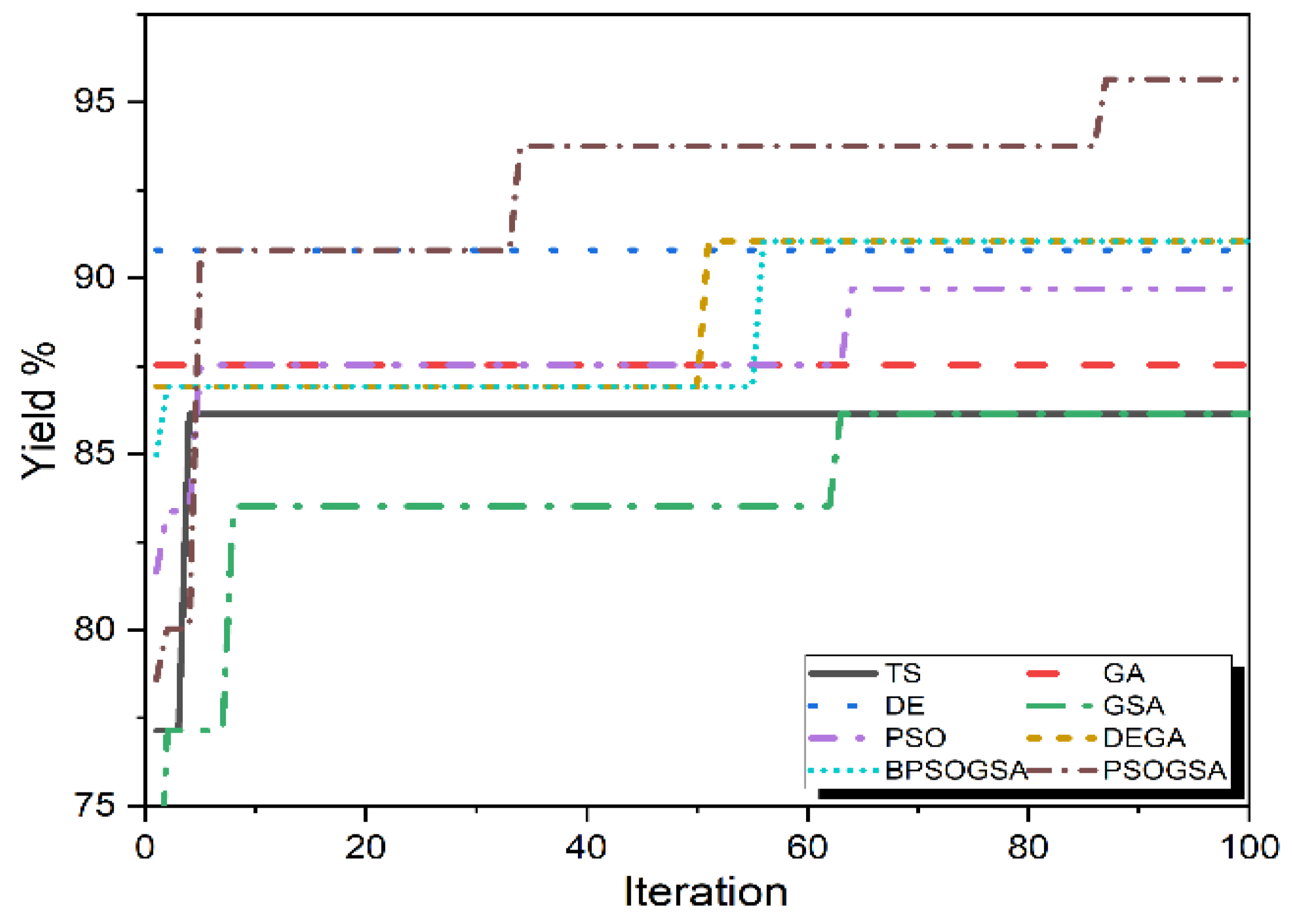
In this article, the optimal process parameters to maximize the palm oil yield are analyzed using TS, GA, DE, GSA, PSO, DEGA, BPSOGSA and PSOGSA optimizers. The optimization is performed considering 30 search agents and a maximum iteration of 100. The convergence curves of yield % for TS, GA, DE, GSA, PSO, DEGA, BPSOGSA and PSOGSA optimizers are shown in
Figure 1.
From
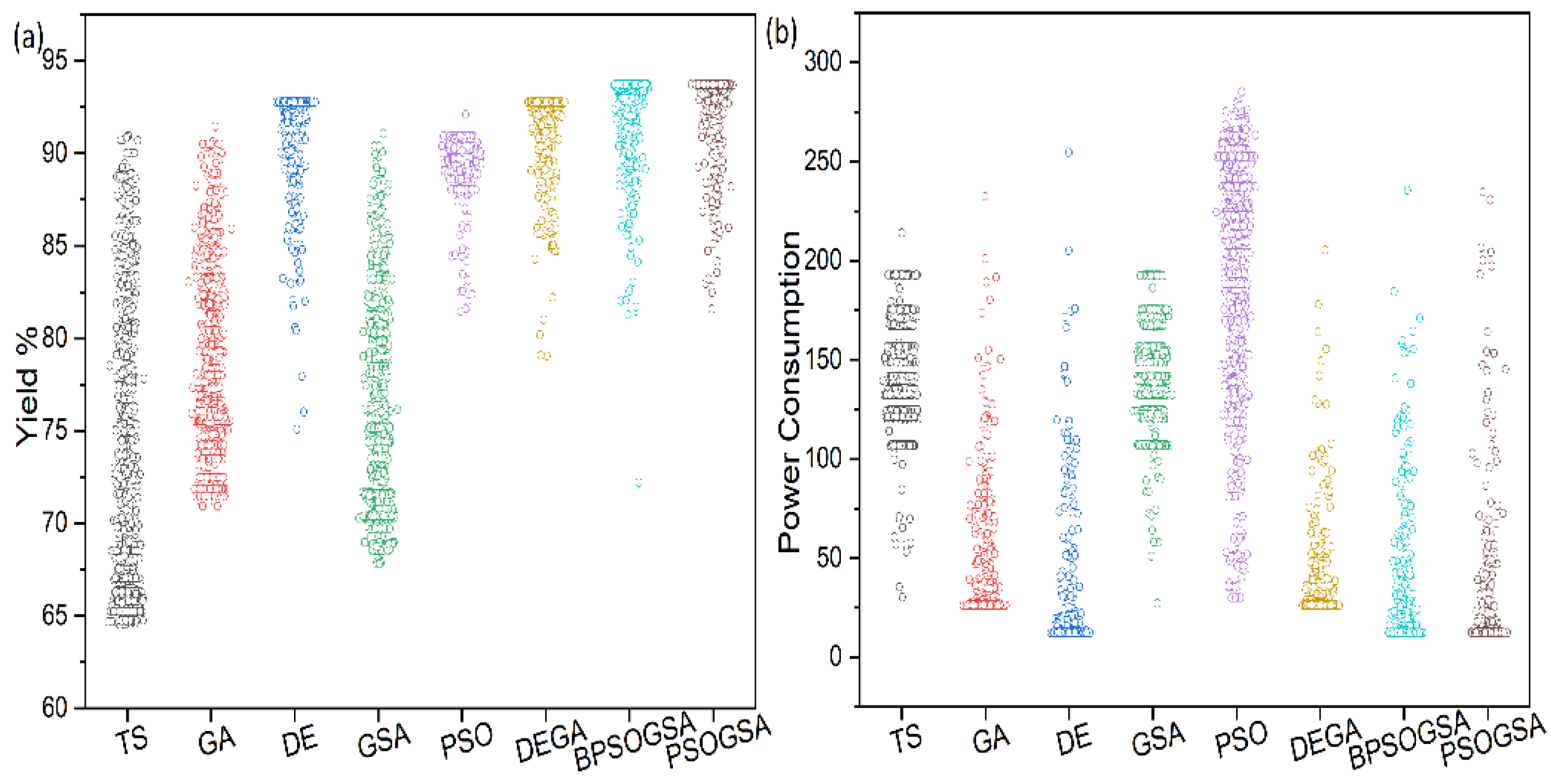
Figure 1, it is seen that for GA and DE, there is no improvement in its best value even after 100 iterations. TS and GSA require very few iterations to locate their personal best values, which appear to be the local optima. DEGA and BPSOGSA have similar performance in terms of convergence to their respective best value. PSOGSA, on the other hand, shows stepwise improvement in its best solution over the iterations. It converges at the best optimal value found so far by all the algorithms. The distribution of 3000 functional evaluation values for TS, GA, DE, GSA, PSO, DEGA, BPSOGSA and PSOGSA is presented in
Figure 2. From these scatters, it is observed that GSA, PSO, BPSOGSA and PSOGSA have a maximum number of evaluated function values in the mid-range region. Further, PSOGSA appears to have reached the best-known function value very few times. DEGA shows a good overall distribution of the evaluated function values.
For unbiased comparisons, each algorithm is independently run for 10 times. The performance analysis (best value, worst value, mean value, median value, and standard deviation value) of TS, GA, DE, GSA, PSO, DEGA, BPSOGSA and PSOGSA optimizers is presented in
Table 1. From
Table 1, it is seen that the maximum best value of yield is obtained by the PSOGSA algorithm (i.e., 95.646). Among the eight algorithms, PSOGSA generates better results than TS, GA, DE, GSA, PSO, DEGA and BPSOGSA. In PSOGSA, the functional values lie between 91.055 and 95.646, with a mean value of 93.455 and median value of 93.750. However, the standard deviation is the minimum for DE (i.e., 0.238) and low for BPSOGSA (i.e., 0.287).
Optimal values of process parameters and response using TS, GA, DE, GSA, PSO, DEGA, BPSOGSA and PSOGSA are presented in
Table 2. The obtained results are compared with the previously published results by Ayoub et al. [
31]. The maximum yield values are improved by 11.75%, 11.64%, 15.98%, 11.98%, 14.41%, 16.14%, 16.14% and 22.00% using TS, GA, DE, GSA, PSO, DEGA, BPSOGSA and PSOGSA, respectively. The PSOGSA optimizer gives the greatest improvement (i.e., 22.00%) on the previous known yield value.
4. Case Study 2: Multi-Objective Process Optimization for Biodiesel Production
Mostafaei et al. [
32] used the response surface methodology (RSM) to optimize the ultrasonic-assisted continuous biodiesel production from waste cooking oil. They used CCD to design 50 experimental runs, using a combination of five process parameters. The process parameters were irradiation distance (
), UP amplitude (
), prob diameter (
), vibration pulse (
) and flow rate (
). The responses considered were yield (
) and energy consumption (
). It should be noted that the objective is to maximize yield (
) and minimize energy consumption (
). The true range of the process parameters was considered to be 30 to 90 mm for
, 20% to 100% for
, 14 to 42 mm for
, 20% to 100% for
and 40 to 80 mL/min for
. However, the process parameters are coded as −2 to +2, and the following mathematical model for yield (
) and energy consumption (
) is used.
In this case study, the maximization of yield % (
) and minimization of power consumption (
) using TS, GA, DE, GSA, PSO, DEGA, BPSOGSA and PSOGSA is carried out. The convergence curve of yield % and power consumption with the iterations is shown in
Figure 3. The optimization is performed considering 30 search members and maximum iterations of 100.
Figure 3a shows that despite the maximization of yield %, GSA and PSO did not show any improvement in the best value as the iterations progressed. On the other hand, the three remaining traditional algorithms, i.e., TS, GA and DE, converged to their respective best value in the 12th, 7th and 15th iterations. The hybrid algorithms, i.e., DEGA, BPSOGSA and PSOGSA, converged to their respective best values in the 13th, 9th and 8th iterations. Thus, for the yield % objective, all the functions recorded very fast convergence to their respective best values. Nevertheless, it is worth mentioning that, except BPSOGSA and PSOGSA, all the other algorithms converged to relatively poorer solutions. A similar trend is observed in
Figure 3b, where convergence characteristics of the tested algorithm in the power consumption minimization scenario are reported. However, here, the DE, DEGA, BPSOGSA and PSOGSA all were able to locate the best-known optimum, which may be the global optimum.
Scatter of the 3000 function evaluation values for TS, GA, DE, GSA, PSO, DEGA, BPSOGSA and PSOGSA is presented in
Figure 4. It is seen that the distribution pattern of DE, PSO, DEGA, BPSOGSA and PSOGSA is somewhat similar. Major accumulations of function evaluation values are seen to be clustered in the higher yield % zone. On the other hand, the other three algorithms, i.e., TS, GA and GSA, showed throughout the distribution of the function evaluation values. Similar observations are made from
Figure 4b, where GA, DE, GSA, DEGA, BPSOGSA and PSOGSA showed good concentrations of solutions in the lower power consumption zone, indicating that the algorithms spent a relatively smaller number of function evaluations to locate the potential global optimal zone.
Table 3 presents the optimal process parameters and the achieved best value for yield % optimization by the eight algorithms. It is observed that both BPSOGSA and PSOGSA were able to achieve the maximum yield % (i.e., 93.715). All the algorithms were able to locate good solutions for yield % maximization. Similarly, from
Table 4, it is seen that all the three hybrid algorithms, i.e., DEGA, BPSOGSA and PSOGSA, as well as DE were able to locate the best-known minimum power consumption value (i.e., 12.48).
The ability of the hybrid algorithms to tackle multi-objective optimization problems is also assessed by considering a weighted sum multi-objective optimization wherein yield % and power consumption are simultaneously optimized. The composite objective function
is described as
where
and
are the best-known values of yield % and power consumption single-objective optimization.
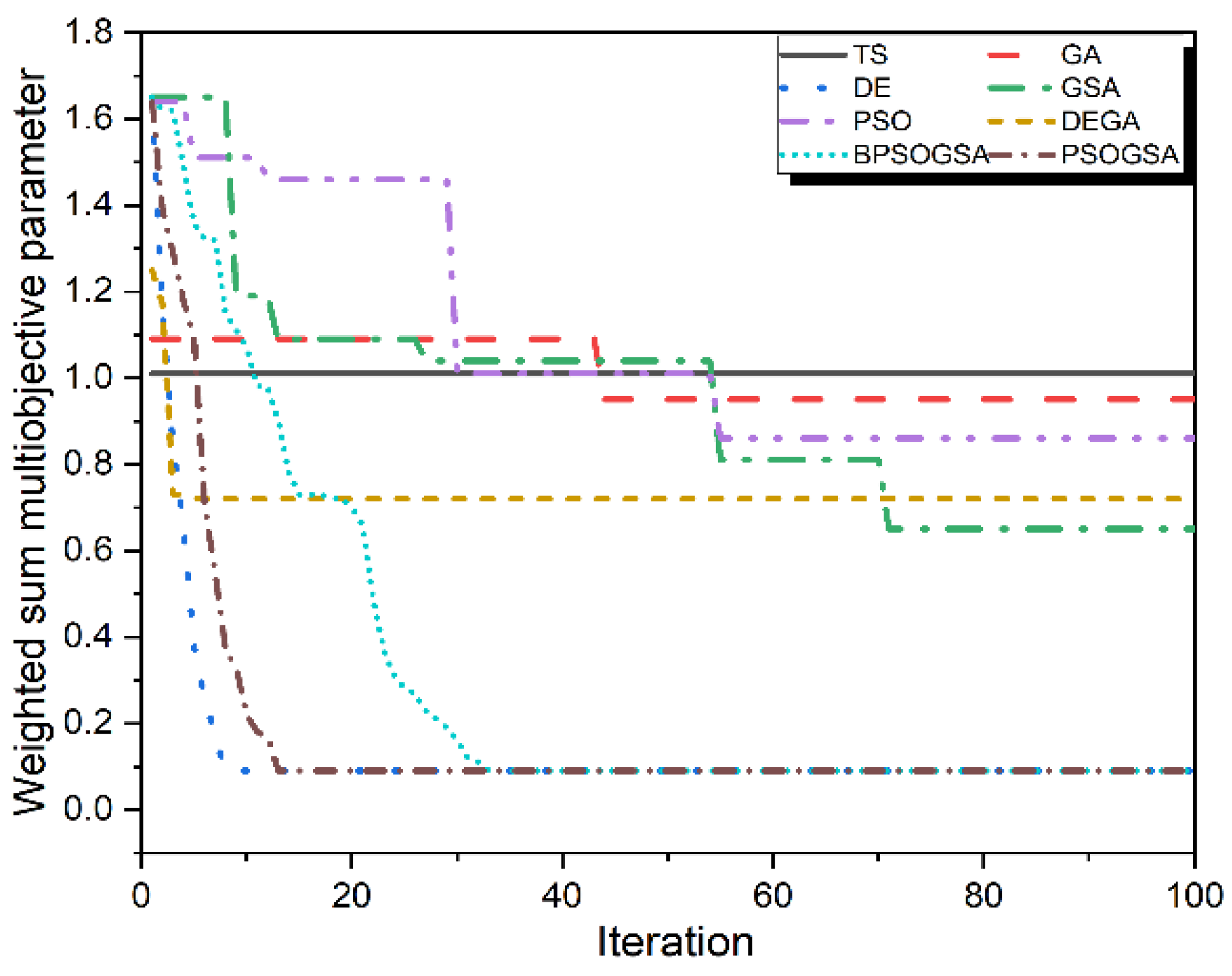
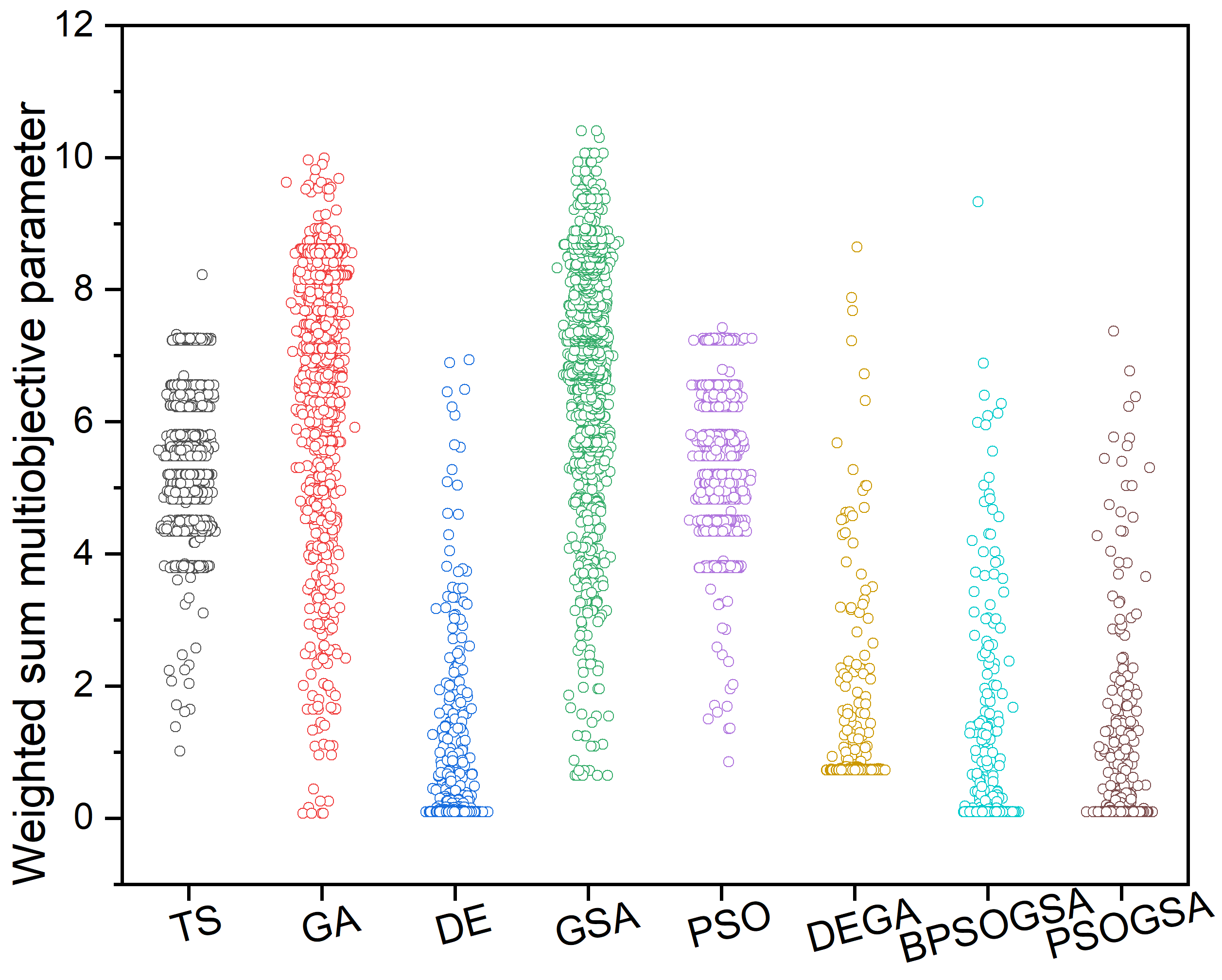
The convergence of multi-objective function with respect to iteration and distribution scatter of 3000 function evaluations for TS, GA, DE, GSA, PSO, DEGA, BPSOGSA and PSOGSA is presented in
Figure 5 and
Figure 6, respectively.
The performance analysis of the eight optimizers in the weighted sum multi-objective environment is given in
Table 5. In multi-objective optimization, the minimum value of the function is obtained using PSOGSA, whereas for DEGA and BPSOGSA, the obtained solution is almost on par with that of PSOGSA.
The optimal process parameters and responses are presented in
Table 6. The obtained results are compared with the previously published results by Mostafaei et al. [
32]. The optimal result is improved about 72.12%, 73.77%, 80.03%, 82.20%, 76.45%, 97.49%, 97.49% and 97.52% using TS, GA, DE, GSA, PSO, DEGA, BPSOGSA and PSOGSA, respectively. However, it is important to state here that the derived multi-objective results are dependent on the considered weightage of the objectives. The composite objective function
is a compromise solution that takes into account both yield (
) and energy consumption (
). This is why in the best solution derived by PSOGSA, the
dropped by about 15.7% whereas the
improved by approximately 88%. The average computational time for each independent run of TS, GA, DE, GSA, PSO, DEGA, BPSOGSA and PSOGSA is 2.010, 2.351, 2.411, 3.832, 2.407, 3.973, 4.771 and 4.684 s, respectively.


 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}