
Reaction Extraction of Levulinic Acid and Formic Acid from Cellulose Deep Hydrolyzate


Abstract
:1. Introduction
2. Materials and Methods
2.1. Chemicals
2.2. Esterification Reaction
2.3. Liquid-Liquid Equilibrium (LLE)
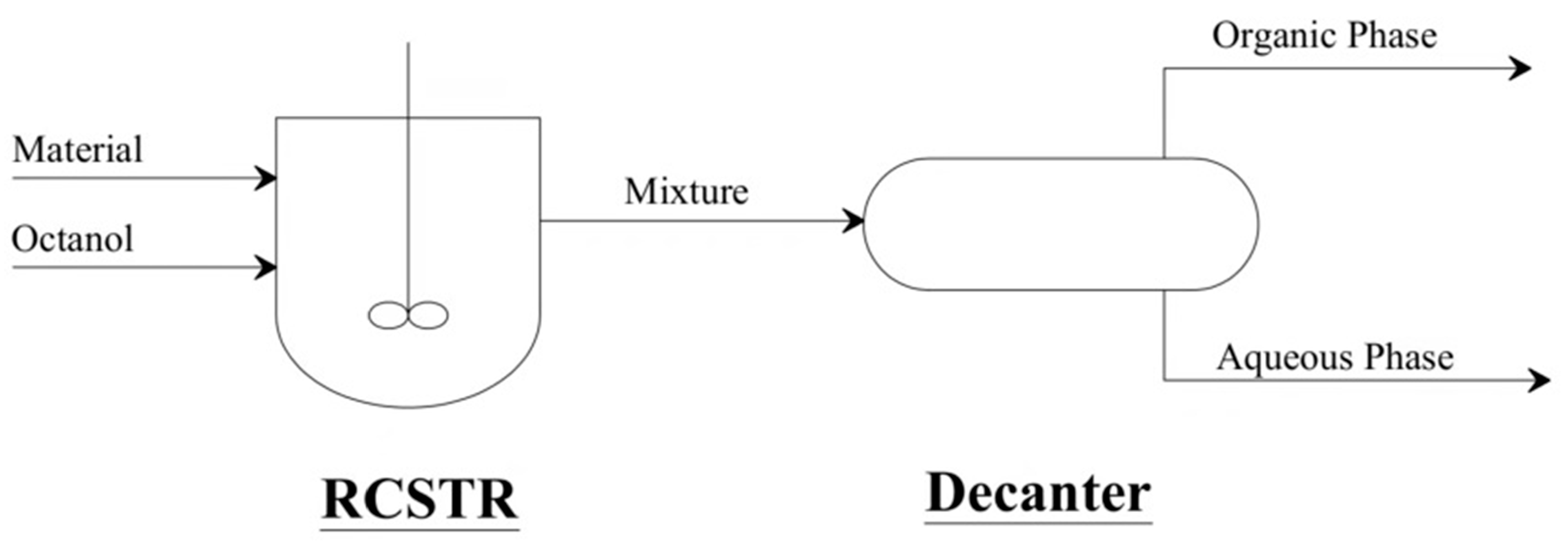
2.4. Reactive Extraction
2.5. Analytical Method
3. Result and Discussion
3.1. Esterification Experiments
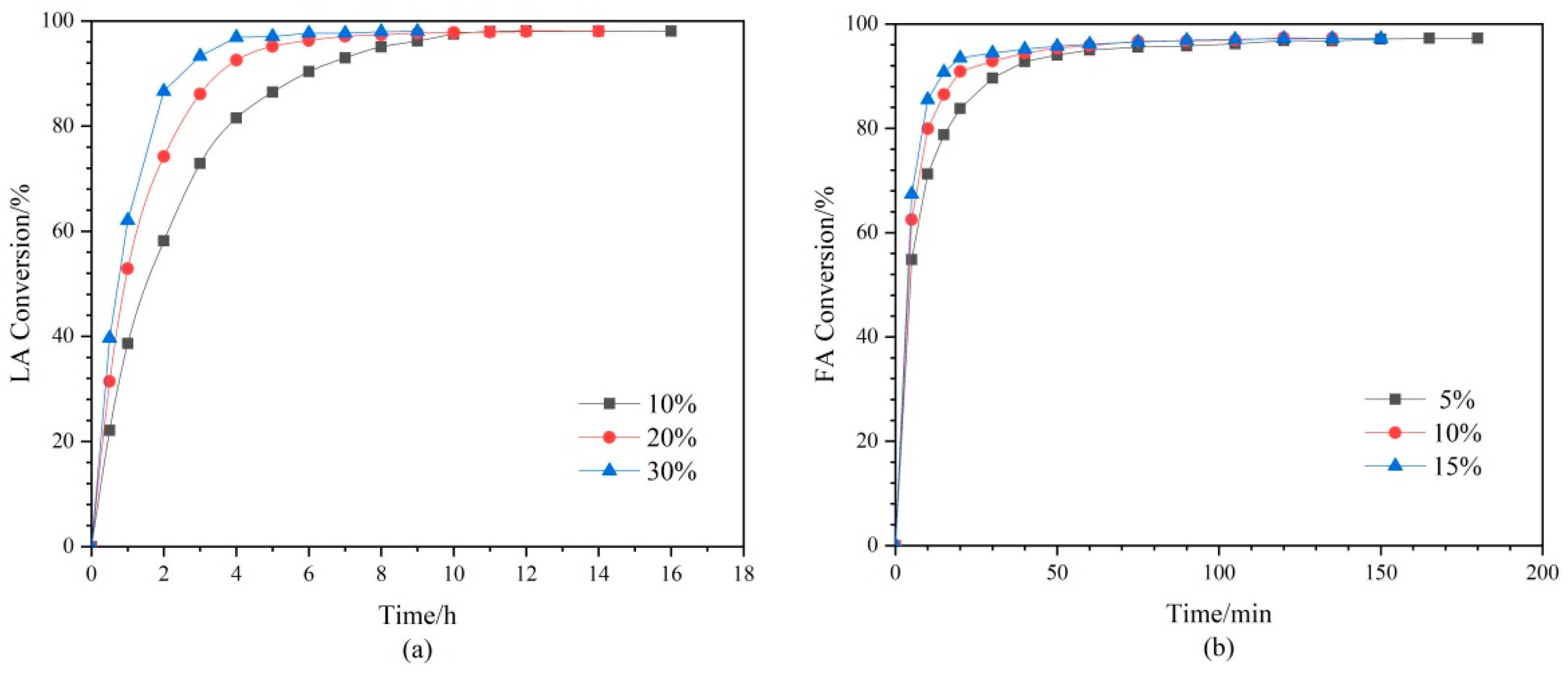
3.1.1. Effect of Catalyst Dosage
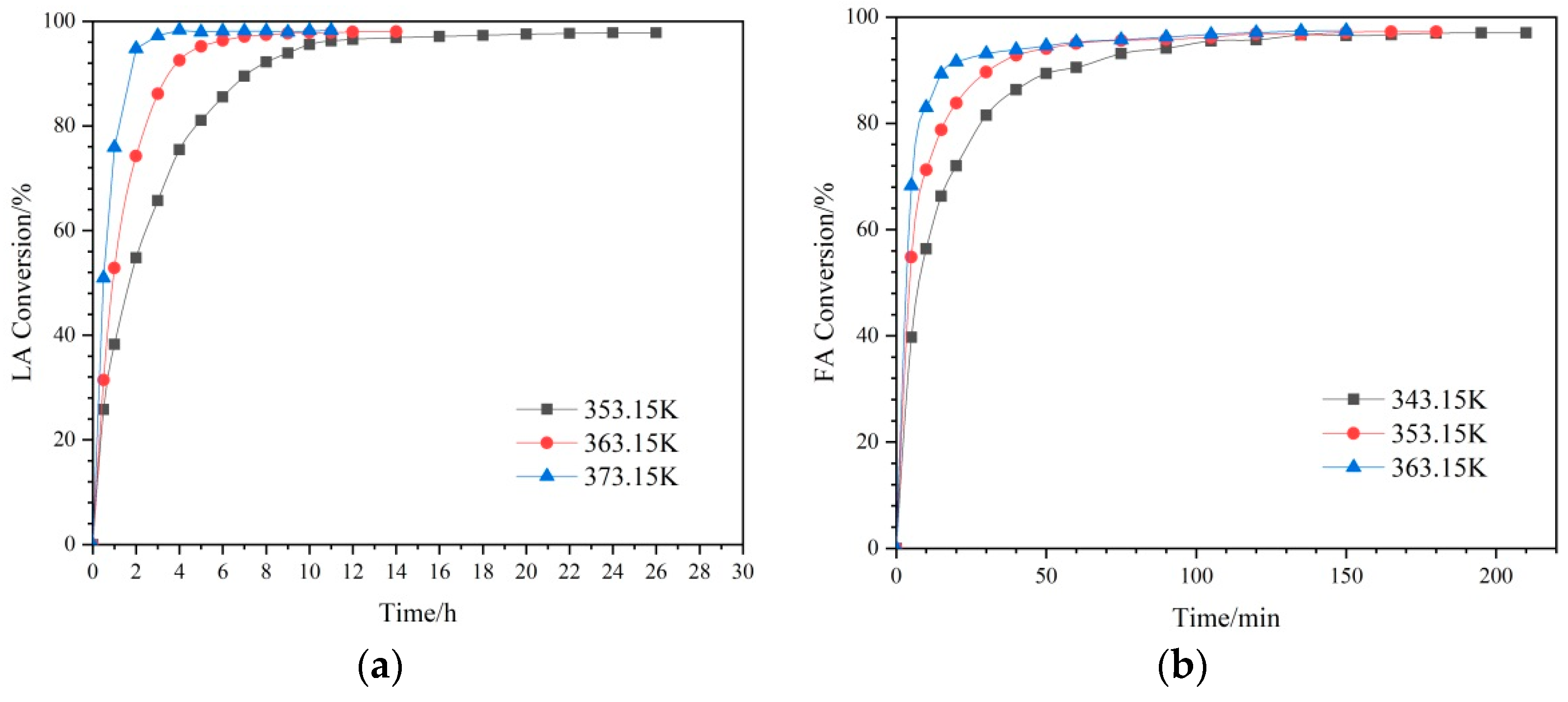
3.1.2. Effect of Reaction Temperature
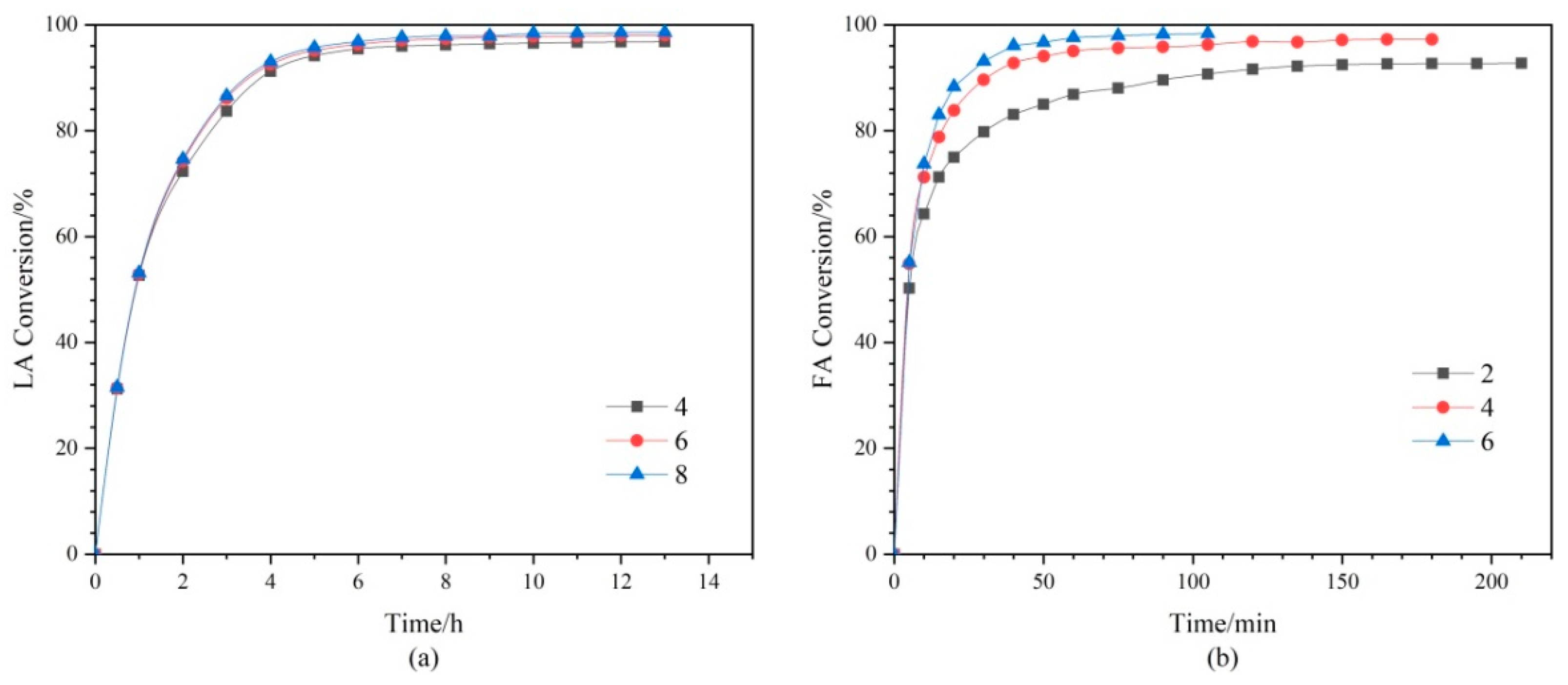
3.1.3. Effect of Initial Reactants Ratio
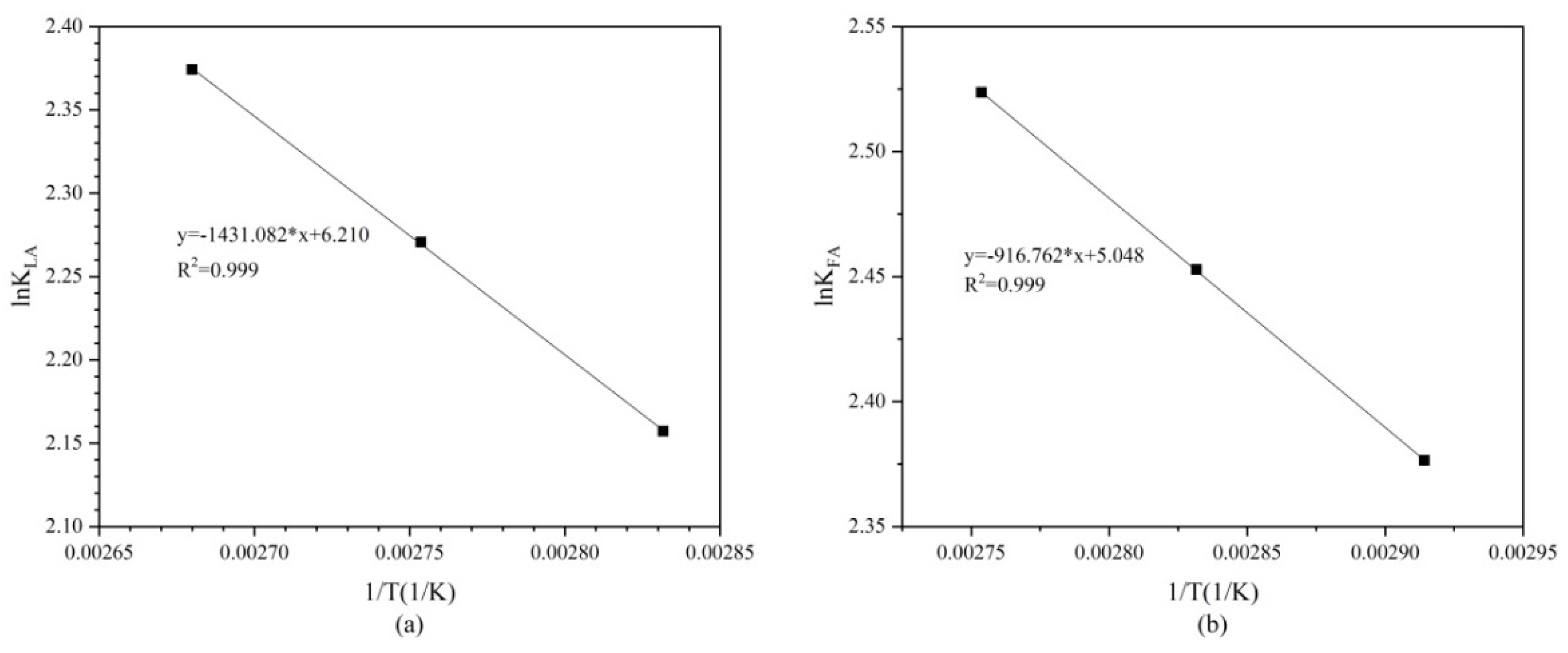
3.1.4. Chemical Equilibrium
3.2. Liquid-Liquid Equilibrium
3.2.1. Liquid-Liquid Phase Equilibrium Experiment
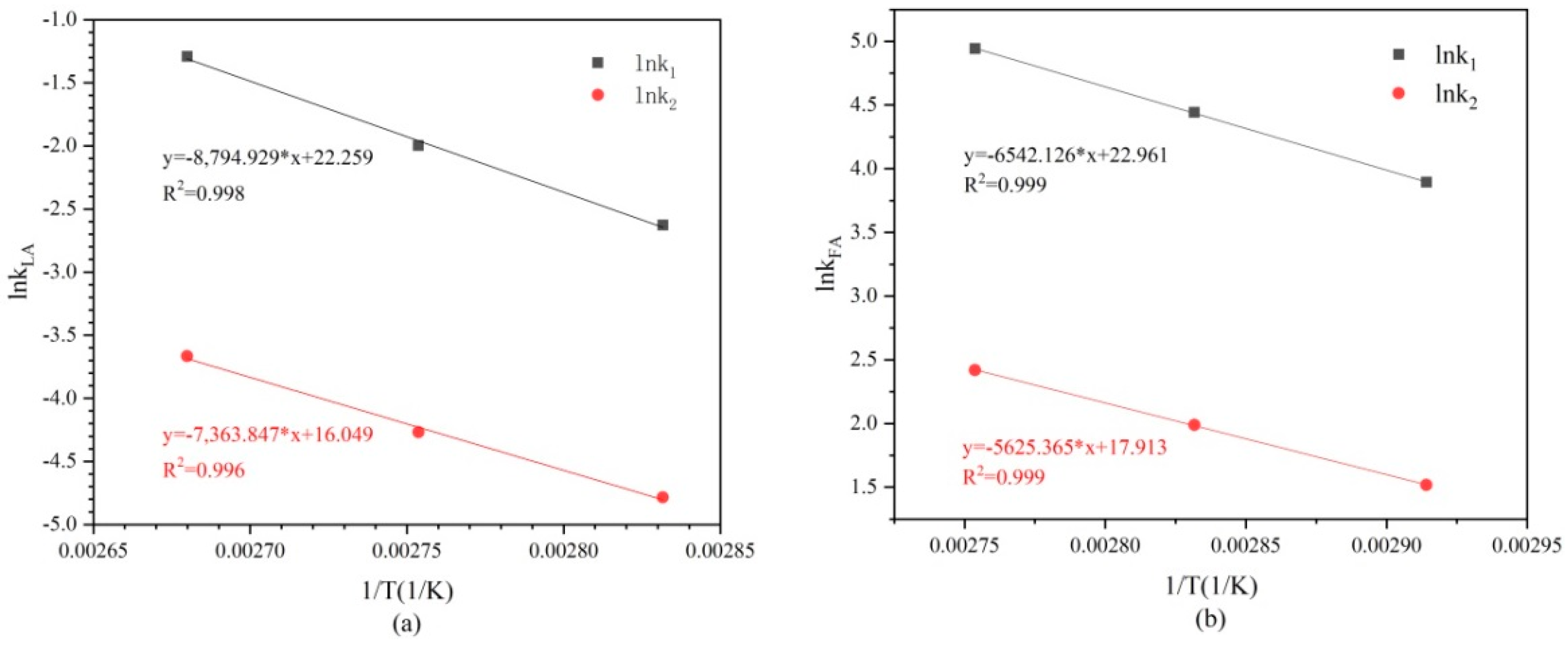
3.2.2. Regression of Model Parameters
3.3. Reactive Extraction for FA and LA
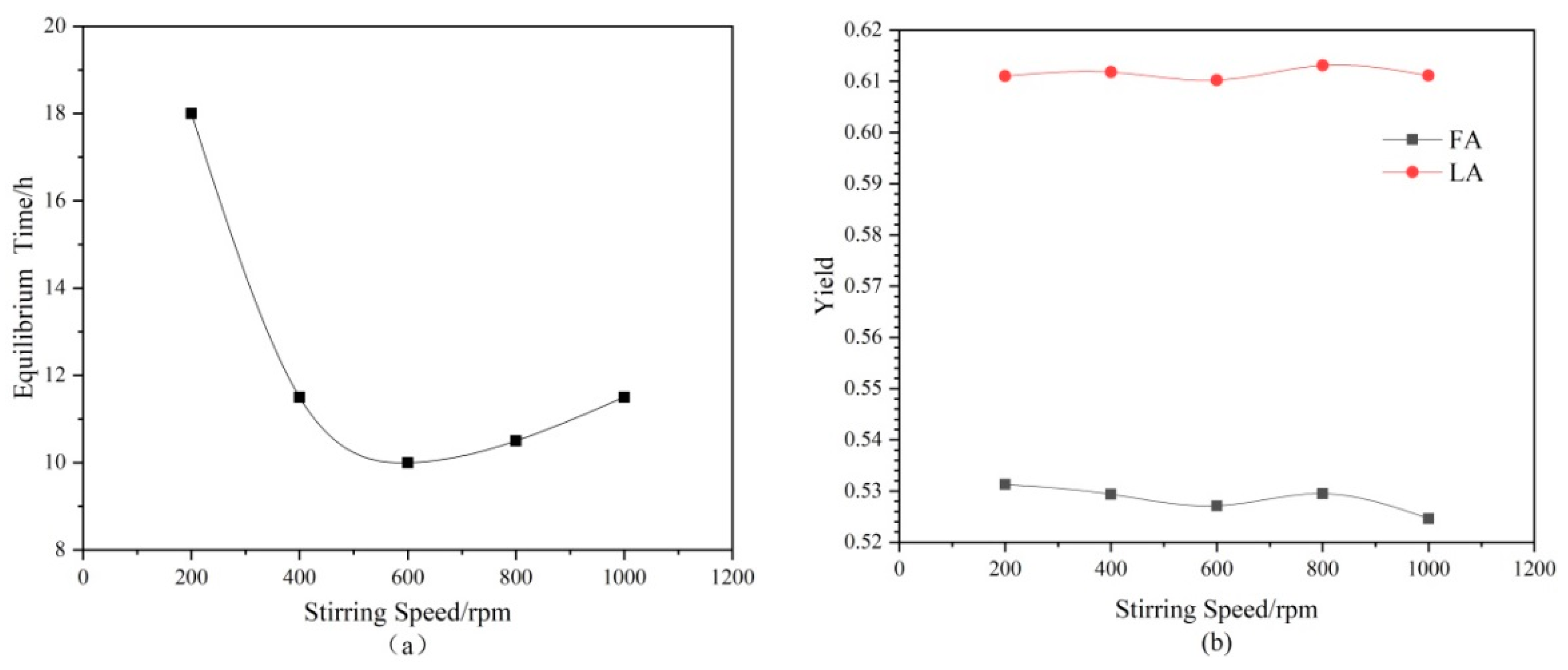
3.3.1. Effect of Stirring Speed
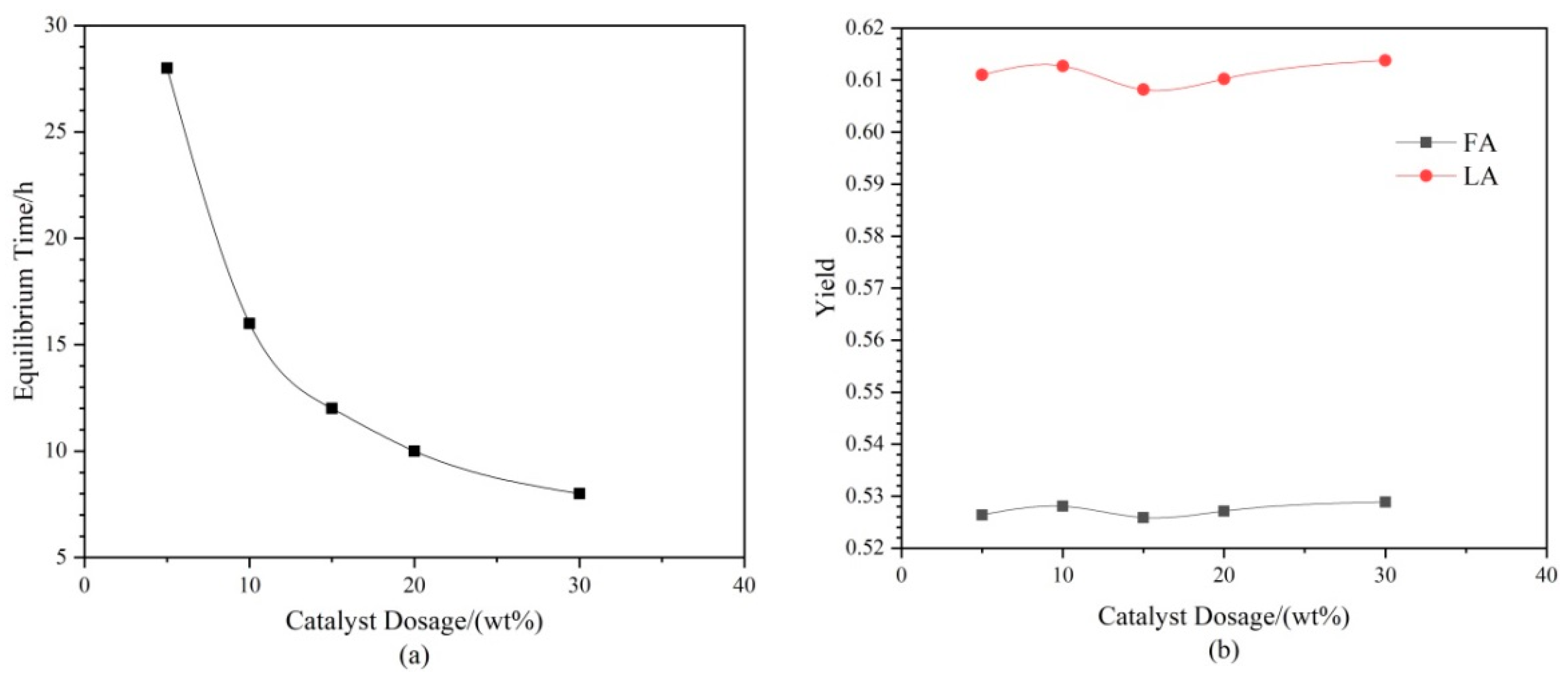
3.3.2. Effect of Catalyst Dosage
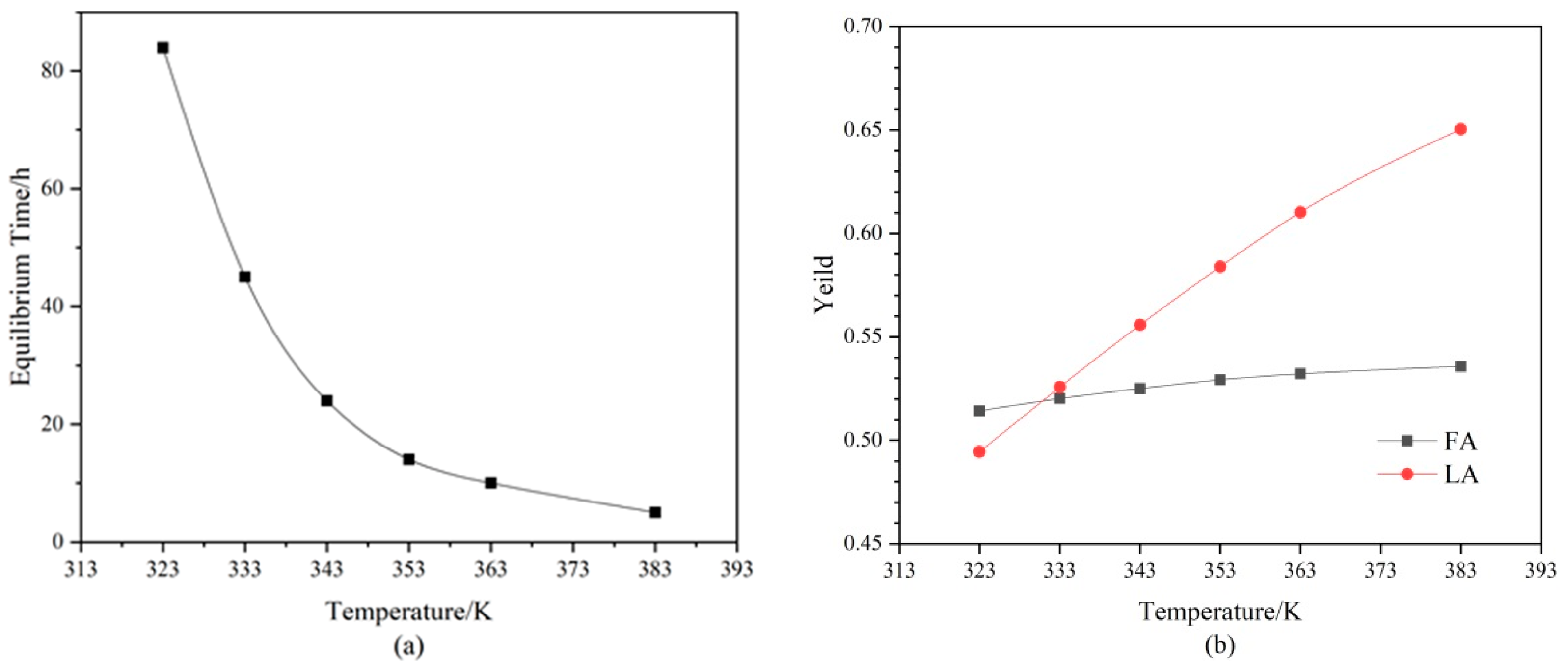
3.3.3. Effect of Reaction Temperature
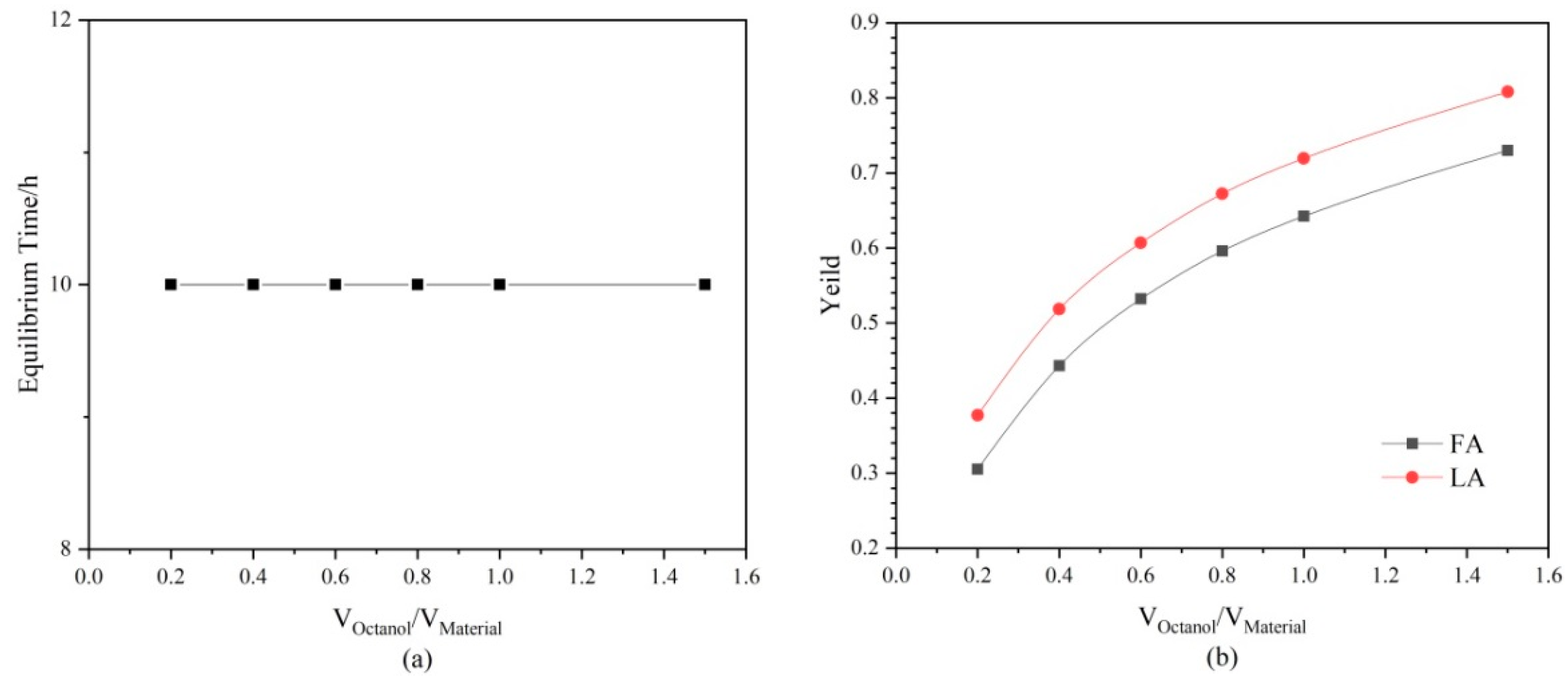
3.3.4. Effect of Initial Reactant Ratio
3.4. Simulation and Optimization
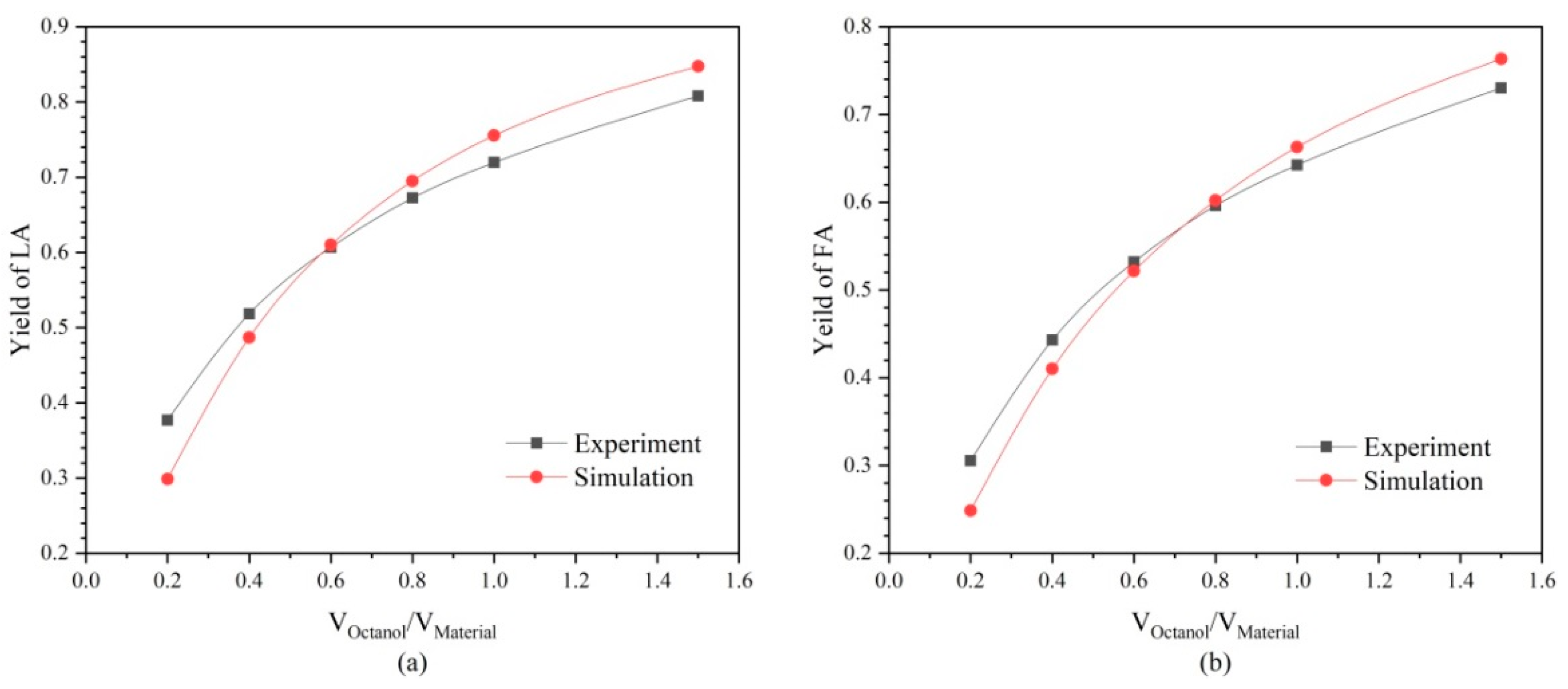
3.4.1. Experimental Data Fitting
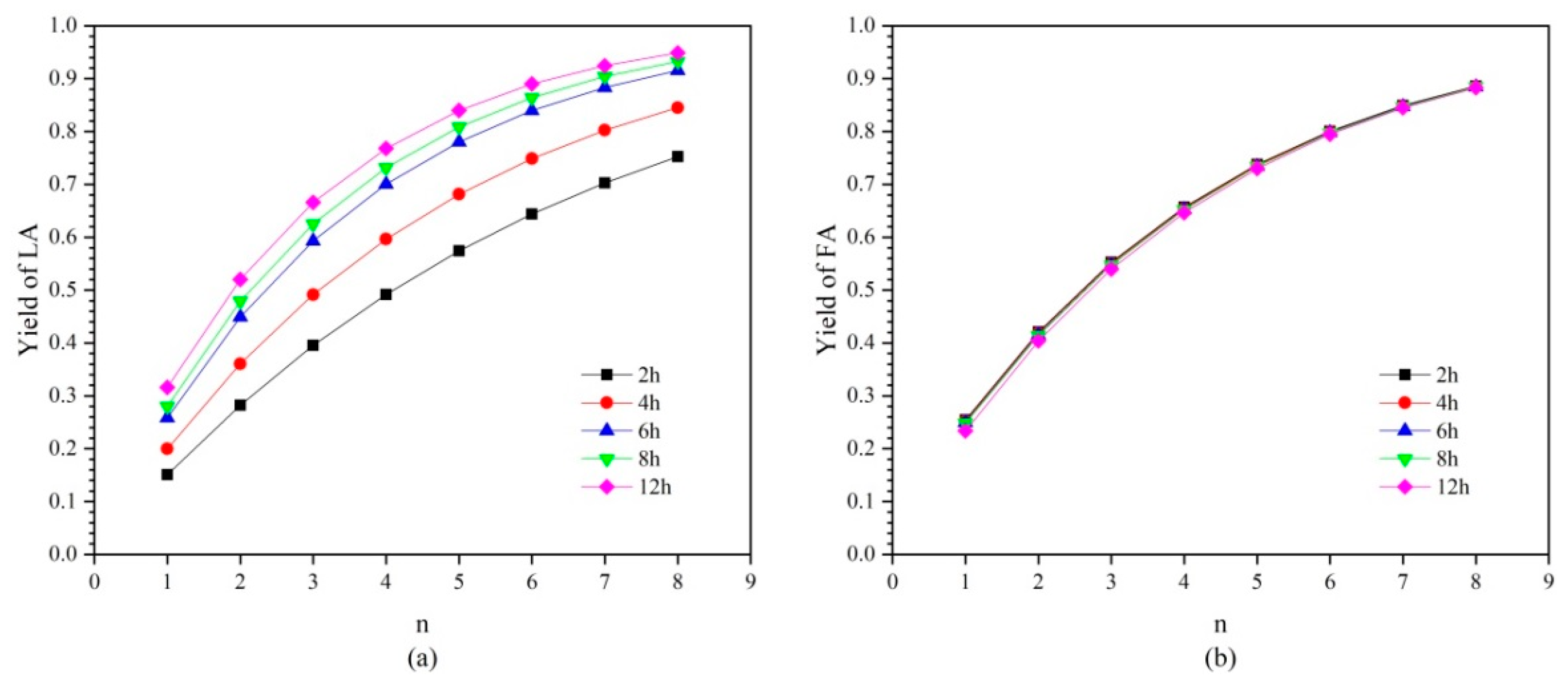
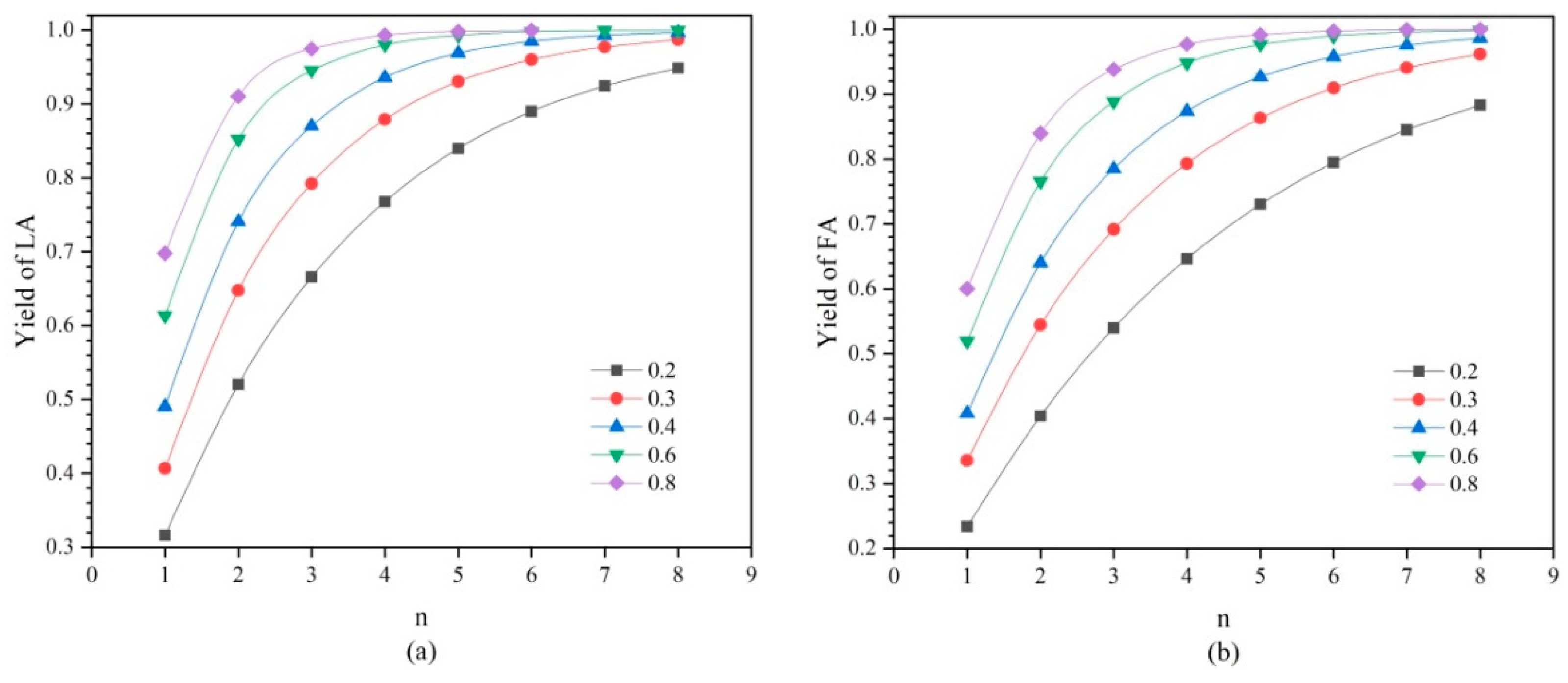
3.4.2. Multistage Crosscurrent Reactive Extraction
Effect of Single-Stage Reaction Extraction Time
Effect of Single-Stage N-Octanol Dosage
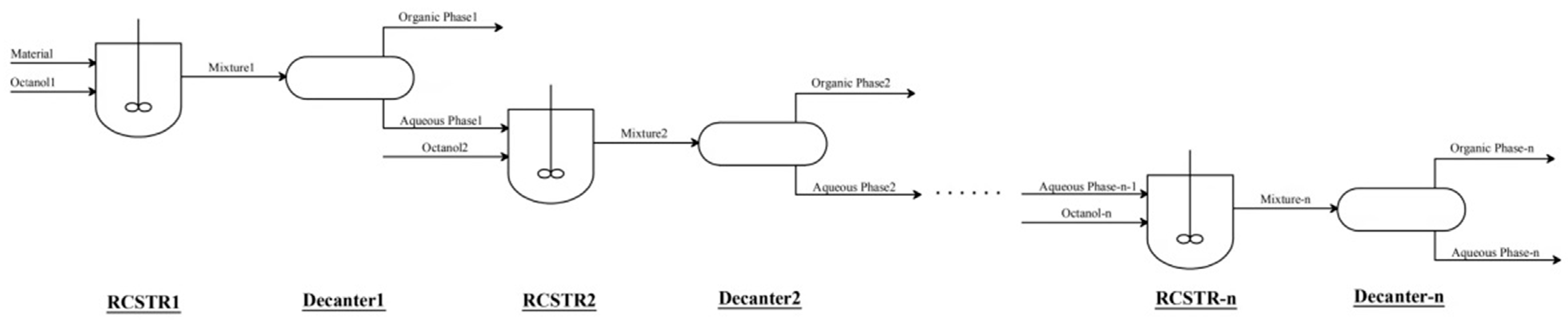
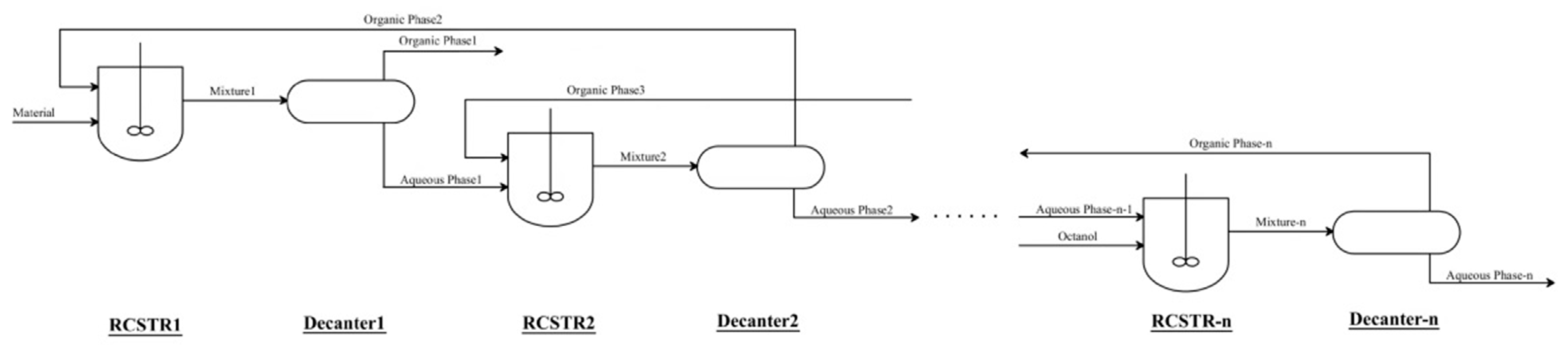
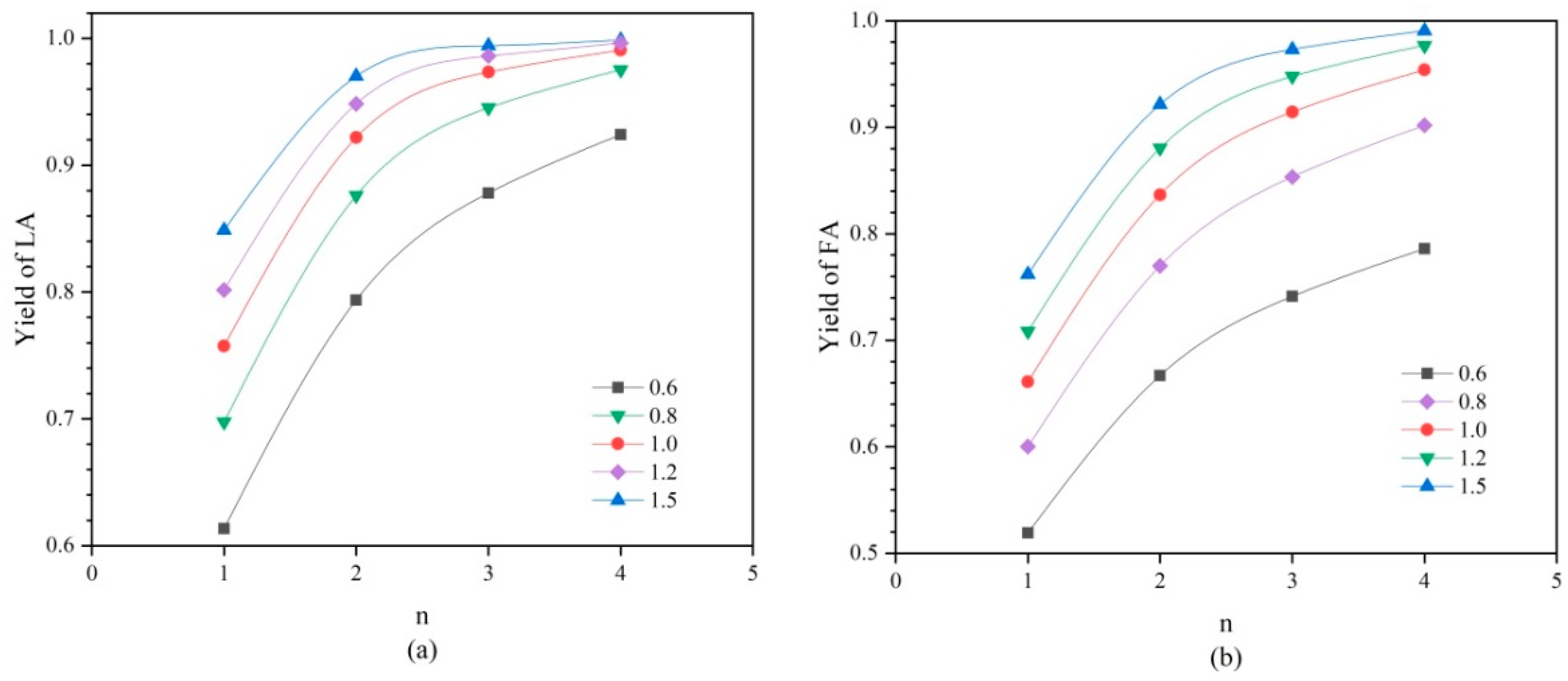
3.4.3. Multistage Countercurrent Reactive Extraction
Effect of Single-Stage Reaction Time
Effect of N-Octanol Dosage
3.4.4. Comparison of Crosscurrent and Countercurrent Reactive Extraction
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sudarsanam, P.; Peeters, E.; Makshina, E.V.; Parvulescu, V.I.; Sels, B.F. Advances in porous and nanoscale catalysts for viable biomass conversion. Chem. Soc. Rev. 2019, 48, 2366–2421. [Google Scholar] [CrossRef] [PubMed]
- Prado-Rubio, O.A.; Gasca-González, R.; Fontalvo, J.; Gómez-Castro, F.I.; Pérez-Cisneros, E.S.; Morales-Rodriguez, R. Design and evaluation of intensified downstream technologies towards feasible lactic acid bioproduction. Chem. Eng. Process.-Process Intensif. 2020, 158, 108174. [Google Scholar] [CrossRef]
- Isikgor, F.H.; Becer, C.R. Lignocellulosic biomass: A sustainable platform for the production of bio-based chemicals and polymers. Polym. Chem. 2015, 6, 4497–4559. [Google Scholar] [CrossRef] [Green Version]
- Liu, K.; Du, H.; Zheng, T.; Liu, H.; Zhang, M.; Zhang, R.; Li, H.; Xie, H.; Zhang, X.; Ma, M.; et al. Recent advances in cellulose and its derivatives for oilfield applications. Carbohydr. Polym. 2021, 259, 117740. [Google Scholar] [CrossRef] [PubMed]
- Manzer, L.E. Biomass Derivatives: A Sustainable Source of Chemicals. In Feedstocks for the Future; ACS Symposium Series; American Chemical Society: Washington, DC, USA, 2006; pp. 40–51. [Google Scholar]
- Pileidis, F.D.; Titirici, M.M. Levulinic Acid Biorefineries: New Challenges for Efficient Utilization of Biomass. ChemSusChem 2016, 9, 562–582. [Google Scholar] [CrossRef]
- Kang, S.; Fu, J.; Zhang, G. From lignocellulosic biomass to levulinic acid: A review on acid-catalyzed hydrolysis. Renew. Sustain. Energy Rev. 2018, 94, 340–362. [Google Scholar] [CrossRef]
- Mika, L.T.; Csefalvay, E.; Nemeth, A. Catalytic Conversion of Carbohydrates to Initial Platform Chemicals: Chemistry and Sustainability. Chem. Rev. 2018, 118, 505–613. [Google Scholar] [CrossRef]
- Djas, M.; Henczka, M. Reactive extraction of carboxylic acids using organic solvents and supercritical fluids: A review. Sep. Purif. Technol. 2018, 201, 106–119. [Google Scholar] [CrossRef]
- Datta, D.; Kumar, S.; Uslu, H. Status of the Reactive Extraction as a Method of Separation. J. Chem. 2015, 2015, 853789. [Google Scholar] [CrossRef]
- Uslu, H. Reactive Extraction of Levulinic Acid Using TPA in Toluene Solution: LSER Modeling, Kinetic and Equilibrium Studies. Sep. Sci. Technol. 2008, 43, 1535–1548. [Google Scholar] [CrossRef]
- Datta, D.; Marti, M.E.; Uslu, H.; Kumar, S. Extraction of levulinic acid using tri- n -butyl phosphate and tri- n -octylamine in 1-octanol: Column design. J. Taiwan Inst. Chem. Eng. 2016, 66, 407–413. [Google Scholar] [CrossRef]
- Eda, S.; Borra, A.; Parthasarathy, R.; Bankupalli, S.; Bhargava, S.; Thella, P.K. Recovery of levulinic acid by reactive extraction using tri-n-octylamine in methyl isobutyl ketone: Equilibrium and thermodynamic studies and optimization using Taguchi multivariate approach. Sep. Purif. Technol. 2018, 197, 314–324. [Google Scholar] [CrossRef]
- Yan, K.; Jarvis, C.; Gu, J.; Yan, Y. Production and catalytic transformation of levulinic acid: A platform for speciality chemicals and fuels. Renew. Sustain. Energy Rev. 2015, 51, 986–997. [Google Scholar] [CrossRef]
- Yasmin, S.; Sheng, W.-B.; Peng, C.-Y.; Rahman, A.-U.; Liao, D.-F.; Choudhary, M.I.; Wanga, W. Highly efficient and green esterification of carboxylic acids in deep eutectic solvents without any other additives. Synth. Commun. 2017, 48, 68–75. [Google Scholar] [CrossRef]
- Kanda, L.R.S.; Corazza, M.L.; Zatta, L.; Wypych, F. Kinetics evaluation of the ethyl esterification of long chain fatty acids using commercial montmorillonite K10 as catalyst. Fuel 2017, 193, 265–274. [Google Scholar] [CrossRef]
- Zhou, Y.; Qin, H.; Cheng, H.; Chen, L.; Zhang, B.; Qi, Z. Reactive extraction for synthesizing long chain ester butyl hexanoate intensified by deep eutectic solvent. Chin. J. Chem. Eng. 2021, 36, 120–127. [Google Scholar] [CrossRef]
- Ni, Z.; Li, F.; Wang, H.; Wang, S.; Gao, S.-Y. Catalytic esterification, kinetics, and cold flow properties of isobutyl palmitate. Fuel 2019, 254, 115368. [Google Scholar] [CrossRef]
- Mizzi, B.; Meyer, M.; Prat, L.; Augier, F.; Leinekugel-Le-Cocq, D. General design methodology for reactive liquid–liquid extraction: Application to dicarboxylic acid recovery in fermentation broth. Chem. Eng. Processing Process Intensif. 2017, 113, 20–34. [Google Scholar] [CrossRef] [Green Version]
- Li, L.; Zeng, T.; Wang, X.; Ye, C.; Qiu, T.; Huang, Z. Liquid-liquid equilibrium for the quaternary reaction system water + sec-butyl alcohol + sec-butyl acetate + acetic acid. Fluid Phase Equilibria 2017, 432, 70–75. [Google Scholar] [CrossRef]
- Madankar, C.S.; Pradhan, S.; Naik, S.N. Parametric study of reactive extraction of castor seed (Ricinus communis L.) for methyl ester production and its potential use as bio lubricant. Ind. Crops Prod. 2013, 43, 283–290. [Google Scholar] [CrossRef]
- Badgujar, K.C.; Badgujar, V.C.; Bhanage, B.M. A review on catalytic synthesis of energy rich fuel additive levulinate compounds from biomass derived levulinic acid. Fuel Process. Technol. 2020, 197, 106213. [Google Scholar] [CrossRef]
- Santhanakrishnan, A.; Shannon, A.; Peereboom, L.; Lira, C.T.; Miller, D.J. Kinetics of Mixed Ethanol/n-Butanol Esterification of Butyric Acid with Amberlyst 70 and p-Toluene Sulfonic Acid. Ind. Eng. Chem. Res. 2013, 52, 1845–1853. [Google Scholar] [CrossRef]
- Wen, P.; Tang, K.; Zhou, J.; Zhang, P. Simulation and analysis of multi-stage centrifugal fractional extraction process of 4-nitrobenzene glycine enantiomers. Chin. J. Chem. Eng. 2015, 23, 1774–1781. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| FA | The forward reaction | 9.372 × | 54.391 |
| The inverse reaction | 6.019 × | 46.769 | |
| LA | The forward reaction | 4.645 × | 73.121 |
| The inverse reaction | 9.332 × | 61.223 |
| T/K | Organic Phase | Aqueous Phase | ||||
|---|---|---|---|---|---|---|
| 323.15 | 0.2721 | 9.0697 | 4.4800 | 0.7077 | 0.0977 | 0.0699 |
| 0.2695 | 6.2367 | 4.6860 | 0.9778 | 0.0965 | 0.0704 | |
| 0.2668 | 4.7568 | 4.8620 | 0.9313 | 0.0928 | 0.0710 | |
| 0.1840 | 6.2020 | 4.6250 | 1.0274 | 0.1235 | 0.0628 | |
| 0.1722 | 4.2382 | 4.8870 | 0.6709 | 0.1167 | 0.0633 | |
| 0.1552 | 3.2248 | 5.1130 | 0.6237 | 0.1071 | 0.0639 | |
| 343.15 | 0.2556 | 8.9308 | 4.2460 | 1.0344 | 0.1536 | 0.0853 |
| 0.2531 | 6.1547 | 4.3500 | 0.9885 | 0.1417 | 0.0859 | |
| 0.2489 | 4.7009 | 4.4240 | 0.9467 | 0.1320 | 0.0867 | |
| 0.1679 | 6.1596 | 4.2020 | 0.7145 | 0.1510 | 0.0856 | |
| 0.1601 | 4.2061 | 4.3940 | 0.6825 | 0.1429 | 0.0861 | |
| 0.1481 | 3.1949 | 4.7080 | 0.6336 | 0.1386 | 0.0869 | |
| 363.15 | 0.2392 | 8.7733 | 3.8940 | 1.0414 | 0.2185 | 0.1019 |
| 0.2357 | 6.0693 | 4.0010 | 0.9996 | 0.1899 | 0.1026 | |
| 0.2335 | 4.6590 | 4.4500 | 0.9602 | 0.1597 | 0.1035 | |
| 0.2305 | 3.8032 | 4.6767 | 0.9158 | 0.1178 | 0.1015 | |
| 0.1575 | 6.0188 | 4.0400 | 0.7189 | 0.2069 | 0.1029 | |
| 0.1498 | 4.1583 | 4.1030 | 0.6892 | 0.1677 | 0.1038 | |
| T/K | Organic Phase | Aqueous Phase | ||||
|---|---|---|---|---|---|---|
| 323.15 | 1.1946 | 4.1500 | 4.2460 | 1.9246 | 0.0393 | 0.0129 |
| 1.1424 | 3.1652 | 4.5720 | 1.7654 | 0.0345 | 0.0151 | |
| 1.1069 | 2.5607 | 4.9730 | 1.6227 | 0.0309 | 0.0185 | |
| 1.4208 | 2.6654 | 4.0160 | 2.1726 | 0.0909 | 0.0160 | |
| 1.3404 | 2.0139 | 4.2730 | 2.0061 | 0.0836 | 0.0285 | |
| 1.2559 | 1.6111 | 4.3560 | 1.8740 | 0.0718 | 0.0345 | |
| 343.15 | 1.3016 | 4.1387 | 3.9430 | 1.8712 | 0.0683 | 0.0179 |
| 1.2626 | 3.1698 | 4.2530 | 1.6967 | 0.0611 | 0.0209 | |
| 1.1729 | 2.5397 | 4.6410 | 1.5514 | 0.0538 | 0.0246 | |
| 1.4710 | 2.5877 | 3.5710 | 2.1536 | 0.1078 | 0.0241 | |
| 1.3769 | 1.9424 | 3.6900 | 1.9749 | 0.0887 | 0.0354 | |
| 1.3111 | 1.5184 | 3.8800 | 1.8197 | 0.0681 | 0.0486 | |
| 363.15 | 1.3642 | 4.1042 | 3.1680 | 1.8256 | 0.1102 | 0.0212 |
| 1.2966 | 3.1248 | 3.5530 | 1.6466 | 0.0979 | 0.0264 | |
| 1.2281 | 2.5006 | 4.0090 | 1.4937 | 0.0847 | 0.0316 | |
| 1.6694 | 2.8010 | 3.1170 | 2.1111 | 0.1222 | 0.0312 | |
| 1.5778 | 2.1073 | 3.3320 | 1.9273 | 0.1045 | 0.0458 | |
| 1.4653 | 1.6512 | 3.4220 | 1.7706 | 0.0862 | 0.0567 | |
| Temperature/K | Component | UNIQUAC | |
|---|---|---|---|
| i–j | |||
| 323.15 | 1–2 | −7256.33 | −1723.62 |
| 1–3 | −522.44 | 86.30 | |
| 1–4 | 167.83 | 5001.49 | |
| 2–3 | 3743.92 | 4641.64 | |
| 2–4 | −2012.64 | 5379.28 | |
| 3–4 | −755.26 | −181.16 | |
| 343.15 | 1–2 | −6996.06 | −1848.88 |
| 1–3 | −578.99 | 90.29 | |
| 1–4 | 186.41 | 4707.10 | |
| 2–3 | 3132.37 | 4373.08 | |
| 2–4 | −2215.29 | 5638.73 | |
| 3–4 | −735.32 | −229.53 | |
| 363.15 | 1–2 | −8838.89 | −1523.04 |
| 1–3 | −586.17 | 89.07 | |
| 1–4 | 233.47 | 5154.96 | |
| 2–3 | 3139.47 | 4361.20 | |
| 2–4 | −2032.74 | 5969.74 | |
| 3–4 | −763.29 | −194.96 | |
| Temperature/K | Component | UNIQUAC | |
|---|---|---|---|
| i–j | |||
| 323.15 | 1–2 | −1329.57 | −1971.15 |
| 1–3 | −1177.12 | 129.23 | |
| 1–4 | −1196.41 | 155.72 | |
| 2–3 | −2607.66 | −7372.95 | |
| 2–4 | −1269.78 | 3265.48 | |
| 343.15 | 1–2 | −1270.01 | −2615.56 |
| 1–3 | −1360.25 | 135.38 | |
| 1–4 | −1007.82 | 137.98 | |
| 2–3 | −3104.51 | −5526.77 | |
| 2–4 | −1331.68 | 3655.33 | |
| 363.15 | 1–2 | −1523.54 | −2120.39 |
| 1–3 | −842.02 | 149.02 | |
| 1–4 | −1202.69 | 154.72 | |
| 2–3 | −2718.24 | −4868.70 | |
| 2–4 | −2018.23 | 3898.86 | |
| Time/h | n | Yield of LA/% | Yield of FA/% | ||
|---|---|---|---|---|---|
| Crosscurrent | 12 | 7 | 2.8 | 99.2 | 97.6 |
| 12 | 5 | 3.0 | 99.3 | 97.7 | |
| 12 | 4 | 3.2 | 99.3 | 97.8 | |
| Countercurrent | 12 | 4 | 1 | 99.1 | 95.4 |
| 12 | 4 | 1.5 | 99.9 | 97.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dong, B.; Cong, H.; Li, X.; Li, H.; Gao, X. Reaction Extraction of Levulinic Acid and Formic Acid from Cellulose Deep Hydrolyzate. Processes 2022, 10, 734. https://doi.org/10.3390/pr10040734
Dong B, Cong H, Li X, Li H, Gao X. Reaction Extraction of Levulinic Acid and Formic Acid from Cellulose Deep Hydrolyzate. Processes. 2022; 10(4):734. https://doi.org/10.3390/pr10040734
Chicago/Turabian StyleDong, Baoshi, Haifeng Cong, Xingang Li, Hong Li, and Xin Gao. 2022. "Reaction Extraction of Levulinic Acid and Formic Acid from Cellulose Deep Hydrolyzate" Processes 10, no. 4: 734. https://doi.org/10.3390/pr10040734
APA StyleDong, B., Cong, H., Li, X., Li, H., & Gao, X. (2022). Reaction Extraction of Levulinic Acid and Formic Acid from Cellulose Deep Hydrolyzate. Processes, 10(4), 734. https://doi.org/10.3390/pr10040734