
Recovery of Mineral Wool Waste and Recycled Aggregates for Use in the Manufacturing Processes of Masonry Mortars




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
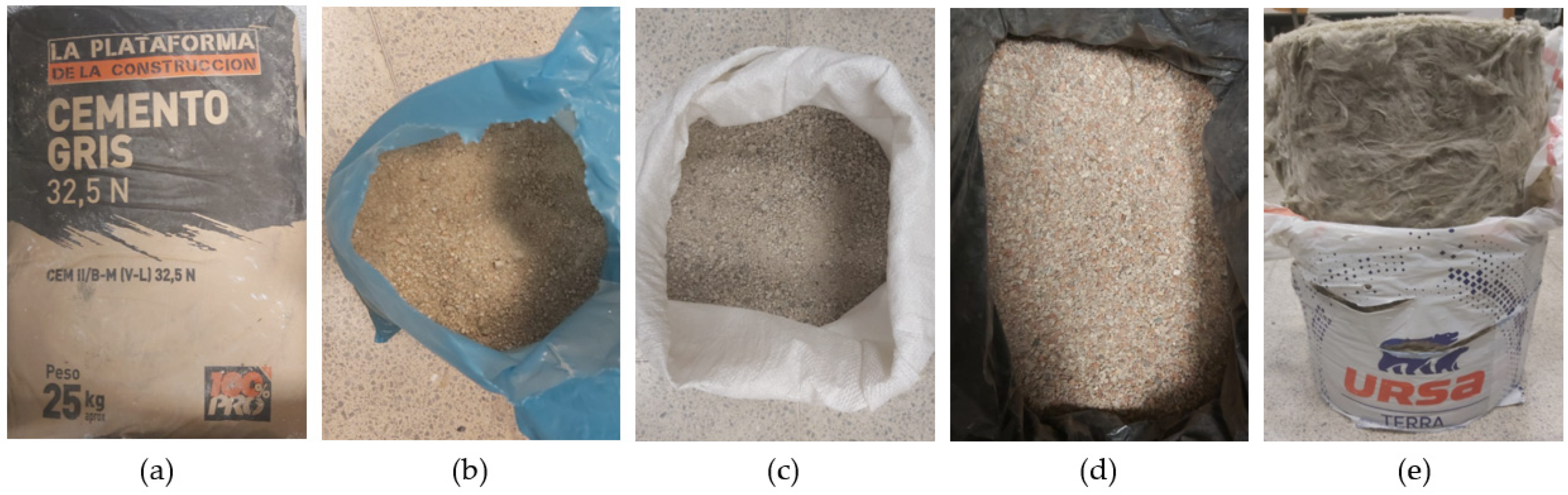
2.1.1. Binder
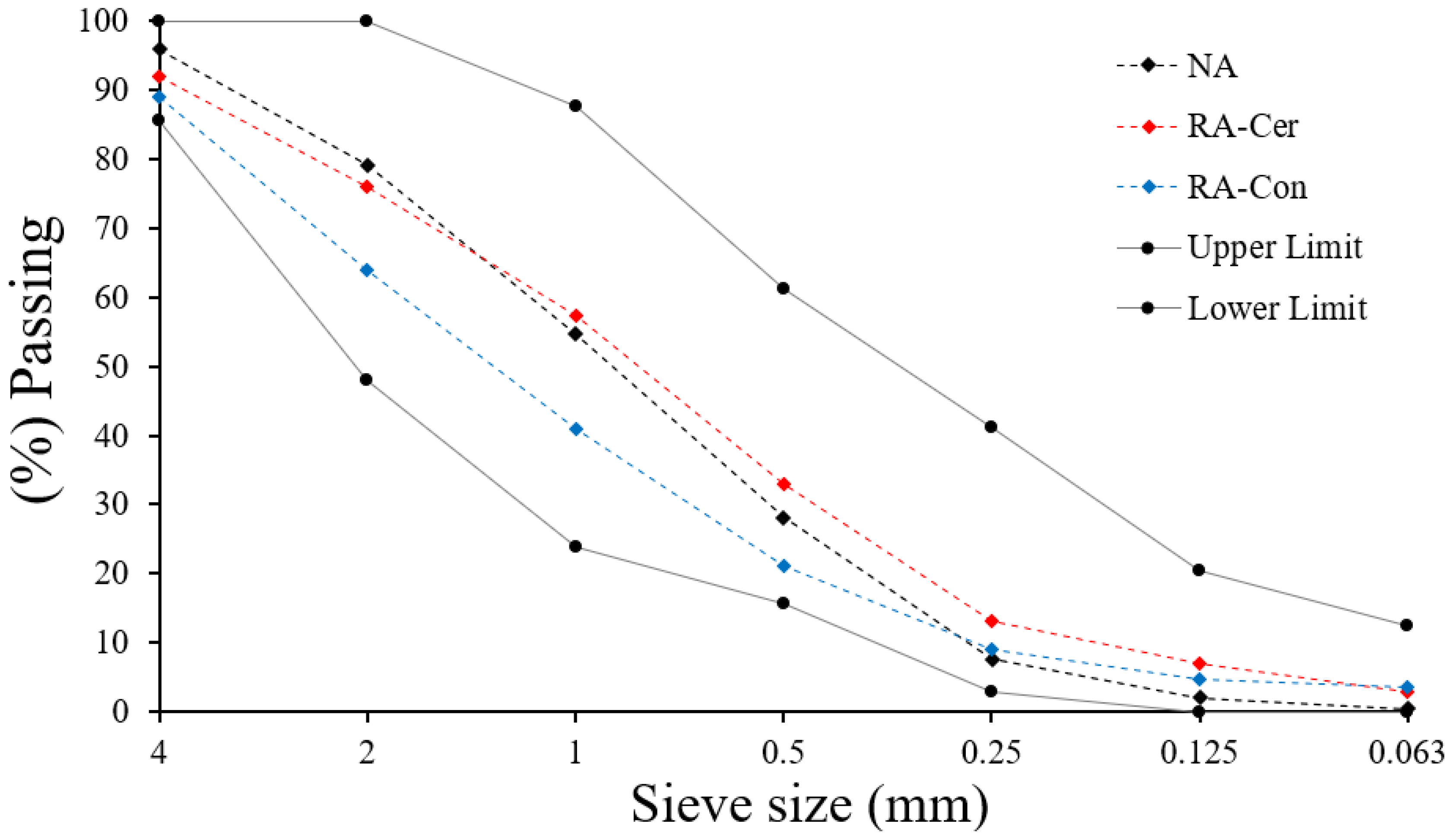
2.1.2. Aggregates
2.1.3. Mineral Wool Fiber
2.1.4. Water and Additive
2.2. Dosages Used

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name (1) | Cement (g) | Aggregate (g) | Water (g) | Fiber (g) | Consistency (UNE-EN 1015-2:2007 [56]) |
|---|---|---|---|---|---|
| NA | 450 | 1350 | 252 | – | 174 |
| NA-10% | 450 | 1215 | 261 | 3 | 172 |
| NA-20% | 450 | 1080 | 270 | 6 | 169 |
| RAcon | 450 | 1350 | 302 | – | 177 |
| Racon-10% | 450 | 1215 | 310 | 3 | 175 |
| Racon-20% | 450 | 1080 | 318 | 6 | 171 |
| RAmix | 450 | 1350 | 324 | – | 176 |
| RAmix-10% | 450 | 1215 | 333 | 3 | 171 |
| RAmix-20% | 450 | 1080 | 342 | 6 | 169 |
2.3. Instruments and Experimental Plan
3. Results and Discussion
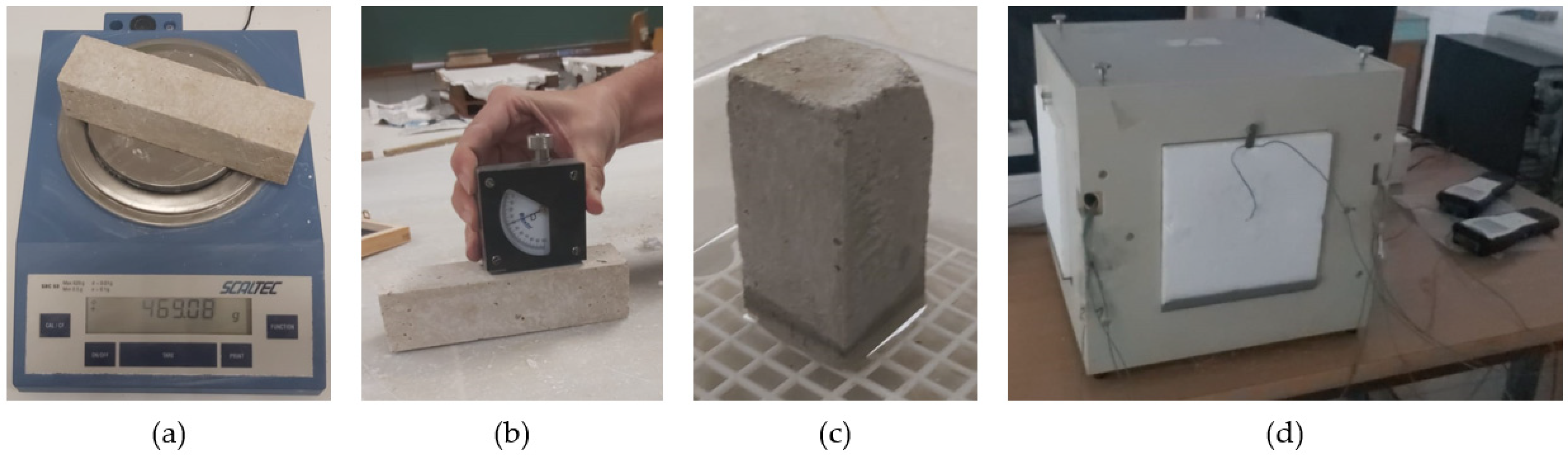
3.1. Physical Characterization Tests
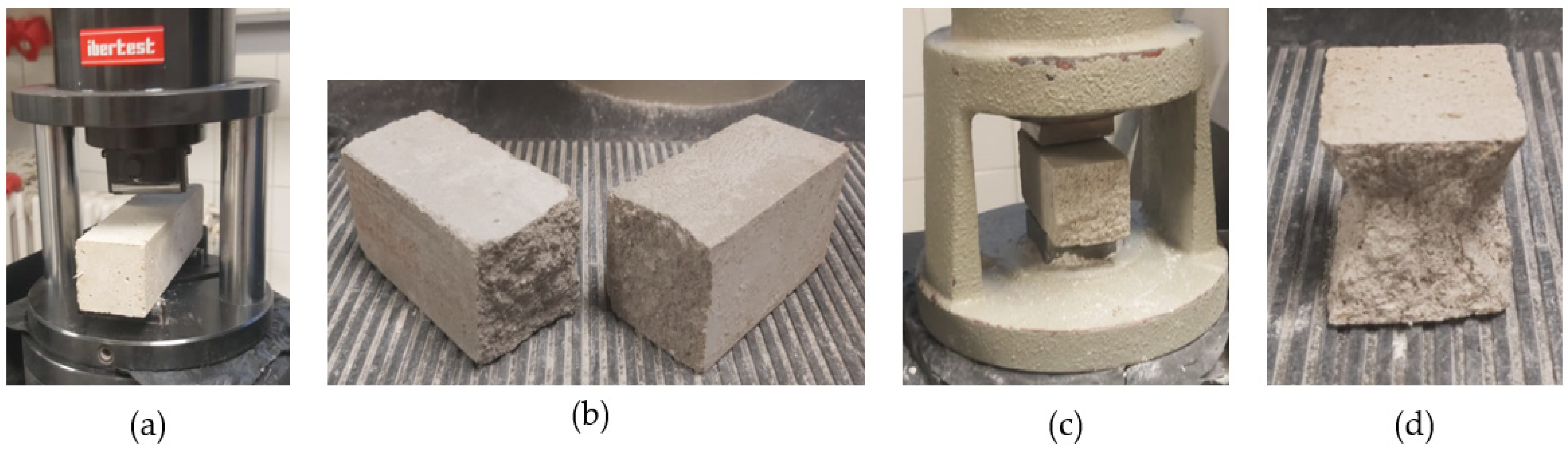
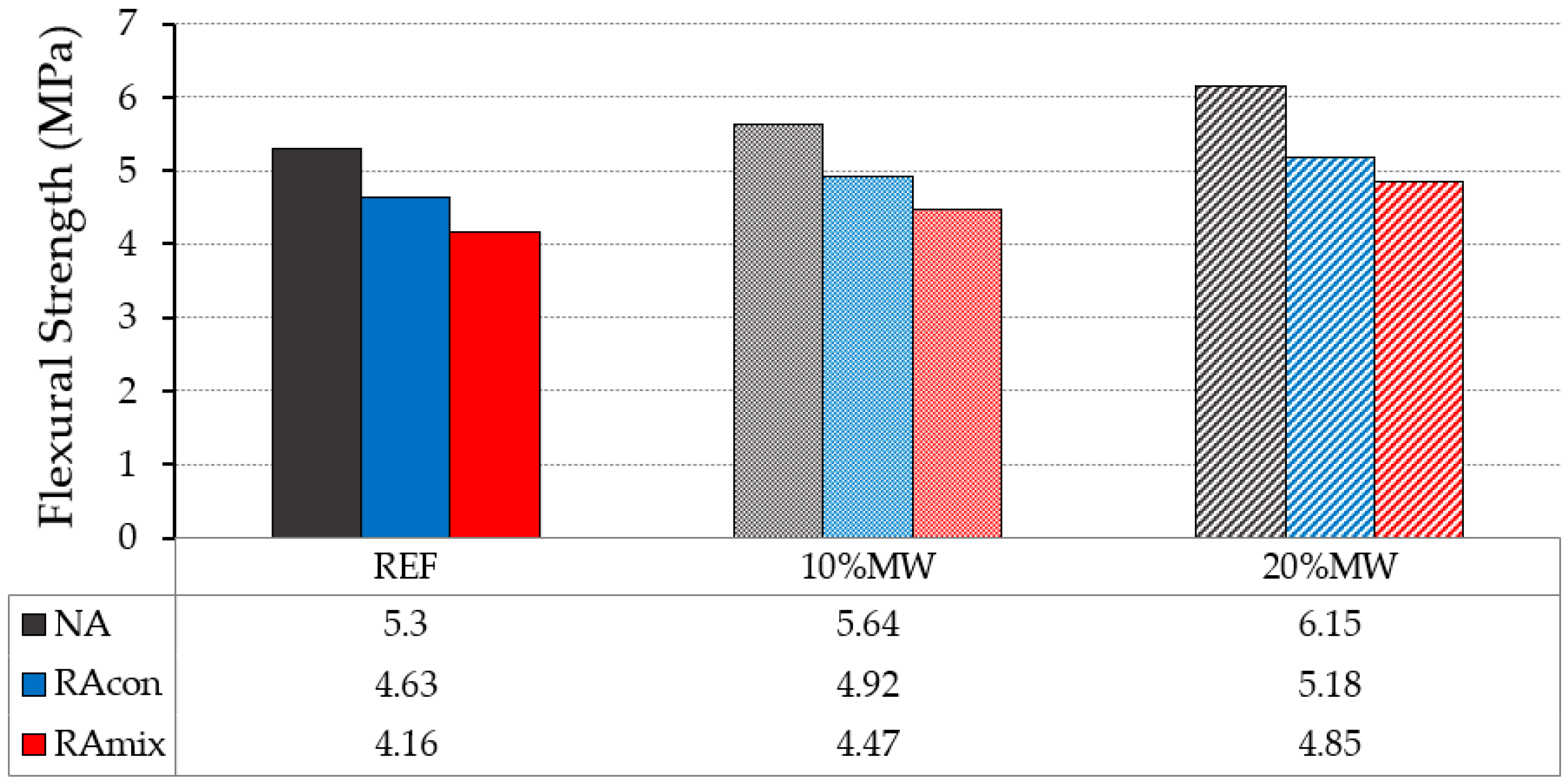
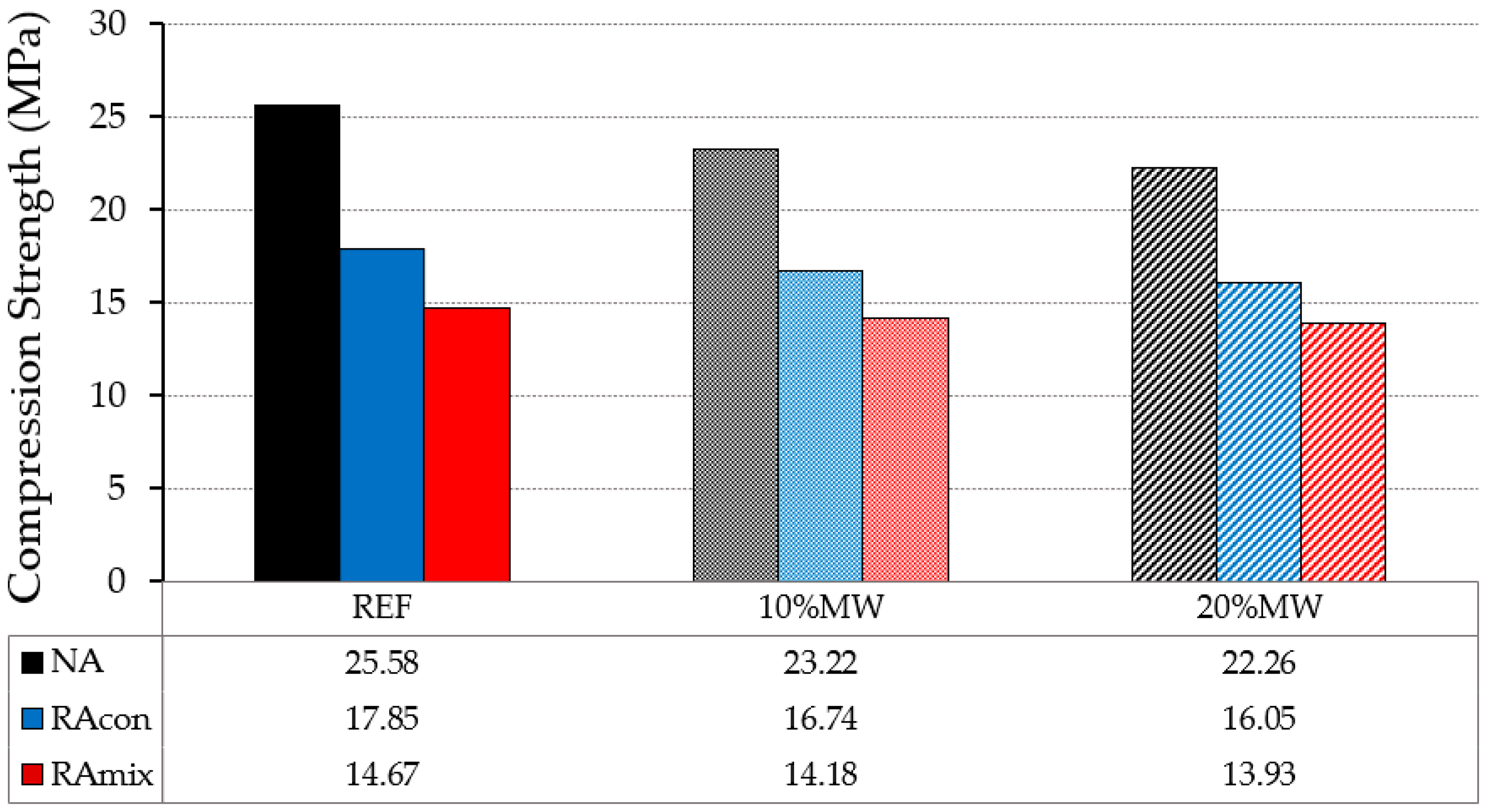
3.2. Mechanical Characterization Tests
3.3. Durability Tests
4. Conclusions
- In terms of physical properties, it has been observed that the incorporation of mineral wool fiber waste as a substitute for aggregates increases the thermal resistance of masonry mortars, with a higher resistance when the percentage of aggregate substitution is 20% by recycled mineral wool. In addition, mortars made with recycled aggregate had a lower thermal conductivity, with mortars with RAmix being the ones with the highest insulation capacity because of the ceramic origin of their aggregates. The above conclusion is related to the fact that mortars made with recycled aggregate have a lower density than traditional mortars, and this density decreases if the aggregate is replaced by mineral wool residue.
- On the other hand, physical properties such as capillary water absorption or surface hardness are impaired with the incorporation of mineral wool fiber waste as a substitute for the aggregates. Moreover, in these cases, mortars made with natural sand showed better results, obtaining a greater opposition to capillary water absorption and greater hardness than mortars made with recycled aggregate. In addition, for these tests, mortars made with RAcon showed better results than mortars made with RAmix.
- In terms of mechanical properties, it was found that the flexural strength increased with the incorporation of mineral wool fibers as a reinforcement material in the mortar matrix. In all the cases studied, the mortars incorporating 20% MW to replace the aggregate were those with the highest flexural strengths. However, for compressive strength, the behavior was the opposite, with the strength capacity of the mortars decreasing as the aggregates were replaced by mineral wool residues. On the other hand, in both mechanical properties, a better performance of the traditional mortars was observed compared to the mortars made with recycled aggregate, and the samples made with RAmix were the ones that obtained the lowest resistance.
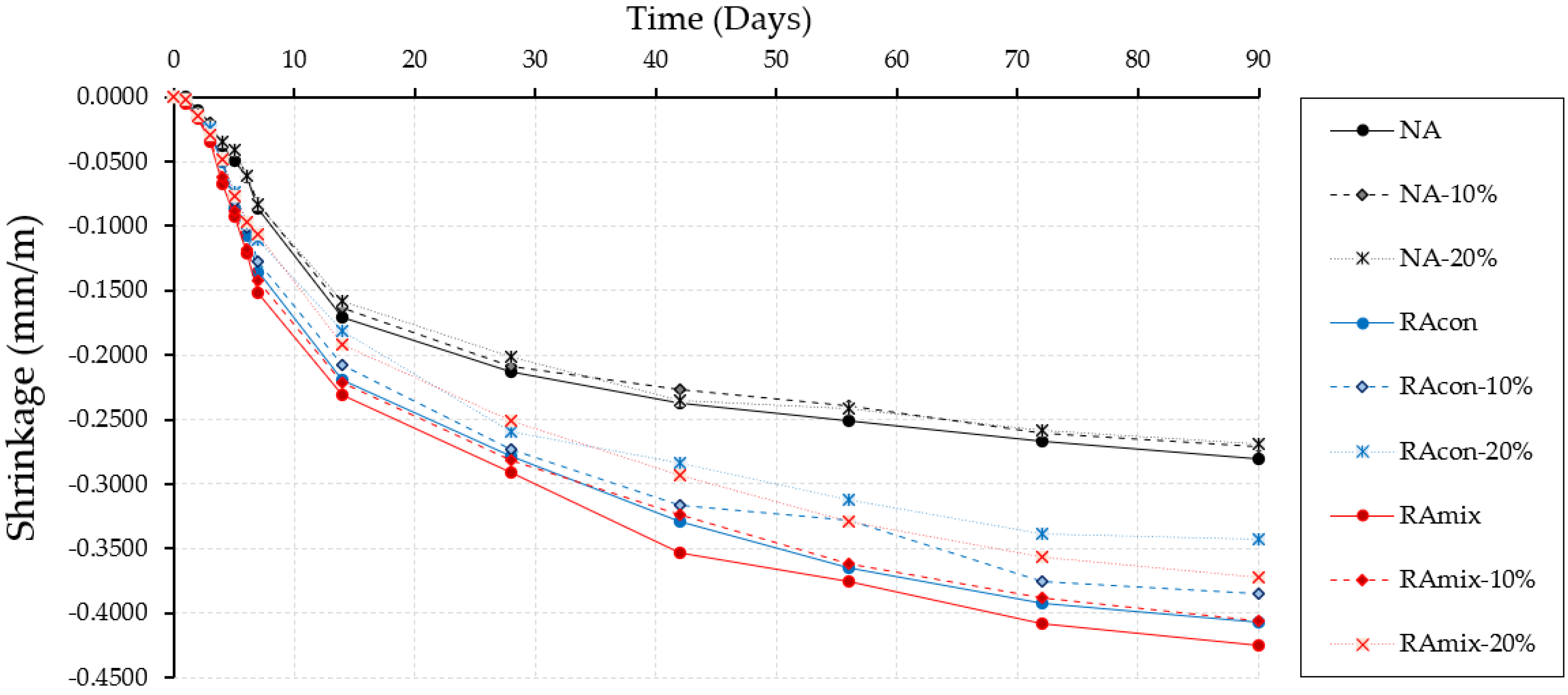
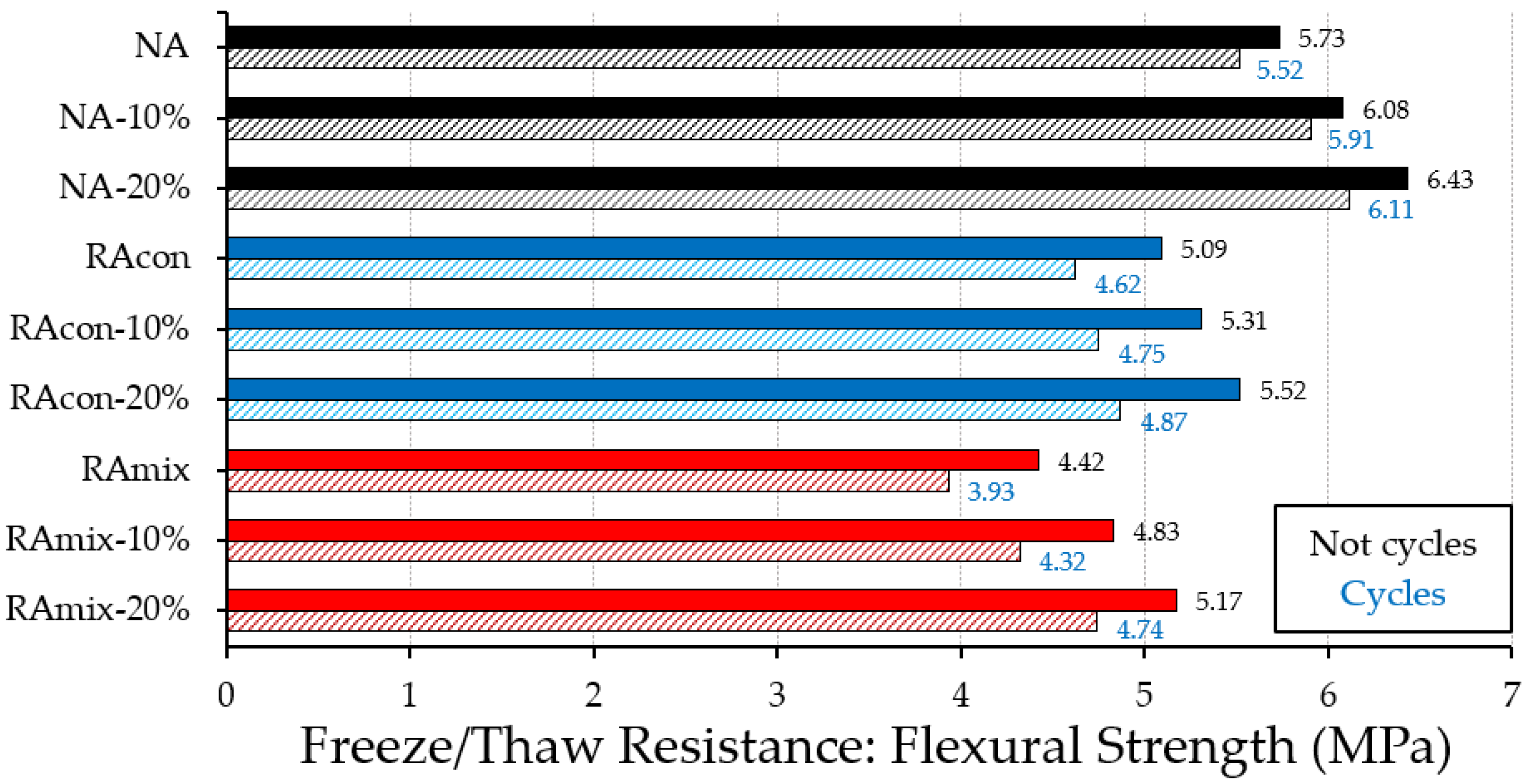
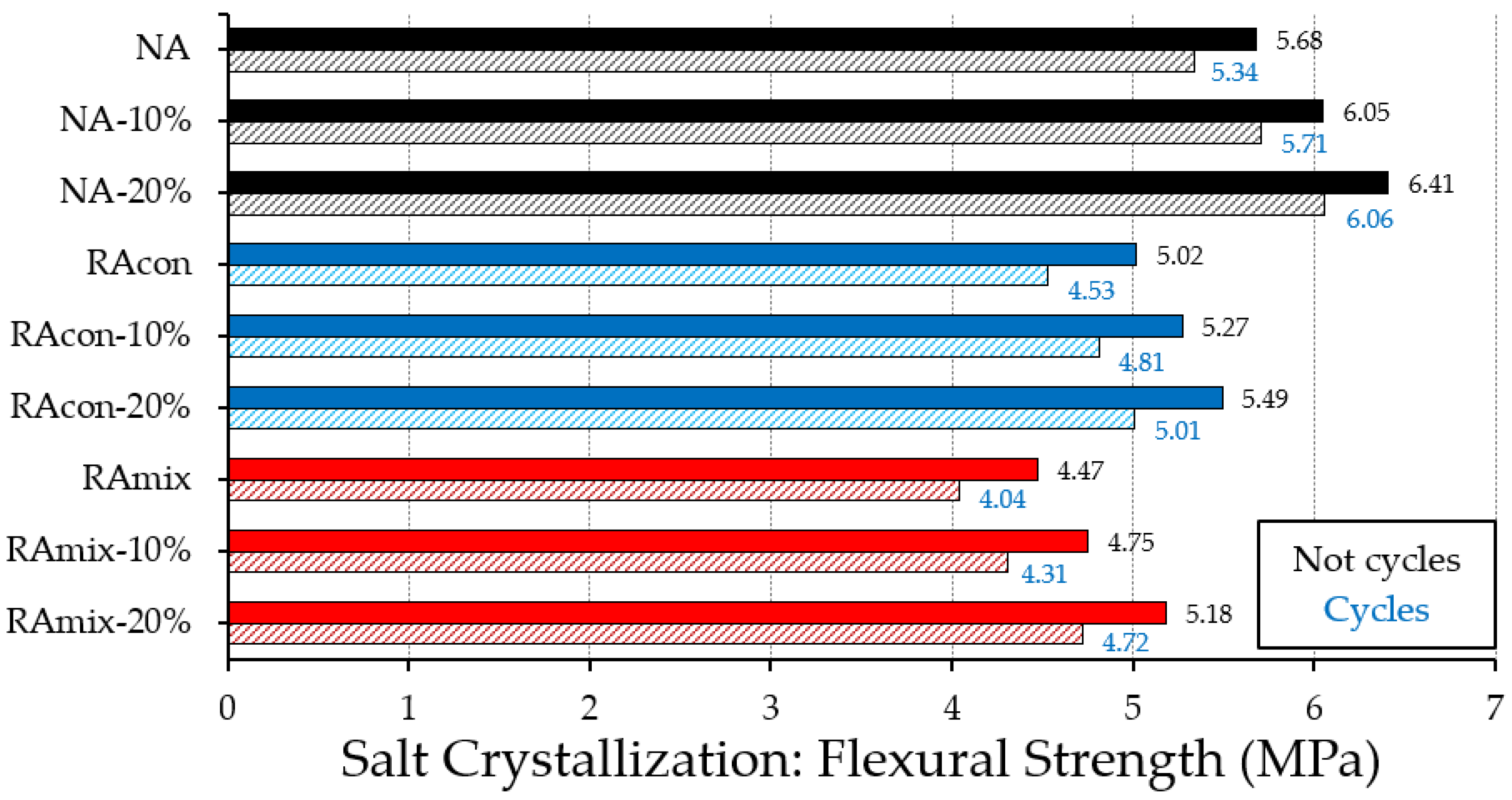
- Finally, when evaluating the durability of the mortars, firstly, shrinkage during setting at 90 days was studied. For this property, it has been observed how the incorporation of mineral wool fibers reduces the shrinkage of the mortars, and how this effect is even more significant for the mortars made with recycled aggregate, as they present a greater shrinkage. On the other hand, the resistance of the mortars to freeze–thaw cycles and salt crystallization has been analyzed. For both tests, after the durability cycles, a decrease in the mechanical strength of the mortars and a loss of mass was observed in all the samples. However, it could be observed how the incorporation of mineral wool fibers increased the durability of the mortars and how the mortars made with recycled aggregate obtained lower strength values in both tests.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hornero, A.C. Estrategia Medioambiental y Desarrollo Sostenible, 2nd ed.; Editorial Universitaria Ramón Areces: Madrid, Spain, 2017. [Google Scholar]
- Liu, B.; Gao, Q.; Liang, L.; Sun, J.; Liu, C.; Xu, Y. Ecological relationships of global construction industries in sustainable economic and energy development. Energy 2021, 234, 121249. [Google Scholar] [CrossRef]
- Pietzcker, R.C.; Osorio, S.; Rodrigues, R. Tightening EU ETS targets in line with the European Green Deal: Impacts on the decarbonization of the EU power sector. Appl. Energy 2021, 239, 116914. [Google Scholar] [CrossRef]
- Ahmed, N.; Abdel-Hamid, M.; Abd El-Razik, M.M.; El-Dash, K.M. Impact of sustainable design in the construction sector on climate change. Ain Shams Eng. J. 2021, 12, 1375–1383. [Google Scholar] [CrossRef]
- Santos, P.; Ribeiro, T. Thermal Performance of Double-Pane Lightweight Steel Framed Walls with and without a Reflective Foil. Buildings 2021, 11, 301. [Google Scholar] [CrossRef]
- Santos, P.; Ribeiro, T. Thermal Performance Improvement of Double-Pane Lightweight Steel Framed Walls Using Thermal Break Strips and Reflective Foils. Energies 2021, 14, 6927. [Google Scholar] [CrossRef]
- Guerra, B.C.; Shahi, S.; Mollaei, A.; Skaf, N.; Weber, O.; Leite, F.; Haas, C. Circular economy applications in the construction industry: A global scan of trends and opportunities. J. Clean. Prod. 2021, 324, 129125. [Google Scholar] [CrossRef]
- Zhang, C.; Hu, M.; Di Maio, F.; Sprecher, B.; Yang, X.; Tukker, A. An overview of the waste hierarchy framework for analyzing the circularity in construction and demolition waste management in Europe. Sci. Total Environ. 2022, 803, 149892. [Google Scholar] [CrossRef]
- Yang, H.; Xia, J.; Thompson, J.R.; Flower, R.J. Urban construction and demolition waste and landfill failure in Shenzhen, China. Waste Manag. 2017, 63, 393–396. [Google Scholar] [CrossRef]
- Contreras, M.; Teixeira, S.R.; Lucas, M.C.; Lima, L.C.N.; Cardoso, D.S.L.; da Silva, G.A.C.; Gregório, G.C.; Souza, A.E.; dos Santos, A. Recycling of construction and demolition waste for producing new construction material (Brazil case-study). Constr. Build. Mater. 2016, 123, 594–600. [Google Scholar] [CrossRef] [Green Version]
- Assaad, J.J.; Vachon, M. Valorizing the use of recycled fine aggregates in masonry cement production. Constr. Build. Mater. 2021, 310, 125263. [Google Scholar] [CrossRef]
- Ling-Yu, X.; Lan-Ping, Q.; Bo-Tao, H.; Jian-Guo, D. Development of artificial one-part geopolymer lightweight aggregates by crushing technique. J. Clean. Prod. 2021, 315, 128200. [Google Scholar] [CrossRef]
- Ferriz-Papi, J.A.; Weekes, E.; Whitehead, N.; Lee, A. A cost-effective recycled aggregates classification procedure for construction and demolition waste evaluation. Constr. Build. Mater. 2022, 324, 126642. [Google Scholar] [CrossRef]
- Martínez, I.; Etxeberria, M.; Pavón, E.; Díaz, N. A comparative analysis of the properties of recycled and natural aggregate in masonry mortars. Constr. Build. Mater. 2013, 49, 384–392. [Google Scholar] [CrossRef]
- Prasad, D.; Singh, B.; Suman, S.K. Utilization of recycled concrete aggregate in bituminous mixtures: A comprehensive review. Constr. Build. Mater. 2022, 326, 126859. [Google Scholar] [CrossRef]
- Saiz, P.; González, M.; Fernández, F.; Rodríguez, A. Comparative study of three types of fine recycled aggregates from construction and demolition waste (CDW), and their use in masonry mortar fabrication. J. Clean. Prod. 2016, 118, 162–169. [Google Scholar] [CrossRef] [Green Version]
- Tam, V.W.Y.; Soomro, M.; Catarina, A.; Evangelista, J. Quality improvement of recycled concrete aggregate by removal of residual mortar: A comprehensive review of approaches adopted. Constr. Build. Mater. 2021, 288, 123066. [Google Scholar] [CrossRef]
- Nepomuceno, M.C.S.; Isidoro, R.A.S.; Catarino, J.P.G. Mechanical performance evaluation of concrete made with recycled ceramic coarse aggregates from industrial brick waste. Constr. Demolition Waste 2018, 165, 284–294. [Google Scholar] [CrossRef]
- Morón, A.; Ferrández, D.; Saiz, P.; Atanes-Sánchez, E.; Morón, C. Study of the properties of lime and cement mortars made from recycled ceramic aggregate and reinforced with fibres. J. Build. Mater. 2021, 35, 102097. [Google Scholar] [CrossRef]
- Xu, F.; Lin, X.; Zhou, A.; Liu, Q. Effects of recycled ceramic aggregates on internal curing of high-performance concrete. Constr. Build. Mater. 2022, 322, 126484. [Google Scholar] [CrossRef]
- García-González, J.; Rodríguez, D.; Wang, J.; De Belie, N.; del Pozo, J.M.M.; Guerra, M.I.; Valdés, A.J. Quality improvement of mixed and ceramic recycled aggregates by biodeposition of calcium carbonate. Constr. Build. Mater. 2017, 154, 1015–1023. [Google Scholar] [CrossRef]
- Martínez, P.S. Utilización de Arenas Procedentes de Residuos de Construcción y Demolición, RCD, en la Fabricación de Morteros de Albañilería. Ph.D. Thesis, Universidad Politécnica de Madrid, Madrid, Spain, 2015. [Google Scholar]
- Wang, B.; Yan, L.; Fu, Q.; Kasal, B. A Comprehensive Review on Recycled Aggregate and Recycled Aggregate Concrete. Resour. Conserv. Recycl. 2021, 171, 105565. [Google Scholar] [CrossRef]
- Yang, S.; Lu, J.; Poon, C. Recycling of waste glass in cement mortars: Mechanical properties under high temperature loading. Resour. Conserv. Recycl. 2021, 174, 105831. [Google Scholar] [CrossRef]
- Saiz, P.; Ferrández, D.; Morón, C.; Fernández, F. Behaviour of masonry mortars fabricated with recycled aggregate towards moisture. DYNA 2018, 94, 442–446. [Google Scholar] [CrossRef]
- Tegguer, A.D. Determining the water absorption of recycled aggregates utilizing hydrostatic weighing approach. Constr. Build. Mater. 2012, 27, 112–116. [Google Scholar] [CrossRef]
- Morón, A.; Ferrández, D.; Saiz, P.; Vega, G.; Morón, C. Influence of Recycled Aggregates on the Mechanical Properties of Synthetic Fibers-Reinforced Masonry Mortars. Infrastructures 2021, 6, 84. [Google Scholar] [CrossRef]
- Yu, Z.; Zhao, Y.; Ba, H.; Liu, M. Synergistic effects of ettringite-based expansive agent and polypropylene fibre on early-age anti-shrinkage and anti-cracking properties of mortars. J. Build. Eng. 2021, 39, 102275. [Google Scholar] [CrossRef]
- Benaimeche, O.; Carpinteri, A.; Mellas, M.; Ronchei, C.; Scorza, D.; Vantadori, D. The influence of date palm mesh fibre reinforcement on flexural and fracture behaviour of a cement-based mortar. Compos. Part B Eng. 2018, 152, 292–299. [Google Scholar] [CrossRef] [Green Version]
- Mastali, M.; Zahra, M.; Hugo, K.; Faraz, R. Utilization of mineral wools in production of alkali activated materials. Constr. Build. Mater. 2021, 283, 122790. [Google Scholar] [CrossRef]
- Piña, C.; Vidales, A.; Serrano, R.; del Rio, M.; Atanes-Sánchez, E. Analysis of fire resistance of cement mortars with mineral wool from recycling. Constr. Build. Mater. 2020, 265, 120349. [Google Scholar] [CrossRef]
- Ferrández, D.; Yedra, E.; Morón, C.; Zaragoza, A.; Kosior-Kazberuk, M. Circular Building Process: Reuse of Insulators from Construction and Demolition Waste to Produce Lime Mortars. Buildings 2022, 12, 220. [Google Scholar] [CrossRef]
- Ramírez, C.P. Comportamiento Físico-Mecánico y Térmico de los Morteros de Cemento Aditivados con Fibras Minerales Procedentes de Residuos de Construcción y Demolición. Ph.D. Thesis, E.T.S. de Edificación, Universidad Politécnica de Madrid, Madrid, Spain, 2018. [Google Scholar]
- Ferrández, D.; Álvarez, M.; Saiz, P.; Zaragoza, A. Experimental Study with Plaster Mortars Made with Recycled Aggregate and Thermal Insulation Residues for Application in Building. Sustainability 2022, 14, 2386. [Google Scholar] [CrossRef]
- Real Decreto 256/2016: Instrucción para la Recepción de Cementos (RC-16); BOE-A-2016-6167, no. 153, 45755-45824; Ministerio de la Presidencia: Madrid, Spain, 2016.
- García-Meseguer, A.; Morán-Cabré, F.; Arroyo-Portero, J.C. Hormigón Armado, Jiménez Montoya, 15th ed.; Editorial Cinter: Barcelona, Spain, 2011; ISBN 978-84-252-2307-5. [Google Scholar]
- UNE-EN 13139: 2003; Aggregates for Mortar. Aenor International: Madrid, Spain, 2003.
- UNE-EN 933-1: 2012; Tests for Geometrical Properties of Aggregates—Part 1: Determination of Particle Size Distribution—Sieving Method. Aenor International: Madrid, Spain, 2012.
- UNE-EN 146404: 2018; Aggregates for Concrete. Determination of the Coefficient of Friability of the Sands. Aenor International: Madrid, Spain, 2018.
- UNE-EN 1097-3: 1999; Tests for Mechanical and Physical Properties of Aggregates—Part 3: Determination of Loose Bulk Density and Voids. Aenor International: Madrid, Spain, 1999.
- UNE-EN 1097-6: 2014; Tests for Mechanical and Physical Properties of Aggregates—Part 6: Determination of Particle Density and Water Absorption. Aenor International: Madrid, Spain, 2014.
- Sosa, M.E.; Zaccardi, Y.A.V.; Zega, C.J. A critical review of the resulting effective water-to-cement ratio of fine recycled aggregate concrete. Constr. Build. Mater. 2021, 313, 125536. [Google Scholar] [CrossRef]
- Nedeljković, M.; Mylonas, A.; Wiktor, V.; Schlangen, E.; Visser, J. Influence of sand drying and mixing sequence on the performance of mortars with fine recycled concrete aggregates. Constr. Build. Mater. 2022, 315, 125750. [Google Scholar] [CrossRef]
- Rangel, C.S.; Toledo-Filho, R.D.; Amario, M.; Pepe, M.; Polisseni, G.C.; Puente de Andrade, G. Generalized quality control parameter for heterogenous recycled concrete aggregates: A pilot scale case study. J. Clean. Prod. 2019, 208, 589–601. [Google Scholar] [CrossRef]
- UNE-EN 933-2/1M:1999; Test for Geometrical Properties of Aggregates. Part 2: Determination of Particle Size Distribution. Test Sieves, Nominal Size of Apertures. Aenor International: Madrid, Spain, 1999.
- NBE FL-90; Norma Básica de Edificación. Muros Resistentes de Fábrica de Ladrillo. Aenor International: Madrid, Spain, 1991.
- Ministerio de Medio Ambiente. Orden MAM/304/2002, de 8 de Febrero, por la que se Publican las Operaciones de Valorización y Eliminación de Residuos y la Lista Europea de Residuos; Ministerio de Medio Ambiente: Madrid, Spain, 2002.
- Väntsi, O.; Kärki, T. Utilization of recycled mineral wool as filler in wood–polypropylene composites. Constr. Build. Mater. 2014, 55, 220–226. [Google Scholar] [CrossRef]
- Oktay, D.; Akturk, B.; Kabay, N. Properties of Cement Mortars Reinforced with Polypropylene Fibers. J. Eng. Nat. Sci. 2014, 32, 164–175. [Google Scholar]
- Sal’nikov, V.B. Properties of mineral wool after long operation in walls of buildings in Middle Ural region. Build Mater 2003, 3, 42–43. [Google Scholar]
- Canal de Isabel II. Informe Anual Sobre la Calidad del Agua en Madrid; Ayuntamiento de Madrid: Madrid, Spain, 2012. [Google Scholar]
- Xu, C.; Li, H.; Dong, B.; Yang, X. Chlorine immobilization and performances of cement paste/mortar with C-S-Hs-PCE and calcium chloride. Constr. Build. Mater. 2020, 262, 120694. [Google Scholar] [CrossRef]
- Bustos-García, A. Morteros con Propiedades Mejoradas de Ductilidad por Adición de Fibras de Vidrio, Carbono y Basalto. Ph.D. Thesis, Universidad Politécnica de Madrid, Madrid, Spain, 2018. [Google Scholar] [CrossRef]
- UNE-EN 196-1:2018; Methods of Testing Cement—Part 1: Determination of Strength. Aenor International: Madrid, Spain, 2018.
- UNE-EN 1015-2:1999/A1:2007; Methods of Test for Mortar for Masonry—Part 2: Bulk Sampling of Mortars and Preparation of Test Mortars. Aenor International: Madrid, Spain, 2007.
- UNE-EN 1015-6:1999/A1:2007; Methods of Test for Mortar for Masonry—Part 6: Determination of Bulk Density of Fresh Mortar. Aenor International: Madrid, Spain, 2007.
- UNE-EN 1015-18:2003; Methods of Test for Mortar for Masonry—Part 18: Determination of Water Absorption Coefficient due to Capillary Action of Hardened Mortar. Aenor International: Madrid, Spain, 2003.
- UNE-EN ISO 10456:2012; Building Materials and Products—Hygrothermal Properties—Tabulated Design Values and Procedures for Determining Declared and Design Thermal Values (ISO 10456:2007). Aenor International: Madrid, Spain, 2012.
- UNE-EN 1015-11:2000/A1:2007; Methods of Test for Mortar for Masonry—Part 11: Determination of Flexural and Compressive Strength of Hardened Mortar. Aenor International: Madrid, Spain, 2007.
- UNE 80-112-89; Test Methods. Cement. Determination of Shrinkage and Swelling in Water. Aenor International: Madrid, Spain, 1989.
- UNE-EN 12371:2011; Natural Stone Test Methods—Determination of Frost Resistance. Aenor International: Madrid, Spain, 2011.
- UNE-EN 12370:2020; Natural Stone Test Methods—Determination of Resistance to Salt Crystallisation. Aenor International: Madrid, Spain, 2020.
- Peña, D. Regresión y Diseño de Experimentos; Alianza Editorial: Madrid, Spain, 2010; ISBN 9788420693897. [Google Scholar]
- Ramírez, C.P.; Barriguete, A.V.; Muñoz, J.G.; Merino, M.d.R.; Serrano, P.d.S. Ecofibers for the Reinforcement of Cement Mortars for Coating Promoting the Circular Economy. Sustainability 2020, 12, 2835. [Google Scholar] [CrossRef] [Green Version]
- Kim, J. Influence of quality of recycled aggregates on the mechanical properties of recycled aggregate concretes: An overview. Constr. Build. Mater. 2022, 328, 127071. [Google Scholar] [CrossRef]
- Contrafatto, L.; Danzuso, C.L.; Gazzo, S.; Greco, L. Physical, mechanical and thermal properties of lightweight insulating mortar with recycled Etna volcanic aggregates. Constr. Build. Mater. 2020, 240, 117917. [Google Scholar] [CrossRef]
- Yedra, E.; Ferrández, D.; Morón, C.; Saiz, P. New test methods to determine water absorption by capillarity. Experimental study in masonry mortars. Constr. Build. Mater. 2022, 319, 125988. [Google Scholar] [CrossRef]
- Ramírez, C.P.; Arrebola, C.V.; Barriguete, M.A.V.; Benito, P.A.; Luján, S.V. Study of the thermal behaviour of cement mortars reinforced with waste mineral fibers through numerical simulation. In Proceedings of the 4° Congreso Internacional de Innovación Tecnológica en Edificación (CITE 2019), Madrid, Spain, 6–8 March 2019; pp. 100–101, ISBN 978-84-1639-788-4. [Google Scholar]
- Olmo-Rodriguez, C. Mortars: Quality Control. Inf. Constr. 1994, 46, 57–73. [Google Scholar]
- Rosell, J.; Cantalapiedra, I.R. Método simple para determinar el módulo de Young dinámico a partir de una excitación por impacto, aplicado a morteros de cal y cemento. Mater. Constr. 2011, 61, 39–48. [Google Scholar] [CrossRef]
- Joyklad, P.; Ali, N.; Yooprasertchai, E.; Jaffar, S.T.A.; Magbool, H.M.; Hussain, Q.; Chaiyasarn, K. An investigative study for the prediction of compressive strength of cement-clay interlocking (CCI) hollow brick masonry walls. Case Stud. Constr. Mater. 2022, 16, e01001. [Google Scholar] [CrossRef]
- Yedra, E.; Ferrández, D.; Morón, C.; Gómez, E. New System to Determine the Evolution of the Dynamic Young’s Modulus from Early Ages in Masonry Mortars. Appl. Sci. 2020, 10, 8129. [Google Scholar] [CrossRef]
- Chen, J.K.; Jiang, M.Q. Long-term evolution of delayed ettringite and gypsum in Portland cement mortars under sulfate erosion. Constr. Build. Mater. 2009, 23, 801–816. [Google Scholar] [CrossRef] [Green Version]
- Zhang, W.; Lin, H.; Xue, M.; Wang, S.; Ran, J.; Su, F.; Zhu, J. Influence of shrinkage reducing admixtures on the performance of cementitious composites: A review. Constr. Build. Mater. 2022, 325, 126579. [Google Scholar] [CrossRef]
- Morón, C.; Saiz, P.; Ferrández, D.; García-Fuentevilla, L. New System of Shrinkage Measurement through Cement Mortars Drying. Sensors 2017, 17, 522. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Yang, W.; Ge, Y.; Liu, P.; Zhang, A. Analysis of freeze-thaw damage and pore structure deterioration of mortar by low-field NMR. Constr. Build. Mater. 2022, 319, 126097. [Google Scholar] [CrossRef]
- Piña, C.; del Rio, M.; Viñas, C.; Barriguete, A.; Aguilera, P. Durability of cement mortars reinforced with insulation waste from the construction industry. J. Build. Eng. 2021, 40, 102719. [Google Scholar] [CrossRef]











| Test | Fines Content (%) | Particle Form | Fineness Modulus (%) | Friability (%) | Bulk Dens. (kg/m3) | Dry Dens. (kg/m3) | Water Absorption (%) |
|---|---|---|---|---|---|---|---|
| Standard | UNE-EN 933-1 [38] | UNE-EN 13139 [37] | UNE-EN 13139 [37] | UNE-EN 146404 [39] | UNE-EN 1097-3 [40] | UNE-EN 1097-6 [41] | UNE-EN 1097-6 [41] |
| NA | 1.63 | - | 4.12 | 20.21 | 1607 | 2539 | 0.86 |
| RAmix | 5.07 | Not relevant | 4.25 | 24.88 | 1266 | 2191 | 7.82 |
| RAcon | 3.83 | Not relevant | 4.08 | 23.96 | 1356 | 2278 | 6.56 |
| Thermal Conductivity (W/mK) | Dry Bulk Density (kg/m3) | Fire Reaction | Short-Term Water Absorption (kg/m2) | Length (mm) | Diameter (µm) |
|---|---|---|---|---|---|
| 0.040 | 12 | A1 | ≤1 | 12 | 3–6 |
| Tests | Specimens | Test Descriptions |
|---|---|---|
| Physical characterization | 4 × 4 × 16 cm | |
| 24 × 24 × 3 cm |
| |
| Mechanical characterization | 4 × 4 × 16 cm |
|
| Durability | 2.5 × 2.5 × 28.7 cm |
|
| 4 × 4 × 16 cm |
|
| Factor | Levels |
|---|---|
| Aggregate | Natural (NA), Concrete Recycling (RAcon), Mixed Recycling (RAmix) |
| Insulating | None, 10% and 20% |
| Type | Bulk Density (kg/m3) | Superficial Hardness (Shore D Units) | Capillarity Water Absorption (kg/mm2 min0.5) | Thermal Conductivity (W/mK) |
|---|---|---|---|---|
| NA | 2169.5 | 84.3 | 0.51 | 1.213 |
| NA-10% | 2145.0 | 83.0 | 0.54 | 1.197 |
| NA-20% | 2121.6 | 78.7 | 0.58 | 1.165 |
| RAcon | 2066.1 | 76.0 | 0.64 | 1.020 |
| RAcon-10% | 2027.9 | 74.3 | 0.66 | 0.993 |
| Racon-20% | 1995.1 | 70.3 | 0.69 | 0.971 |
| RAmix | 1990.2 | 70.0 | 0.70 | 0.794 |
| RAmix-10% | 1971.7 | 68.3 | 0.72 | 0.743 |
| RAmix-20% | 1959.6 | 66.0 | 0.73 | 0.719 |
| Property | Source | Sum of Squares | Df | Mean Square | F-Ratio | p-Value |
|---|---|---|---|---|---|---|
| Bulk Density (kg/m3) | A: Aggregate | 137,798.0 | 2 | 68,898.9 | 174–192 | 0.0000 |
| B: MW Fiber (%) | 11,192.3 | 2 | 5596.16 | 14.21 | 0.0002 | |
| AB: Interactions | 1244.45 | 4 | 311.113 | 0.79 | 0.5468 | |
| Residual | 7089.93 | 18 | 393.885 | |||
| Total (Corrected) | 157,324.0 | 26 | ||||
| Hardness (Ud. Shore D) | A: Aggregate | 881.556 | 2 | 449.778 | 138.38 | 0.0000 |
| B: MW Fiber (%) | 123.556 | 2 | 61.778 | 19.40 | 0.0000 | |
| AB: Interactions | 4.2222 | 4 | 1.05556 | 0.33 | 0.8532 | |
| Residual | 57.3333 | 18 | 3.18519 | |||
| Total (Corrected) | 1066.67 | 26 | ||||
| Absorption (kg/mm2 min0.5) | A: Aggregate | 0.148427 | 2 | 0.0742134 | 98.22 | 0.0000 |
| B: MW Fiber (%) | 0.012327 | 2 | 0.0061637 | 8.16 | 0.0030 | |
| AB: Interactions | 0.0013224 | 4 | 0.0003306 | 0.44 | 0.7798 | |
| Residual | 0.0136007 | 18 | 0.0007556 | |||
| Total (Corrected) | 0.175677 | 26 | ||||
| Thermal Conductivity (W/mK) | A: Aggregate | 0.872615 | 2 | 0.436307 | 1257.89 | 0.0000 |
| B: MW Fiber (%) | 0.014887 | 2 | 0.007443 | 21.77 | 0.0000 | |
| AB: Interactions | 0.0012116 | 4 | 0.00030289 | 0.89 | 0.4922 | |
| Residual | 0.0061553 | 18 | 0.00034196 | |||
| Total (Corrected) | 0.8948690 | 26 |
| Property | Aggregate | Mean | SD | Homogeneous Group | MW (%) | Mean | SD | Homogeneous Group |
|---|---|---|---|---|---|---|---|---|
| Bulk Density (kg/m3) | RAmix | 1973.8 | 6.615 | X | 20 | 2025.4 | 6.615 | X |
| RAcon | 2029.7 | X | 10 | 2048.2 | X | |||
| NA | 2145.4 | X | None | 2075.2 | X | |||
| Hardness Shore D | RAmix | 68.11 | 0.595 | X | 20 | 71.67 | 0.595 | X |
| RAcon | 73.55 | X | 10 | 75.22 | X | |||
| NA | 82.01 | X | None | 76.78 | X | |||
| Capillarity Absorption (kg/mm2 min0.5) | NA | 0.540 | 0.009 | X | None | 0.614 | 0.009 | X |
| RAcon | 0.664 | X | 10 | 0.640 | XX | |||
| RAmix | 0.717 | X | 20 | 0.667 | X | |||
| Thermal Conduct. (W/mK) | RAmix | 0.752 | 0.006 | X | 20 | 0.9517 | 0.006 | X |
| RAcon | 0.995 | X | 10 | 0.9779 | X | |||
| NA | 1.192 | X | None | 1.0091 | X |
| Property | Source | Sum of Squares | Df | Mean Square | F-Ratio | p-Value |
|---|---|---|---|---|---|---|
| Flexural Strength (MPa) | A: Aggregate | 6.67336 | 2 | 3.33668 | 176.44 | 0.0000 |
| B: MW Fiber (%) | 2.1914 | 2 | 1.0957 | 57.94 | 0.0000 | |
| AB: Interactions | 0.079111 | 4 | 0.019778 | 1.05 | 0.4113 | |
| Residual | 0.3404 | 18 | 0.019778 | |||
| Total (Corrected) | 9.28427 | 26 | 0.018911 | |||
| Compression Strength (MPa) | A: Aggregate | 4.264 × 106 | 2 | 2.132 × 106 | 945.60 | 0.0000 |
| B: MW Fiber (%) | 178,943 | 2 | 89,471.6 | 39.68 | 0.0000 | |
| AB: Interactions | 54,249.5 | 4 | 13562.4 | 6.02 | 0.0030 | |
| Residual | 40,582.7 | 18 | 2254.6 | |||
| Total (Corrected) | 4.538 × 106 | 26 |
| Property | Aggregate | Mean | SD | Homogeneous Group | MW (%) | Mean | SD | Homogeneous Group |
|---|---|---|---|---|---|---|---|---|
| Flexural Strength (MPa) | RAmix | 4.4944 | 0.046 | X | None | 4.6956 | 0.046 | X |
| RAcon | 4.9089 | X | 10 | 5.0089 | X | |||
| NA | 5.6933 | X | 20 | 5.3922 | X | |||
| Comp. Strength (MPa) | RAmix | 1425.9 | 15.83 | X | 20 | 1741.2 | 15.83 | X |
| RAcon | 1687.9 | X | 10 | 1804.7 | X | |||
| NA | 2368.8 | X | None | 1936.7 | X |
| Test | NA | NA-10% | NA-20% | RAcon | RAcon-10% | RAcon-20% | RAmix | RAmix-10% | RAmix-20% |
|---|---|---|---|---|---|---|---|---|---|
| Freeze–Thaw | 5.02 | 4.96 | 4.73 | 6.81 | 5.98 | 5.64 | 6.42 | 6.11 | 5.77 |
| Salt Crystallization | 14.80 | 12.21 | 11.34 | 17.60 | 15.32 | 14.22 | 18.13 | 16.45 | 15.66 |
| Property | Source | Sum of Squares | Df | Mean Square | F-Ratio | p-Value |
|---|---|---|---|---|---|---|
| Freeze–Thaw Cycles: Flexural Strength (MPa) | A: Aggregate | 0.52623 | 2 | 0.263115 | 34.49 | 0.0000 |
| B: MW Fiber (%) | 0.02463 | 2 | 0.012315 | 1.61 | 0.2266 | |
| AB: Interactions | 0.07330 | 4 | 0.01832 | 2.40 | 0.0880 | |
| Residual | 0.13733 | 18 | 0.00763 | |||
| Total (Corrected) | 0.76150 | 26 | ||||
| Salt Crystallization Cycles: Flexural Strength (MPa) | A: Aggregate | 0.0860222 | 2 | 0.043011 | 23.09 | 0.0000 |
| B: MW Fiber (%) | 0.0009555 | 2 | 0.000478 | 0.26 | 0.7766 | |
| AB: Interactions | 0.0022889 | 4 | 0.000572 | 0.31 | 0.8694 | |
| Residual | 0.0335333 | 18 | 0.001863 | |||
| Total (Corrected) | 0.1228 | 26 |
| Property | Aggregate | Mean | SD | Homogeneous Group | MW (%) | Mean | SD | Homogeneous Group |
|---|---|---|---|---|---|---|---|---|
| Freeze–Thaw Cycles | NA | 0.2289 | 0.029 | X | None | 0.3889 | 0.029 | X |
| RAcon | 0.4744 | X | 10 | 0.4111 | X | |||
| RAmix | 0.5578 | X | 20 | 0.4611 | X | |||
| Salt Crystallization Cycles | NA | 0.3456 | 0.014 | X | 10 | 0.4167 | 0.014 | X |
| RAmix | 0.4467 | X | None | 0.4222 | X | |||
| RAcon | 0.4778 | X | 20 | 0.4311 | X |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ferrández, D.; Álvarez, M.; Saiz, P.; Zaragoza-Benzal, A. Recovery of Mineral Wool Waste and Recycled Aggregates for Use in the Manufacturing Processes of Masonry Mortars. Processes 2022, 10, 830. https://doi.org/10.3390/pr10050830
Ferrández D, Álvarez M, Saiz P, Zaragoza-Benzal A. Recovery of Mineral Wool Waste and Recycled Aggregates for Use in the Manufacturing Processes of Masonry Mortars. Processes. 2022; 10(5):830. https://doi.org/10.3390/pr10050830
Chicago/Turabian StyleFerrández, Daniel, Manuel Álvarez, Pablo Saiz, and Alicia Zaragoza-Benzal. 2022. "Recovery of Mineral Wool Waste and Recycled Aggregates for Use in the Manufacturing Processes of Masonry Mortars" Processes 10, no. 5: 830. https://doi.org/10.3390/pr10050830
APA StyleFerrández, D., Álvarez, M., Saiz, P., & Zaragoza-Benzal, A. (2022). Recovery of Mineral Wool Waste and Recycled Aggregates for Use in the Manufacturing Processes of Masonry Mortars. Processes, 10(5), 830. https://doi.org/10.3390/pr10050830