
Study on Multiphase Flow in a Wide-Width Continuous Casting Mold


Abstract
:1. Introduction
2. Experiment
2.1. Water Model Experiments
2.2. Experimental Equipment
3. Results and Discussion
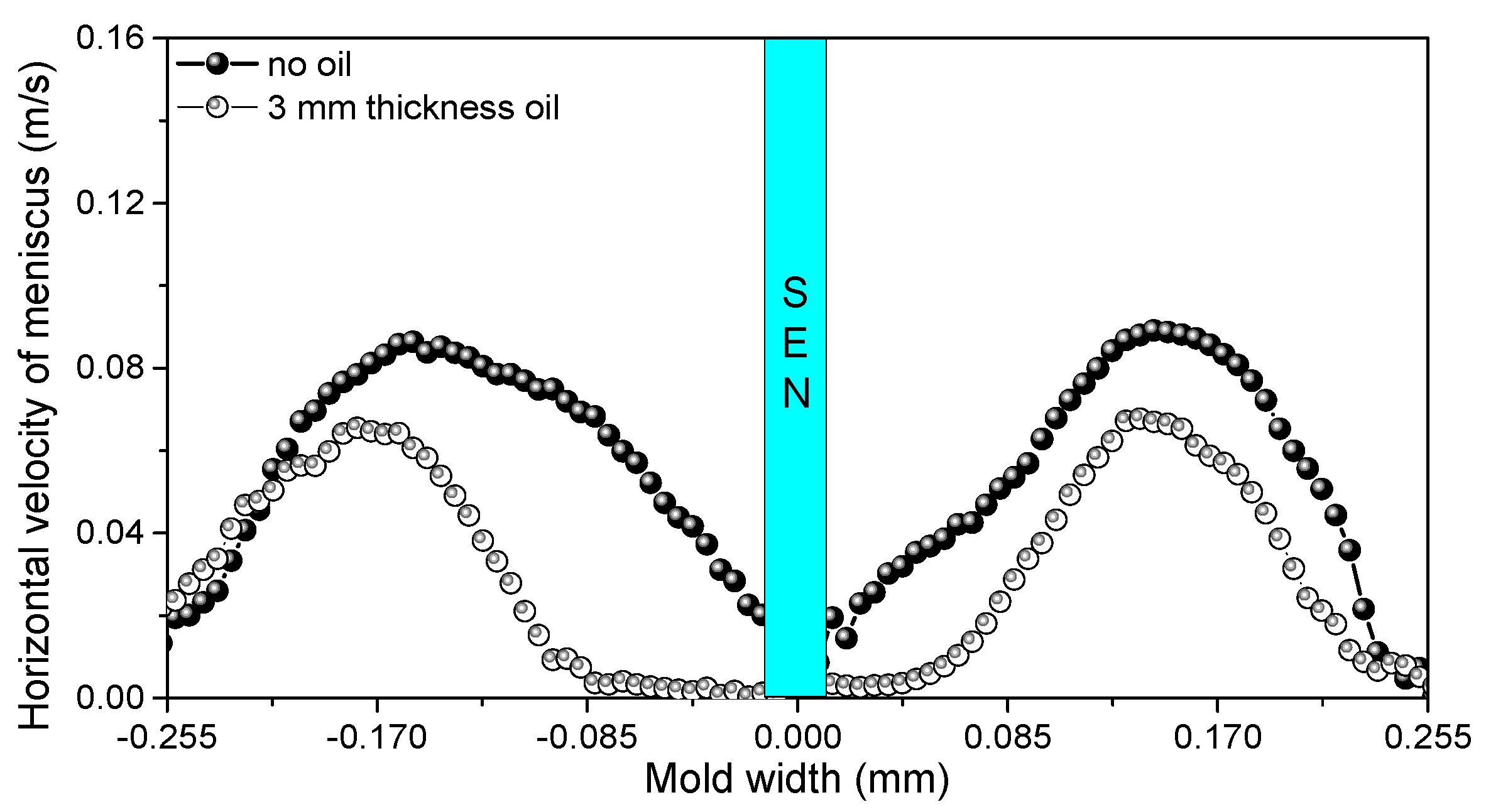
3.1. Influence of Oil on Flow in a Wide Mold
3.2. Critical Condition of Slag Entrapment at Liquid Level in Wide Slab Continuous Casting Mold
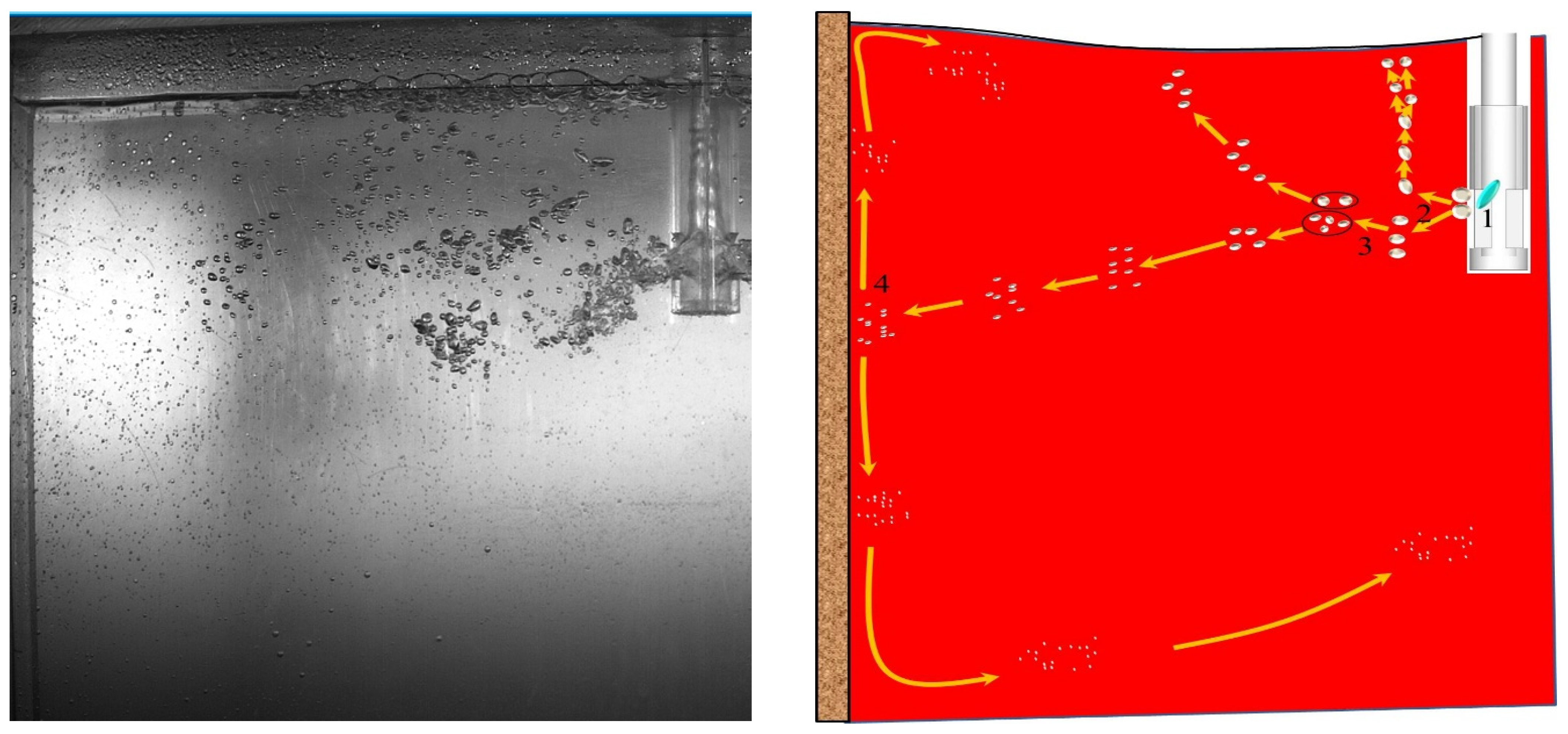
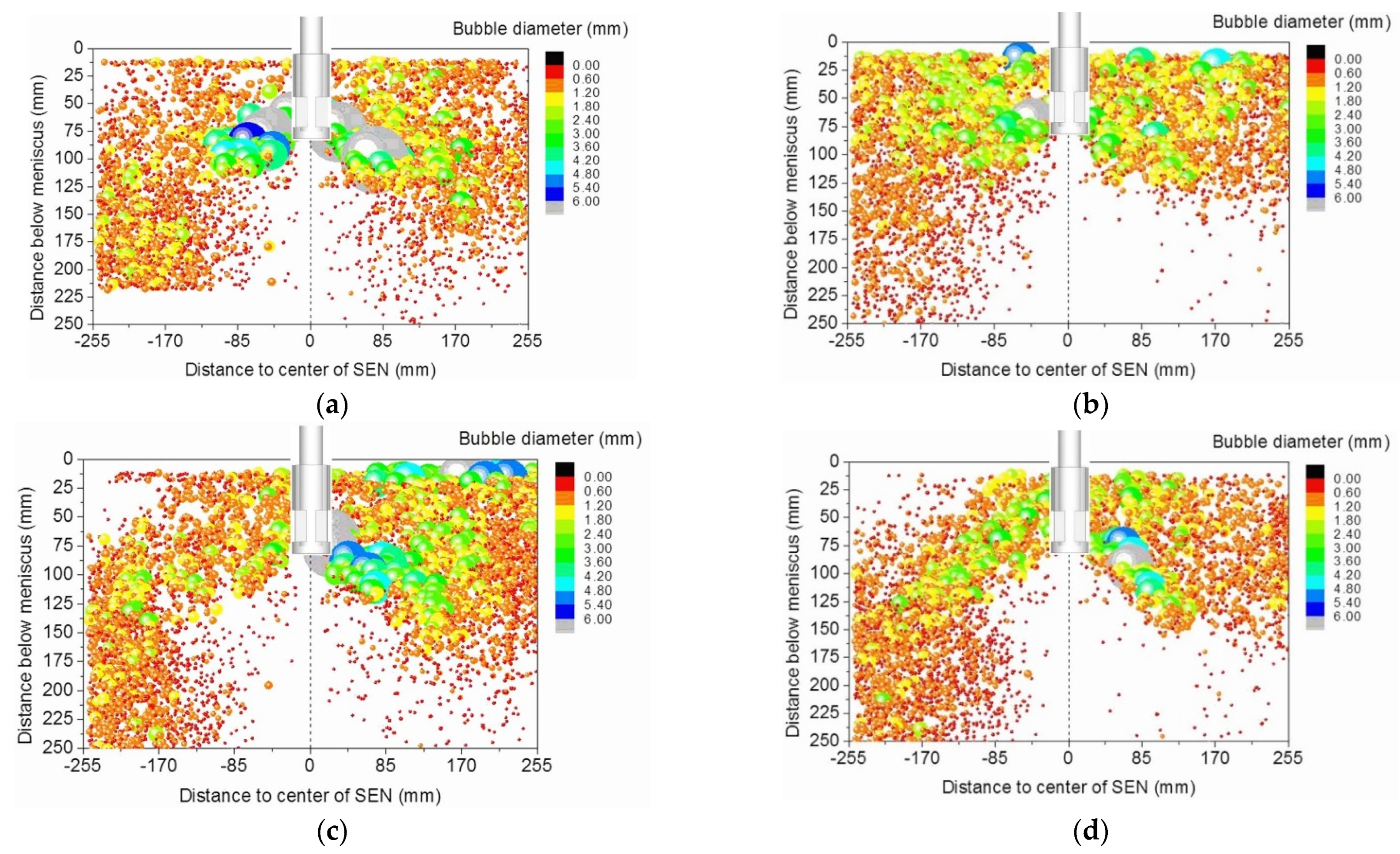
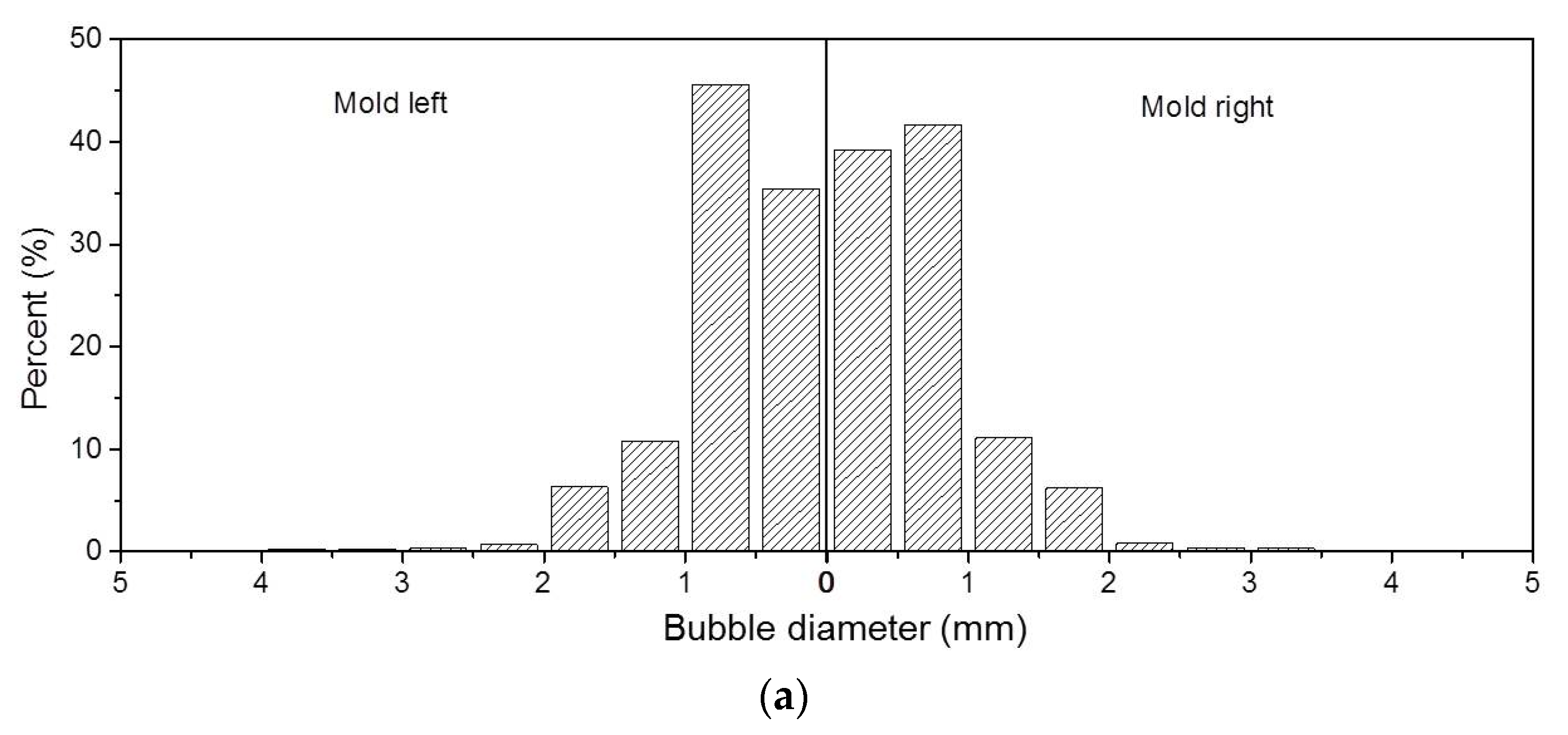
3.3. Study on the Behavior of Bubbles in a Wide Mold
3.4. Study on Gas–Liquid Two-Phase Flow in a Wide Slab Continuous Casting Mold
4. Conclusions
- (1)
- When oil is added, the speed of the liquid surface around the nozzle decreases, and the higher the viscosity of oil is, the higher the critical casting speed (maximum casting speed of no slag entrapment) is, and the lower the critical immersion depth of SEN is.
- (2)
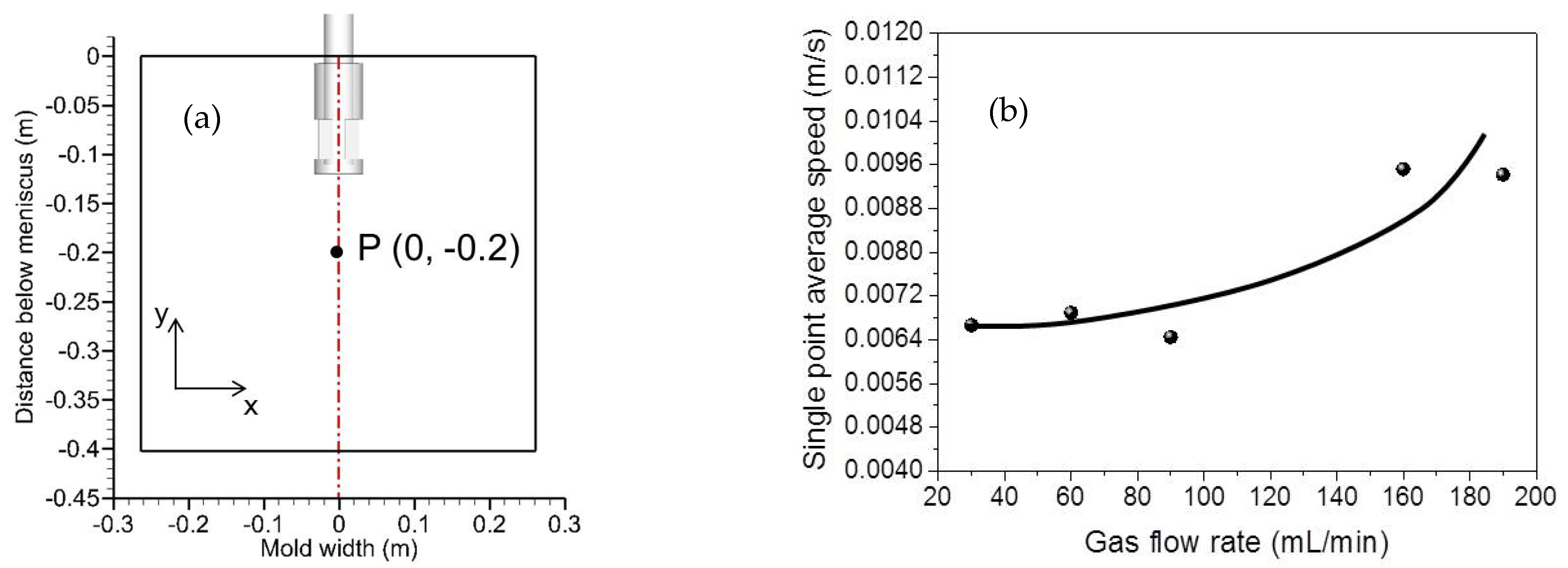
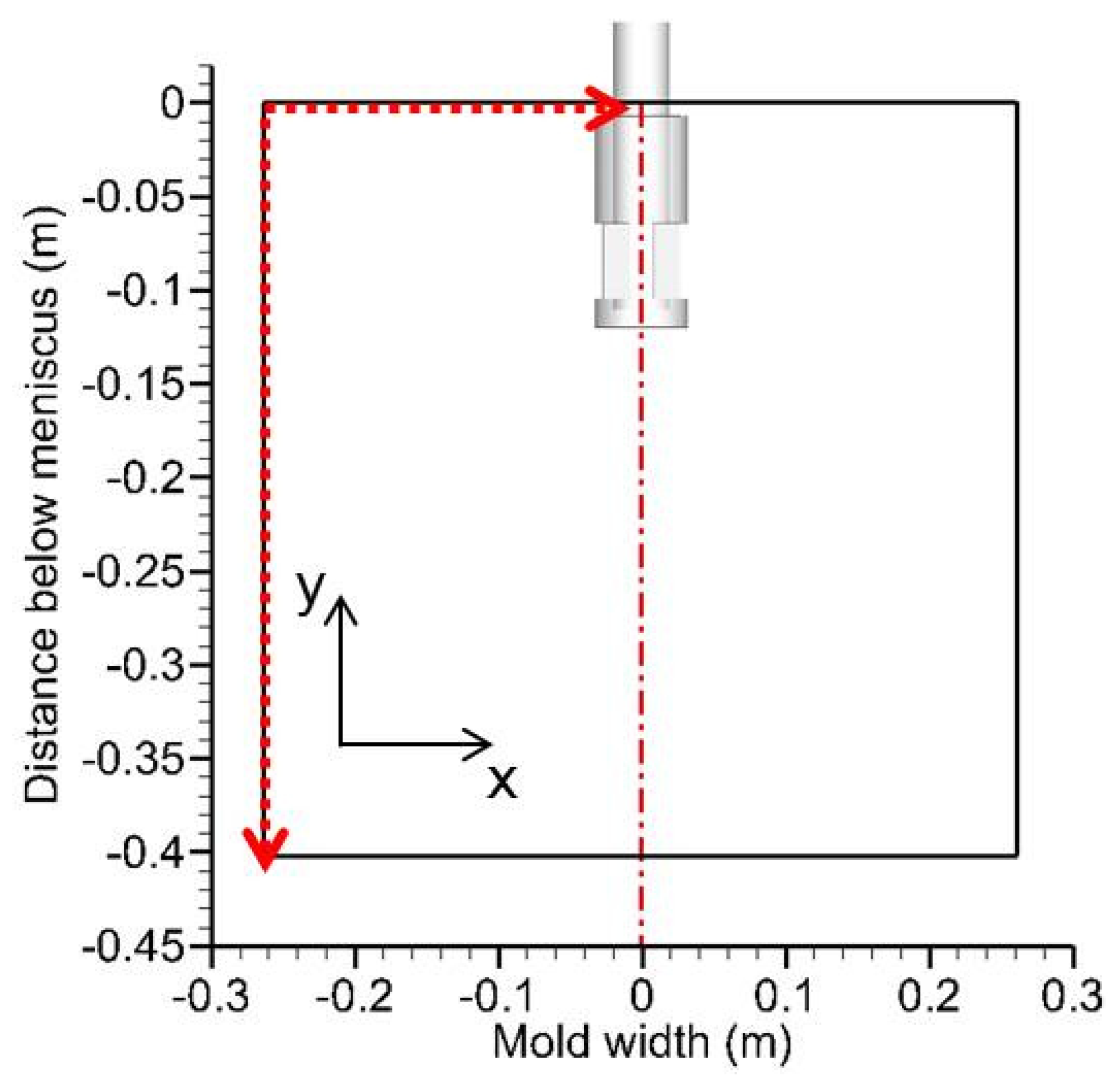
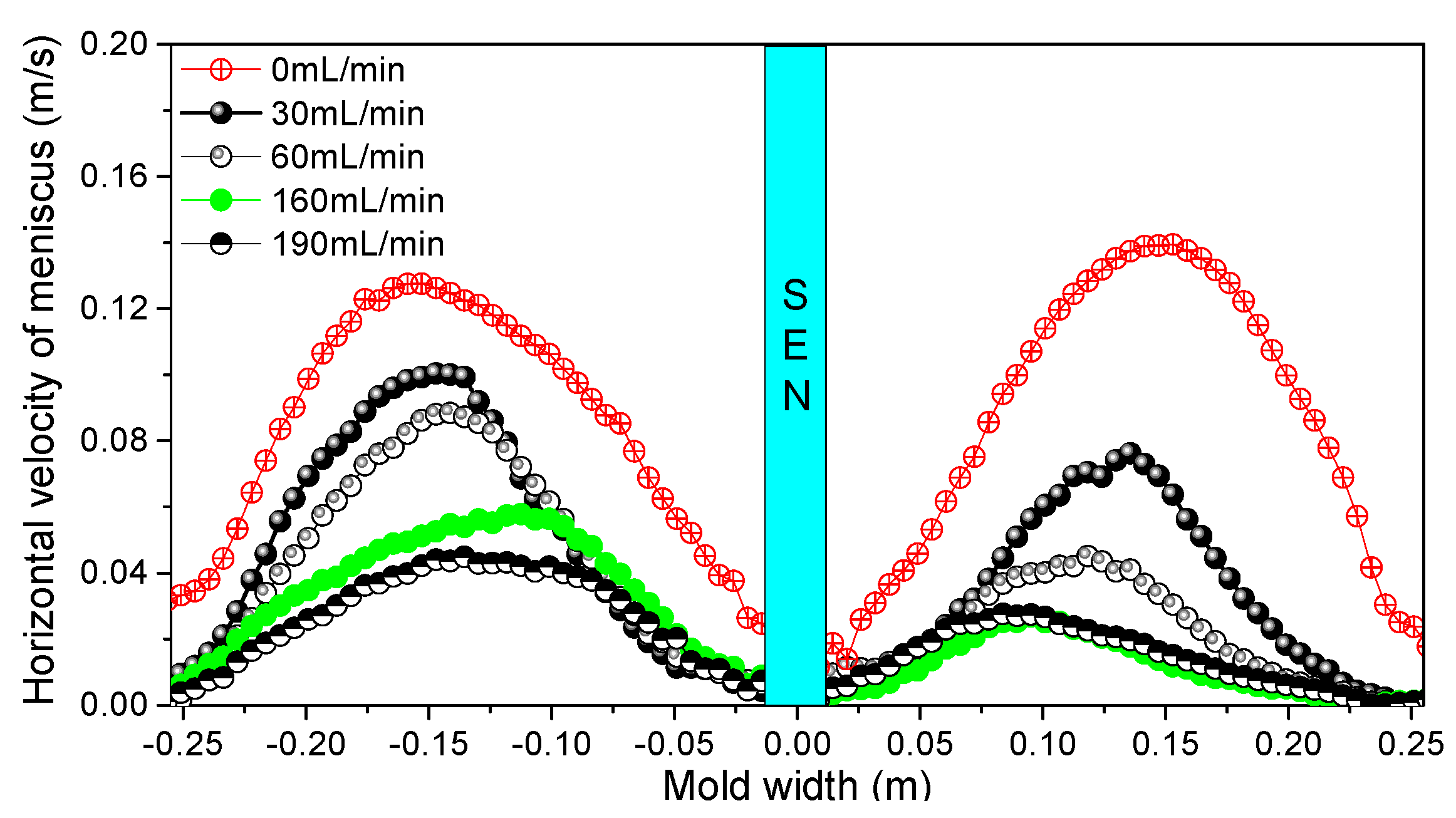
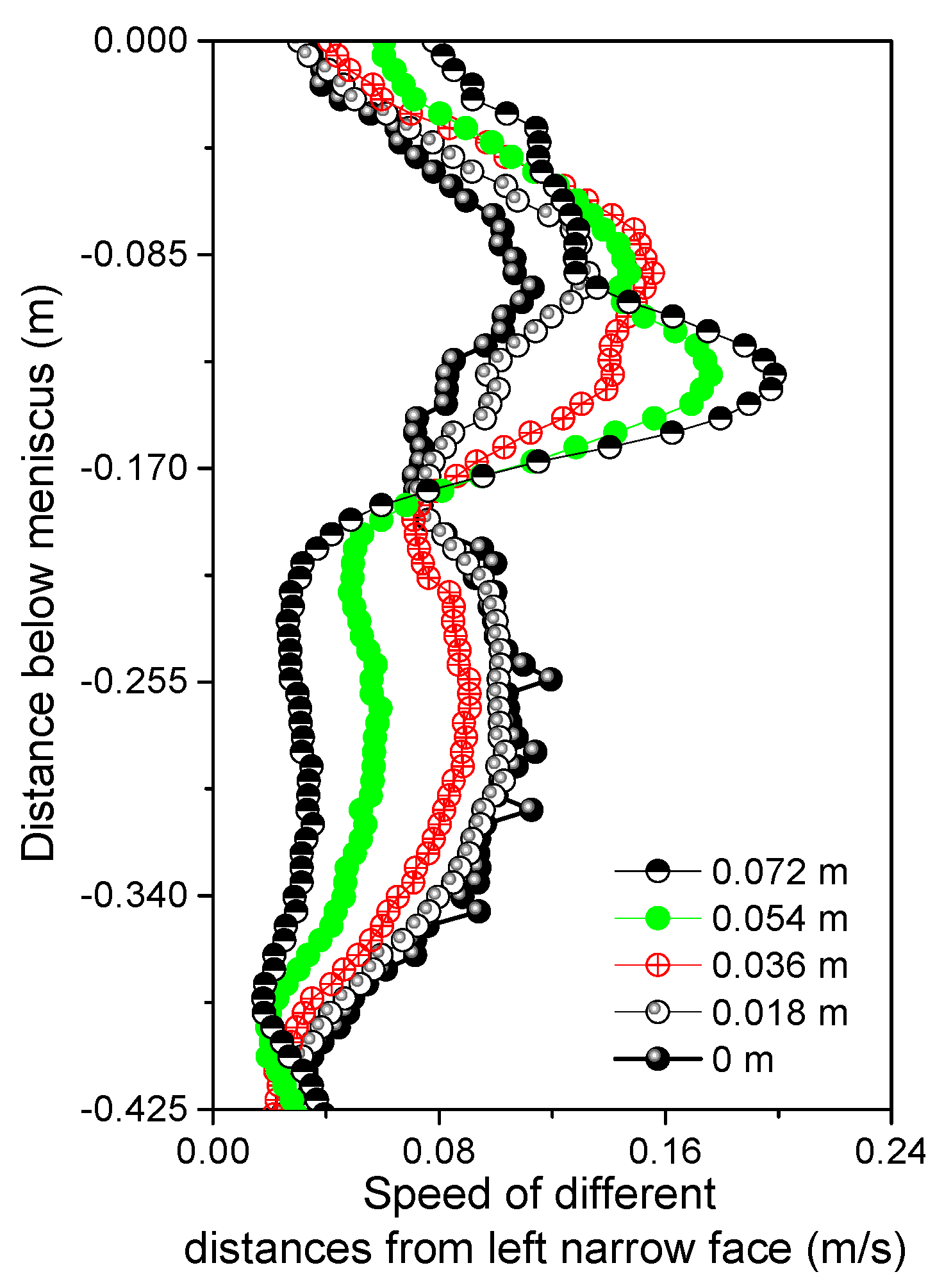
- Blowing has an inhibiting effect on the liquid surface velocity. With the increase in the gas flow rate, the maximum value of the flow rate in the horizontal direction of the liquid surface gradually decreases, and the location where the maximum flow rate occurs has a tendency to move closer to the nozzle. However, the change in flow velocity in the vertical direction of the narrow surface is not obvious, and the change in gas flow rate will not affect the position of the jet impacting the narrow surface.
- (3)
- The bubble size and the number of bubbles within 1 mm in diameter increase with the increase in gas flow rate, but the bubble size does not always increase. The larger the size of the bubble, the greater the buoyancy force, the bubble escapes from the liquid surface closer to the SEN, the vortex center of the upper circulation is also closer to the water mouth, the vortex center of the lower circulation is closer to the narrow surface, and the liquid surface velocity decreases at the meniscus.
- (4)
- The bubbles enter the mold from the nozzle with randomness, easily causing asymmetry of the transient flow field. The agitation of the flow field in the mold will be enhanced by increasing the gas flow rate, but the flow state in the mold is still double circulation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cho, S.M.; Thomas, B.G.; Kim, S.H. Effect of nozzle port angle on transient flow and surface slag behavior during continuous steel-slab casting. Metall. Mater. Trans. B 2018, 50, 52–76. [Google Scholar] [CrossRef]
- Bouris, D.; Bergeles, G. Investigation of inclusion re-entrainment from the steel-slag interface. Metall. Mater. Trans. B 1998, 29, 641–649. [Google Scholar] [CrossRef]
- Zhang, L.; Aoki, J.; Thomas, B.G. Inclusion removal by bubble flotation in a continuous casting mold. Metall. Mater. Trans. B 2006, 37, 361–379. [Google Scholar] [CrossRef]
- Wang, Y.; Fang, Q.; Zhang, H.; Zhou, J.; Liu, C.; Ni, H. Effect of argon blowing rate on multiphase flow and initial solidification in a slab mold. Metall. Mater. Trans. B 2020, 51, 1088–1100. [Google Scholar] [CrossRef]
- Liu, Z.Q.; Ll, B.K.; Jiang, M.F.; Tsukihashi, F. Modeling of transient two-phase flow in a continuous casting mold using euler-euler large eddy simulation scheme. ISIJ Int. 2013, 53, 484–492. [Google Scholar] [CrossRef] [Green Version]
- Iguchi, M.; Jin, Y.; Shimizu, T. Model study on the entrapment of mold powder into molten steel. ISIJ Int. 2000, 40, 685–691. [Google Scholar] [CrossRef] [Green Version]
- Zhang, K.T.; Liu, J.H.; Cui, H. Effect of flow field on surface slag entrainment and inclusion adsorption in a continuous casting mold. Steel Res. Int. 2019, 91, 1900437. [Google Scholar] [CrossRef]
- Bielnicki, M.; Jowsa, J. Physical modeling of mold slag entrainment in continuous steel casting mold with consideration the impact of mold powder layer. Steel Res. Int. 2018, 89, 1800110. [Google Scholar] [CrossRef]
- Yin, Y.; Zhang, J. Mathematical modeling on transient multiphase flow and slag entrainment in continuously casting mold with double-ruler embr through les + vof + dpm method. ISIJ Int. 2020, 61, 853–864. [Google Scholar] [CrossRef]
- Javurek, M.; Wincor, R. Bubbly mold flow in continuous casting: Comparison of numerical flow simulations with water model measurements. Steel Res. Int. 2020, 91, 2000415. [Google Scholar] [CrossRef]
- Chen, W.; Ren, Y.; Zhang, L. Large eddy simulation on the two-phase flow in a water model of continuous casting strand with gas injection. Steel Res. Int. 2019, 90, 1800287. [Google Scholar] [CrossRef]
- Ren, L.; Ren, Y.; Zhang, L.; Yang, J. Investigation on fluid flow inside a continuous slab casting mold using particle image velocimetry. Steel Res. Int. 2019, 90, 1900209. [Google Scholar] [CrossRef]
- Singh, V.; Dash, S.K.; Sunitha, J.S.; Ajmani, S.K.; Das, A.K. Experimental simulation and mathematical modeling of air bubble movement in slab caster mold. ISIJ Int. 2006, 46, 210–218. [Google Scholar] [CrossRef] [Green Version]
- Kasai, N.; Iguchi, M. Water-model experiments on gas and liquid flow in continuous casting immersion nozzle and mold. Tetsu-Hagané 2005, 91, 546–552. [Google Scholar] [CrossRef]
- Kai, J.; Thomas, B.G.; Ruan, X. Modeling and measurements of multiphase flow and bubble entrapment in steel continuous casting. Metall. Mater. Trans. B 2016, 47, 548–565. [Google Scholar]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Year | Authors | Main Conclusion | References |
|---|---|---|---|
| 1998 | Bouris et al. | Slag entrapment may occur due to turbulence at the interface between steel and slag. | [1,2] |
| 2000 | Iguchi et al. | Studied the effect of kinematic viscosity of mold slag on slag entrapment. | [6] |
| 2006 | Zhang et al. | Blowing promotes the inclusion floatation from the molten steel. | [3] |
| 2013 | Liu et al. | Established the Euler–Euler Large Eddy Simulation (EELES) method for the two-phase flow of argon and steel in slab continuous casting molds. | [5] |
| 2018 | Bielnicki et al. | Laboratory experiments of mold slag entrainment in the continuous casting process were carried out. | [8] |
| 2019 | Zhang et al. | The risk of surface slag entrainment was discussed from the perspectives of flow patterns, surface fluctuation, and velocity. | [7] |
| 2019 | Chen et al. | Gas injection can directly affect the flow field and bubble behavior. | [11] |
| 2020 | Zhang et al. | Argon blowing would weaken the flow in the upper circulation region. | [9] |
| 2020 | Javurek et al. | Turbulence would affect the rising speed of bubbles. | [10] |
| Parameter | Actual Mold | 0.25 Scale Water Model |
|---|---|---|
| Mold section | 2040 × 200 mm | 510 × 50 mm |
| Cast speed | 0.85 m·min−1 | 0.425 m·min−1 |
| Nozzle diameter | 70 mm | 17.5 mm |
| Flow rate in nozzle | 1.50 m·s−1 | 0.83 m·s−1 |
| Nozzle angle | 0° | 0° |
| Viscosity | 5.23 × 10−3 Pa·s (1490 °C) | 1.00 × 10−3 Pa·s (20 °C) |
| Density | 6932 kg·m−3 (1490 °C) | 998 kg·m−3 (20 °C) |
| Phase | ρ (kg·m−3) | μ (10−3 Pa·s) | υ (10−6 m2·s−1) |
|---|---|---|---|
| Oil A | 956 | 47.8 | 50 |
| Oil B | 956 | 95.6 | 100 |
| Oil C | 956 | 191.2 | 200 |
| Water (20 °C) | 998 | 1.00 | 1.00 |
| Slag (1490 °C) | 2890 | 110 | 38.06 |
| 304molten steel (1490 °C) | 6932 | 5.23 | 0.75 |
| Condition | Variable | Oil Drops Fall to the Critical Water Model Casting Speed and the Critical Nozzle Immersion Depth | ||
|---|---|---|---|---|
| Oil A | Oil B | Oil C | ||
| Nozzle immersion depth 50 mm | Cast speed | 0.6 m·min−1 | 0.62 m·min−1 | 0.65 m·min−1 |
| Cast speed 0.425 m·min−1 | Immersion depth | 44 mm | 35 mm | 23 mm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ren, L.; Liu, W.; Ling, H.; Yang, J. Study on Multiphase Flow in a Wide-Width Continuous Casting Mold. Processes 2022, 10, 1269. https://doi.org/10.3390/pr10071269
Ren L, Liu W, Ling H, Yang J. Study on Multiphase Flow in a Wide-Width Continuous Casting Mold. Processes. 2022; 10(7):1269. https://doi.org/10.3390/pr10071269
Chicago/Turabian StyleRen, Lei, Wenxiang Liu, Haitao Ling, and Jichun Yang. 2022. "Study on Multiphase Flow in a Wide-Width Continuous Casting Mold" Processes 10, no. 7: 1269. https://doi.org/10.3390/pr10071269
APA StyleRen, L., Liu, W., Ling, H., & Yang, J. (2022). Study on Multiphase Flow in a Wide-Width Continuous Casting Mold. Processes, 10(7), 1269. https://doi.org/10.3390/pr10071269