
Experimental Study on a New Combined Gas–Liquid Separator

Abstract
:1. Introduction
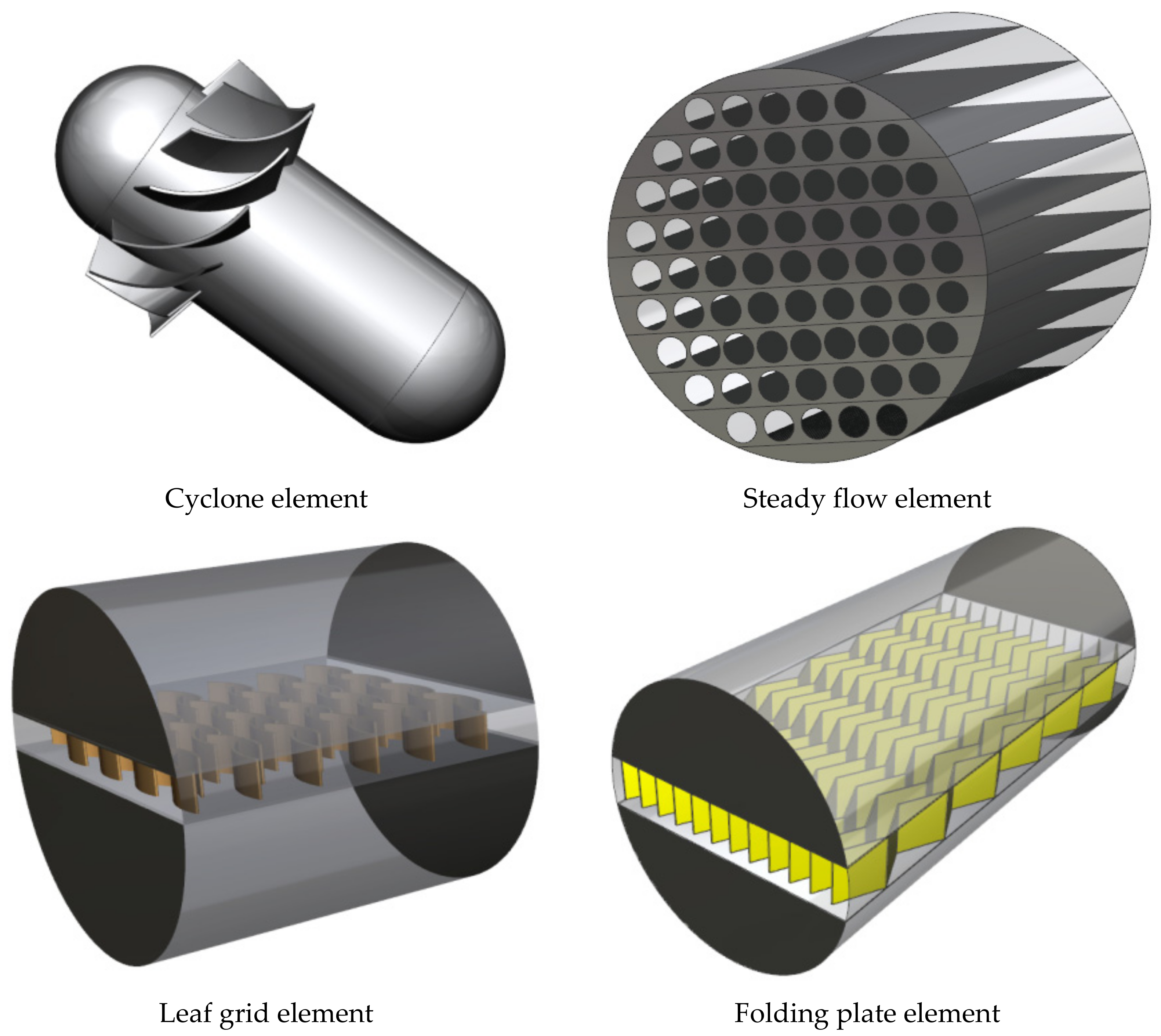
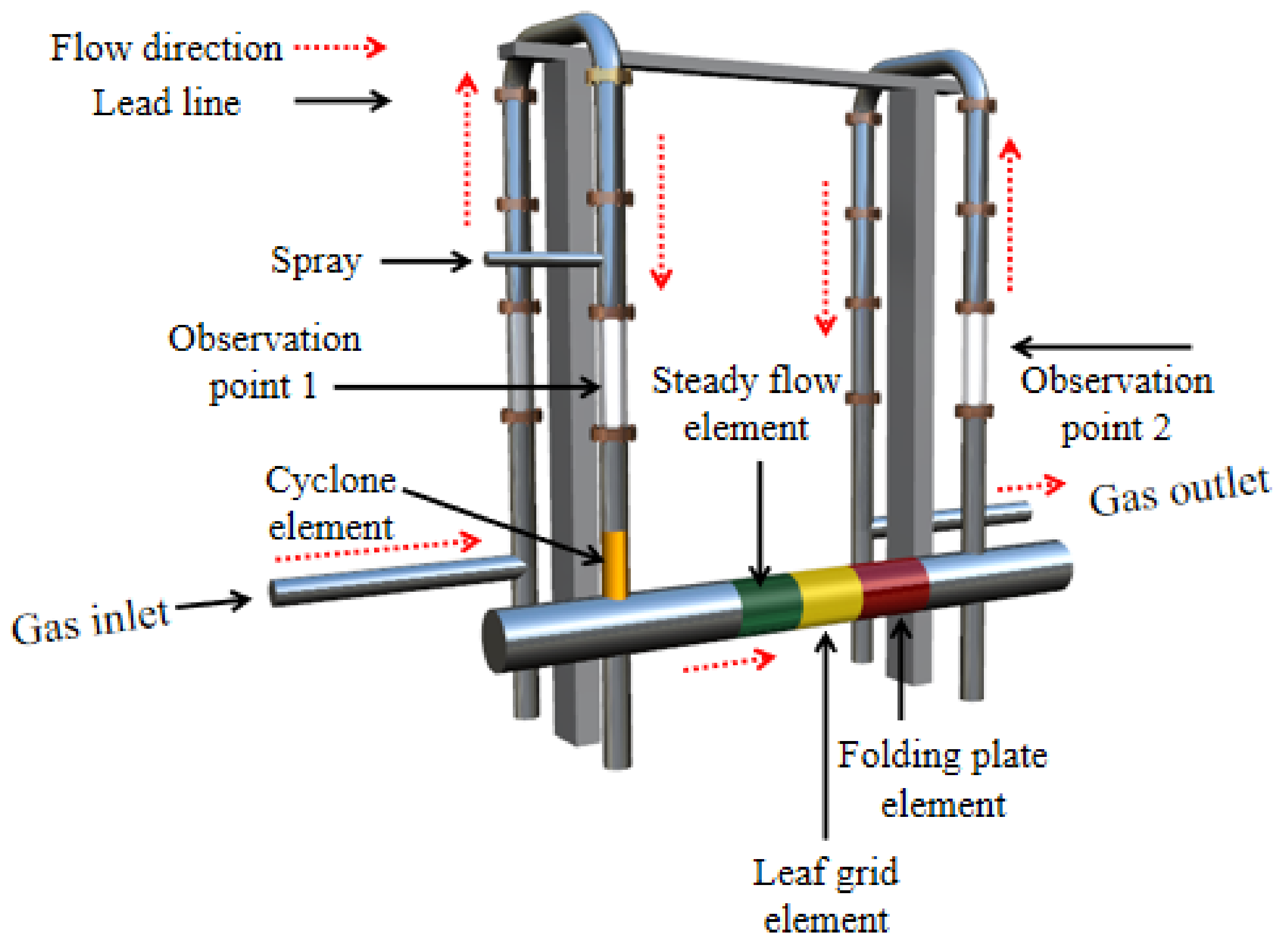
2. Experimental Principle and Process
3. Experimental Results and Analysis
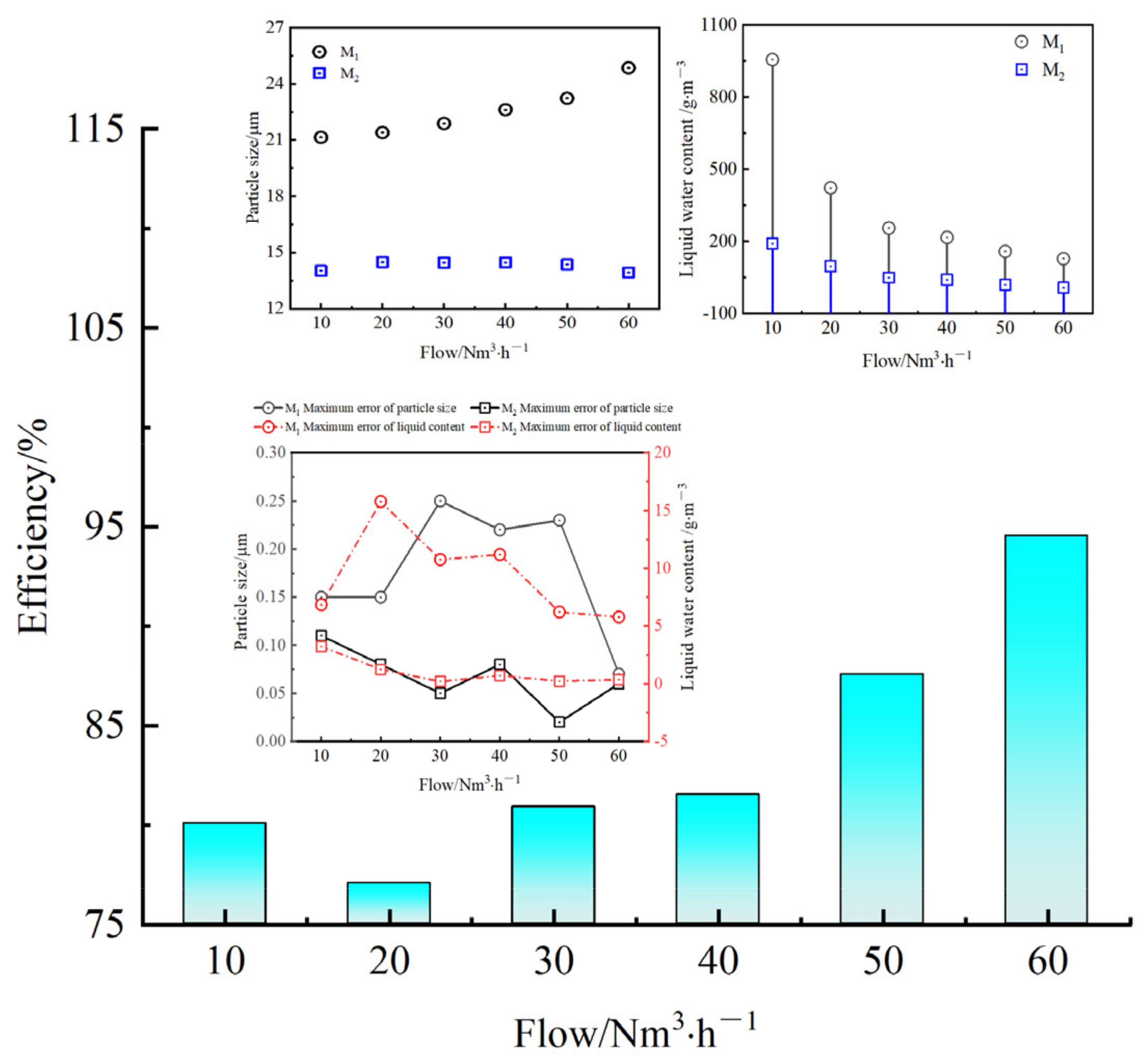
3.1. Study on the Separation Effect of Cyclone Elements
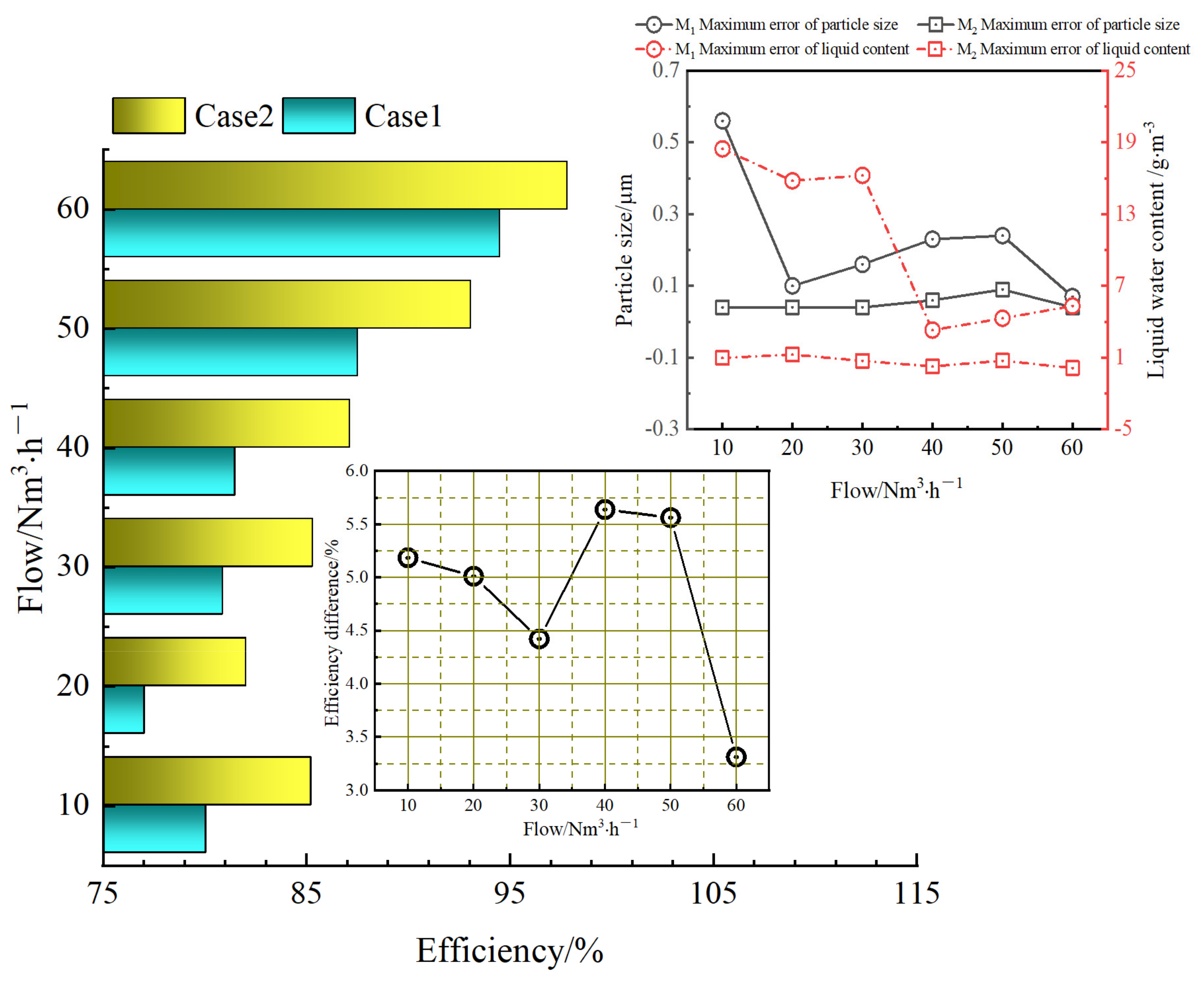
3.2. Studying the Separation Effect of Cyclone Element and Leaf Grid Element Combination
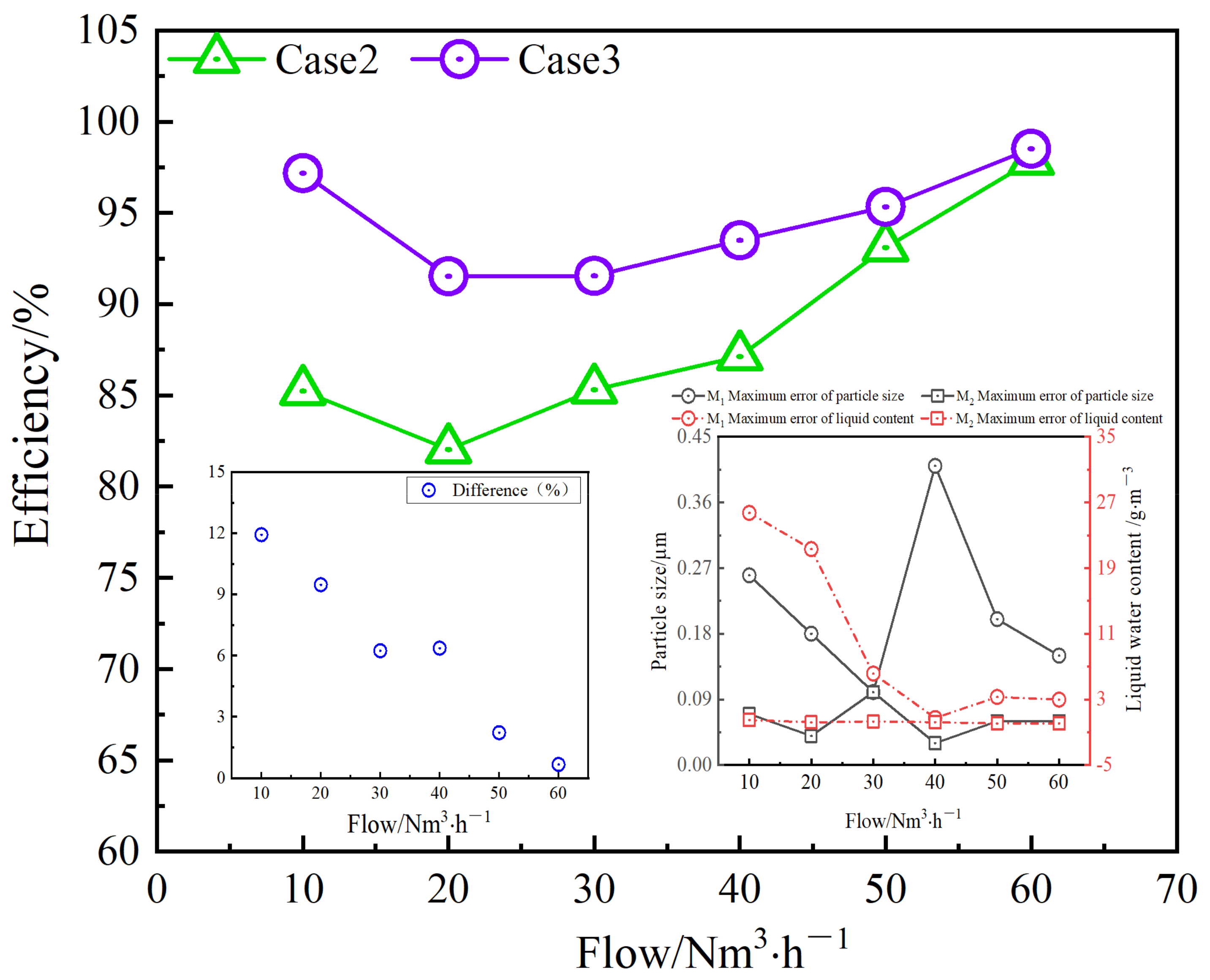
3.3. Studying the Separation Effect of Cyclone, Leaf Grid and Steady Flow Element Combination
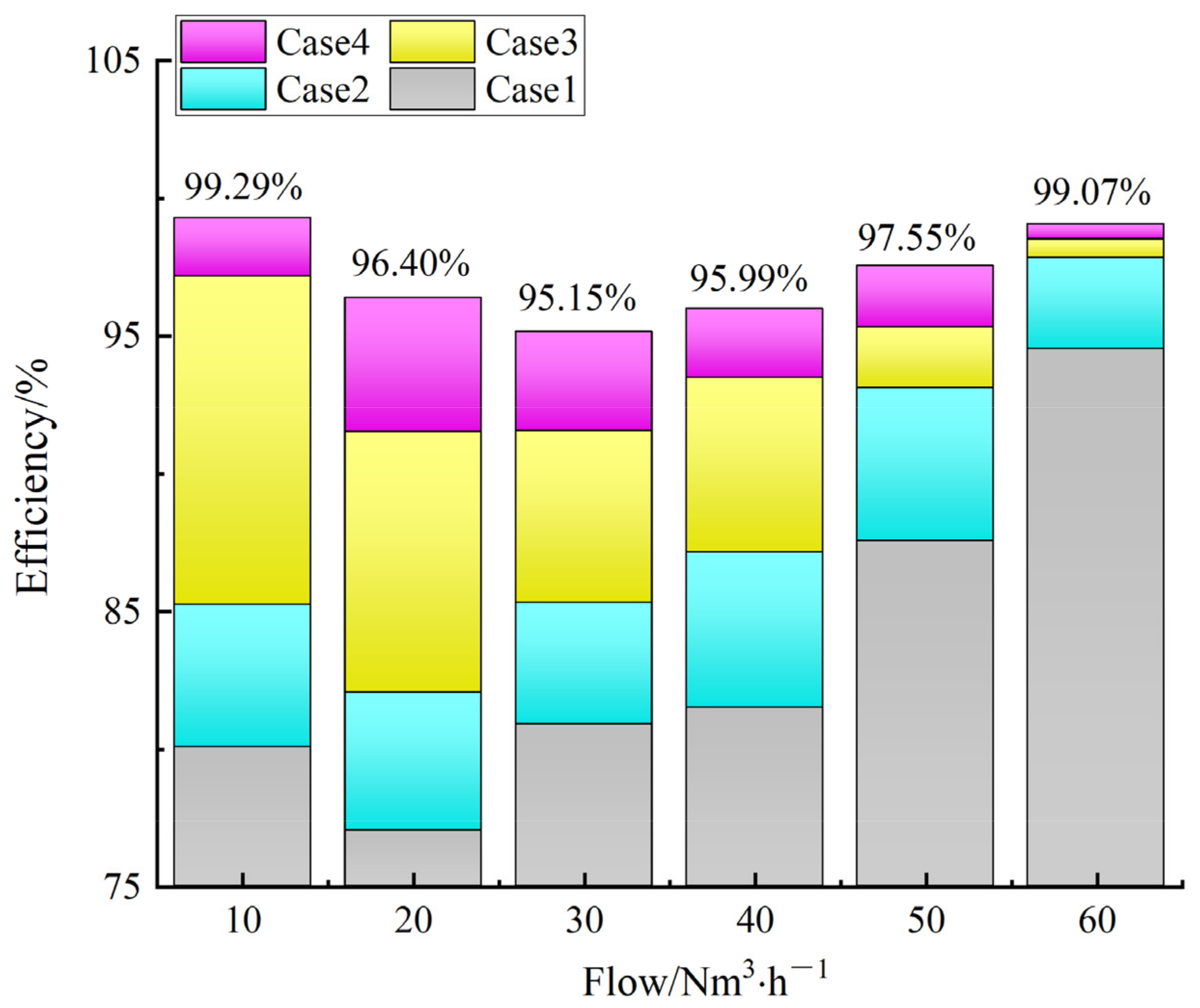
3.4. Studying the Combined Separation Effect of Cyclone, Steady Flow, Leaf Grid and Folding Plate Elements
4. Conclusions
- (1)
- When the combined separator only relied on the cyclone element for gas–liquid separation, the separation efficiency was approximately 80% at a flow rate of 10–50 Nm3/h and approximately 95% at a flow rate of 60 Nm3/h. Thus, this method is only suitable for large flow conditions and its applicability is low.
- (2)
- The gas–liquid separation efficiency under the flow conditions of 10, 20, 30, 40 and 50 Nm3/h increased by 5.18%, 5.01%, 4.43%, 5.64% and 5.56%, respectively, when the combined mode comprised the cyclone and leaf grid elements. Therefore, the addition of a leaf grid component significantly improves the efficiency of the combined separator under small flow conditions.
- (3)
- When the combined separator comprised the cyclone, steady flow and leaf grid elements, the separation efficiency increased by approximately 12% at a flow rate of 10 Nm3/h. Moreover, the separation efficiency under the working conditions of 20, 30, 40, 50 and 60 Nm3/h also significantly increased. The separation efficiency of the combined separator was higher than 90% at flow rates of 10–60 Nm3/h, which enhances the applicability of the combined separator.
- (4)
- When the combined separator included the cyclone, steady flow, leaf grid and folding plate elements, the separation efficiency was higher than 95% when the flow rate was in the 10–60 Nm3/h range, and the separation efficiency exceeded 99% at flow rates of 10 and 60 Nm3/h, indicating that the separator has an efficient separation effect.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Economides, M.J.; Wood, D.A. The state of natural gas. J. Nat. Gas Sci. Eng. 2009, 1, 1–13. [Google Scholar] [CrossRef]
- Qiu, Y.; Chen, H.; Li, W.; Wu, F.; Li, Z. Optimization of the tracer particle addition method for piv flowmeters. Processes 2021, 9, 1614. [Google Scholar] [CrossRef]
- Ji, L.; Wang, X.; Li, Z.; Li, R. Experimental study on the performance of nw gas-liquid separator of natural gas. J. Eng. Therm. Energy Power 2020, 35, 116–121. [Google Scholar]
- Santos, K.M.C.; Menezes, T.R.; Oliveira, M.R.; Silva, T.S.L.; Santos, K.S.; Barros, V.A.; Melo, D.C.; Ramos, A.L.; Santana, C.C.; Franceschi, E.; et al. Natural gas dehydration by adsorption using MOFs and silicas: A review. Sep. Purif. Technol. 2021, 276, 119409. [Google Scholar] [CrossRef]
- Bahraminia, S.; Anbia, M.; Koohsaryan, E. Dehydration of natural gas and biogas streams using solid desiccants: A review. Front. Chem. Sci. Eng. 2021, 15, 1050–1074. [Google Scholar] [CrossRef]
- Ma, W.; Zhang, Y.; Li, G.; Luo, J.; Chen, Z.; Zhang, H.; Zhao, X. Development status and trend of natural gas dehydration technique at home and abroad. Pipeline Tech. Equip. 2011, 6, 49–51. [Google Scholar]
- Netusil, M.; Ditl, P. Comparison of three methods for natural gas dehydration. J. Nat. Gas Chem. 2011, 20, 471–476. [Google Scholar] [CrossRef]
- Gandhidasan, P.; Al-Farayedhi, A.A.; Al-Mubarak, A.A. Dehydration of natural gas using solid desiccants. Energy 2001, 26, 855–868. [Google Scholar] [CrossRef]
- Kazemi, P.; Hamidi, R. Sensitivity analysis of a natural gas triethylene glycol dehydration plant in Persian Gulf Region. Pet. Coal 2011, 53, 71–77. [Google Scholar]
- Records, L.R.; Seely, D.H. Low temperature dehydration of natural gas. J. Pet. Technol. 1951, 3, 61–66. [Google Scholar] [CrossRef]
- Yu, G.; Dai, C.; Wu, L.; Lei, Z. Natural gas dehydration with ionic liquids. Energy Fuels 2017, 31, 1429–1439. [Google Scholar] [CrossRef]
- Chao, H. Flow Field Simulation and Structure Optimization of a Small Supersonic Gas-Liquid Separator. Master’s Thesis, Xi’an Shiyou University, Xi’an, China, 2020. [Google Scholar]
- Feng, Y. The Study of the Structure Design and Numerical Simulation of Spiral Flowchannel Cyclone Separator. Master’s Thesis, Xi’an Shiyou University, Xi’an, China, 2020. [Google Scholar]
- Matsubayashi, T.; Katono, K.; Hayashi, K.; Tomiyama, A. Effects of swirler shape on swirling annular flow in a gas–liquid separator. Nucl. Eng. Des. 2012, 249, 63–70. [Google Scholar] [CrossRef]
- Yu, M.; Zhang, Y.; Chen, G.; Chen, X. Simulation of gas-liquid separation characteristics of waxy natural gas in axial flow vane cyclone separator. Petro Chem. Equip. 2019, 48, 1–8. [Google Scholar]
- Han, C.; Chen, F.; Yang, X.; Zhang, J. Influence of blade parameters on the performance of guide vane cyclone separation tube. J. Mach. Des. 2015, 32, 72–77. [Google Scholar] [CrossRef]
- Sun, Y.; Song, J. Optimization and improvement of gas-liquid separator. Guangdong Chem. Ind. 2022, 49, 178–180. [Google Scholar]
- Li, Z.; Li, W.; Wang, Q.; Xiang, R.; Cheng, J.; Han, W.; Yan, Z. Effects of medium fluid cavitation on fluctuation characteristics of magnetic fluid seal interface in agricultural centrifugal pump. Int. J. Agric. Biol. Eng. 2021, 14, 85–92. [Google Scholar] [CrossRef]
- Li, W.; Li, Z.; Qin, Z.; Yan, S.; Wang, Z.; Peng, S. Influence of the solution pH on the design of a hydro-mechanical magneto-hydraulic sealing device. Eng. Fail. Anal. 2022, 135, 106091. [Google Scholar] [CrossRef]
- Li, W.; Li, Z.; Deng, W.; Ji, L.; Qiu, Y.; Chen, H. Particle image velocimetry flowmeter for natural gas applications. Flow Meas. Instrum. 2021, 82, 102072. [Google Scholar]
- Deng, W.; Pan, S.; Li, Z.; Huang, M. Experimental Study on flow characteristics of natural gas pipelines based on PIV. J. Eng. Therm. Energy Power 2020, 35, 171–177. [Google Scholar]
- Eder, A.; Durst, B.; Jordan, M. Laser-Doppler Velocimetry—Principle and Application to Turbulence Measurements. In Optical Measurements; Springer: Berlin/Heidelberg, Germany, 2001; pp. 117–138. [Google Scholar]
- Le Duff, A.; Plantier, G.; Valiere, J.C.; Bosch, T. Velocity measurement in a fluid using LDV: Low-cost sensor and signal processing design. In Proceedings of the Sensors, Orlando, FL, USA, 12–14 June 2002. [Google Scholar]
- Guo, X.; Zhang, B.; Li, L.; Liu, B.; Fu, T. Experimental investigation of flow structure and energy separation of Ranque–Hilsch vortex tube with LDV measurement. Int. J. Refrig. 2019, 101, 106–116. [Google Scholar] [CrossRef]
- Li, J.; Xu, L.; Peng, Y.; Zhao, X. Experimental and numerical simulation study on the flow characteristics of the draft tube in Francis turbine. Machines 2022, 10, 230. [Google Scholar]
- Tsuji, Y.; Morikawa, Y.; Shiomi, H. LDV measurements of an air-solid two-phase flow in a vertical pipe. J. Fluid Mech. 1984, 139, 417–434. [Google Scholar] [CrossRef]
- Norberg, C. LDV-measurements in the near wake of a circular cylinder. ASME Paper No. FEDSM98-521. In Proceedings of the Advances in the Understanding of Bluff Body Wakes and Vortex-Induced Vibration, Washington, DC, USA, 21–25 June 1998; pp. 41–45. [Google Scholar]
- Pedersen, N.; Larsen, P.S.; Jacobsen, C.B. Flow in a centrifugal pump impeller at design and off-design conditions—part I: Particle image velocimetry (PIV) and laser Doppler velocimetry (LDV) measurements. J. Fluids Eng. 2003, 125, 61–72. [Google Scholar] [CrossRef]
- Jang, C.M.; Furukawa, M.; Inoue, M. Analysis of vortical flow field in a propeller fan by LDV measurements and LES—part I: Three-dimensional vortical flow structures. J. Fluids Eng. 2001, 123, 748–754. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Type Specification |
|---|---|
| Integrated argon-ion laser | LA70-5 |
| Beam splitter | FBL-3 fiberlightTM |
| 2D fiber optic emission probe | TM250 |
| Fiber optic receive probe | RV3070 PDPA |
| Three-channel photodetector assembly | PDM1000-3P |
| Case | Cyclone Element | Steady Flow Element | Leaf Grid Element | Folding Plate Element |
|---|---|---|---|---|
| 1 | √ | |||
| 2 | √ | √ | ||
| 3 | √ | √ | √ | |
| 4 | √ | √ | √ | √ |
| Number of Experiments | 10 Nm3/h | 20 Nm3/h | 30 Nm3/h | 40 Nm3/h | 50 Nm3/h | 60 Nm3/h |
|---|---|---|---|---|---|---|
| 1 | 21.03 | 21.51 | 21.63 | 22.67 | 23.00 | 24.90 |
| 2 | 21.15 | 21.36 | 21.96 | 22.82 | 23.34 | 24.78 |
| 3 | 21.30 | 21.48 | 21.9 | 22.4 | 23.15 | 24.84 |
| 4 | 21.13 | 21.25 | 22.02 | 22.58 | 23.42 | 24.89 |
| Average value | 21.15 | 21.40 | 21.88 | 22.62 | 23.23 | 24.85 |
| Number of Experiments | 10 Nm3/h | 20 Nm3/h | 30 Nm3/h | 40 Nm3/h | 50 Nm3/h | 60 Nm3/h |
|---|---|---|---|---|---|---|
| 1 | 957.94 | 406.47 | 255.08 | 215.31 | 155.55 | 133.55 |
| 2 | 960.54 | 435.11 | 249.36 | 225.74 | 164.27 | 128.68 |
| 3 | 955.60 | 427.70 | 265.77 | 205.05 | 152.68 | 125.44 |
| 4 | 948.91 | 419.74 | 249.82 | 218.85 | 159.71 | 123.41 |
| Average value | 955.75 | 422.26 | 255.01 | 216.24 | 158.05 | 127.77 |
| Number of Experiments | 10 Nm3/h | 20 Nm3/h | 30 Nm3/h | 40 Nm3/h | 50 Nm3/h | 60 Nm3/h |
|---|---|---|---|---|---|---|
| 1 | 14.00 | 14.47 | 14.41 | 14.55 | 14.34 | 13.92 |
| 2 | 13.95 | 14.57 | 14.51 | 14.41 | 14.36 | 13.92 |
| 3 | 14.14 | 14.46 | 14.44 | 14.51 | 14.37 | 13.87 |
| 4 | 14.01 | 14.44 | 14.47 | 14.42 | 14.36 | 13.99 |
| Average value | 14.03 | 14.49 | 14.46 | 14.47 | 14.36 | 13.93 |
| Number of Experiments | 10 Nm3/h | 20 Nm3/h | 30 Nm3/h | 40 Nm3/h | 50 Nm3/h | 60 Nm3/h |
|---|---|---|---|---|---|---|
| 1 | 187.89 | 96.65 | 48.53 | 39.94 | 19.84 | 6.64 |
| 2 | 191.19 | 98.24 | 48.88 | 40.72 | 19.91 | 7.29 |
| 3 | 193.84 | 96.78 | 48.73 | 39.68 | 19.48 | 6.75 |
| 4 | 189.55 | 96.28 | 48.72 | 39.88 | 19.50 | 7.22 |
| Average value | 190.62 | 96.99 | 48.72 | 40.01 | 19.68 | 6.98 |
| Number of Experiments | 10 Nm3/h | 20 Nm3/h | 30 Nm3/h | 40 Nm3/h | 50 Nm3/h | 60 Nm3/h |
|---|---|---|---|---|---|---|
| 1 | 21.98 | 21.37 | 21.9 | 22.13 | 23.27 | 24.66 |
| 2 | 21.40 | 21.46 | 22.01 | 21.8 | 23.38 | 24.67 |
| 3 | 20.95 | 21.56 | 22.16 | 21.75 | 22.92 | 24.67 |
| 4 | 21.36 | 21.47 | 21.95 | 21.92 | 23 | 24.58 |
| Average value | 21.42 | 21.47 | 22.00 | 21.90 | 23.14 | 24.65 |
| Number of Experiments | 10 Nm3/h | 20 Nm3/h | 30 Nm3/h | 40 Nm3/h | 50 Nm3/h | 60 Nm3/h |
|---|---|---|---|---|---|---|
| 1 | 928.74 | 406.47 | 260.94 | 213.95 | 167.14 | 128.94 |
| 2 | 955.75 | 435.11 | 277.50 | 209.79 | 160.67 | 123.94 |
| 3 | 952.69 | 427.70 | 262.58 | 214.11 | 165.74 | 133.40 |
| 4 | 951.62 | 419.74 | 245.34 | 214.52 | 166.27 | 130.76 |
| Average value | 947.2 | 422.255 | 261.59 | 213.0925 | 164.955 | 129.26 |
| Number of Experiments | 10 Nm3/h | 20 Nm3/h | 30 Nm3/h | 40 Nm3/h | 50 Nm3/h | 60 Nm3/h |
|---|---|---|---|---|---|---|
| 1 | 13.77 | 14.03 | 14.04 | 14.11 | 14.23 | 13.30 |
| 2 | 13.82 | 13.96 | 14.06 | 14.19 | 14.05 | 13.38 |
| 3 | 13.84 | 14.00 | 14.07 | 14.10 | 14.15 | 13.30 |
| 4 | 13.80 | 14.02 | 14.00 | 14.13 | 14.11 | 13.36 |
| Average value | 13.81 | 14.00 | 14.04 | 14.13 | 14.14 | 13.34 |
| Number of Experiments | 10 Nm3/h | 20 Nm3/h | 30 Nm3/h | 40 Nm3/h | 50 Nm3/h | 60 Nm3/h |
|---|---|---|---|---|---|---|
| 1 | 139.77 | 75.26 | 39.14 | 27.39 | 11.72 | 2.86 |
| 2 | 140.21 | 76.86 | 38.42 | 27.68 | 11.61 | 2.74 |
| 3 | 140.41 | 76.63 | 38.16 | 27.2 | 11.51 | 2.87 |
| 4 | 138.84 | 74.57 | 37.93 | 27.38 | 10.62 | 2.65 |
| Average value | 139.81 | 75.83 | 38.41 | 27.4125 | 11.365 | 2.78 |
| Number of Experiments | 10 Nm3/h | 20 Nm3/h | 30 Nm3/h | 40 Nm3/h | 50 Nm3/h | 60 Nm3/h |
|---|---|---|---|---|---|---|
| 1 | 21.47 | 21.69 | 21.98 | 21.41 | 23.16 | 24.59 |
| 2 | 21.72 | 21.36 | 21.92 | 21.47 | 22.93 | 24.81 |
| 3 | 21.99 | 21.58 | 21.97 | 22.12 | 23.28 | 24.59 |
| 4 | 21.72 | 21.42 | 21.83 | 21.84 | 22.94 | 24.63 |
| Average value | 21.73 | 21.51 | 21.93 | 21.71 | 23.08 | 24.66 |
| Number of Experiments | 10 Nm3/h | 20 Nm3/h | 30 Nm3/h | 40 Nm3/h | 50 Nm3/h | 60 Nm3/h |
|---|---|---|---|---|---|---|
| 1 | 959.73 | 401.55 | 259.71 | 212.58 | 156.94 | 133.02 |
| 2 | 992.53 | 438.63 | 259.53 | 213.76 | 161.24 | 127.89 |
| 3 | 999.12 | 414.71 | 248.1 | 213.84 | 163.34 | 132.68 |
| 4 | 949.48 | 414.35 | 247.58 | 213.07 | 159.43 | 127.24 |
| Average value | 975.21 | 417.31 | 253.73 | 213.31 | 160.24 | 130.21 |
| Number of Experiments | 10 Nm3/h | 20 Nm3/h | 30 Nm3/h | 40 Nm3/h | 50 Nm3/h | 60 Nm3/h |
|---|---|---|---|---|---|---|
| 1 | 13.06 | 13.21 | 13.33 | 13.69 | 13.70 | 13.47 |
| 2 | 13.15 | 13.24 | 13.25 | 13.66 | 13.66 | 13.48 |
| 3 | 13.12 | 13.16 | 13.39 | 13.66 | 13.61 | 13.48 |
| 4 | 13.19 | 13.20 | 13.43 | 13.63 | 13.70 | 13.40 |
| Average value | 13.13 | 13.20 | 13.35 | 13.66 | 13.67 | 13.46 |
| Number of Experiments | 10 Nm3/h | 20 Nm3/h | 30 Nm3/h | 40 Nm3/h | 50 Nm3/h | 60 Nm3/h |
|---|---|---|---|---|---|---|
| 1 | 28.02 | 35.35 | 21.56 | 13.78 | 7.42 | 1.90 |
| 2 | 27.27 | 35.17 | 21.30 | 13.89 | 7.55 | 1.93 |
| 3 | 27.25 | 35.56 | 21.12 | 14.08 | 7.49 | 2.00 |
| 4 | 27.62 | 35.43 | 21.68 | 13.68 | 7.44 | 1.89 |
| Average value | 27.54 | 35.38 | 21.42 | 13.86 | 7.48 | 1.93 |
| Number of Experiments | 10 Nm3/h | 20 Nm3/h | 30 Nm3/h | 40 Nm3/h | 50 Nm3/h | 60 Nm3/h |
|---|---|---|---|---|---|---|
| 1 | 21.12 | 21.24 | 22.19 | 21.32 | 23.23 | 24.80 |
| 2 | 21.56 | 20.94 | 22.02 | 21.8 | 23.08 | 24.66 |
| 3 | 21.72 | 21.15 | 21.72 | 21.62 | 23.38 | 25.00 |
| 4 | 21.86 | 21.3 | 21.8 | 21.87 | 23.15 | 24.95 |
| Average value | 21.57 | 21.16 | 21.93 | 21.65 | 23.21 | 24.85 |
| Number of Experiments | 10 Nm3/h | 20 Nm3/h | 30 Nm3/h | 40 Nm3/h | 50 Nm3/h | 60 Nm3/h |
|---|---|---|---|---|---|---|
| 1 | 910.25 | 432.61 | 245.39 | 217.66 | 163.86 | 131.1 |
| 2 | 988.53 | 422.17 | 272.76 | 202.71 | 168.93 | 131.23 |
| 3 | 932.43 | 405.27 | 253.41 | 206.68 | 163.37 | 133.3 |
| 4 | 990.02 | 433.8 | 250.74 | 209.74 | 160.74 | 132.36 |
| Average value | 955.31 | 423.46 | 255.58 | 209.20 | 164.22 | 132.00 |
| Number of Experiments | 10 Nm3/h | 20 Nm3/h | 30 Nm3/h | 40 Nm3/h | 50 Nm3/h | 60 Nm3/h |
|---|---|---|---|---|---|---|
| 1 | 12.73 | 13.34 | 13.8 | 13.91 | 13.99 | 13.75 |
| 2 | 12.83 | 13.37 | 13.81 | 14.02 | 13.98 | 13.77 |
| 3 | 12.68 | 13.31 | 13.75 | 13.98 | 13.95 | 13.68 |
| 4 | 12.67 | 13.37 | 13.37 | 13.92 | 13.87 | 13.84 |
| Average value | 12.73 | 13.35 | 13.68 | 13.96 | 13.95 | 13.76 |
| Number of Experiments | 10 Nm3/h | 20 Nm3/h | 30 Nm3/h | 40 Nm3/h | 50 Nm3/h | 60 Nm3/h |
|---|---|---|---|---|---|---|
| 1 | 8.75 | 15.35 | 12.23 | 8.62 | 3.81 | 1.19 |
| 2 | 7.38 | 15.41 | 12.56 | 8.27 | 3.83 | 1.30 |
| 3 | 5.86 | 15.14 | 12.18 | 8.22 | 4.34 | 1.25 |
| 4 | 5.17 | 15.15 | 12.55 | 8.40 | 4.11 | 1.18 |
| Average value | 6.79 | 15.26 | 12.38 | 8.38 | 4.02 | 1.23 |
| Name | Suitable Conditions | Separation Efficiency |
|---|---|---|
| Gravity separator | Gas–liquid separation of droplet size from 60 to 100 µm | Low efficiency, generally used for primary separation |
| Multi-tubular cyclone separator | Heavy loads | 40–50 µm droplets: >98% 5–10 µm droplets: >90% |
| Inertial gas–liquid separator | Large particle sizes | Low when particle size is <25 µm |
| Combined separator | Wide application range (suitable for large and small flow rates) | >95% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ji, L.; Zhao, Q.; Deng, H.; Zhang, L.; Deng, W. Experimental Study on a New Combined Gas–Liquid Separator. Processes 2022, 10, 1416. https://doi.org/10.3390/pr10071416
Ji L, Zhao Q, Deng H, Zhang L, Deng W. Experimental Study on a New Combined Gas–Liquid Separator. Processes. 2022; 10(7):1416. https://doi.org/10.3390/pr10071416
Chicago/Turabian StyleJi, Lei, Qin Zhao, Huiming Deng, Lanyue Zhang, and Wanquan Deng. 2022. "Experimental Study on a New Combined Gas–Liquid Separator" Processes 10, no. 7: 1416. https://doi.org/10.3390/pr10071416
APA StyleJi, L., Zhao, Q., Deng, H., Zhang, L., & Deng, W. (2022). Experimental Study on a New Combined Gas–Liquid Separator. Processes, 10(7), 1416. https://doi.org/10.3390/pr10071416