
CFD Modelling of Calcination in a Rotary Lime Kiln


Abstract
:1. Introduction
2. Material and Methods
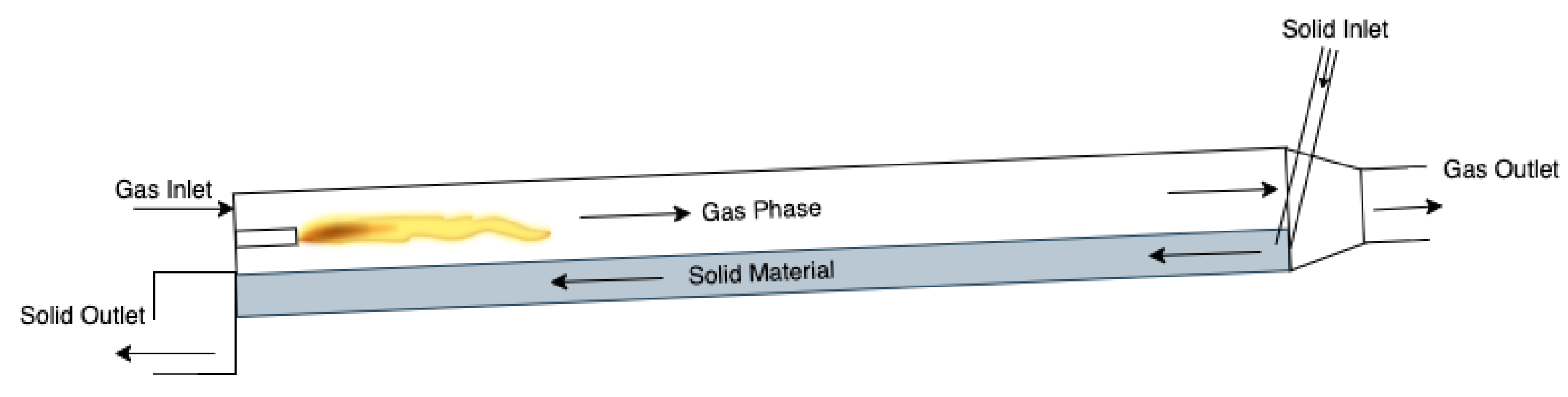
2.1. Gas Model
- The kiln is 2D axisymmetric around the kiln centerline, and so the effects of gravity and buoyancy are neglected;
- There is no physical bed in the model; instead mass and heat sinks are implemented to account for the effects of the bed;
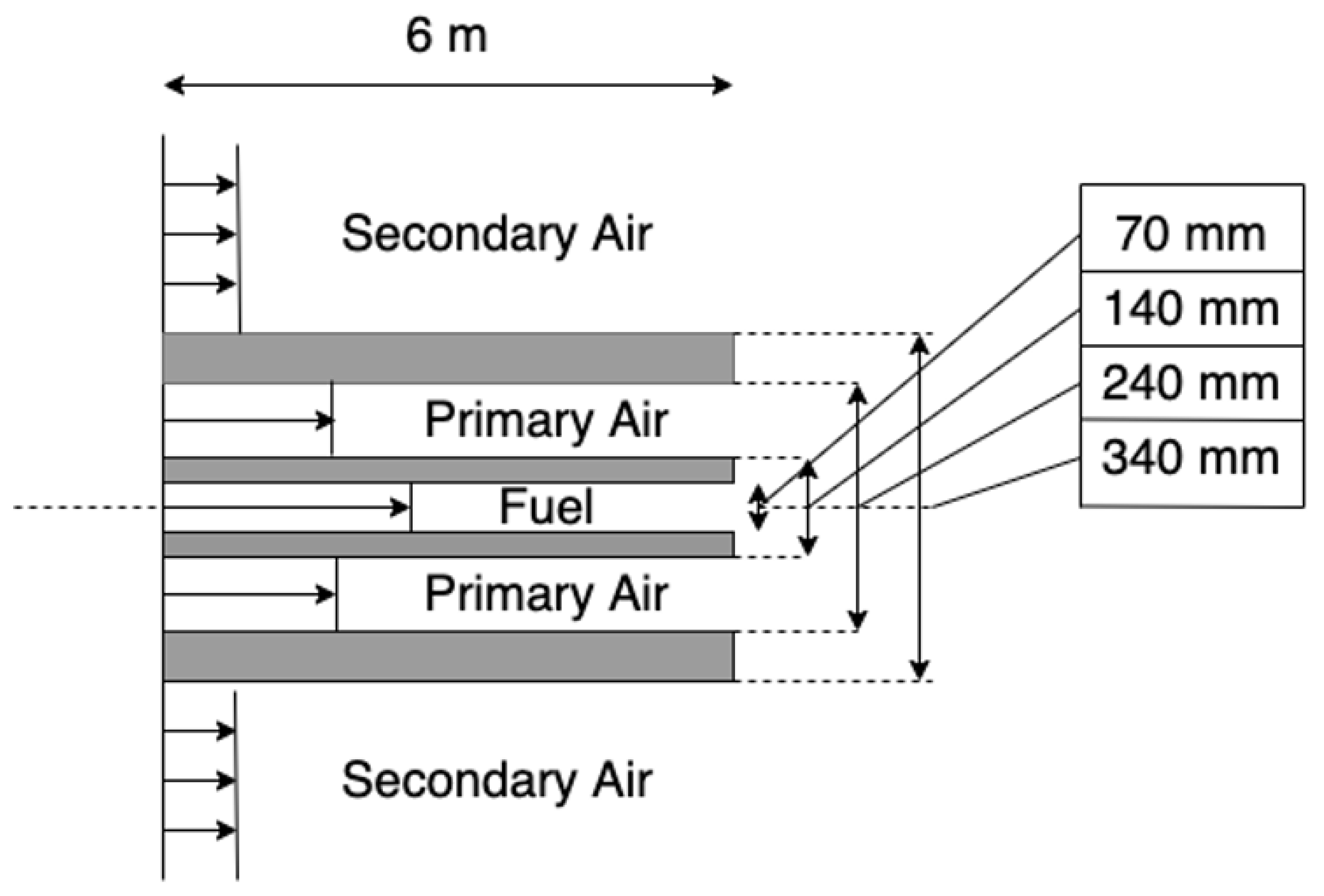
- The burner is symmetric and concentric with the kiln;
- Rotational velocity components of the fuel and air flow are negligible.
2.2. Bed Model
- The inlet bed material is 100% calcium carbonate (CaCO3);
- Calcination occurs as a shrinking core reaction;
- Bed particles are assumed to be mono-sized and spherical.
2.2.1. Mass Balance
2.2.2. Energy Balance
2.2.3. Feed Temperature
2.3. Heat Transfer
2.3.1. Radiation
2.3.2. Conduction
2.3.3. Convection
2.3.4. Chains
2.3.5. Evaporation
2.3.6. Decomposition
2.3.7. Heat Loss from the Shell
2.3.8. Coupling of the Bed and Gas Models
3. Results and Discussion
3.1. Input Parameters
3.2. Steady-State Simulations
3.3. Sensitivity Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
Abbreviations
| Net heat transfer rate [W] | |
| r | Radiative heat transfer |
| Convective heat transfer | |
| Conductive heat transfer | |
| Kiln outer shell | |
| a | Ambient environment |
| g | Gas phase |
| w | Inner kiln wall |
| Wall exposed to gas phase | |
| Wall covered by bed | |
| Bed exposed to gas phase | |
| Bed covered by wall | |
| Chains within the kiln | |
| Sherwood number | |
| Schmidt number | |
| h | Heat transfer coefficient [W/m2/K] |
| k | Thermal conductivity coefficient [W/m/K] |
| b | Bed material |
| Density [kg/m3] | |
| Specific heat capacity [J/kg/K] | |
| Thermal diffusivity [m2/s] | |
| Average particle diameter [m] | |
| Average particle radius [m] | |
| Equivalent diameter of the gas phase [m] | |
| Flow Reynolds number for the gas phase | |
| Rotational Reynolds number for the gas phase | |
| A | Heat transfer area per unit kiln length [m2] |
| T | Absolute temperature [K] |
| Emissivity | |
| Absorptivity of the gas phase | |
| Emissivity weighting coefficient | |
| Absorptivity weighting coefficient | |
| Extinction coefficient [1/m] | |
| p | Partial pressure of emitting gas species [Pa] |
| P | Pressure [Pa] |
| D | Diameter [m] |
| Prandtl number | |
| Grasholf number | |
| Kinematic viscosity [m2/s] | |
| Black body radiation constant [W/m2/K4] | |
| M | Molar mass [kg/mol] |
| R | Gas constant [J/K/mol] |
| Radius of inner wall [m] | |
| Central angle of the bed [rad] | |
| Kiln rotational velocity [rad/s] | |
| V | Velocity [m/s] |
| f | Fuel |
| Primary air | |
| Secondary air | |
| Electrostatic precipitator | |
| Latent heat vaporization [J/kg] | |
| Number of particles | |
| C | Concentration [mol/m3] |
| Mass flow rate [kg/s] | |
| Outlet | |
| Latent heat | |
| Inner | |
| Decomposition | |
| z | Axial position in kiln |
| Path length of a beam through gas [m] | |
| Porosity | |
| Mass source [kg/s/m3] | |
| Energy source [W/m3] | |
| H | Enthalpy [J] |
| f | Filling degree |
| Effective | |
| Solid volume fraction | |
| Form factor | |
| Q | Volumetric flow rate [m3/s] |
| n | Rotation speed [rev/s] |
| Inclination angle from horizontal [rad] | |
| Static angle of repose of bed material [rad] | |
| Central half angle of the bed [rad] | |
| Length of exposed bed [m] | |
| Adjustable chain parameter | |
| Diffusion resistance [s/m] | |
| Boundary layer resistance [s/m] | |
| Knudsen diffusivity [m2/s] | |
| Knudsen diffusion coefficient [m2/s] | |
| Binary diffusion coefficient [m2/s] | |
| Mean pore radius [m] | |
| Characteristic length [m] | |
| Diffusion collision integral | |
| Laminar | |
| Turbulent | |
| Calcination temperature fraction | |
| Heat loss coefficient |
References
- Davies, P.R.; Norton, M.J.S.; Wilson, D.I.; Davidson, J.F.; Scott, D.M. Gas Flow in Rotary Kilns. Particuology 2010, 8, 613–616. [Google Scholar] [CrossRef]
- Boateng, A.A. 1—The Rotary Kiln Evolution and Phenomenon. In Rotary Kilns, 2nd ed.; Boateng, A.A., Ed.; Butterworth-Heinemann: Boston, MA, USA, 2016; pp. 1–11. [Google Scholar] [CrossRef]
- Csernyei, C.; Straatman, A.G. Numerical Modeling of a Rotary Cement Kiln with Improvements to Shell Cooling. Int. J. Heat Mass Transf. 2016, 102, 610–621. [Google Scholar] [CrossRef]
- Dernegård, H.; Brelid, H.; Theliander, H. Characterization of a Dusting Lime Kiln—A Mill Study. Nord. Pulp Pap. Res. J. 2017, 32, 25–34. [Google Scholar] [CrossRef] [Green Version]
- Paul, M.; Tran, H.N.; Kuhn, D.C.S.; Faulkner, R. Investigation of Nodule Formation in Lime Kilns Using Batch Kilns. Mining Metall. Explor. 2006, 23, 219–225. [Google Scholar] [CrossRef]
- Tran, H. Lime Kiln Chemistry and Effects on Kiln Operations. In TAPPI Kraft Recovery Course; TAPPI PRESS: Atlanta, GA, USA, 2007. [Google Scholar]
- Tran, H.; Mao, X.; Barham, D. Mechanisms of Ringing Formation in Lime Kilns. J. Pulp Pap. Sci. 1993, 19, J167–J175. [Google Scholar]
- Kalaie, A.; Li, S.; Wang, Y.; Wang, X. A Multi-Model Fusion Soft Sensor Modelling Method and Its Application in Rotary Kiln Calcination Zone Temperature Prediction. Trans. Inst. Meas. Control 2015, 38, 110–124. [Google Scholar] [CrossRef]
- Gonzalez, H.; Zarate Evers, C.; Alviso, D.; Rolon, J. Numerical Study of a Rotary Kiln. Case of an Industrial Plant in Paraguay. In Proceedings of the Brazilian Congress of Thermal Sciences and Engineering, Belem, Brazil, 10–13 November 2016. [Google Scholar] [CrossRef]
- Mujumdar, K.; Ranade, V. Simulation of Rotary Cement Kilns Using a One-Dimensional Model. Chem. Eng. Res. Des. 2006, 84, 165–177. [Google Scholar] [CrossRef]
- Gaurav, G.K.; Khanam, S. Computational Fluid Dynamics Analysis of Sponge Iron Rotary Kiln. Case Stud. Therm. Eng. 2017, 9, 14–27. [Google Scholar] [CrossRef] [Green Version]
- Agrawal, A.; Ghoshdastidar, P. Computer Simulation of Heat Transfer in a Rotary Lime Kiln. J. Therm. Sci. Eng. Appl. 2018, 10, 031008-1. [Google Scholar] [CrossRef]
- Akgun, F. Investigaton of Energy Saving and NOx Reduction Possibilities in a Rotary Cement Kiln. Int. J. Energy Res. 2003, 27, 455–465. [Google Scholar] [CrossRef]
- Alyaser, A.H. Fluid Flow and Combustion in Rotary Kiln. Ph.D. Thesis, University of British Columbia, Vancouver, BC, Canada, 1998. [Google Scholar] [CrossRef]
- Ariyaratne, W.K.H.; Malagalage, A.; Melaaen, M.C.; Tokheim, L.A. CFD Modelling of Meat and Bone Meal Combustion in a Cement Rotary Kiln—Investigation of Fuel Particle Size and Fuel Feeding Position Impacts. Chem. Eng. Sci. 2015, 123, 596–608. [Google Scholar] [CrossRef]
- Barr, P.V.; Brimacombe, J.K.; Watkinson, A.P. A Heat-Transfer Model for the Rotary Kiln: Part II. Development of the Cross-Section Model. Metall. Mater. Trans. B 1989, 20, 403–419. [Google Scholar] [CrossRef]
- Barr, P.V. Heat Transfer Processes in Rotary Kilns. Ph.D. Thesis, University of British Columbia, Vancouver, BC, Canada, 1986. [Google Scholar] [CrossRef]
- Georgallis, M. Mathematical Modelling of Lime Kilns. Ph.D. Thesis, University of British Columbia, Vancouver, BC, Canada, 2004. [Google Scholar] [CrossRef]
- Georgallis, M.; Nowak, P.; Salcudean, M.; Gartshore, I.S. Modelling the Rotary Lime Kiln. Can. J. Chem. Eng. 2005, 83, 212–223. [Google Scholar] [CrossRef]
- Gorog, J.P.; Adams, T.N.; Brimacombe, J.K. Heat Transfer from Flames in a Rotary Kiln. Metall. Trans. B 1983, 14, 411–424. [Google Scholar] [CrossRef]
- Gorog, J.P.; Brimacombe, J.K.; Adams, T.N. Radiative Heat Transfer in Rotary Kilns. Metall. Trans. B 1981, 12, 55–70. [Google Scholar] [CrossRef]
- Gunnarsson, A.; Andersson, K.; Adams, B.R.; Fredriksson, C. Full-Scale 3D-modelling of the Radiative Heat Transfer in Rotary Kilns with a Present Bed Material. Int. J. Heat Mass Transf. 2020, 147, 118924. [Google Scholar] [CrossRef]
- Hanein, T.; Glasser, F.P.; Bannerman, M.N. One-Dimensional Steady-State Thermal Model for Rotary Kilns Used in the Manufacture of Cement. Adv. Appl. Ceram. 2017, 116, 207–215. [Google Scholar] [CrossRef]
- Li, S.Q.; Ma, L.B.; Wan, W.; Yao, Q. A Mathematical Model of Heat Transfer in a Rotary Kiln Thermo-Reactor. Chem. Eng. Technol. 2005, 28, 1480–1489. [Google Scholar] [CrossRef]
- Liu, H.; Yin, H.; Zhang, M.; Xie, M.; Xi, X. Numerical Simulation of Particle Motion and Heat Transfer in a Rotary Kiln. Powder Technol. 2016, 287, 239–247. [Google Scholar] [CrossRef]
- Macphee, J. CFD Modelling of a Rotary Lime Kiln. Master’s Thesis, University of Canterbury, Christchurch, New Zealand, 2010. [Google Scholar]
- Mintus, F.; Hamel, S.; Krumm, W. Wet Process Rotary Cement Kilns: Modeling and Simulation. Clean Technol. Environ. Policy 2006, 8, 112–122. [Google Scholar] [CrossRef]
- Mujumdar, K.S.; Ranade, V.V. CFD Modeling of Rotary Cement Kilns. Asia-Pac. J. Chem. Eng. 2008, 3, 106–118. [Google Scholar] [CrossRef]
- Shi, D.; Vargas, W.L.; McCarthy, J.J. Heat Transfer in Rotary Kilns with Interstitial Gases. Chem. Eng. Sci. 2008, 63, 4506–4516. [Google Scholar] [CrossRef]
- Spang, H.A. A Dynamic Model of a Cement Kiln. Automatica 1972, 8, 309–323. [Google Scholar] [CrossRef]
- Tao, L.; Nordgren, D.; Blom, R. Development of a Three-Dimensional CFD Model for Rotary Lime Kilns; Technical Report; Värmeforsk ServiceAB: Stockholm, Sweden, 2010. [Google Scholar]
- Tscheng, S.H.; Watkinson, A.P. Convective Heat Transfer in a Rotary Kiln. Can. J. Chem. Eng. 1979, 57, 433–443. [Google Scholar] [CrossRef] [Green Version]
- Watkinson, A.P.; Brimacombe, J.K. Limestone Calcination in a Rotary Kiln. Metall. Trans. B 1982, 13, 369–378. [Google Scholar] [CrossRef]
- Ginsberg, T.; Modigell, M. Dynamic Modelling of a Rotary Kiln for Calcination of Titanium Dioxide White Pigment. Comput. Chem. Eng. 2011, 35, 2437–2446. [Google Scholar] [CrossRef]
- Gareau, P.R. A CFD Study of the Effects of Rings on Flow and Temperature in Lime Kilns. Master’s Thesis, University of Toronto, Toronto, ON, Canada, 2020. [Google Scholar]
- ANSYS. ANSYS FLUENT 12.0 User’s Guide. 2009. Available online: https://www.afs.enea.it/project/neptunius/docs/fluent/html/ug/main_pre.htm (accessed on 11 September 2021).
- Hart, P.W.; Hanson, G.M., 3rd; Manning, R.P. Lime Kilns and Recausticizing: The Forgotten Part of a Kraft Mill; Technical Association of the Pulp & Paper Industry: Peachtree Corners, GA, USA, 2021. [Google Scholar]
- Kramers, H.; Croockewit, P. The Passage of Granular Solids through Inclined Rotary Kilns. Chem. Eng. Sci. 1952, 1, 259–265. [Google Scholar] [CrossRef]
- Spurling, R.J.; Davidson, J.F.; Scott, D.M. The Transient Response of Granular Flows in an Inclined Rotating Cylinder. Chem. Eng. Res. Des. 2001, 79, 51–61. [Google Scholar] [CrossRef]
- Hottel, H.; Sarofim, A. Radiative Transfer. AIChE J. 1969, 15, 794–796. [Google Scholar] [CrossRef]
- Vangaever, S.; Van Thielen, J.; Hood, J.; Olver, J.; Honnerovà, P.; Heynderickx, G.J.; Van Geem, K.M. The Effect of Refractory Wall Emissivity on the Energy Efficiency of a Gas-Fired Steam Cracking Pilot Unit. Materials 2021, 14, 880. [Google Scholar] [CrossRef]
- Sandaka, G. Calcination Behavior of Lumpy Limestones from Different Origins. Ph.D. Thesis, Otto von Guericke University Magdeburg, Magdeburg, Germany, 2016. [Google Scholar]
- Bluhm-Drenhaus, T.; Simsek, E.; Wirtz, S.; Scherer, V. A Coupled Fluid Dynamic-Discrete Element Simulation of Heat and Mass Transfer in a Lime Shaft Kiln. Chem. Eng. Sci. 2010, 65, 2821–2834. [Google Scholar] [CrossRef]
- Maya, J.C.; Chejne, F.; Gómez, C.A.; Bhatia, S.K. Effect of the CaO Sintering on the Calcination Rate of CaCO3 under Atmospheres Containing CO2. AIChE J. 2018, 64, 3638–3648. [Google Scholar] [CrossRef]
- Reid, R.C.; Prausnitz, J.M.; Poling, B.E. The Properties of Gases and Liquids, 4th ed.; McGraw Hill Book Co.: New York, NY, USA, 1987. [Google Scholar]
- Everest Interscience. Emissivity of Total Radiation for Various Metals; Everest Interscience: Tucson, AZ, USA, 2021; Available online: http://everestinterscience.com/info/emissivitytable.htm (accessed on 11 February 2021).
- Harbison Walker. Handbook of Refractory Practice; Harbison Walker: Pittsburgh, PA, USA, 2021; Available online: https://www.mha-net.org/docs/Harbison%20Walker%202005%20Handbook.pdf (accessed on 11 February 2021).
- Kodur, V.; Kand, S.; Khaliq, W. Effect of Temperature on Thermal and Mechanical Properties of Steel Bolts. J. Mater. Civ. Eng. 2012, 24, 765–774. [Google Scholar] [CrossRef]
- Weather Underground. Weather Underground; Weather Underground: San Francisco, CA, USA; Available online: https://www.wunderground.com/ (accessed on 12 July 2021).
- Shahin, H.; Hassanpour, S.; Saboonchi, A. Thermal Energy Analysis of a Lime Production Process: Rotary Kiln, Preheater and Cooler. Energy Convers. Manag. 2016, 114, 110–121. [Google Scholar] [CrossRef]
- Elattar, H.F.; Specht, E.; Fouda, A.; Bin-Mahfouz, A.S. Study of Parameters Influencing Fluid Flow and Wall Hot Spots in Rotary Kilns Using CFD. Can. J. Chem. Eng. 2016, 94, 355–367. [Google Scholar] [CrossRef]
- Pupo, R. Adiabatic Flame Temperature for Combustion of Methane II. Undergrad. J. Math. Model. One + Two 2013, 5, 1. [Google Scholar] [CrossRef]
- Fardadi, M. Modeling Dust Formation in Lime Kilns. Ph.D. Thesis, University of Toronto, Toronto, ON, Canada, 2010. [Google Scholar]
- Moldenhauer, A.; Bauer, W.; Specht, E.; Herz, F. Thermophysical Properties of Lime as a Function of Origin (Part 3): Emissivity. ZKG Int. 2016, 69, 58–62. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dry Kiln | Wet Kiln | |||
|---|---|---|---|---|
| Variable | Value | Units | Value | Units |
| Total Length | 85 | m | 85 | m |
| Outer Diameter | 3.75 | m | 3.2 | m |
| Refractory Thickness | 0.2286 | m | 0.2159 | m |
| Shell Thickness | 0.0254 | m | 0.0191 | m |
| Dry Kiln | Wet Kiln | |||
|---|---|---|---|---|
| Variable | Value | Units | Value | Units |
| Dry Loading | 9.9 | kg/s | 7.2 | kg/s |
| Fuel Flow | 0.68 | kg/s | 0.44 | kg/s |
| Primary Air Flow | 2.9 | kg/s | 0.54 | kg/s |
| Secondary Air Flow | 9.0 | kg/s | 7.5 | kg/s |
| Excess O2 | 0.6 | % | 1.0 | % |
| Rotation Speed | 1.4 | RPM | 1.0 | RPM |
| Feed Temperature | 328.5 | °C | 25 | °C |
| Moisture Content | - | - | 20 | % |
| Secondary Air Temperature | 286.2 | °C | 282.8 | °C |
| Ambient Temperature | −11.1 | °C | 34.2 | °C |
| Particle Radius | 10 | mm | 10 | mm |
| Simulated | Measured | Units | |
|---|---|---|---|
| Variable | Dry Kiln | ||
| Outlet Gas Temperature | 750 | 750 | °C |
| Residual Carbonates | - | 1.0 | % |
| Lime Availability | 90.9 | - | % |
| Wet Kiln | |||
| Outlet Gas Temperature | 252 | 250 | °C |
| Outlet Bed Temperature | 932 | 905 | °C |
| Residual Carbonates | - | 3.0 | % |
| Lime Availability | 85.0 | - | % |
| Dry Kiln | |||
|---|---|---|---|
| Variable | Regular Loading Value | Low Loading Value | Unit |
| Dry Loading | 423 | 342 | t/d Lime |
| Fuel Flow | 0.68 | 0.55 | kg/s |
| Excess O2 | 0.73 | 1.8 | % |
| Rotation Speed | 1.5 | 1.5 | RPM |
| Feed Temperature | 327 | 327 | °C |
| Ambient Temperature | 12.2 | 13.9 | °C |
| Particle Radius | 10 | 10 | mm |
| Dusting Factor | 0.05 | 0.05 | - |
| Reaction Enthalpy | 1630 | 1630 | kJ/kg |
| Bed Emissivity | Equation (13) | Equation (13) | - |
| Wet Kiln | |||
|---|---|---|---|
| Variable | Regular Loading Value | Low Loading Value | Unit |
| Dry Loading | 640 | 500 | t/d Lime Mud |
| Fuel Flow | 0.46 | 0.39 | kg/s |
| Excess O2 | 1.0 | 1.0 | % |
| Rotation Speed | 1.0 | 1.0 | RPM |
| Moisture Content | 0.22 | 0.19 | % |
| Feed Temperature | 25 | 25 | °C |
| Ambient Temperature | 10 | 10 | °C |
| Particle Radius | 10 | 10 | mm |
| Dusting Factor | 0.05 | 0.05 | - |
| Chain Factor | 25 | 25 | - |
| Reaction Enthalpy | 1630 | 1630 | kJ/kg |
| Bed Emissivity | Equation (13) | Equation (13) | - |
| Dry Kiln | |||||
|---|---|---|---|---|---|
| Regular Loading | Low Loading | ||||
| Variable | Increment/Value | Calcination Location (m) | Calcination Degree (%) | Calcination Location (m) | Calcination Degree (%) |
| Baseline | Baseline | 56.5 | 92.1 | 56.1 | 90.3 |
| Fuel | +10% | +1.5 | +5.7 | +1.6 | +6.3 |
| −10% | −1.8 | −6.8 | −1.9 | −6.9 | |
| Excess O2 | +50% | +0.085 | −1.4 | +0.29 | −3.6 |
| −50% | −0.12 | +1.1 | −0.24 | +2.7 | |
| Rotation | +20% | +0.19 | −1.2 | +0.22 | −0.98 |
| Speed | −20% | −0.26 | +1.3 | −0.27 | +1.2 |
| Feed | −50 °C | −1.1 | −0.79 | −0.90 | −0.60 |
| Temperature | −100 °C | −1.1 | −1.3 | −0.95 | −1.0 |
| Ambient | +20 °C | +0.073 | +0.73 | +0.12 | +0.87 |
| Temperature | −20 °C | −0.12 | −0.91 | −0.11 | −0.92 |
| Particle | +20% | +0.18 | −1.1 | +0.25 | −0.93 |
| Radius | −20% | −0.25 | +0.96 | −0.29 | +1.0 |
| Dusting | 0.1 | +0.29 | +1.1 | +0.30 | +1.1 |
| Factor | 0.2 | +0.85 | +3.2 | +0.79 | +3.0 |
| Reaction | 1794 kJ/kg | −0.39 | −6.7 | −0.37 | −6.7 |
| Enthalpy | 1570 kJ/kg | +0.12 | +2.5 | +0.19 | +2.6 |
| Bed | 0.9 | −0.68 | +2.5 | −0.62 | +2.3 |
| Emissivity | 0.35 | +0.35 | −3.3 | +0.40 | −2.9 |
| Wet Kiln | |||||
|---|---|---|---|---|---|
| Regular Loading | Low Loading | ||||
| Variable | Increment/Value | Calcination Location (m) | Calcination Degree (%) | Calcination Location (m) | Calcination Degree (%) |
| Baseline | Baseline | 42.7 | 88.4 | 42.4 | 89.5 |
| Fuel | +10% | +3.4 | +7.9 | +3.9 | +8.2 |
| −10% | −4.1 | −9.1 | −4.2 | −9.1 | |
| Excess O2 | +50% | +0.32 | −1.6 | +0.59 | −1.3 |
| −50% | −0.56 | +1.3 | −0.33 | +1.4 | |
| Rotation | +20% | +0.17 | -1.1 | +0.23 | −0.99 |
| Speed | −20% | −0.13 | +1.5 | −0.31 | +1.3 |
| Moisture | +40% | −4.6 | −4.9 | −4.0 | −3.7 |
| Content | −40% | +4.1 | +3.5 | +3.9 | +2.7 |
| Feed | +15 °C | +0.31 | +0.22 | +0.51 | +0.39 |
| Temperature | +30 °C | +0.90 | +0.79 | +0.72 | +0.60 |
| Ambient | +20 °C | −0.021 | +0.081 | +0.024 | +0.13 |
| Temperature | −20 °C | +0.021 | −0.081 | −0.019 | −0.13 |
| Particle | +20% | +0.32 | −0.75 | +0.33 | −0.76 |
| Radius | −20% | −0.40 | +0.79 | −0.39 | +0.88 |
| Dusting | 0.1 | +0.47 | +1.5 | +0.39 | +1.2 |
| Factor | 0.2 | +1.5 | +4.2 | +1.2 | +3.4 |
| Chain | 15 | −1.8 | −1.9 | −1.6 | −-1.3 |
| Factor | 35 | +2.2 | +2.0 | +1.6 | +1.3 |
| Reaction | 1794 kJ/kg | −0.39 | −7.0 | −0.51 | −6.9 |
| Enthalpy | 1570 kJ/kg | +0.18 | +2.7 | +0.18 | +2.7 |
| Bed | 0.9 | −0.98 | +2.0 | −0.84 | +1.9 |
| Emissivity | 0.35 | +0.51 | −2.9 | +0.93 | −2.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ryan, J.; Bussmann, M.; DeMartini, N. CFD Modelling of Calcination in a Rotary Lime Kiln. Processes 2022, 10, 1516. https://doi.org/10.3390/pr10081516
Ryan J, Bussmann M, DeMartini N. CFD Modelling of Calcination in a Rotary Lime Kiln. Processes. 2022; 10(8):1516. https://doi.org/10.3390/pr10081516
Chicago/Turabian StyleRyan, Jarod, Markus Bussmann, and Nikolai DeMartini. 2022. "CFD Modelling of Calcination in a Rotary Lime Kiln" Processes 10, no. 8: 1516. https://doi.org/10.3390/pr10081516
APA StyleRyan, J., Bussmann, M., & DeMartini, N. (2022). CFD Modelling of Calcination in a Rotary Lime Kiln. Processes, 10(8), 1516. https://doi.org/10.3390/pr10081516