
Design and Fabrication Process Optimization of Silver-Based Inkjet-Printed Microheater


Abstract
:1. Introduction
2. Microheater Design and Structure
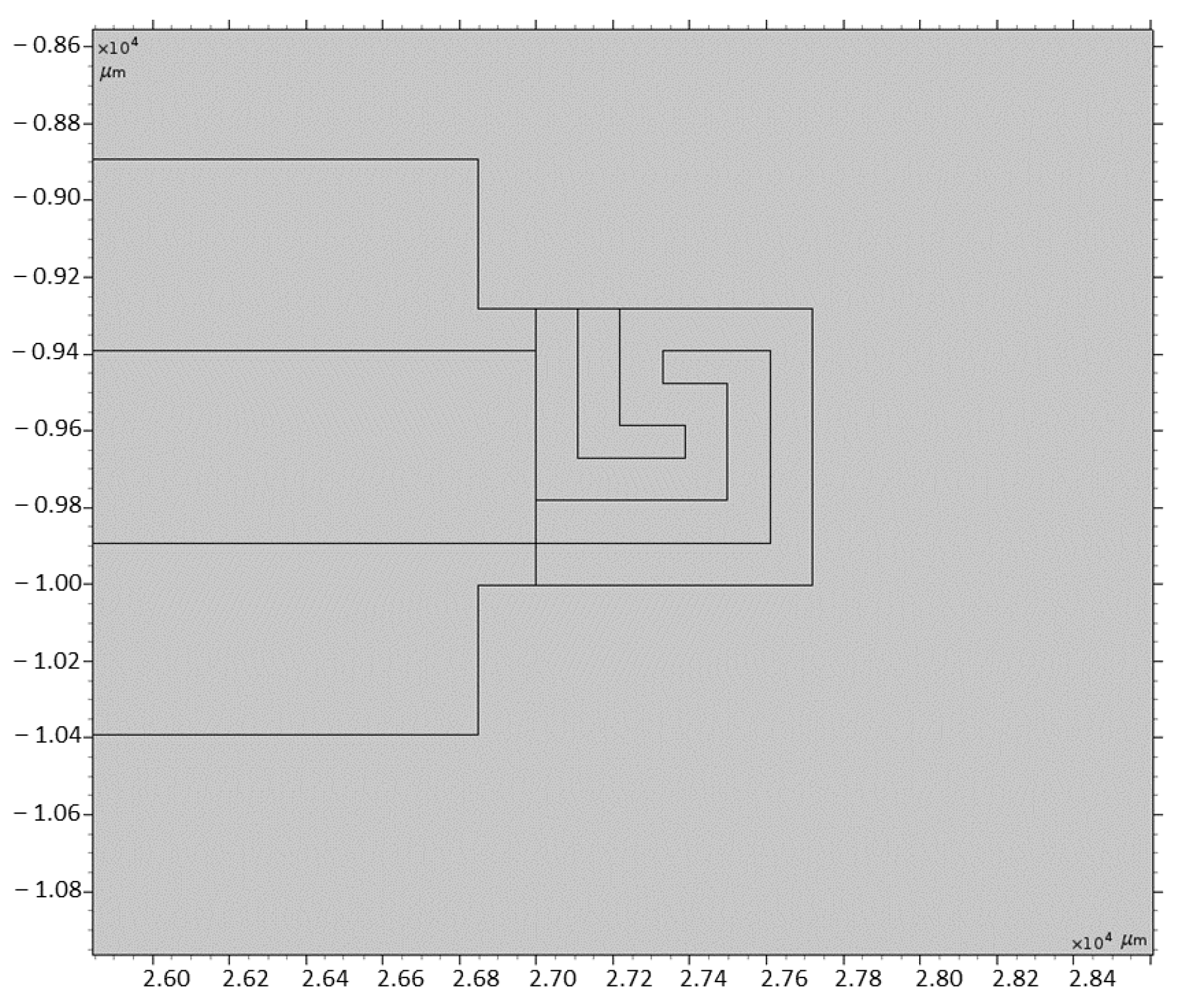
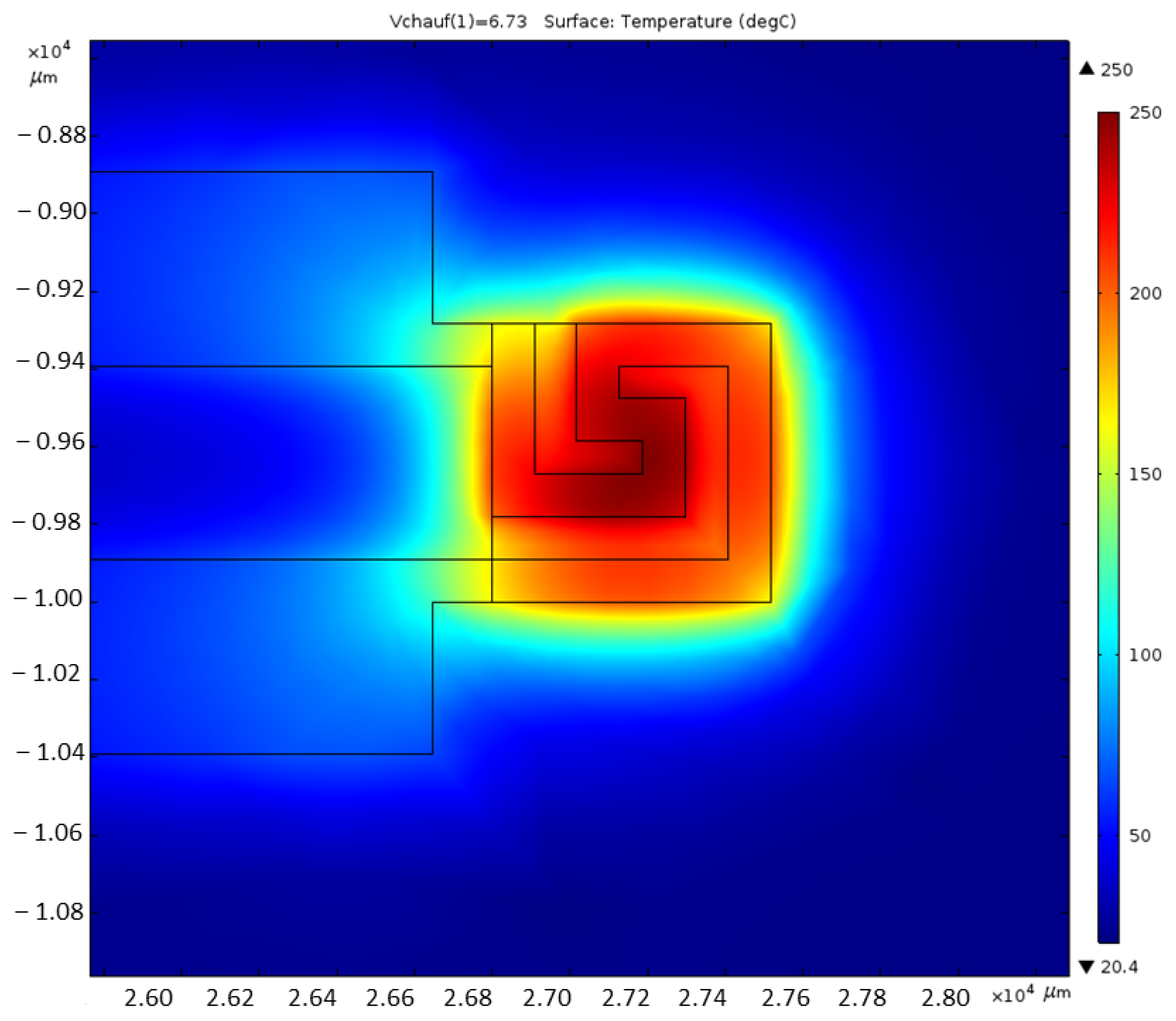
2.1. Microheater Simulations
2.2. Optimization of Settings
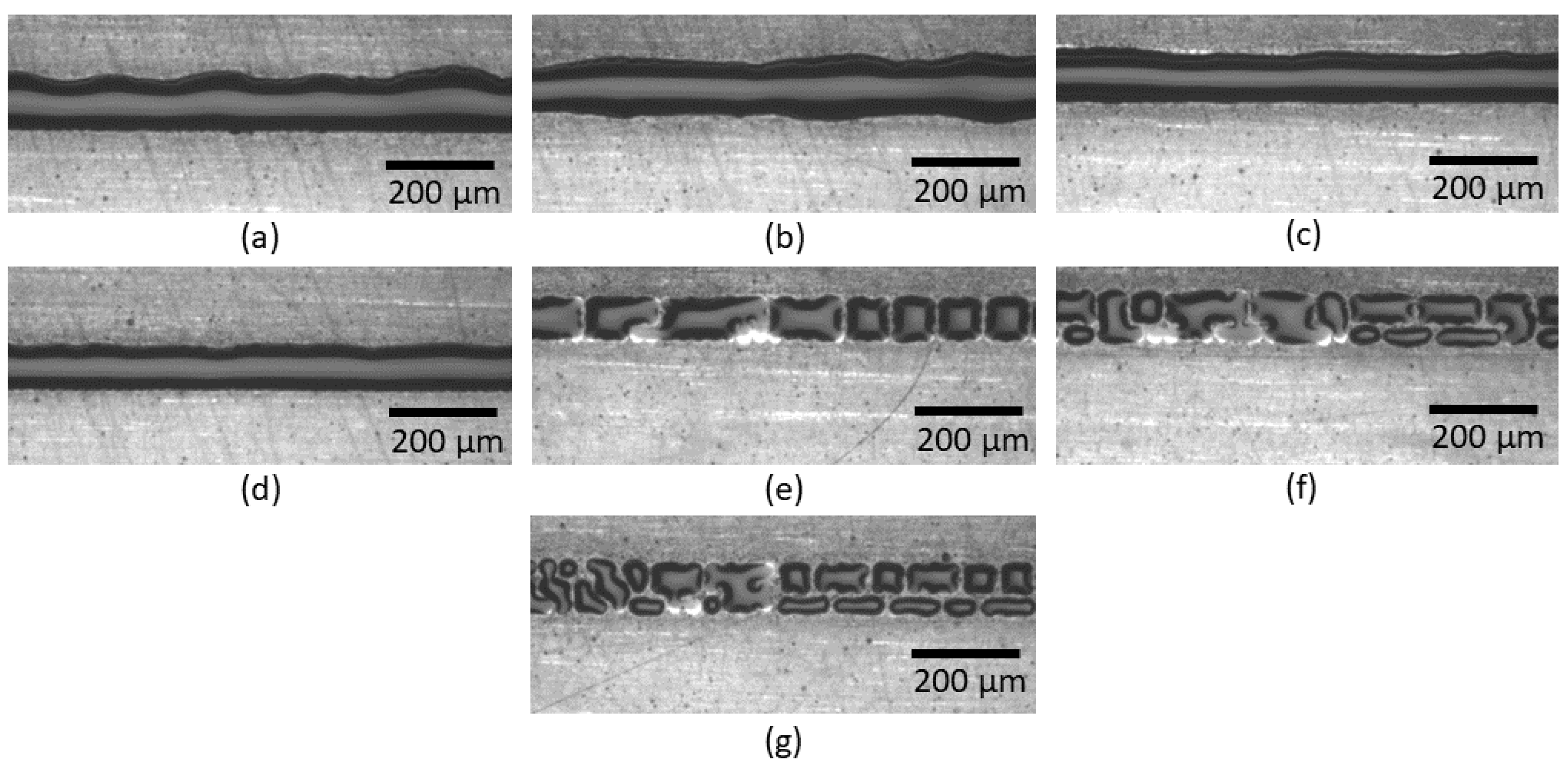
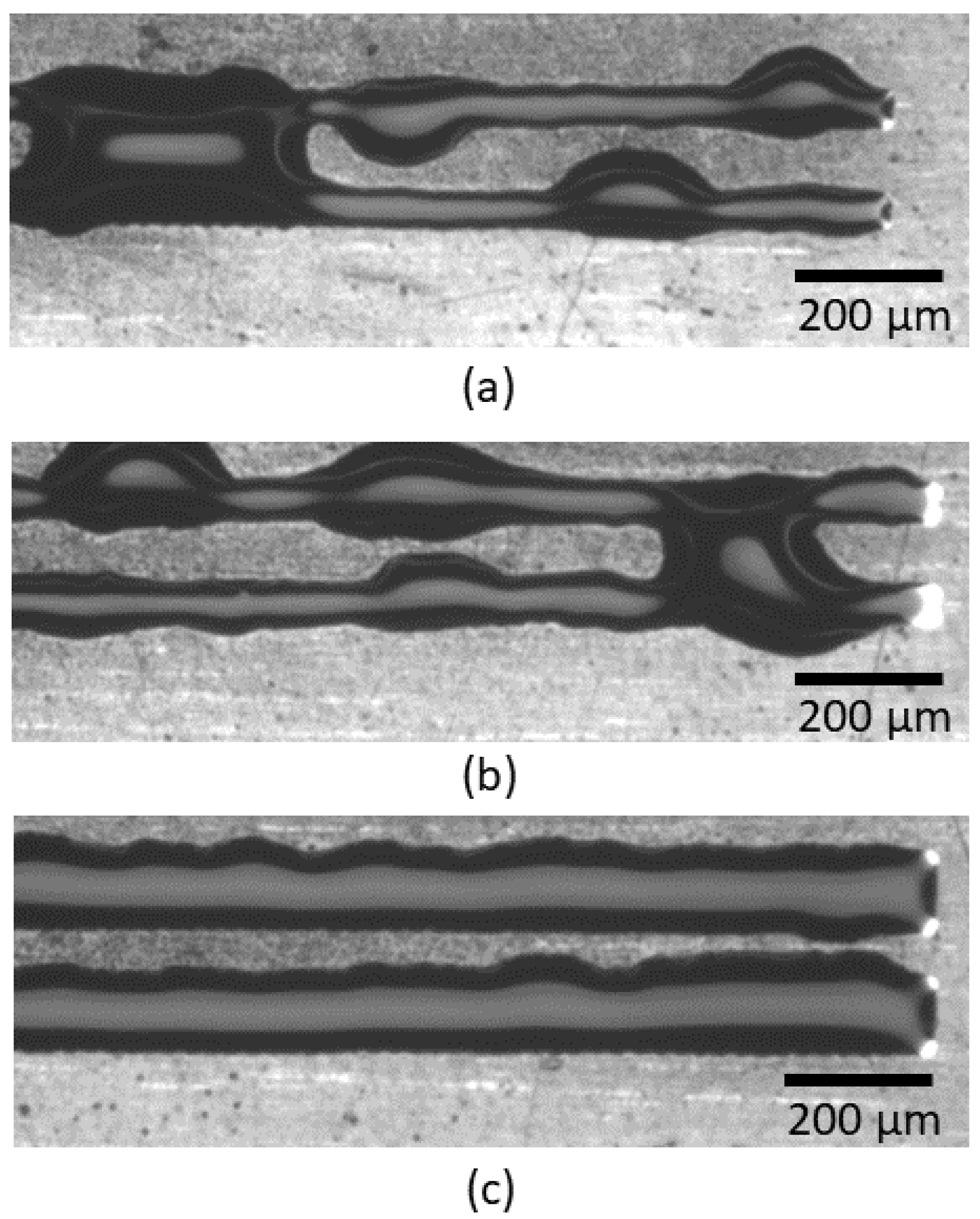
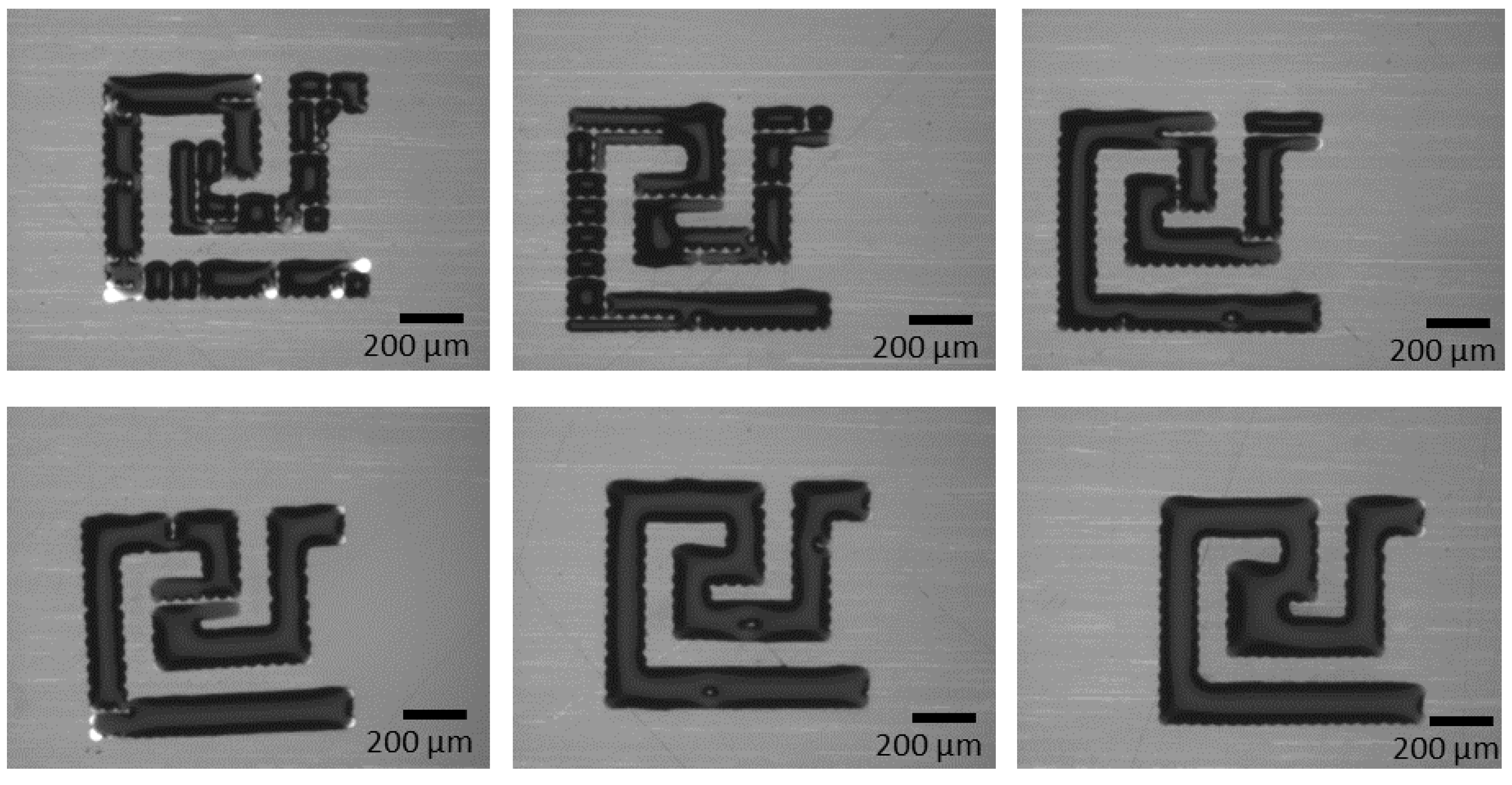
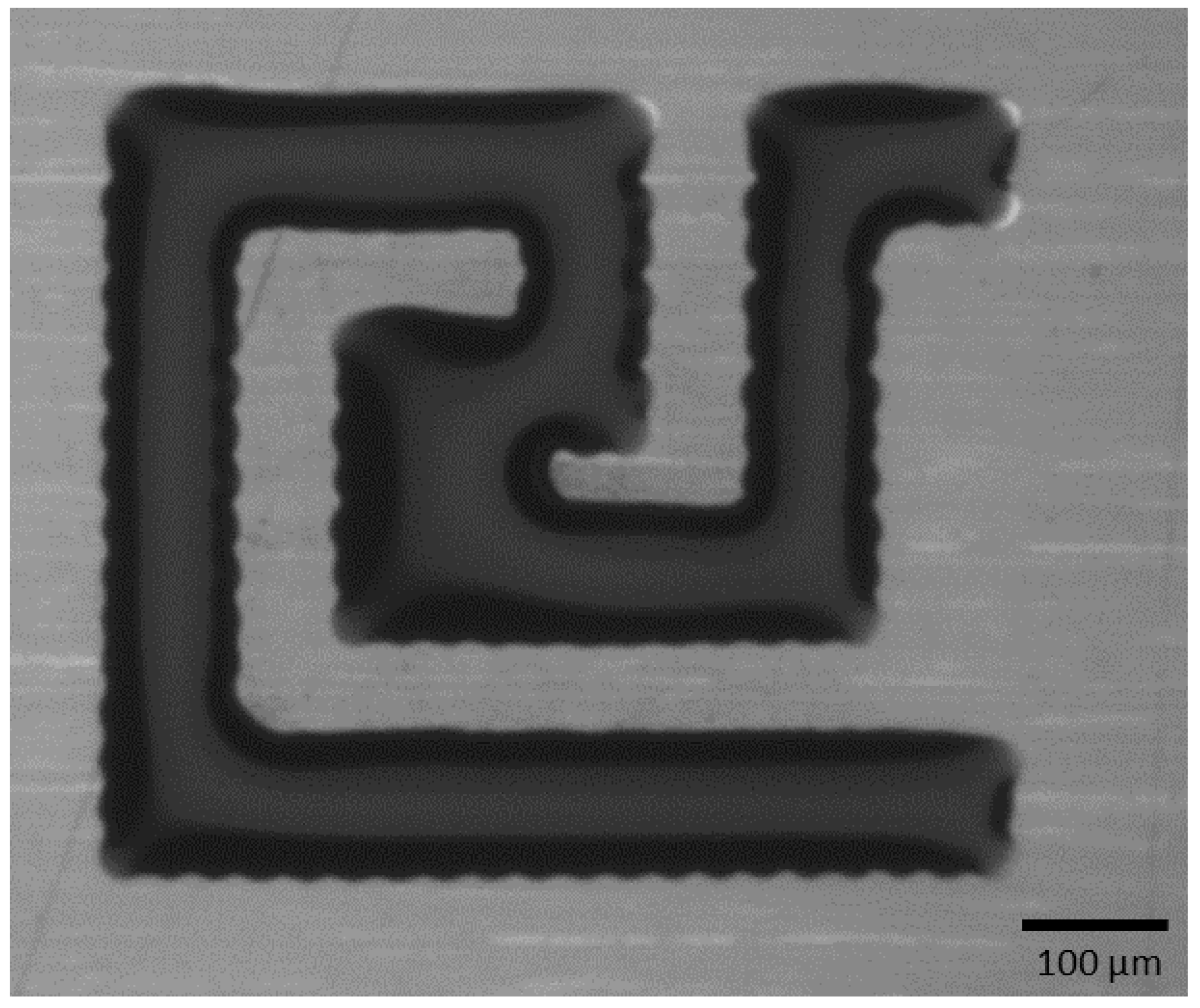
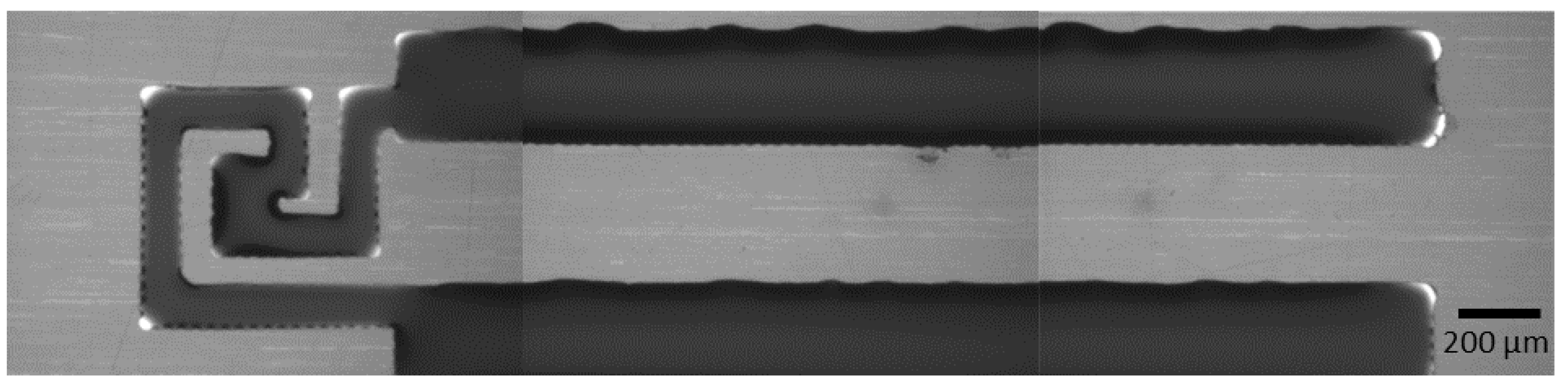
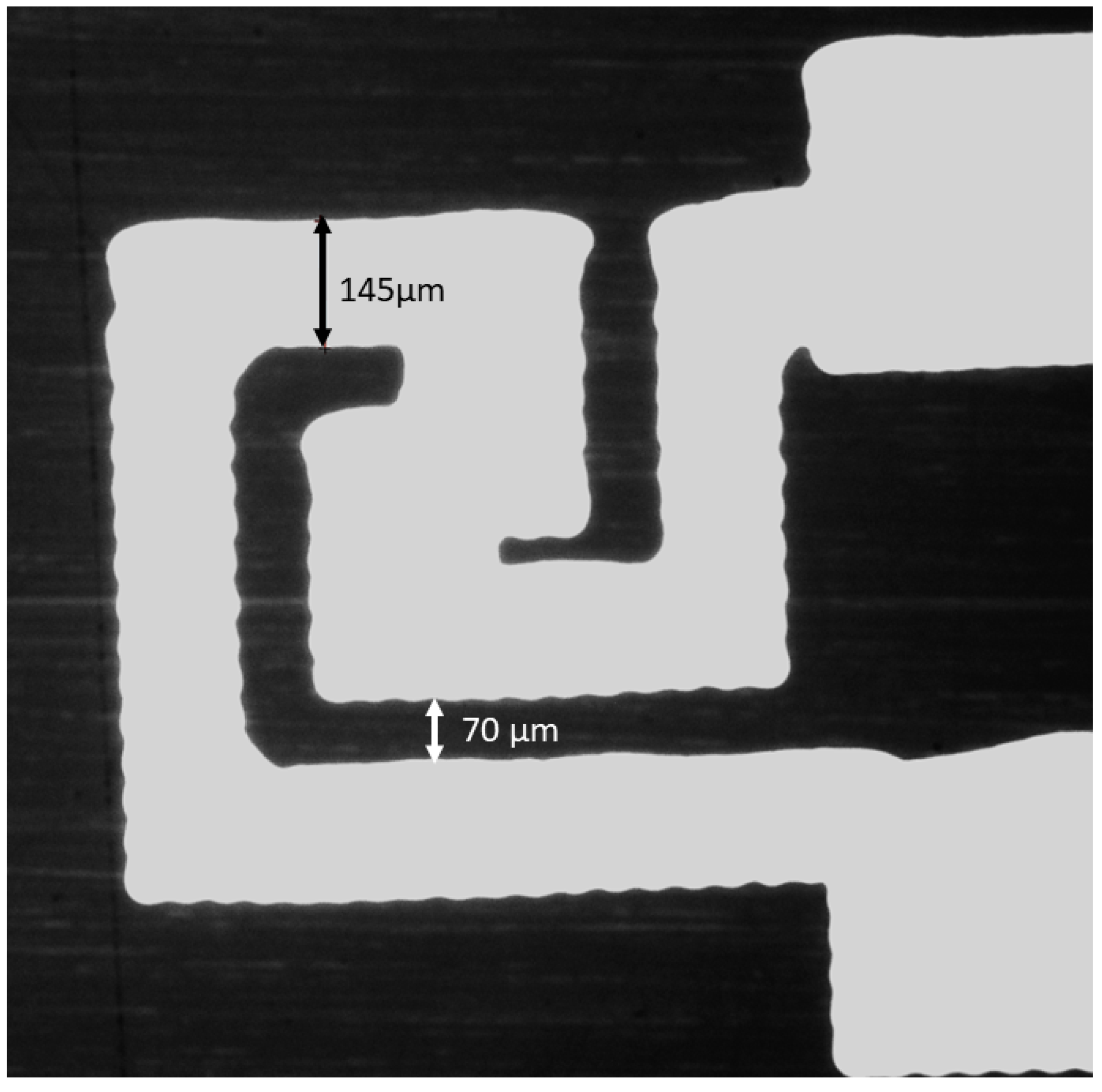
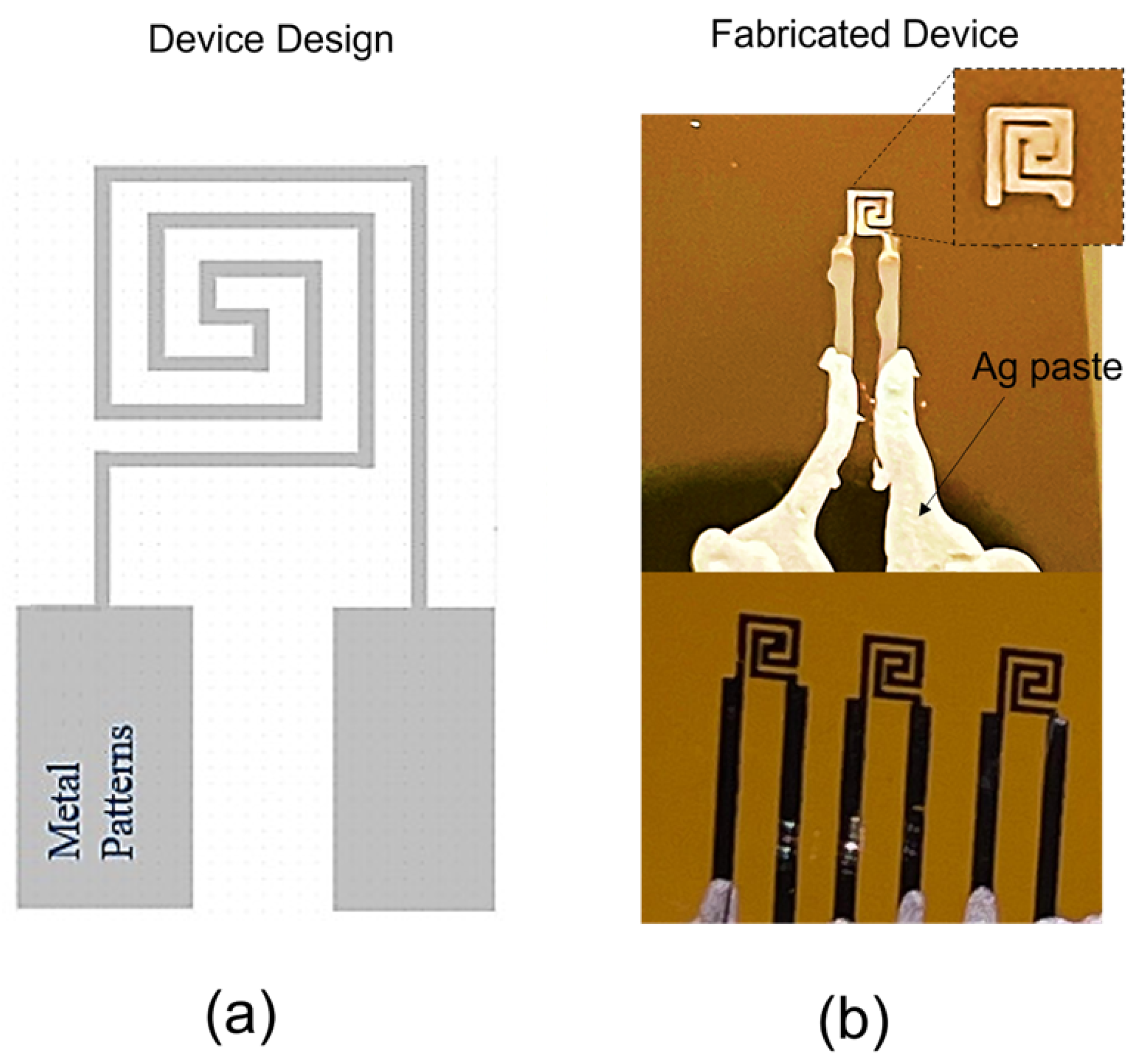
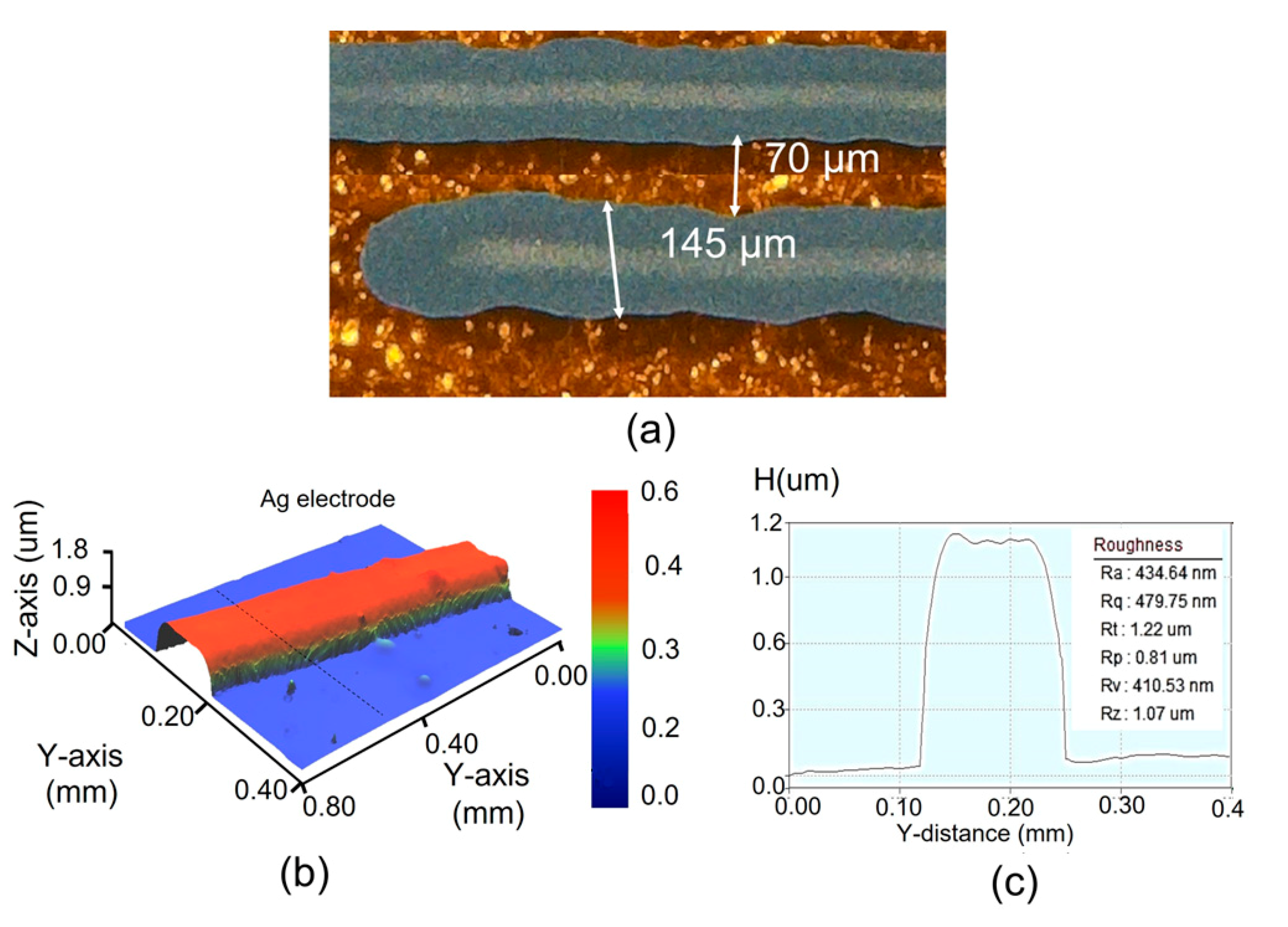
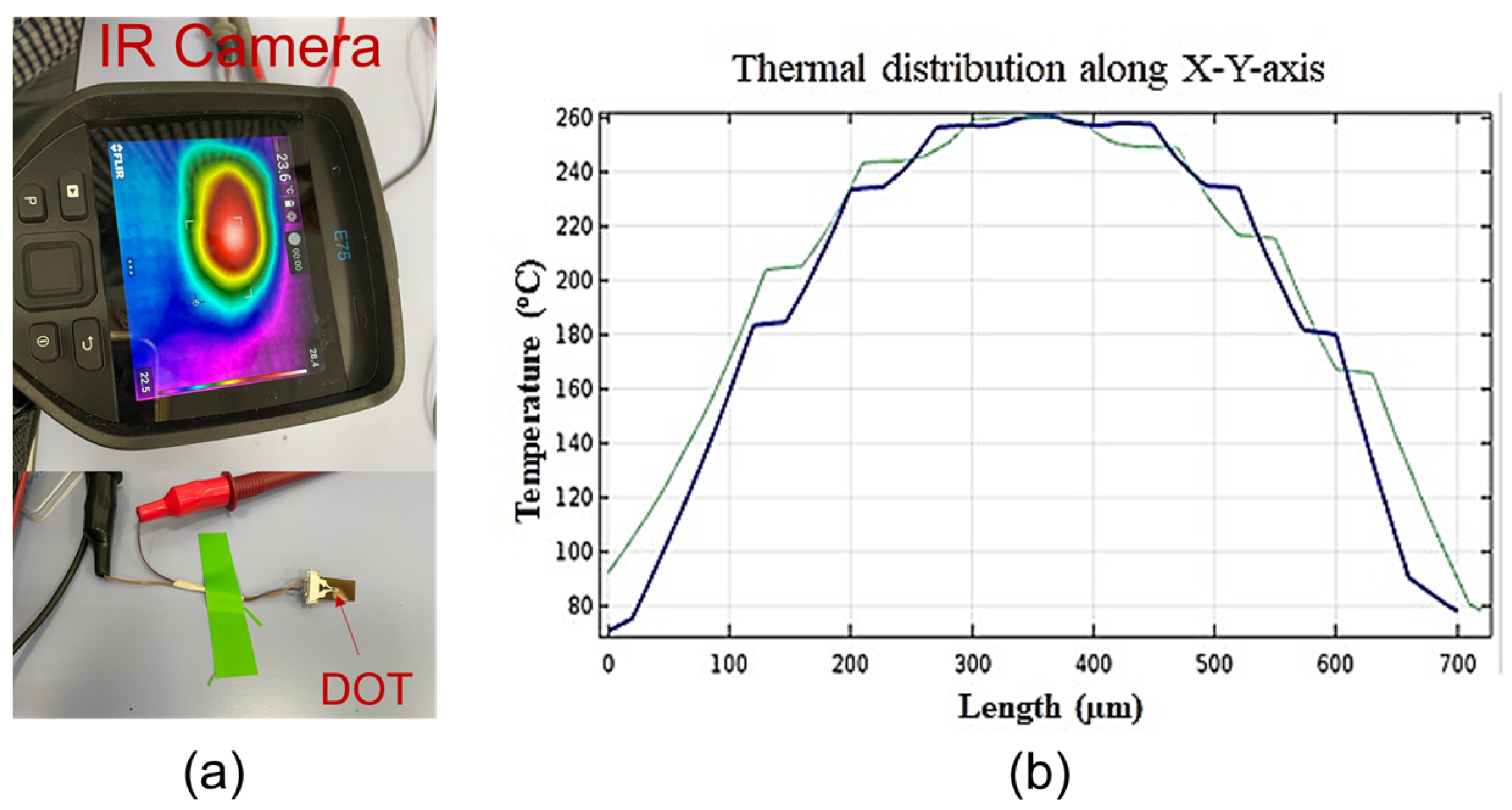
2.3. Microheater Fabrication
3. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Khan, S.; Al-Mohsin, H.M.; Wang, B.; Bermak, A. Printing Sensor on Flexible Substrates for Detection of Volatile Organic Compounds. In Proceedings of the 2020 IEEE International Symposium on Circuits and Systems (ISCAS), Sevilla, Spain, 13–17 October 2020; pp. 1–5. [Google Scholar]
- Khan, S.; Ali, S.; Bermak, A. Substrate Dependent Analysis of Printed Sensors for Detection of Volatile Organic Compounds. IEEE Access 2019, 7, 134047–134054. [Google Scholar] [CrossRef]
- Khan, S.; Briand, D. All-printed low-power metal oxide gas sensors on polymeric substrates. Flex. Print. Electron. 2018, 4, 015002. [Google Scholar] [CrossRef]
- Rieu, M.; Camara, M.; Tournier, G.; Viricelle, J.P.; Pijolat, C.; de Rooij, N.F.; Briand, D. Inkjet Printed SnO2 Gas Sensor on Plastic Substrate. J. Procedia Eng. 2015, 120, 75–78. [Google Scholar] [CrossRef]
- Fernandes, I.; Aroche, A.; Schuck, A.; Lamberty, P.; Peter, C.R.; Hasenkamp, W.; Rocha, T.L.A.C. Silver nanoparticle conductive inks: Synthesis, characterization, and fabrication of inkjet-printed flexible electrodes. Sci. Rep. 2020, 10, 8878. [Google Scholar] [CrossRef] [PubMed]
- Khan, S.; Lorenzelli, L.; Dahiya, R.S. Technologies for Printing Sensors and Electronics Over Large Flexible Substrates: A Review. IEEE Sens. 2015, 15, 3164–3185. [Google Scholar] [CrossRef]
- Fioravanti, A.; Carotta, M.C. Year 2020: A Snapshot of the Last Progress in Flexible Printed Gas Sensors. Appl. Sci. 2020, 10, 1741. [Google Scholar] [CrossRef] [Green Version]
- Khan, S.; Ali, S.; ABermak, A. Recent Developments in Printing Flexible and Wearable Sensing Electronics for Healthcare Applications. Sensors 2019, 19, 1230. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Khan, S.; Briand, D. Chapter 6-Fabrication techniques for coupling advanced nanomaterials to transducers. In Advanced Nanomaterials for Inexpensive Gas Microsensors; Llobet, E., Ed.; Elsevier: Amsterdam, The Netherlands, 2020; pp. 103–124. [Google Scholar]
- Velmathi, G.; Ramshanker, N.; Mohan, S. 2D Simulations and Electro-Thermal Analysis of Micro-Heater Designs Using COMSOLTM for Gas Sensor Applications. In Proceedings of the Name of the COMSOL Conference 2010, Bangalore, India, 7–9 October 2010. [Google Scholar]
- Espera, A.; Dizon, J.; Chen, Q.; Advincula, R.C. 3D-printing and advanced manufacturing for electronics. Prog. Addit. Manuf. 2019, 4, 245–267. [Google Scholar] [CrossRef]
- Kassem, O.; Saadaoui, M.; Rieu, M.; Viricelle, J. A novel approach of a fully inkjet printed SnO2-based gas sensor on a flexible foil. J. Mater. Chem. C 2019, 10, 12343–12353. [Google Scholar] [CrossRef]
- Sui, Y.; Zorman, C.A. Review—Inkjet Printing of Metal Structures for Electrochemical Sensor Applications. J. Electrochem. Soc. 2020, 167, 037571. [Google Scholar] [CrossRef]
- Bonadiman, R.; Salazar, M.M.P. Reliability of Ag ink jet printed traces on polyimide substrate. In Proceedings of the 3rd Electronics System Integration Technology Conference ESTC, Berlin, Germany, 13–16 September 2010; pp. 1–5. [Google Scholar]
- Rajan, K.k.; Roppolo, I.; Chiappone, A.; Bocchini, S.; Perrone, D.; Chiolerio, A. Silver nanoparticle ink technology: State of the art. Nanotechnol. Sci. Appl. 2016, 10, 1–13. [Google Scholar]
- Yan, K.; Li, J.; Pana, L.; Shi, Y. Inkjet printing for flexible and wearable electronics. APL Mater. 2020, 8, 120705. [Google Scholar] [CrossRef]
- Lukács, P.; Pietriková, A. Nano-ink Drops’ Behavior on the Polymeric Substrates’ Surfaces. Period. Polytech. Electr. Eng. Comput. Sci. 2016, 10, 206–210. [Google Scholar] [CrossRef]
- Cummins, G.; Desmulliez, M. Inkjet printing of conductive materials: A review. Circ. World 2012, 38, 193–213. [Google Scholar] [CrossRef]
- Khan, S.; Nguyen, T.P.; Lubej, M.; Thiery, L.; Vairac, P.; Briand, D.T. Low-power printed micro-hotplates through aerosol jetting of gold on thin polyimide membranes. Microelectr. Eng. 2018, 194, 71–78. [Google Scholar] [CrossRef]
- Offenzeller, C.; Knoll, M.; Jakoby, B.; Hilber, W. Fully Screen Printed Carbon Black-Only Thermocouple and the Corresponding Seebeck Coefficients. In Proceedings of the Eurosensors 2018 Conference, Graz, Austria, 9–12 September 2018. [Google Scholar]
- Izdebska, J.; Thomas, S. Printing on Polymers: Fundamentals and Applications, 1st ed.; Plastics Design Library (PDL): Chadds Ford, PA, USA, 2016. [Google Scholar]
- Soleimani-gorgani, A.; Izdebska, J.; Thomas, S. Fundamentals of Inkjet Printing Technology. In Printing on Polymers: Fundamentals and Applications, 1st ed.; Izdebska, J., Thomas, S., Eds.; Elsevier: Oxford, UK, 2015; pp. 231–246. [Google Scholar]
- Guruviah, V. Design of Microheaters with Better Thermal Management for Sensor Applications. Int. J. Mech. Eng. Technol. 2017, 8, 823–828. [Google Scholar]
- Merck KGaA. Available online: https://www.sigmaaldrich.com/QA/en/product/aldrich/901971 (accessed on 10 October 2021).
- Domingo, C.M. Inkjet-Printed Devices for Chemical and Biosensing Applications. Ph.D. Thesis, Universitat Autonoma de Barcelona, Barcelona, Spain, September 2018. [Google Scholar]
- UBE. Available online: https://www.ube.com/upilex/en/upilex_grade.html (accessed on 10 October 2021).
- Byers, K.; Lin, L.; Moehling, T.; Stanciu, L.; Linnes, J. Versatile printed microheaters to enable low-power thermal control in paper diagnostics. Analyst 2020, 145, 184. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tran, V.; Wei, Y.; Du, H. On-substrate joule effect heating by printed micro-heater for the preparation of ZnO semiconductor thin film. Analyst 2020, 11, 490. [Google Scholar] [CrossRef] [PubMed]
- Zhang, N.; Huang, C.; Wan, S.; Kang, L.; Hu, M.; Zhang, Y.; Wu, X.; Zhang, J. A Novel Flexible Silver Heater Fabricated by a Solution-Based Polyimide Metalization and Inkjet-Printed Carbon Masking Technique. ACS Appl. Electron. Mater. 2019, 1, 928–935. [Google Scholar] [CrossRef]
- Tiwari, S.; Bhat, S.; Mahato, K. Design and fabrication of screen printed microheater. Microsyst. Technol. 2018, 24, 3273–3281. [Google Scholar] [CrossRef]
- Pühringer, G.; Jakoby, B.; Söllradl, T.; Ranacher, C.; Lodha, S.; Grille, T. Characterization of silver microheaters for vertical-cavity enhanced resonant thermal emission. In Proceedings of the 2017 IEEE Sensors Conference, Glasgow, UK, 29 October–1 November 2017. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Track Width (μm) | Gap Width (μm) | Effective Area (μm2) | Applied Voltage to Reach 250 °C (V) | Power Consumption (mW) |
|---|---|---|---|---|
| 150 | 80 | 720 × 720 | 7.09 | 99.77 |
| 130 | 80 | 720 × 720 | 6.80 | 103.15 |
| 150 | 105 | 720 × 720 | 7.44 | 105.10 |
| 130 | 105 | 720 × 720 | 6.99 | 105.82 |
| 110 | 80 | 720 × 720 | 6.65 | 108.96 |
| 110 | 105 | 720 × 720 | 6.73 | 109.49 |
| Heat Capacity at Constant Pressure [J/(kg·K)] | Density [kg/m3] | Thermal Conductivity [W/(mK)] | Electric Conductivity [S/m] | |
|---|---|---|---|---|
| Silver | 235 | 10,500 | 429 | 61.6 × 10 |
| Polyimide | 1100 | 1300 | 0.6 | 0.666 × 10 |
| Effective Area (μm2) | Maximum Temperature (°C) | Average Temperature (°C) | Power Consumption (mW) |
|---|---|---|---|
| 720 × 720 | 250.60 | 212.99 | 109.49 |
| Authors and Date | Microheater Geometry | Track Width (μm) | Effective Area (μm2) | Applied Voltage (V) | Operating Temperature (°C) | Fabrication Method | Ink Type | Substrate Type |
|---|---|---|---|---|---|---|---|---|
| Byers (2020) [27] | Single Meander | - | - | 0.8 | 63 | Inkjet Printing | Nano-particle Silver | Polyimide |
| Tran (2020) [28] | - | 100 | - | - | 267 | Inkjet Printing | Nano-particle Silver | Silicon/ silicon dioxide |
| Zhang (2019) [29] | Single Meander and Spiral | - | 10,000 × 10,000 | 18 | 300 | Office-use Inkjet Printing | Silver Film | Polyimide |
| Offenzeller (2018) [20] | Single Meander | 100 | - | - | - | Screen Printing | Nano-particle Silver | - |
| Tiwari (2018) [30] | Single Meander | - | 9600 × 500 | 11.9 | 100 | Screen Printing | Conducting Silver | Polyethylene terephtalate (PET) |
| Puhringer (2017) [31] | Single Meander | - | 19,100 × 24,400 | - | 527 | Clean Room | Silver | Silicone |
| This work | Double Meader | 110 | 720 × 720 | 6.55 | 250 | Inkjet Printing | Nano-particle Silver | Polyimide |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Al-Mohsin, H.; Ali, S.; Bermak, A. Design and Fabrication Process Optimization of Silver-Based Inkjet-Printed Microheater. Processes 2022, 10, 1677. https://doi.org/10.3390/pr10091677
Al-Mohsin H, Ali S, Bermak A. Design and Fabrication Process Optimization of Silver-Based Inkjet-Printed Microheater. Processes. 2022; 10(9):1677. https://doi.org/10.3390/pr10091677
Chicago/Turabian StyleAl-Mohsin, Hanadi, Shawkat Ali, and Amine Bermak. 2022. "Design and Fabrication Process Optimization of Silver-Based Inkjet-Printed Microheater" Processes 10, no. 9: 1677. https://doi.org/10.3390/pr10091677
APA StyleAl-Mohsin, H., Ali, S., & Bermak, A. (2022). Design and Fabrication Process Optimization of Silver-Based Inkjet-Printed Microheater. Processes, 10(9), 1677. https://doi.org/10.3390/pr10091677