
Identification of Key Brittleness Factors for the Lean–Green Manufacturing System in a Manufacturing Company in the Context of Industry 4.0, Based on the DEMATEL-ISM-MICMAC Method


Abstract
:1. Introduction
2. Related Works and Research Questions
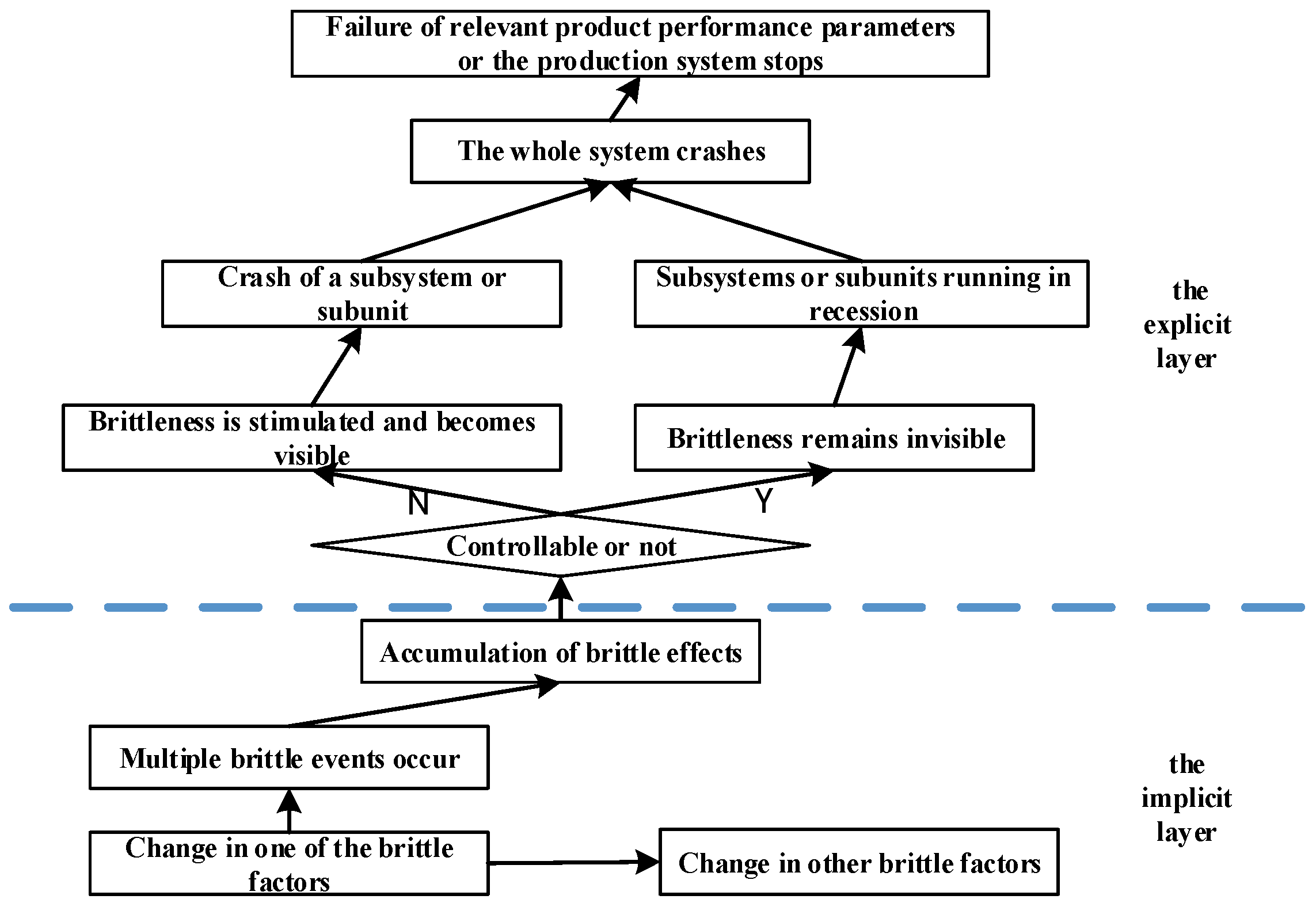
3. Analysis of Complex System Brittleness Factors for Lean–Green Manufacturing with Industry 4.0
4. Research Methodology
4.1. Improved Integrated DEMATEL-ISM Method
4.2. MICMAC Validation Analysis of Key Brittleness-Influencing Factors
5. Case Study
6. Discussion
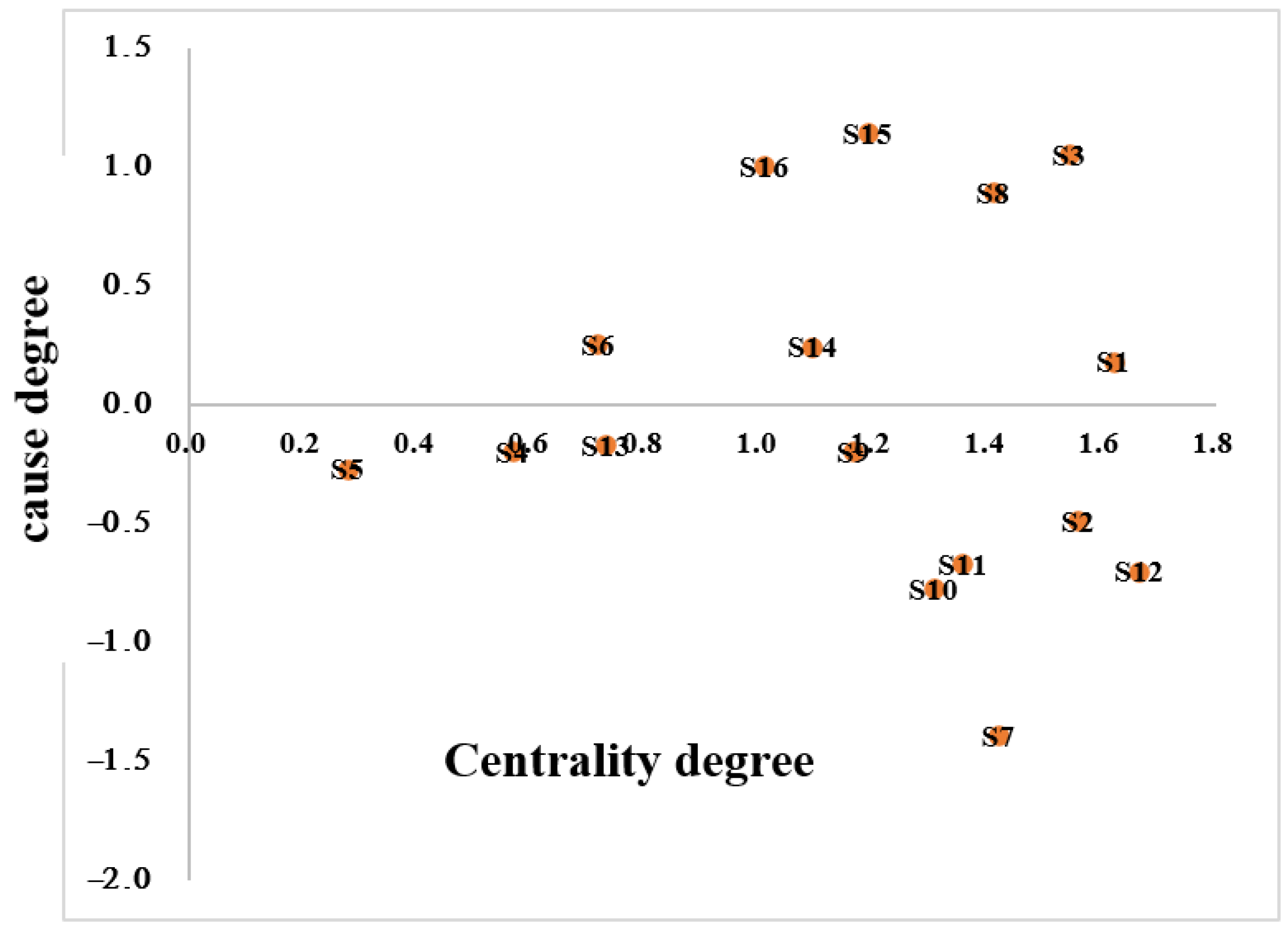
6.1. Analysis of the Correlation and Importance of the Influencing Factors
6.2. System Hierarchy Analysis
6.3. Driving Force and Dependency Power Relationship Analysis
6.4. Conclusions
6.5. Managerial Implications
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- People’s Daily. 2021 Manufacturing Value Added Reached 31.4 Trillion-Yuan, Accounting for Nearly 30% of the Global Proportion of China’s Comprehensive Manufacturing Strength Continues to Improve [EB/OL]. 2022. Available online: http://www.zjsjw.gov.cn/shizhengzhaibao/202208/t20220803_6639840.shtml (accessed on 18 December 2022).
- Pfeiffer, S. Effects of Industry 4.0 on Vocational Education and Training; Austrian Academy of Science: Vienna, Austria, 2015; Volume 6, p. 20. [Google Scholar]
- Li, C. Analysis of the impact of Industry 4.0 on modern equipment management. China Equip. Eng. 2021, 3, 20–21. (In Chinese) [Google Scholar]
- Tang, L.; Huang, S. From “machine for man” to “man-machine dance”—The role of engineering talents and the shape of education in the process of Industry 4.0. Res. High. Eng. Educ. 2020, 4, 75–82. (In Chinese) [Google Scholar]
- Dougherty, P.; Wilson, J. Machine and Man: Accenture on the New Artificial Intelligence; Zhao, Y., Translator; CITIC Press: Beijing, China, 2018; pp. 31–97. (In Chinese) [Google Scholar]
- When Lean Meets Industry 4.0: The Next Level of Operational Excellence; The Boston Consulting Group: Boston, MA, USA, 2017; Volume 1.
- Zuehlke, D. Smart Factory-Towards a Factory-of-things. Annu. Rev. Control 2010, 34, 129–138. [Google Scholar] [CrossRef]
- Industry 4.0: The Future of Productivity and Growth in Manufacturing Industries of Productivity and Growth in Manufacturing Industries; The Boston Consulting Group: Boston, MA, USA, 2015; Volume 2, p. 4.
- Five Lessons from the Frontlines of Industry 4.0; The Boston Consulting Group: Boston, MA, USA, 2017; Volume 7.
- Zhang, S. How Chinese manufacturing enterprises are moving towards Industry 4.0. Mech. Des. Manuf. Eng. 2014, 43, 1–5. (In Chinese) [Google Scholar]
- Liao, G.; Yi, S.; Zhou, J.; Wen, P.; Xiong, S. Human factors and ergonomics in industry 4.0 environment. Technol. Innov. Manag. 2016, 37, 270–275. (In Chinese) [Google Scholar]
- Albino, V.; Garavelli, A.C. A methodology for the vulnerability analysis of just-in-time production systems. Int. J. Prod. Econ. 1995, 41, 71–80. [Google Scholar] [CrossRef]
- Nof, S.Y.; Morel, G.; Monostori, L.; Molina, A.; Filip, F. From plant and logistics control to multi-enterprise collaboration. Annu. Rev. Control 2006, 30, 55–68. [Google Scholar] [CrossRef]
- Cheminod, M.; Bertolotti, I.C.; Durante, L.; Valenzano, A. On the analysis of vulnerability chains in industrial networks. In Proceedings of the IEEE International Workshop on Factory Communication Systems, Dresden, Germany, 21–23 May 2008; pp. 215–224. [Google Scholar]
- DeSmit, Z.; Elhabashy, A.E.; Wells, L.J.; Camelio, J.A. An approach to cyber-physical vulnerability assessment for intelligent to cyber-physical vulnerability assessment for intelligent manufacturing systems. J. Manuf. Syst. 2017, 43, 339–351. [Google Scholar] [CrossRef]
- Liu, W.; Xu, L.; Chen, Y. Brittle measurement and evaluation analysis of manufacturing equipment based on brittle risk entropy. Comput. Integr. Manuf. Syst. 2019, 25, 2820–2830. (In Chinese) [Google Scholar]
- Liu, J.; Zhang, G.B.; Li, D.Y.; Li, Y.; Qian, B.M. Reliability analysis for multi-state manufacturing system based on brittleness theory. Comput. Integr. Manuf. Syst. 2014, 20, 155–164. (In Chinese) [Google Scholar]
- Qin, Y.; Zhao, L.; Yao, Y. Quality dynamic characteristics analysis based on brittleness theory in complex manufacturing processes. Comput. Integr. Manuf. Syst. 2010, 16, 2240–2249. (In Chinese) [Google Scholar]
- Gao, G.; Yue, W.; Zhang, R. Structural vulnerability assessment method of manufacturing systems vulnerability assessment method of manufacturing systems based on the state entropy. Comput. Integr. Manuf. Syst. 2017, 23, 134–143. (In Chinese) [Google Scholar]
- Gao, G.; Yue, W.; Ou, W. Vulnerability assessment method for mixed-model manufacturing systems method for mixed-model manufacturing systems based on UGF. China Mech. Eng. 2018, 29, 2087–2093. (In Chinese) [Google Scholar]
- Gao, G.; Yue, W.; Wang, F. Intelligent diagnosis on health status of manufacturing systems based on embedded CPS method and vulnerability assessment. China Mech. Eng. 2019, 30, 212–219. (In Chinese) [Google Scholar]
- Yin, H.; Li, B.; Zhu, J.; Guo, T. Measurement method and empirical research on systemic vulnerability of environmental sustainable development capability. Pol. J. Environ. Stud. 2014, 23, 243–253. [Google Scholar]
- Kizhakkedath, A.; Tai, K.; Sim, M.S.; Tiong, R.L.; Lin, J. An Agent-Based Modeling and Evolutionary Optimization Approach for Vulnerability Analysis of Critical Infrastructure Networks; Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Cavdaroglu, B.; Hammel, E.; Mitchell, J.E.; Sharkey, T.C.; Wallace, W.A. Integrating restoration and scheduling decisions for disrupted interdependent infrastructure systems. Ann. Oper. Res. 2013, 203, 279–294. [Google Scholar] [CrossRef]
- Krichen, M.; Lahami, M.; Cheikhrouhou, O.; Alroobaea, R.; Maâlej, A.J. Security Testing of Internet of Things for Smart City Applications: A Formal Approach; EAI/Springer Innovations in Communication and Computing; Springer: Cham, Switzerland, 2019; pp. 629–653. [Google Scholar] [CrossRef]
- Jamai, I.; Ben Azzouz, L.; Saidane, L.A. Security issues in Industry 4.0. In Proceedings of the 2020 International Wireless Communications and Mobile Computing (IWCMC), Limassol, Cyprus, 15–19 June 2020; pp. 481–488. [Google Scholar] [CrossRef]
- Ruiz-Agudelo, C.A.; Bonilla-Uribe, O.D.; Páez, C.A. The vulnerability of agricultural and livestock systems to climate variability: Using dynamic system models in the Rancheria upper basin (Sierra Nevada de Santa Marta). J. Prot. Mt. Areas Res. 2015, 7, 50–60. [Google Scholar] [CrossRef]
- Rong, P.; Jin, H.; Wei, Q. Brittleness research on complex system based on brittle link entropy. J. Mar. Sci. Appl. 2006, 5, 51–54. [Google Scholar]
- Xiang, R.P.; Zhang, J.H.; Qi, W.; Mei, Y.L. Research on the characteristic of complex systems based on brittle linkage. Electr. Mach. Control. 2005, 9, 111–115. (In Chinese) [Google Scholar]
- Li, M.; Wang, W.; Zhang, Z. Study on construction risk factors based on ISM and MICMAC. J. Saf. Environ. 2022, 22, 22–28. (In Chinese) [Google Scholar] [CrossRef]
- Wang, W.; Liu, X.; Qin, Y.; Huang, J.; Liu, Y. Assessing contributory factors in potential systemic accidents using AcciMap and integrated fuzzy ISM—MICMAC approach. Int. J. Ind. Ergon. 2018, 68, 311–326. [Google Scholar] [CrossRef]
- Becker, T.; Meyer, M.; Windt, K. A manufacturing systems network model for the evaluation of complex manufacturing systems. Int. J. Prod. Perform. Manag. 2014, 63, 324–340. [Google Scholar] [CrossRef]
- Vrabic, R.; Skulj, G.; Butala, P. Anomaly detection in shop floor material flow: A network theory approach. CIRP Ann.-Manuf. Technol. 2013, 62, 487–490. [Google Scholar] [CrossRef]
- Gao, G.; Rong, T.; Yue, W. Vulnerability assessment method for the manufacturing system based on complex method for the manufacturing system based on complex network. Comput. Integr. Manuf. Syst. 2018, 24, 160–168. (In Chinese) [Google Scholar]
- Jiang, H.; Gao, J.; Chen, F.; Gao, Z. Vulnerability analysis to distributed and complex electromechanical analysis to distributed and complex electromechanical system based on network property. Comput. Integr. Comput. Integr. Manuf. Syst. 2009, 15, 791–796. (In Chinese) [Google Scholar]
- Li, X.; Yuan, Y.; Sun, W.; Feng, H. Bottleneck identification in job-shop based on network structure characteristic. Comput. Integr. Manuf. Syst. 2016, 22, 1088–1096. (In Chinese) [Google Scholar]
- Li, H.; Lu, S.; Yang, T. Process route optimization of production line of complex products based on vulnerability of production line of complex products based on vulnerability analysis. China Mech. Eng. 2014, 25, 168–3173. (In Chinese) [Google Scholar]
- Liu, W.; Xu, L. Identification of key brittleness factor for manufacturing system based on ISM and complex network. Comput. Integr. Manuf. Syst. 2021, 27, 3076–3092. (In Chinese) [Google Scholar]
- Sun, Y.; Zhang, T.; Liu, N.; Zhao, Y.; Li, A. Analysis of the factors contributing to the late train service of high-speed railroads based on the improved ISM-DEMATEL. Railw. Transp. Econ. 2022, 44, 1–7. (In Chinese) [Google Scholar]
- Zhang, Y.; Chen, X. Selection and analysis of vulnerability indicators for China’s pelagic squid fishing based on DEMATEL-ISM-MICMAC method. J. Shanghai Ocean. Univ. 2022, 2, 479–490. (In Chinese) [Google Scholar]
- Lee, K.H. Why and how to adopt green management into business organizations? The case study of Korean SMEs in manufacturing industry. Manag. Decis. 2009, 47, 1101–1121. [Google Scholar] [CrossRef]
- Herron, C.; Hicks, C. The transfer of selected lean manufacturing techniques from Japanese automotive manufacturing into general manufacturing (UK) through change agents. Robot. Comput. Manuf. 2008, 24, 524–531. [Google Scholar] [CrossRef]
- Kumar, S.; Luthra, S.; Haleem, A. Critical success factors of customer involvement in greening the supply chain: An empirical study. Int. J. Logist. Syst. Manag. 2014, 19, 283. [Google Scholar] [CrossRef]
- Govindan, K.; Palaniappan, M.; Zhu, Q.; Kannan, D. Analysis of third party reverse logistics provider using interpretive structural modeling. Int. J. Prod. Econ. 2012, 140, 204–211. [Google Scholar] [CrossRef]
- Kadam, S.; Bandyopadhyay, P.K. Modelling passenger interaction process (PIP) framework using ISM and MICMAC approach. J. Rail Transp. Plan. Manag. 2020, 14, 100171. [Google Scholar] [CrossRef]
- Agarwal, R.; Shirke, A.; Panackal, N. Enablers of the collective bargaining in industrial relations: A study of India’ s industrial policies through ISM and MIC.s industrial policies through ISM and MICMAC Analysis. Indian J. Labour Econ. 2020, 63, 781–798. [Google Scholar] [CrossRef]
- Soner, O. Application of fuzzy dematel method for analyzing of accidents in enclosed spaces onboard ships. Ocea Eng. 2021, 220, 108507. [Google Scholar] [CrossRef]
- Quiñones, R.S.; Caladcad, J.A.; Himang, C.M.; Quiñones, H.G.; Castro, C.J.; Caballes, S.A.; Abellana, D.P.; Jabilles, E.M.; Ocampo, L.A. Using Delphi and fuzzy DEMATEL for analyzing the intertwined relationships of the barriers of university technology transfer: Evidence from a developing economy. Int. J. Innov. Stud. 2020, 4, 85–104. [Google Scholar] [CrossRef]
- Akhavan, A.; Ghatromi, A.R.; Azar, A. Mapping sustainable production model using ISM and fuzzy DEMATEl. Ind. Manag. Stud. 2017, 15, 1–26. [Google Scholar]
- Singh, K.; Misra, M. Developing an agricultural entrepreneur inclination model for sustainable agriculture by integrating expert mining and ISM–MICMAC. Environ. Dev. Sustain. 2020, 23, 5122–5150. [Google Scholar] [CrossRef]
- Wu, N.Z.; Xu, L. Analysis of factors influencing construction quality based on the improved explanatory structural model and cross-influence matrix multiplication. Sci. Technol. Eng. 2020, 20, 3222–3230. (In Chinese) [Google Scholar]
- Xue, X.; Xin, C.; Xu, D.; Liu, T. Cause Analysis of Falling Accidents in Construction Engineering Based on Improved ISM-MICMAC. J. Saf. Environment. 2023, 1–8. (In Chinese) [Google Scholar] [CrossRef]
- Zhao, J.; Wang, D.; Xu, Y. Research on the Development of New Building Industrial Development Barrier Based on Fuzzy ISM-MICMAC Model. J. Beijing Univ. J. 2021, 37, 103–112. (In Chinese) [Google Scholar]
- Ma, J.; Yao, B.; Li, Y. Smart manufacturing factory model. Manuf. Autom. 2019, 41, 24–36. (In Chinese) [Google Scholar]
- Li, M.; Gan, N.F.; Yu, Y. Analysis of the construction of intelligent manufacturing demonstration factory. Robot. Ind. 2022, 5, 75–82. (In Chinese) [Google Scholar]
- Virmani, N.; Sharma, V. Prioritisation and assessment of leagile manufacturing enablers using interpretive structural modelling approach. Eur. J. Ind. Eng. 2019, 13, 701. [Google Scholar] [CrossRef]
- Opricovic, S.; Tzeng, G.-H. Compromise solution by MCDM methods: A comparative analysis of VIKOR and TOPSIS. Eur. J. Oper. Res. 2004, 156, 445–455. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor Classification | No. | Brittleness Factor | Factor Classification | No. | Brittleness Factor |
|---|---|---|---|---|---|
| Human Factors | S1 | Mismanagement | Equipment factors | S9 | Software Device resilience |
| S2 | Personnel intrusion | S10 | Line failure and repair | ||
| S3 | Personnel operation and handling capabilities | S11 | Amount and status of equipment | ||
| S4 | Personnel skills | S12 | Equipment processing capacity | ||
| S5 | Personnel experience | S13 | Production equipment breakdown and repair | ||
| S6 | Number of personnel | Environmental factors | S14 | Foreign body intrusion | |
| Other factors | S7 | Sudden emergency orders | S15 | Temperature and humidity | |
| S8 | Inadequate emergency management system | S16 | Laws and regulations, etc. |
| Language Variables | Triangular Fuzzy Number |
|---|---|
| No effect (NO) | (0, 0, 1) |
| Very low impact (VL) | (0, 1, 2) |
| Low impact (L) | (1, 2, 3) |
| High impact (H) | (2, 3, 4) |
| Very high impact (VH) | (3, 4, 4) |
| Basic Information | Category | Number of People (pcs) | Percentage |
|---|---|---|---|
| Work Unit | Research Institutes | 40 | 20.0% |
| Professional consulting company | 22 | 11.0% | |
| Manufacturing Company | 138 | 69.0% | |
| Position Information | University professors | 35 | 17.5% |
| Business leaders, department managers, supervisors | 30 | 15.0% | |
| General front-line employees | 135 | 67.5% | |
| Education level | College and below | 78 | 39.0% |
| Bachelor’s degree | 67 | 33.5% | |
| Masters and above | 55 | 27.5% |
| S1 | S2 | S3 | S4 | S5 | S6 | S7 | S8 | S9 | S10 | S11 | S12 | S13 | S14 | S15 | S16 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| S1 | 0 | 0.36 | 0.24 | 0 | 0 | 0.1 | 0.17 | 0.55 | 0.11 | 0.15 | 0.14 | 0.11 | 0.13 | 0.35 | 0 | 0 |
| S2 | 0.22 | 0 | 0 | 0 | 0 | 0 | 0.41 | 0.01 | 0 | 0.35 | 0.38 | 0.1 | 0.09 | 0 | 0 | 0 |
| S3 | 0 | 0 | 0 | 0.33 | 0.34 | 0.28 | 0.41 | 0.02 | 0.52 | 0.5 | 0.43 | 0.48 | 0.55 | 0 | 0 | 0 |
| S4 | 0 | 0 | 0 | 0 | 0.1 | 0 | 0 | 0 | 0 | 0 | 0 | 0.42 | 0 | 0 | 0 | 0 |
| S5 | 0 | 0 | 0 | 0.02 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| S6 | 0 | 0 | 0 | 0 | 0 | 0 | 0.23 | 0 | 0.28 | 0.11 | 0.02 | 0.21 | 0 | 0.45 | 0 | 0 |
| S7 | 0.01 | 0.03 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| S8 | 0.33 | 0.35 | 0.18 | 0.2 | 0.01 | 0.29 | 0.29 | 0 | 0.15 | 0.22 | 0.28 | 0.27 | 0.09 | 0.31 | 0 | 0 |
| S9 | 0.02 | 0.24 | 0 | 0.03 | 0.01 | 0 | 0.12 | 0 | 0 | 0.21 | 0.22 | 0.47 | 0.03 | 0 | 0 | 0 |
| S10 | 0 | 0.09 | 0 | 0.02 | 0.01 | 0 | 0.1 | 0 | 0.1 | 0 | 0.31 | 0.13 | 0 | 0 | 0 | 0 |
| S11 | 0.05 | 0.32 | 0 | 0.31 | 0.13 | 0 | 0.25 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| S12 | 0.52 | 0.36 | 0 | 0 | 0 | 0 | 0.32 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| S13 | 0 | 0.19 | 0.23 | 0 | 0 | 0 | 0.27 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| S14 | 0.2 | 0.15 | 0 | 0 | 0 | 0 | 0.21 | 0 | 0.21 | 0.57 | 0.18 | 0.32 | 0.01 | 0 | 0 | 0 |
| S15 | 0.07 | 0.11 | 0 | 0 | 0.17 | 0 | 0.42 | 0 | 0.45 | 0.52 | 0.38 | 0.59 | 0.29 | 0.31 | 0 | 0 |
| S16 | 0.25 | 0.18 | 0 | 0.06 | 0 | 0 | 0.41 | 0 | 0.29 | 0.31 | 0.33 | 0.28 | 0.16 | 0.01 | 0.08 | 0 |
| No. | Influence Degree | Influenced Degree | Centrality Degree | Cause Degree | No. | Influence Degree | Influenced Degree | Centrality Degree | Cause Degree |
|---|---|---|---|---|---|---|---|---|---|
| S1 | 0.903 | 0.716 | 1.619 | 0.186 | S9 | 0.485 | 0.678 | 1.164 | −0.193 |
| S2 | 0.538 | 1.020 | 1.558 | −0.482 | S10 | 0.268 | 1.036 | 1.304 | −0.769 |
| S3 | 1.299 | 0.243 | 1.542 | 1.057 | S11 | 0.347 | 1.008 | 1.356 | −0.661 |
| S4 | 0.188 | 0.378 | 0.566 | −0.191 | S12 | 0.485 | 1.180 | 1.665 | −0.695 |
| S5 | 0.006 | 0.271 | 0.277 | −0.264 | S13 | 0.284 | 0.446 | 0.730 | −0.162 |
| S6 | 0.487 | 0.229 | 0.716 | 0.258 | S14 | 0.671 | 0.421 | 1.092 | 0.250 |
| S7 | 0.017 | 1.401 | 1.418 | −1.384 | S15 | 1.007 | 0.000 | 1.188 | 1.147 |
| S8 | 1.152 | 0.256 | 1.409 | 0.896 | S16 | 0.873 | 0.257 | 1.007 | 1.007 |
| S1 | S2 | S3 | S4 | S5 | S6 | S7 | S8 | S9 | S10 | S11 | S12 | S13 | S14 | S15 | S16 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| S1 | 1 | 1 | 1 | 0 | 0 | 1 | 0 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 0 | 0 |
| S2 | 0 | 1 | 1 | 0 | 0 | 0 | 0 | 1 | 0 | 1 | 1 | 1 | 1 | 0 | 0 | 0 |
| S3 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 1 | 1 | 1 | 0 | 0 | 0 |
| S4 | 0 | 0 | 1 | 1 | 0 | 0 | 0 | 1 | 0 | 1 | 1 | 1 | 1 | 0 | 0 | 0 |
| S5 | 0 | 0 | 1 | 0 | 1 | 0 | 0 | 1 | 0 | 1 | 1 | 1 | 1 | 0 | 0 | 0 |
| S6 | 0 | 0 | 1 | 0 | 0 | 1 | 0 | 1 | 0 | 1 | 1 | 1 | 1 | 0 | 0 | 0 |
| S7 | 0 | 0 | 1 | 0 | 0 | 0 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 0 | 0 | 0 |
| S8 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 1 | 0 | 1 | 1 | 1 | 1 | 0 | 0 | 0 |
| S9 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 1 | 1 | 1 | 1 | 1 | 1 | 0 | 0 | 0 |
| S10 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 |
| S11 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 |
| S12 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 |
| S13 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 |
| S14 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 1 | 0 | 1 | 1 | 1 | 1 | 1 | 0 | 0 |
| S15 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 1 | 0 | 1 | 1 | 1 | 1 | 0 | 1 | 0 |
| S16 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 1 | 0 | 1 | 1 | 1 | 1 | 0 | 0 | 1 |
| Factor | Dependency Power | Driving Force | Factor | Dependency Power | Driving Force |
|---|---|---|---|---|---|
| S1 | 1 | 11 | S9 | 3 | 7 |
| S2 | 2 | 7 | S10 | 13 | 1 |
| S3 | 12 | 5 | S11 | 13 | 1 |
| S4 | 1 | 7 | S12 | 13 | 1 |
| S5 | 1 | 7 | S13 | 13 | 1 |
| S6 | 2 | 7 | S14 | 2 | 7 |
| S7 | 1 | 8 | S15 | 1 | 7 |
| S8 | 11 | 6 | S16 | 1 | 7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, X.; Liang, Y.; Xiao, Y.; Xiao, G.; Deng, X. Identification of Key Brittleness Factors for the Lean–Green Manufacturing System in a Manufacturing Company in the Context of Industry 4.0, Based on the DEMATEL-ISM-MICMAC Method. Processes 2023, 11, 499. https://doi.org/10.3390/pr11020499
Zhu X, Liang Y, Xiao Y, Xiao G, Deng X. Identification of Key Brittleness Factors for the Lean–Green Manufacturing System in a Manufacturing Company in the Context of Industry 4.0, Based on the DEMATEL-ISM-MICMAC Method. Processes. 2023; 11(2):499. https://doi.org/10.3390/pr11020499
Chicago/Turabian StyleZhu, Xiaoyong, Yu Liang, Yongmao Xiao, Gongwei Xiao, and Xiaojuan Deng. 2023. "Identification of Key Brittleness Factors for the Lean–Green Manufacturing System in a Manufacturing Company in the Context of Industry 4.0, Based on the DEMATEL-ISM-MICMAC Method" Processes 11, no. 2: 499. https://doi.org/10.3390/pr11020499
APA StyleZhu, X., Liang, Y., Xiao, Y., Xiao, G., & Deng, X. (2023). Identification of Key Brittleness Factors for the Lean–Green Manufacturing System in a Manufacturing Company in the Context of Industry 4.0, Based on the DEMATEL-ISM-MICMAC Method. Processes, 11(2), 499. https://doi.org/10.3390/pr11020499