

Magneto-Thermal Coupling Simulation of Flowing Liquid Induction Heating through Static Mixer-Type Susceptors


Abstract
:1. Introduction
2. Simulation Methods
2.1. Simulation Model Establishment
2.1.1. Governing Equations
2.1.2. Susceptor, Coil, and Fluid Domain Structure
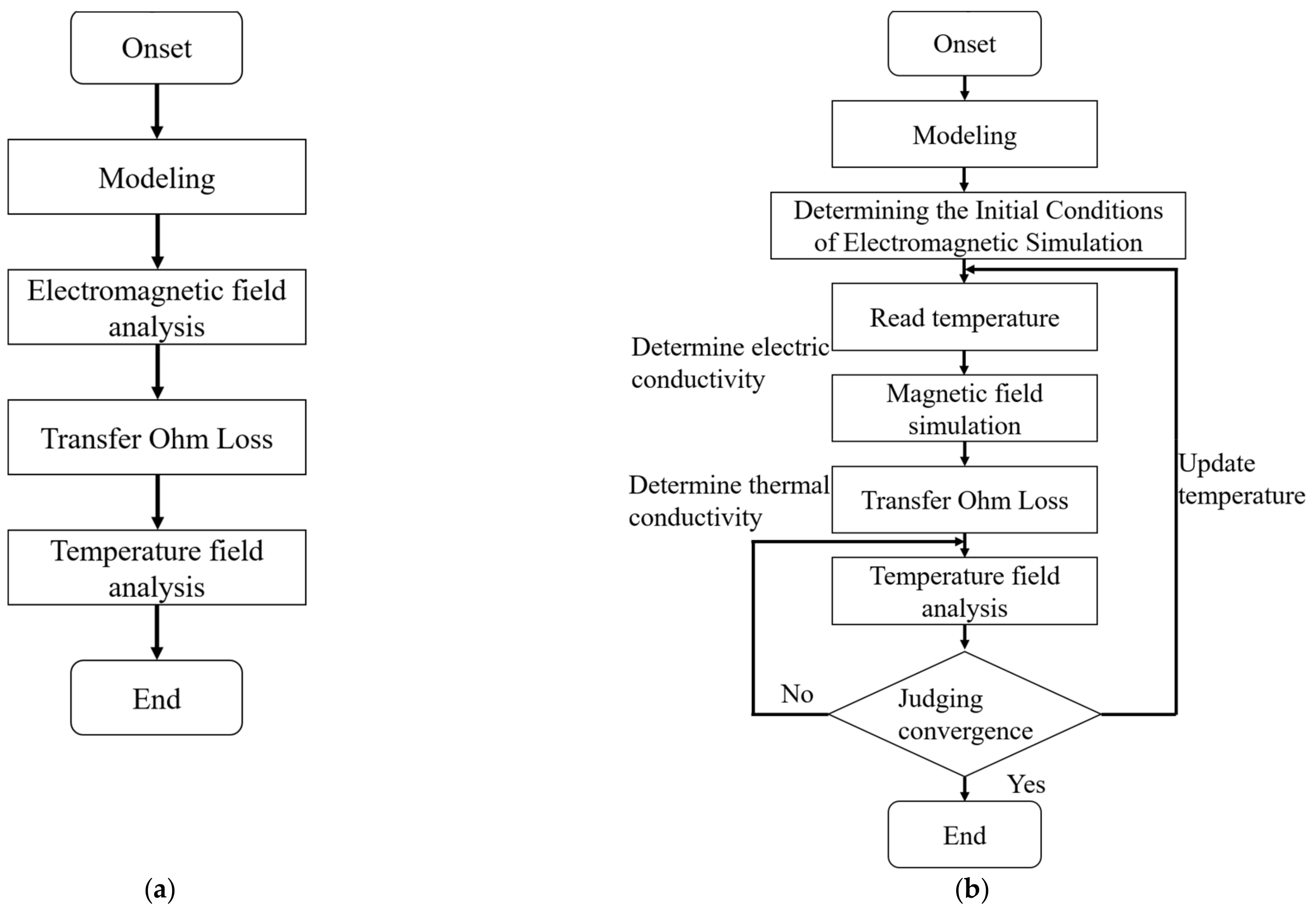
2.1.3. Selection of Physical Parameters and Simulation Process
2.1.4. Mesh Subdivision
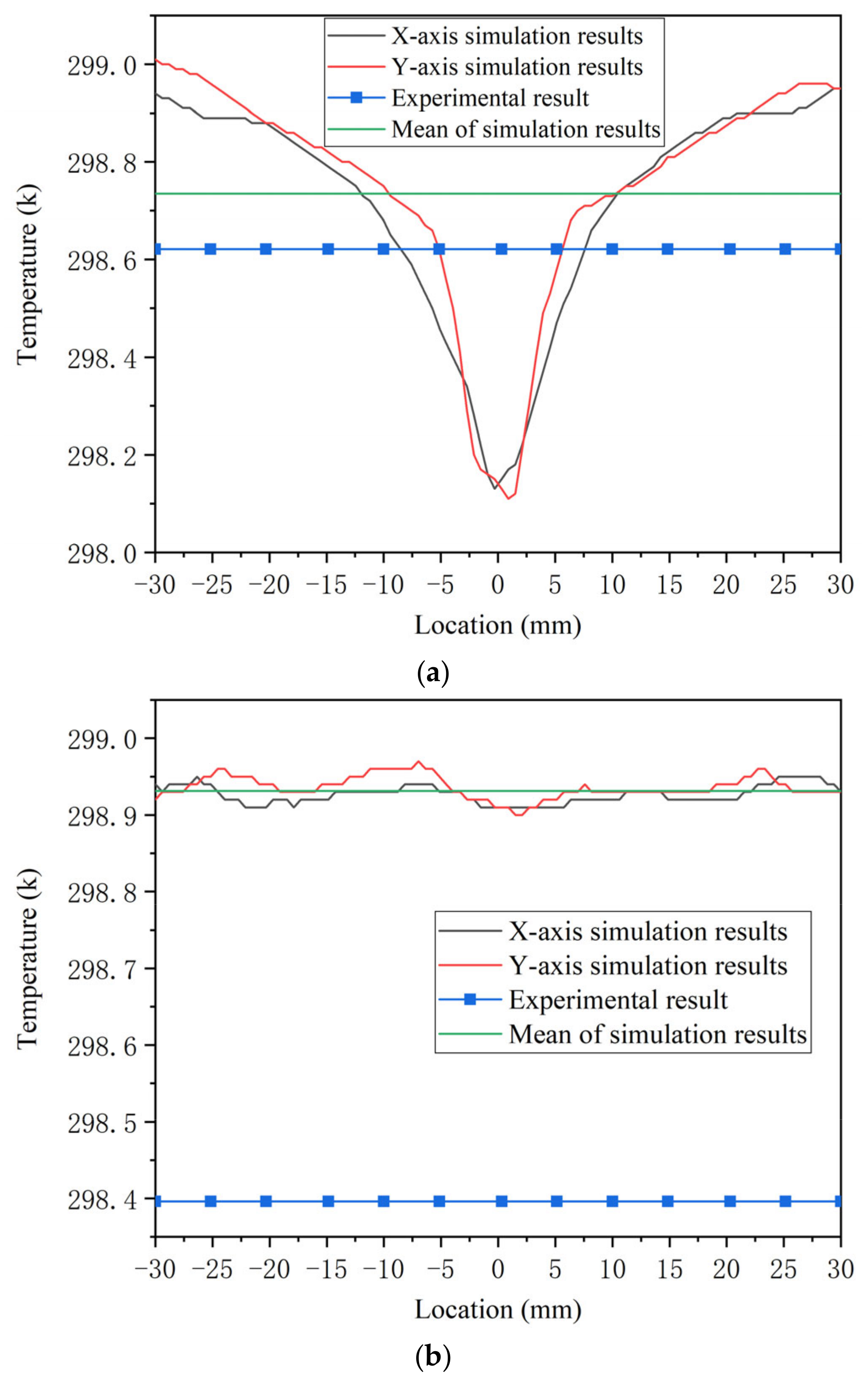
2.2. Experimental Data for Model Validation
2.3. Simulation Settings
2.3.1. Different Cross Angle and Heating Power Comparison Simulation Settings
Two Cross Angles Involved in Simulation Process
Boundary Condition
2.3.2. Susceptor Optimization Simulation Settings
3. Results and Discussion
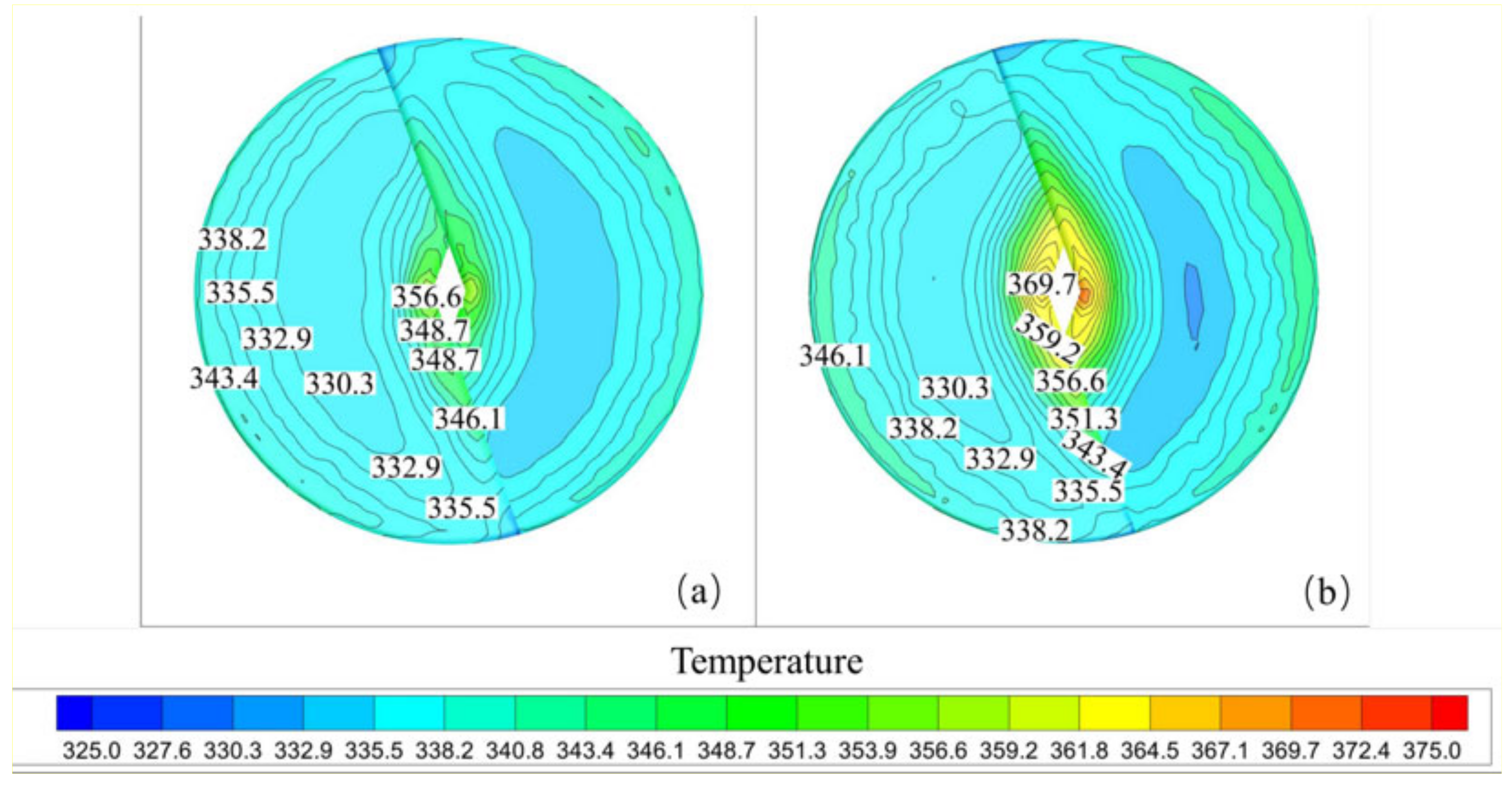
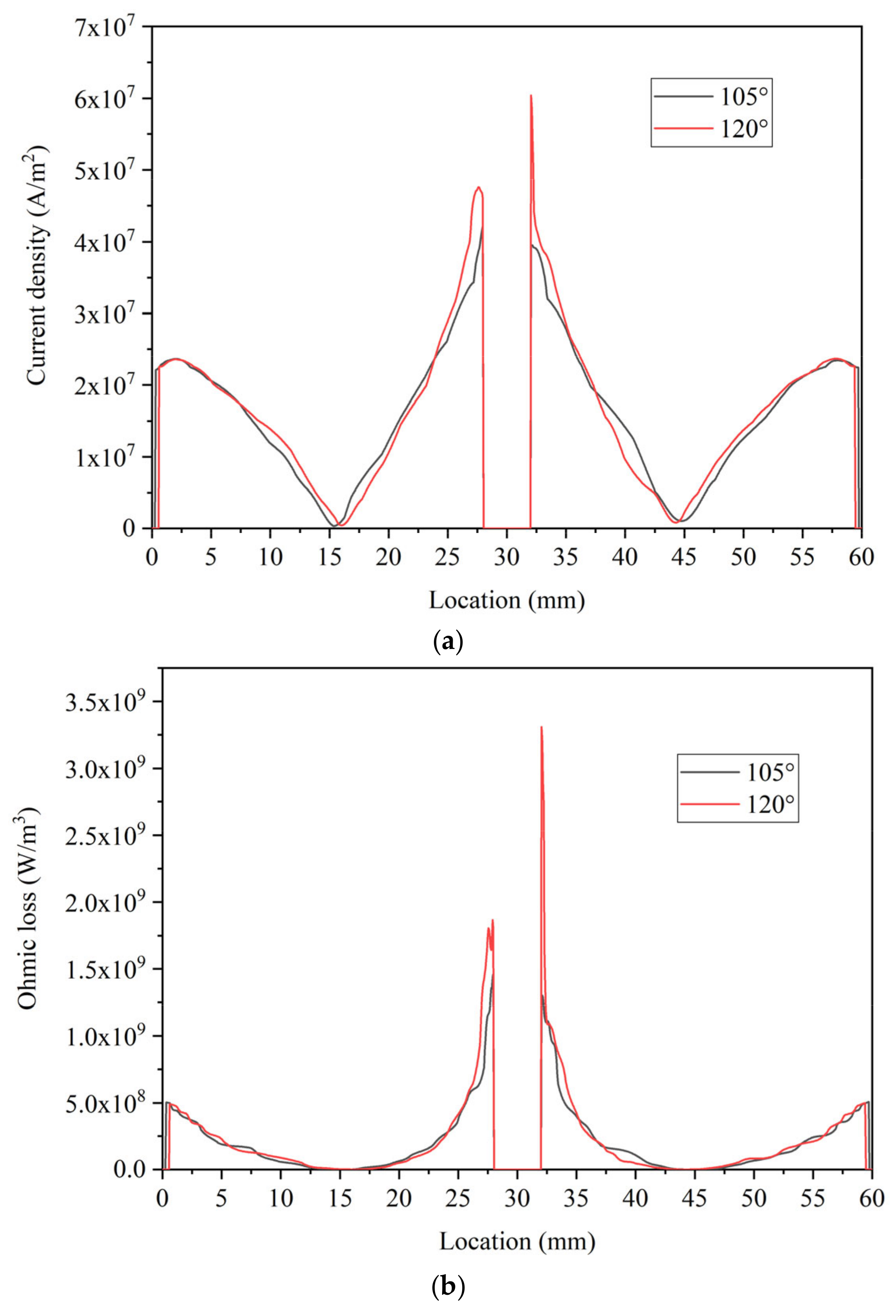
3.1. Effects of Different Crossing Angles and Power on Temperature Distribution
3.2. Effect of Different Simulation Parameters on Heating Uniformity at 15° Cross Angle
3.2.1. Effect of Geometric Structure on Temperature Distribution Uniformity
3.2.2. Effect of Different Material Properties on Temperature Distribution
3.3. Effect of Different Simulation Parameters on Heating Uniformity at 10° Cross Angle
3.3.1. Effect of Different Susceptor Spacing on Heating Uniformity
3.3.2. Effects of Different Geometric Structures on Temperature Distribution
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| magnetic field strength (A/m) | |
| current density (A/m2) | |
| electric flux density (C/m2) | |
| electric field intensity (V/m) | |
| magnetic flux density (Wb/m2) | |
| P | fluid pressure (Pa) |
| g | gravitational acceleration (m/s2) |
| constant pressure specific heat capacity (J/(kg·K)) | |
| T | temperature (K) |
| measuring temperature of metal (K) | |
| incipient temperature of metal (K) | |
| U | velocity field (m/s) |
| u | fluid velocity (m/s) |
| mass flow rate of fluid (kg/m3) | |
| volume flow rate of fluid (m3/s) | |
| A | circulation area (m2) |
| Reynold number (-) | |
| d | equivalent diameter (m) |
| v | kinematic viscosity (m2/s) |
| Greek letters | |
| electrical conductivity (S/m) | |
| dielectric constant (F/m) | |
| thermal conductivity of fluids (w/(m·K)) |
References
- Lucia, O.; Maussion, P.; Dede, E.J.; Burdio, J.M. Induction Heating Technology and Its Applications: Past Developments, Current Technology, and Future Challenges. IEEE Trans. Ind. Electron. 2014, 61, 2509–2520. [Google Scholar] [CrossRef]
- Başaran, A.; Yilmaz, T.; Çivi, C. Energy and exergy analysis of induction-assisted batch processing in food production: A case study—Strawberry jam production. J. Therm. Anal. Calorim. 2020, 140, 1871–1882. [Google Scholar] [CrossRef]
- Başaran, A.; Yılmaz, T.; Azgın, Ş.T.; Çivi, C. Comparison of drinking milk production with conventional and novel inductive heating in pasteurization in terms of energetic, exergetic, economic and environmental aspects. J. Clean. Prod. 2021, 317, 128280. [Google Scholar] [CrossRef]
- Shi, M.; Fu, J.; Xu, Q.; Wu, L.; Wang, R.; Zheng, Z.; Li, Z. Non-contact heating efficiency of flowing liquid effected by different susceptors in high-frequency induction heating system. Int. J. Chem. React. Eng. 2022. [Google Scholar] [CrossRef]
- Başaran, A.; Yılmaz, T.; Çivi, C. Application of inductive forced heating as a new approach to food industry heat exchangers: A case study Tomato paste. J. Therm. Anal. Calorim. 2018, 134, 2265–2274. [Google Scholar] [CrossRef]
- Kittiamornkul, N.; Yingcharoen, S.; Khumsap, T.; Inklab, L. A small pasteurization system using magnetic induction for coconut juice. In Proceedings of the 2017 14th International Conference on Electrical Engineering/Electronics, Computer, Telecommunications and Information Technology (ECTI-CON), Phuket, Thailand, 27–30 June 2017; pp. 381–384. [Google Scholar] [CrossRef]
- Unver, U. Efficiency analysis of induction air heater and investigation of distribution of energy losses. Teh. Vjesn.-Tech. Gaz. 2016, 23, 1259–1267. [Google Scholar] [CrossRef]
- Wang, G.; Wan, Z.; Yang, X. Induction heating by magnetic microbeads for pasteurization of liquid whole eggs. J. Food Eng. 2020, 284, 110079. [Google Scholar] [CrossRef]
- Idakiev, V.V.; Lazarova, P.V.; Bück, A.; Tsotsas, E.; Mörl, L. Inductive heating of fluidized beds: Drying of particulate solids. Powder Technol. 2017, 306, 26–33. [Google Scholar] [CrossRef]
- Idakiev, V.V.; Steinke, C.; Sondej, F.; Bück, A.; Tsotsas, E.; Mörl, L. Inductive heating of fluidized beds: Spray coating process. Powder Technol. 2018, 328, 26–37. [Google Scholar] [CrossRef]
- Kilic, V.T.; Unal, C.; Demir, H.V. High-efficiency flow-through induction heating. IET Power Electron. 2020, 13, 2119–2126. [Google Scholar] [CrossRef]
- Icier, F.; Kaya, O. Mathematical modeling of continuous induction heating of sour cherry juice. J. Food Process Eng. 2022, 45, e14180. [Google Scholar] [CrossRef]
- Kawakami, H.; Llave, Y.; Fukuoka, M.; Sakai, N. CFD analysis of the convection flow in the pan during induction heating and gas range heating. J. Food Eng. 2013, 116, 726–736. [Google Scholar] [CrossRef]
- Kastillo, P.J.; Martínez, J.; Jonathan, R.; Villacís, S.P.; Orozco, M. Computational fluid dynamic analysis of olive oil in different induction pots. In Proceedings of the 1st Pan-American Congress on Computational Mechanics—PANACM2015, Buenos-Aires, Argentina, 27–29 April 2015. [Google Scholar]
- Eom, H.; Park, K. Fully-Coupled Numerical Analysis of High-Frequency Induction Heating for Thin-Wall Injection Molding. Polym.-Plast. Technol. Eng. 2009, 48, 1070–1077. [Google Scholar] [CrossRef]
- Chang, S.J.; Xie, P.C.; He, X.T.; Yang, W.M. Numerical Simulation of Temperature Field in Barrel of Injection Molding Machine during Induction Heating Process Based on ANSYS Software. Adv. Mater. Res. 2009, 87–88, 16–21. [Google Scholar] [CrossRef]
- Kranjc, M.; Zupanic, A.; Miklavcic, D.; Jarm, T. Numerical analysis and thermographic investigation of induction heating. Int. J. Heat Mass Transf. 2010, 53, 3585–3591. [Google Scholar] [CrossRef]
- Jang, J.; Chiu, Y. Numerical and experimental thermal analysis for a metallic hollow cylinder subjected to step-wise electro-magnetic induction heating. Appl. Therm. Eng. 2007, 27, 1883–1894. [Google Scholar] [CrossRef]
- Bio Gassi, K.; Guene Lougou, B.; Baysal, M.; Ahouannou, C. Thermal and electrical performance analysis of induction heating based-thermochemical reactor for heat storage integration into power systems. Int. J. Energy Res. 2021, 45, 17982–18001. [Google Scholar] [CrossRef]
- Tian, S.; Barigou, M. Assessing the potential of using chaotic advection flow for thermal food processing in heating tubes. J. Food Eng. 2016, 177, 9–20. [Google Scholar] [CrossRef]
- Fang, Z.; Gong, Z.; Li, Y.; Yao, Y. Simulation and Experiment of Electromagnetic Induction Heating System Based on ANSYS. Exp. Technol. Manag. 2021, 38, 129–133. [Google Scholar] [CrossRef]
- Zhu, G.; Wu, L.; Xie, D.; Tong, Z.; Wang, G.; Chen, H.; Chen, Z.; Ren, G. Effect of Plastic Deformation and Fatigue Damage on Electromagnetic Properties of 304 Austenitic Stainless Steel. Chin. J. Appl. Mech. 2017, 34, 842–847. [Google Scholar] [CrossRef]
- Cao, B.; Iwamoto, T.; Bhattacharjee, P.P. An experimental study on strain-induced martensitic transformation behavior in SUS304 austenitic stainless steel during higher strain rate deformation by continuous evaluation of relative magnetic permeability. Mater. Sci. Eng. A 2020, 774, 138927. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, Z.; Xie, L.; Ma, Y.; Gao, C. Temperature Control Method of Thin Film Electric Heater Based on PTC Characteristics. Autom. Instrum. 2021, 36, 37–40. [Google Scholar] [CrossRef]
- Qiu, H.; Huo, Y. Influence of physical parameters on simulation of welding temperature field. J. Shandong Jianzhu Univ. 2015, 30, 452–455. [Google Scholar]
- Zhu, Y. Research and Application of Magneto-Thermo-Structural Coupling Numerical Simulation on Induction Heating. Doctoral Dissertation, Shanghai Jiao Tong University, Shanghai, China, 2019. [Google Scholar] [CrossRef]
- Li, Q. The Design Ofthe Ih Electric Cooker’s Thermalfieldand Magnetic Field; University of Electronic Science and Technology of China: Chengdu, China, 2014. [Google Scholar]
- Cheng, X. Numerical Simulation of Fin-Tube Heat Exchanger and Multi-Objective Optimization Design of Structural Parameters; East China University of Technology: Nanchang, China, 2021. [Google Scholar] [CrossRef]
- Acero, J.; Lope, I.; Carretero, C.; Burdio, J.M. Adapting of Non-Metallic Cookware for Induction Heating Technology via Thin-Layer Non-Magnetic Conductive Coatings. IEEE Access 2020, 8, 11219–11227. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Relative Permeability | Electric Conductivity (S/m) | Specific Heat Capacity [kJ/(kg·K)] | Thermal Conductivity [W/(m·K)] |
|---|---|---|---|---|
| 304 | 1 | 1.44 × 106/ | 0.50 | 16.3/ |
| Geometry | Frequency (kHz) | Current Drive (A) | Fluid Inlet Temperature (k) | Fluid Outlet Temperature (k) |
|---|---|---|---|---|
| 10° (78 metal plates) | 32.64 | 213 | 284.84 | 298.62 |
| 15° (52 metal plates) | 31.23 | 215 | 284.69 | 298.40 |
| Structure | Parameter | |||
|---|---|---|---|---|
| Frequency (kHz) | Current (A) | Liquid Flow Rate (m/s) | Inlet Temperature (K) | |
| 10° (78 metal plates) | 32.64 | 213 | 0.011789 | 284.75 |
| 15° (52 metal plates) | 31.23 | 215 | 0.011789 | 284.75 |
| Structure | Parameter | |||
|---|---|---|---|---|
| Frequency (kHz) | Current (A) | Liquid Flow Rate (m/s) | Inlet Temperature (K) | |
| 10° | 32.64 | 400 | 0.011789 | 284.75 |
| 15° | 31.23 | 400 | 0.011789 | 284.75 |
| Simulation Parameter Setting | ||||||||
|---|---|---|---|---|---|---|---|---|
| 15° Cross Angle | 10° Cross Angle | |||||||
| Changing outer angle parameters | Change material electric conductivity (S/m) | Changing the susceptor spacing (mm) | Change outer angle and chamfer | |||||
| 105° | 120° | 3.6 × 105 | 5.76 × 106 | 0.097 | 0.24 | 0.32 | 100° | 110° |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, M.; Xu, Q.; Li, Y.; Deng, L.; Dai, X. Magneto-Thermal Coupling Simulation of Flowing Liquid Induction Heating through Static Mixer-Type Susceptors. Processes 2023, 11, 533. https://doi.org/10.3390/pr11020533
Shi M, Xu Q, Li Y, Deng L, Dai X. Magneto-Thermal Coupling Simulation of Flowing Liquid Induction Heating through Static Mixer-Type Susceptors. Processes. 2023; 11(2):533. https://doi.org/10.3390/pr11020533
Chicago/Turabian StyleShi, Mingxuan, Qing Xu, Yanhua Li, Lisheng Deng, and Xiaoyong Dai. 2023. "Magneto-Thermal Coupling Simulation of Flowing Liquid Induction Heating through Static Mixer-Type Susceptors" Processes 11, no. 2: 533. https://doi.org/10.3390/pr11020533
APA StyleShi, M., Xu, Q., Li, Y., Deng, L., & Dai, X. (2023). Magneto-Thermal Coupling Simulation of Flowing Liquid Induction Heating through Static Mixer-Type Susceptors. Processes, 11(2), 533. https://doi.org/10.3390/pr11020533