
Challenges in the Simulation of Drying in Fluid Bed Granulation


Abstract
:1. Introduction
Goals
- A focused review of drying-related models in mainly CFD, DEM, and PBM models for a pilot to large-scale fluid bed granulators, i.e., drying of agglomerates experiencing size change simultaneously;
- A summary of methodologies for the simulation and modeling of simultaneous agglomeration and drying;
- A summary of the challenges imposed upon the simulation of drying in fluid bed granulation systems.
2. Background
2.1. Why Drying Influences the Agglomeration Rate
2.2. Mechanisms of Drying in Fluid Bed Granulation
- i.
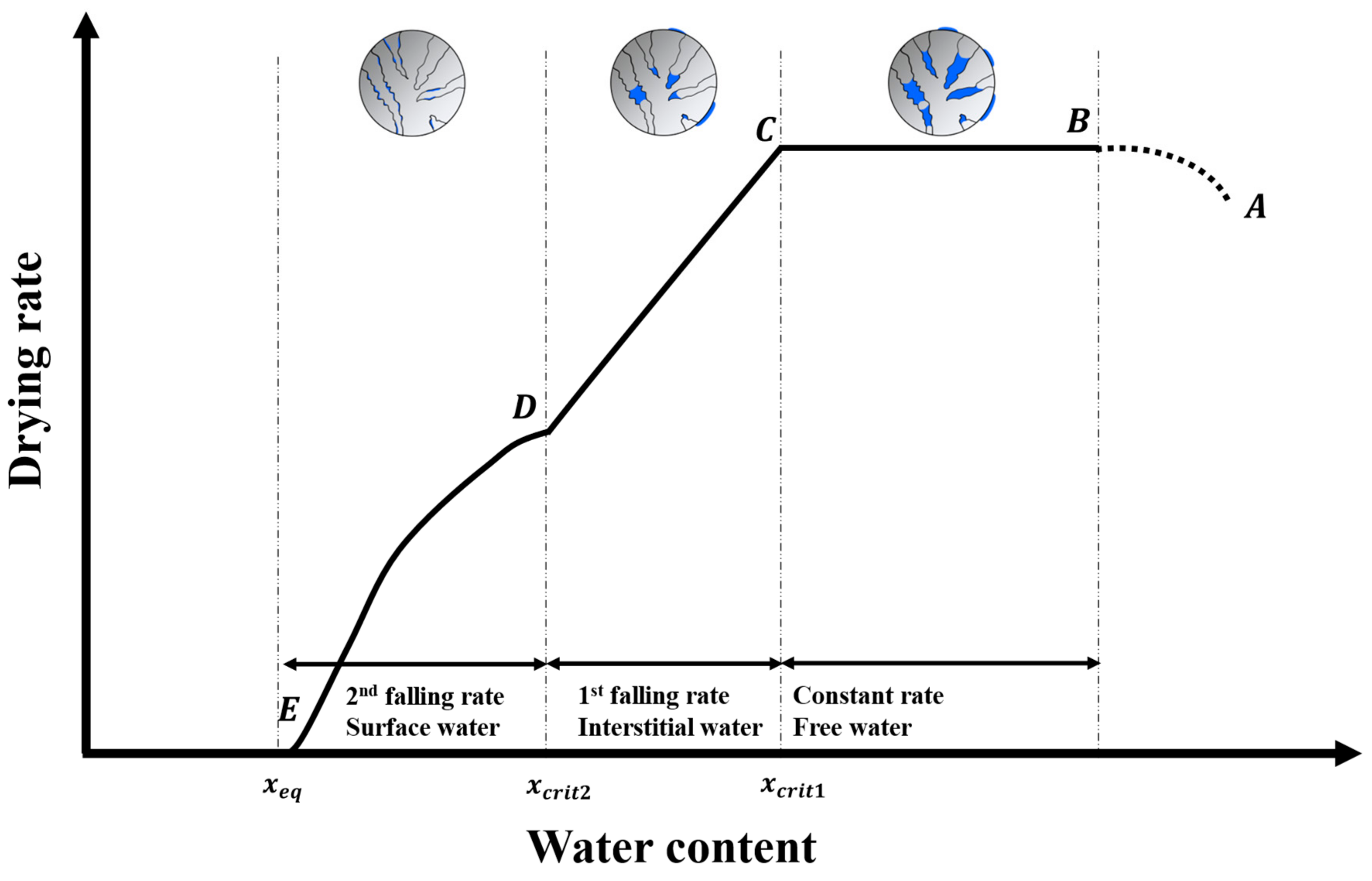
- Constant-rate drying: The delivery of the water from the interior to the surface is sufficient to keep the surface completely wet; hence, the drying rate is constant. The pores are progressively depleted of water.
- ii.
- Falling-rate drying: The surface layer of water starts to deplete inside the solid. Two mechanisms are expected based on the amount of liquid available inside the pores:
- First falling-rate drying: Initially, the liquid is dragged from the larger pores to the solid surface; the primary drying mechanism is the same as in the constant-rate mechanism. The only difference is that the wetted surface area reduces over time. The water inside the pore is the continuous phase, while the air is the dispersed one. It should be noted that the rate of drying in the first falling-rate period is typically linear (see Figure 5 for a visualization).
- Second falling-rate drying: Progressive water removal from the solid gives rise to the air volume fraction inside the pore. A continuous liquid film cannot be maintained inside the pores below a specific moisture level. Consequently, air will fill the pore, forming the continuous phase. Therefore, the remaining water is relegated to small, isolated pools in the corners and interstices of the pores, resulting in a sudden drop in the drying rate, as illustrated in Figure 5.
- i.
- Free surface moisture: The liquid covering the outer surface of the granule. Drying of this type of moisture follows the evaporation from free liquid (wet-bulb evaporation).
- ii.
- Inter-particle moisture: The liquid bridging the primary particles inside the granule.
- iii.
- Intra-particle moisture: The liquid trapped inside the pores of each primary particle. Drying of this type of moisture is governed by the internal drying resistance.
3. Key Influence Parameters
4. Simulation Approaches
- Micro-scale numerical approaches: in these approaches, the particles and droplets are resolved to a sub-particle/droplet level. For deterministic approaches, the balance equations for momentum, heat, and mass transfer are solved in the intra-particle or intra-droplet domain. One example of this approach is a direct numerical simulation (DNS). Metzger [18] considered a pore-network model as an example of this group of approaches. Another group of micro-scale methods is based on stochastics and probabilities. One example of stochastic micro-models is the Monte Carlo method: According to Terrazas-Velarde [19,20,21], in this approach, a limited number of particles are simulated to extract the agglomeration kernel. As described in Section 4.3, the advantage of this approach is that the deposited liquid’s distribution and thickness can be captured on the particle. This is advantageous in investigating the effect of liquid drying on the agglomeration rate. However, the computational cost is too high to study a whole process.
- Meso-scale numerical approaches: The balance equations are resolved down to the single particle level (as in the Discrete Element Method, CFD-DEM) or a continuum level (as in the Two-Fluid Model, TFM, and the Multi-Fluid Model, MFM). Newton’s second law is solved for each particle in the CFD-DEM approach. In contrast, in the TFM and MFM approach, solid particles are considered as one or several continua, respectively. In this manner, one needs to define the solids rheology, including solids viscosity, pressure, and granular temperature, for TFM or MFM approaches.
- Macro-scale modeling approaches: The FBs are divided into several well-mixed compartments. In each compartment, a specific phenomenon dominates. The exchange rate between different compartments needs to be defined a priori or determined using detailed simulations, e.g., mesoscale or micro-scale approaches. The population balance model (PBM) is typically used to model the granule growth.
4.1. Two-Fluid Models
4.1.1. No Agglomeration Models
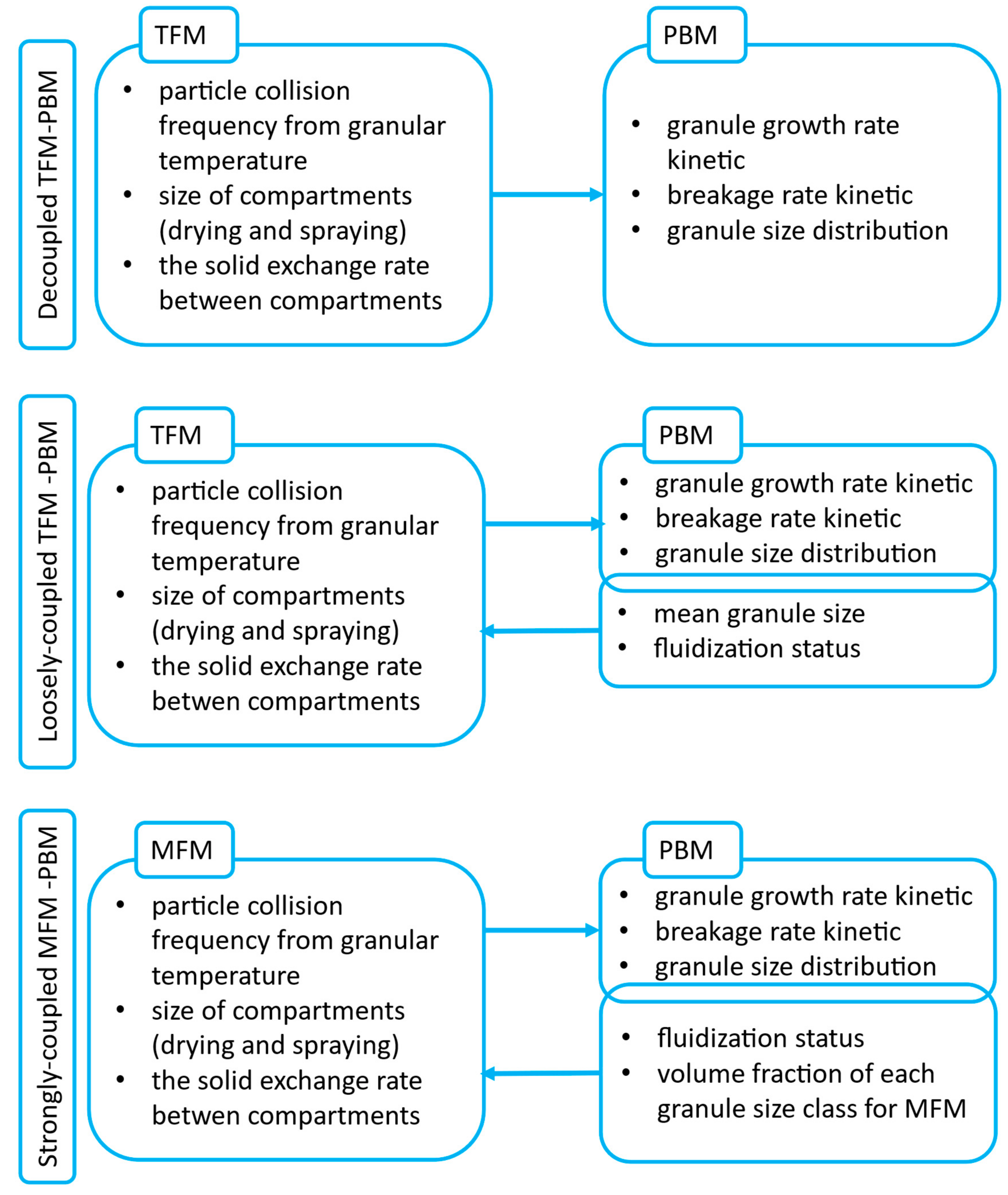
4.1.2. Decoupled TFM-PBM
4.1.3. Loosely Coupled TFM-PBM
4.1.4. Strongly Coupled MFM-PBM
4.1.5. Modified Solids Rheology

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Phenomena Considered | Number of Papers | References |
|---|---|---|
| Granulation and drying | 2 | Li et al. [37], Li et al. [43] |
| Breakage | 1 | Liu and Li [32] |
| The success factor of collision | 0 | - |
| Cohesion force | 0 | - |
| Accounting for surface coverage | 1 | Askarishahi et al. [39] |
| Intra-particle layer thickness variability | 0 | - |
| Stefan diffusion effects in evaporation (Spalding mass transfer numbers) | 0 | - |
| Falling rate drying | 2 | Wang et al. [30], Tu et al. [31] |
| Modified solids rheology | 0 | - |
4.2. CFD-DEM-Based Models
4.2.1. Drying in the Context of Granulation Research
- A particle located in the spray zone at a certain distance from the spray source accumulates “wet surface energy” (i.e., the ability to build cohesive forces) based on an exponential function of residence time in the spray zone.
- Drying of the deposited liquid initially increases and subsequently decreases particle–particle cohesive forces (i.e., the binder is assumed to become more viscous at the initial phase of drying and then solidifies)
- The liquid in a particle–particle bond is also dried based on an exponential function of the liquid bond age. The surface energy (i.e., the strength of the cohesive force) is increased based on a “dry-out factor” that quantifies the final (i.e., dry) strength of the bond. This considers the well-known fact that solidified liquid bridges can withstand substantial forces [50].
4.2.2. Drying in the Context of Coating
4.3. Stochastic Models
4.4. Compartment Models
5. Challenges in the Simulation of Drying in Granulation
- i.
- Droplet tracking and droplet–particle interactions;
- ii.
- Particle–particle interactions, agglomerate growth, and breakage during spraying and drying;
- iii.
- iv.
- Multi-component liquid evaporation and binder effect on drying and consolidation (e.g., dependency of binder solution viscosity on the shear rate and temperature due to non-Newtonian behavior);
- v.
- Possible dissolution of solid powders in the liquid phase;
- vi.
- Primary particles’ pore network (intra-particle voidage) and the changing granule pore structure (inter-particle voidage inside a granule) during the process;
- vii.
- Redistribution of liquid among primary particles upon collision and agglomerate formation;
- viii.
- Drying rates as affected by surface moisture and internal moisture;
- ix.
- The contribution of various phenomena to drying, including:
- Hydrodynamics (e.g., surface tension force-driven drying in a pore, immigration of pore liquid to the surface due to capillary);
- Mass transfer (e.g., wet-bulb phenomenon and saturation of fluid, diffusion-driven drying in the pore);
- Heat transfer (e.g., temperature effect on fluid phase capacity to carry vapor).
- x.
- The high computational cost for detailed simulations due to the high number of particles and droplets involved.
- Simulate the droplet flow and their interaction with particles/granules (Section 5.1);
- Predict the evaporation of liquid from the outer surface, inside the pores, and binding liquid. For this purpose, we need to obtain/compute the drying surface area, drying kinetic, and driving force for drying (Section 5.2, Section 5.3, Section 5.4);
- Accurately predict the contribution of droplet evaporation and particle drying to generating liquid vapor (Section 5.4.3);
- Consider the inter-relation of drying and change in granule size (Section 5.6).
5.1. Droplet Tracking and Droplet–Particle Interaction
5.1.1. Droplets as Lagrangian Points
- (1)
- It is not clear whether evaporating droplets follow the gas flow (i.e., the limit of zero Stokes number is reached, i.e., small droplets) or have enough inertia to simply pierce the gas flow and follow predominantly straight trajectories (i.e., the limit of infinite Stokes number applies, i.e., large droplets);
- (2)
- A wide droplet size distribution is present, such that the droplet Stokes number covers a wide range such that criterium (1) becomes relevant;
- (3)
- Droplets change their properties (i.e., diameter, composition) significantly during their journey through the gas phase as a result of drying;
- (4)
- The droplet impact speed on particles or walls is of central interest, e.g., to account for phenomena such as splashing.
- The early study of Goldschmidt [101,102] and co-workers considered droplets as discrete entities in addition to the particles. Drying was absent since they focused on a melt granulation process in a two-dimensional setup. Droplets were injected into a spray zone, allowing for randomized droplet velocities. The collision of particles and droplets leads to wetted particles (“coalescence”), and the collision of wet particles can result in the formation of granules (“agglomeration”). Even the “masking” of the wetted surface inside a granule was considered. Since they used a hard-sphere approach, their model did not allow consideration of multiple contacts.
- Barrasso and Ramachandran [103] performed 3D flow simulations in an unrealistically small domain (a “drum” with a diameter of 40 mm and a length of 60 mm) and huge primary particles (1 mm diameter). Liquid droplets were considered to have the same size and composition as the solid particles. A cylindrical region (diameter of 8 mm, full drum length) was considered as the liquid addition zone. No cohesive interactions or drying model were characteristics of this conceptual study to demonstrate how the coupling between the DEM and the PBM can be achieved.
- In the studies of Jiang et al. [62,77], solid-like droplets are considered to directly investigate the droplet deposition rate in the spray zone. In detail, they considered droplet–particle impacts and analyzed their outcome depending on the Weber and Reynolds number (“depositing” or “splashing”) [77]. This study is one of the few articles in which intra-particle variations of the coating layer were considered.
- In the CFD-DEM study of Grohn et al. [104] for layering granulation, the droplets are generated as a second particulate phase in the DEM part of the code. A “loading coefficient” of the liquid α, is introduced to consider the solid concentration in a solution used for coating. This hence enabled advanced consideration of the coating process of individual particles. This study considered a fixed global drying rate. Moreover, droplet drying (in flight) has not been studied in detail.
5.1.2. Spray Zone Approach
Identification of the Spray Zone
- i.
- Spray (or wetting) zone: the region close to the nozzle where droplet formation, droplet/particle collision, and spreading droplets on the particle surface occur. This region features high humidity and low temperature.
- ii.
- Drying zone: the region below the spray zone, identified by high fluctuation in temperature and humidity.
- iii.
- Heat transfer zone: the region above the distributor where there is significant heat exchange between fluidization air and particles. This region features high temperatures and constant humidity.
- iv.
- Non-active zone: the region between the heat transfer and drying zones, featuring constant temperature and humidity.
No Interaction (Droplet–Particle Interaction Lumped into the Agglomeration Kernel)
Uniformly Distributed Droplet Deposition on Particles
- i.
- Track the particle residence time in the spray zone. This was performed by tracking the time particles needed to pass the spray zone. In this manner, higher residence time means higher liquid content of the particle;
- ii.
- Obtain the exchange rate of particles between different compartments (inter-compartmental particle transfer) and particle distribution in each compartment;
- iii.
- Obtain particle collision dynamics, including the collision frequency and collision energy.
Calculated Rate of Deposition
5.1.3. Surface Energy Pick-Up Concept
- i.
- Wetting: “surface of particle becoming ‘active’ as a result of picking up surface energy in the spray zone”.
- ii.
- Drying: “increase in surface energy or adhesion energy value with time”.
- iii.
- Wet surface energy: “surface energy that can still form bonds and has not reached some terminal dried-out value”.
5.1.4. Continuum Spray Filtration Model
5.1.5. Droplets in Stochastic Models
5.1.6. Droplets in PBM Models
5.2. Surface Area Available for Drying
5.2.1. Continuous Film-Based Models
5.2.2. Correction Factor-Based Models
5.2.3. Surface Coverage-Based Models
5.2.4. Droplet Height-Based Models
5.2.5. Balance Equation-Based Model
5.2.6. Common Deficiencies of Previous Models
- i.
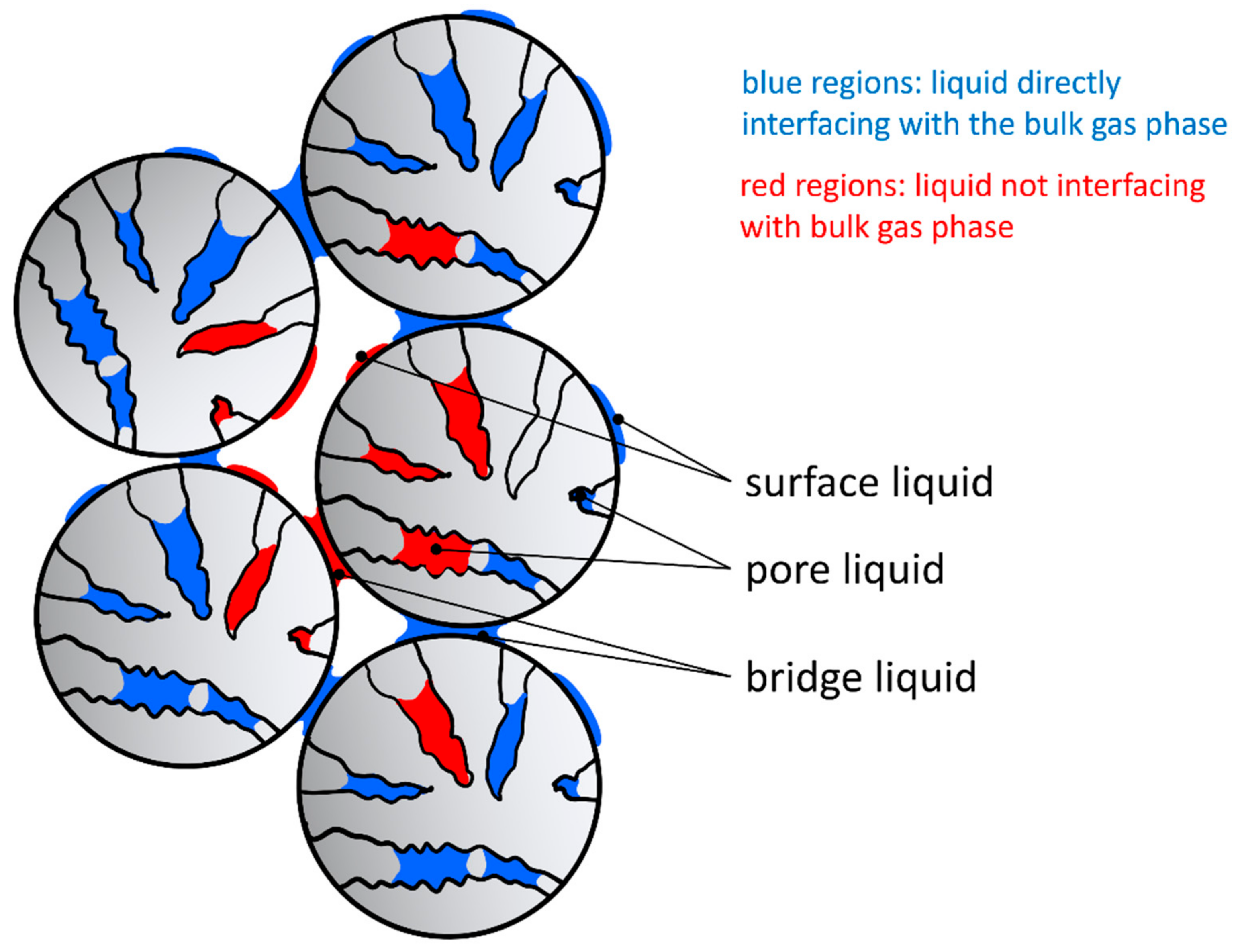
- Freely accessible liquid, which includes accessible surface and bridge liquid: here, no significant mass transfer limitation is present, and the entire “wet” (i.e., liquid) surface area can be considered (for bridge liquid, this is difficult to estimate, but in principle doable).
- ii.
- Liquid with limited accessibility, which includes surface and bridge liquid that is not interfacing with the bulk gas phase, as well as accessible pore liquid. For this group, the evaporation rate will be limited but finite.
- iii.
- Liquid with no or very minor accessibility includes inaccessible pore liquid. For this group, evaporation rates can be considered too small to have any relevance for industrial processes.
5.3. Mass Transfer Coefficient and Reference Concentration Difference Estimation
5.3.1. External Particle Surface-to-Bulk Transport
- Equimolar diffusion in the gas next to the external surface of the particle is assumed. Thus, it is assumed that there is no net flux of gas that exits the particle, and hence there exists no net radial gas velocity directly at the liquid-gas interface (note that this is unrelated to the fact that flow around the particle is considered in many publications). The resulting model equation is linear in the concentration difference, which leads to an underestimation of the evaporation rate in case of high vapor mole fractions, i.e., high temperatures. A fix to this shortcoming would be to use the Spalding mass transfer number, or recently published corrections [125];
- An isolated wet particle is often considered, as well documented in many publications, e.g., that of Li et al. [37]. This assumption dates back to the early work of Heinrich and Mörl [1], which was clearly motivated at that time by the lack of closures for dense suspensions. It should be noted that the work of Heinrich and Mörl [1] already considered the fraction of the wetted surface of a particle when estimating the area available for mass transfer. In the future, improved correlations for mass transfer coefficients should be used—e.g., as already carried out by Askarishahi et al. [113] by exploiting the correlation of Deen et al. for heat transfer [126] and an analogy between heat and mass transfer.
- The entire previous works on drying used the local average concentration (i.e., an ensemble-averaged quantity as performed in RANS-type of simulations, or spatially averaged quantities as in the case of LES-type simulations). Thus, a resolution-dependency is expected since gas–particle systems spontaneously cluster [127,128], and this will affect the evaporation rate: as shown in our illustration (see Figure 11), even in case there is a difference between the region-average vapor concentration and the vapor equilibrium concentration at the external particle surface, the net evaporation rate might be zero! The size of these clusters is in the order of the particle diameter, with details depending on the particle Froude number [129]. Thus, it would be computationally very expensive to resolve the vapor concentration field in the gas phase since cluster size and the length scale of vapor concentration fluctuations will be of similar magnitude. Fortunately, an approach to overcome this challenge has been presented by Agrawal et al. [130]; however, in a different context: this early study revealed that a correction accounting for unresolved concentration fluctuations can be constructed and that this correction is similar to what is long known for the drag force. Most important, Agrawal et al. [128] showed that these unresolved structures lead to an extremely strong suppression of mass transfer—one or two orders of magnitude (!) lower mass transfer rates over a wide range of particle volume fractions were report. Physically, this means that the clustering phenomenon dominates the evaporation rate, i.e., mass transfer (drying) is so fast that the gas phase is locally saturated with vapor as long as a wet particle exists. In simple words, one can think of a “vapor concentration slip” that exists, i.e., a mismatch between the local average vapor concentration and the vapor concentration seen by individual particles. This message was reinforced by several recent studies, e.g., Guo and Capecelatro [131] or Rauchenzauner et al. [132,133].
- It must be clear that in models that are not able to track each individual particle, imperfect mixing (within a region of interest) will cause a similar effect: if wet particles with high vapor pressure (caused by high temperature) are in regions that are saturated with vapor, and dry particles in low vapor content regions, the net evaporation rate might be zero (see Figure 12). In contrast, if one only considers particle–average vapor pressures and liquid content, the predicted evaporation rate would be non-zero! While this scenario is certainly rare (since particle-phase mixing is typically fast), it should be mentioned that such a correction could not be found in the open literature.
- Another detail is the concentration that should be considered at the particle surface: most studies consider the vapor concentration in equilibrium with the liquid at the external particle surface. Aziz et al. [57] simulated the evaporation process based on the modification for the concentration difference as proposed by Putranto and Chen [59], i.e., the so-called “reaction engineering approach” (using an Arrhenius-type of function). This more advanced approach allows us to consider hygroscopic materials.
5.3.2. Intra-Particle Transport
5.3.3. Analogy to Heat Transfer
5.4. Drying Kinetics
5.4.1. Phenomenological Single-Particle Drying Models
5.4.2. Sessile Droplet-Based Drying Models
5.4.3. Pore Network Models
5.5. Competition between Granule Drying and Suspended Droplet Evaporation
5.6. Effect of Drying on the Agglomerate Size Distribution and Strength
- i.
- Drying can change the liquid binder strength due to the dependency of viscosity and binder concentration on temperature. As discussed in Section 2.1, this can be quantified through the Stokes number;
- ii.
- Drying affects the number and distribution of wet spots on the granule and, consequently, the probability of successful agglomeration; this can influence the granule morphology, as discussed in Section 2.1;
- iii.
- Drying can influence the consolidation rate through the evaporation of volatile components of the biner solution.
6. Identified Gaps and Way Forward
- Performing experiments that isolate evaporation and granulation phenomena as much as possible but use granules that are typical for a real-world granulation process. Such experiments would then have a very high value for the validation of individual simulation models. These experiments could use 3D-printed reference granules that are then wetted in a defined way, similar to what has been performed by Ge et al. [156] for the mechanical strength of granules.
- Modeling of the final strength of particle–particle bonds after evaporation of liquid bridges as a follow-up to the early work of Kafui and Thornton [49].
- Modeling of the effect of drying on the binder solution properties and its contribution to the strength of granule, as a follow-up to the recent work of Singh and Tsotsas [8]. The effect of drying will be even more complicated if the binder forms a crust in the droplet deposited on the particle surface, as reported by Dernedde et al. [74].
- A differentiated description of the amount of liquid on the surface and inside a granule: this is necessary to correctly model the amount of liquid that is freely accessible (or not) for drying. Indeed, such a modeling work will rely to a large degree on experimental data, and hence dedicated experiments closely linked to computer models should be followed.
- The tendency to form liquid bridges is massively affected by the roughness of the particles or granules [157]. Accounting for roughness effects when estimating the surface area available for evaporation would be a leap forward, same as a model to predict the effect of solid depositions on the roughness evolution. In addition, such a model refinement could improve the fidelity of cohesion models.
- Performing a rigorous simulation study that uses “best in class” models (i.e., Lagrangian droplet tracking, drying of droplets and particles considering surface covering, sophisticated drying kinetics model, corrections to the mass transfer rate due to clustering) to support or reject key assumptions made in the field. Based on such a reference study, regime maps could potentially be developed.
- Diez et al. [11] conducted a detailed experimental study on the effect of drying on the granule properties, including the morphological structure, particle moisture content, porosity, density, compression strength, and wetting behavior in a horizontal fluidized bed.
- Askarishahi et al. [9,10] conducted a numerical and experimental study on the agglomeration and drying of a placebo formulation in a fluid bed granulator. They provided a set of experimental data for a wide range of operating conditions (spray rate, binder concentration, and fluidization gas temperature). Their data can be used for validation of FBG performance in macro-scales. Muddu et al. [117] and Tamrakar and Ramachandran [46] conducted a similar study.
- Närvänen et al. [160] conducted an experimental study on the particle size distribution in an FBG for spraying and drying phases.
- Schmidt et al. [162] presented a set of experimental data on the effect of drying conditions on the particle size distribution for layering granulation.
- Bouffard et al. [163] reported a set of experimental data on the impact of binder solution atomization on the granule growth kinetics.
- Dadkhah et al. [164] presented a set of experimental data on the dependency of granule morphology on the process variables.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| CFD | Computational Fluid Dynamics |
| CNMC | Constant-Number Monte Carlo |
| CVMC | Constant-Volume Monte Carlo |
| DEM | Discrete Element Method |
| DoW | Degree of Wetness |
| FBC | Fluid Bed Coater |
| FBD | Fluid Bed Dryer |
| FBG | Fluid Bed Granulator |
| MC | Monte Carlo |
| MFM | Multi-Fluid Model |
| LoD | Loss on Drying |
| PBE | Population Balance Equation |
| PBM | Population Balance Method |
| TFM | Two-Fluid Model |
| 2D | Two-dimensional |
| 3D | Three-dimensional |
References
- Mörl, L.; Heinrich, S.; Peglow, M. Fluidized Bed Spray Granulation. In Handbook of Powder Technology; Elsevier Science BV: Amsterdam, The Netherlands, 2011; Volume 11, pp. 21–188. [Google Scholar]
- Seem, T.C.; Rowson, N.A.; Ingram, A.; Huang, Z.; Yu, S.; de Matas, M.; Gabbott, I.; Reynolds, G.K. Twin screw granulation—A literature review. Powder Technol. 2015, 276, 89–102. [Google Scholar] [CrossRef]
- Ennis, B.J.; Tardos, G.; Pfeffer, R. A microlevel-based characterization of granulation phenomena. Powder Technol. 1991, 65, 257–272. [Google Scholar] [CrossRef]
- Werner, S.R.; Jones, J.R.; Paterson, A.H.; Archer, R.H.; Pearce, D.L. Air-suspension particle coating in the food industry: Part I—State of the art. Powder Technol. 2007, 171, 25–33. [Google Scholar] [CrossRef]
- Werner, S.R.; Jones, J.R.; Paterson, A.H.; Archer, R.H.; Pearce, D.L. Air-suspension coating in the food industry: Part II—Micro-level process approach. Powder Technol. 2007, 171, 34–45. [Google Scholar] [CrossRef]
- Iveson, S.M.; Litster, J.D.; Hapgood, K.; Ennis, B.J. Nucleation, Growth and Breakage Phenomena in Agitated Wet Granulation Processes: A Review. Powder Technol. 2001, 117, 3–39. [Google Scholar] [CrossRef]
- Tsotsas, E. Influence of Drying Kinetics on Particle Formation: A Personal Perspective. Dry. Technol. 2012, 30, 1167–1175. [Google Scholar] [CrossRef]
- Singh, A.K.; Tsotsas, E. Influence of polydispersity and breakage on stochastic simulations of spray fluidized bed agglomeration. Chem. Eng. Sci. 2021, 247, 117022. [Google Scholar] [CrossRef]
- Askarishahi, M.; Salehi, M.-S.; Maus, M.; Schröder, D.; Slade, D.; Jajcevic, D. Mechanistic modelling of fluid bed granulation, Part II: Eased process development via degree of wetness. Int. J. Pharm. 2019, 572, 118836. [Google Scholar] [CrossRef]
- Askarishahi, M.; Maus, M.; Schröder, D.; Slade, D.; Martinetz, M.; Jajcevic, D. Mechanistic modelling of fluid bed granulation, Part I: Agglomeration in pilot scale process. Int. J. Pharm. 2020, 573, 118837. [Google Scholar] [CrossRef]
- Diez, E.; Meyer, K.; Bück, A.; Tsotsas, E.; Heinrich, S. Influence of process conditions on the product properties in a continuous fluidized bed spray granulation process. Chem. Eng. Res. Des. 2018, 139, 104–115. [Google Scholar] [CrossRef]
- McCabe, W.L.; Smith, J.C.; Harriott, P. Unit Operations of Chemical Engineering; McGraw-Hill: New York, NY, USA, 1993; Volume 1130. [Google Scholar]
- Ceaglske, N.H.; Hougen, O.A.; Loughborough, K.W. Drying Granular Solids. Ind. Eng. Chem. 1937, 29, 805–813. [Google Scholar] [CrossRef]
- Parikh, D.M. Handbook of Pharmaceutical Granulation Technology, 2nd ed.; CRC Press: New York, NY, USA, 2005. [Google Scholar]
- Weber, S.; Briens, C.; Berruti, F.; Chan, E.; Gray, M. Stability of agglomerates made from fluid coke at ambient temperature. Powder Technol. 2011, 209, 53–64. [Google Scholar] [CrossRef]
- Weber, S.; Briens, C.; Berruti, F.; Chan, E.; Gray, M. Agglomerate stability in fluidized beds of glass beads and silica sand. Powder Technol. 2006, 165, 115–127. [Google Scholar] [CrossRef]
- Weber, S.; Briens, C.; Berruti, F.; Chan, E.; Gray, M. Effect of agglomerate properties on agglomerate stability in fluidized beds. Chem. Eng. Sci. 2008, 63, 4245–4256. [Google Scholar] [CrossRef]
- Metzger, T.; Kwapinska, M.; Peglow, M.; Saage, G.; Tsotsas, E. Modern Modelling Methods in Drying. Transp. Porous Media 2006, 66, 103–120. [Google Scholar] [CrossRef]
- Terrazas-Velarde, K.; Peglow, M.; Tsotsas, E. Investigation of the kinetics of fluidized bed spray agglomeration based on stochastic methods. AIChE J. 2010, 57, 3012–3026. [Google Scholar] [CrossRef]
- Terrazas-Velarde, K.; Peglow, M.; Tsotsas, E. Stochastic simulation of agglomerate formation in fluidized bed spray drying: A micro-scale approach. Chem. Eng. Sci. 2009, 64, 2631–2643. [Google Scholar] [CrossRef]
- Terrazas-Velarde, K.; Peglow, M.; Tsotsas, E. Kinetics of fluidized bed spray agglomeration for compact and porous particles. Chem. Eng. Sci. 2011, 66, 1866–1878. [Google Scholar] [CrossRef]
- Suresh, P.; Sreedhar, I.; Vaidhiswaran, R.; Venugopal, A. A comprehensive review on process and engineering aspects of pharmaceutical wet granulation. Chem. Eng. J. 2017, 328, 785–815. [Google Scholar] [CrossRef]
- Alobaid, F.; Almohammed, N.; Farid, M.M.; May, J.; Rößger, P.; Richter, A.; Epple, B. Progress in CFD Simulations of Fluidized Beds for Chemical and Energy Process Engineering. Prog. Energy Combust. Sci. 2022, 91, 100930. [Google Scholar] [CrossRef]
- Lun, C.K.K.; Savage, S.B. The effects of an impact velocity dependent coefficient of restitution on stresses developed by sheared granular materials. Acta Mech. 1986, 63, 15–44. [Google Scholar] [CrossRef]
- Gidaspow, D.; Huilin, L. Equation of state and radial distribution functions of FCC particles in a CFB. AIChE J. 1998, 44, 279–293. [Google Scholar] [CrossRef]
- Benyahia, S.; Syamlal, M.; O’Brien, T.J. Extension of Hill–Koch–Ladd drag correlation over all ranges of Reynolds number and solids volume fraction. Powder Technol. 2006, 162, 166–174. [Google Scholar] [CrossRef]
- Koch, D.L. Kinetic theory for a monodisperse gas–solid suspension. Phys. Fluids A Fluid Dyn. 1990, 2, 1711–1723. [Google Scholar] [CrossRef]
- Beetstra, R.; van der Hoef, M.A.; Kuipers, J.A.M. Drag force of intermediate Reynolds number flow past mono- and bidisperse arrays of spheres. AIChE J. 2007, 53, 489–501. [Google Scholar] [CrossRef]
- Gu, Y.; Ozel, A.; Kolehmainen, J.; Sundaresan, S. Computationally generated constitutive models for particle phase rheology in gas-fluidized suspensions. J. Fluid Mech. 2018, 860, 318–349. [Google Scholar] [CrossRef]
- Wang, H.G.; Yang, W.Q.; Senior, P.; Raghavan, R.S.; Duncan, S.R. Investigation of Batch Fluidized-Bed Drying by Mathematical Modeling, CFD Simulation and ECT Measurement. AIChE J. 2008, 54, 427–444. [Google Scholar] [CrossRef]
- Tu, Q.; Ma, Z.; Wang, H. Investigation of wet particle drying process in a fluidized bed dryer by CFD simulation and experimental measurement. Chem. Eng. J. 2023, 452, 139200. [Google Scholar] [CrossRef]
- Liu, H.; Li, M. Two-compartmental population balance modeling of a pulsed spray fluidized bed granulation based on computational fluid dynamics (CFD) analysis. Int. J. Pharm. 2014, 475, 256–269. [Google Scholar] [CrossRef]
- Börner, M.; Tsotsas, E. Spray Zone Demarcation in Top-Spray Fluidised Bed Granulation by Droplet Detection Methods. In Proceedings of the 6th International Granulation Workshop, Sheffield, UK, 24–25 June 2013; pp. 1–12. [Google Scholar]
- Börner, M.; Hagemeier, T.; Ganzer, G.; Peglow, M.; Tsotsas, E. Experimental spray zone characterization in top-spray fluidized bed granulation. Chem. Eng. Sci. 2014, 116, 317–330. [Google Scholar] [CrossRef]
- Hounslow, M.J.; Ryall, R.L.; Marshall, V.R. A discretized population balance for nucleation, growth, and aggregation. AIChE J. 1988, 34, 1821–1832. [Google Scholar] [CrossRef]
- Hounslow, M.; Pearson, J.M.K.; Instone, T. Tracer studies of high-shear granulation: II. Population balance modeling. AIChE J. 2001, 47, 1984–1999. [Google Scholar] [CrossRef]
- Li, Z.; Kessel, J.; Grünewald, G.; Kind, M. CFD Simulation on Drying and Dust Integration in Fluidized Bed Spray Granulation. Dry. Technol. 2012, 30, 1088–1098. [Google Scholar] [CrossRef]
- Löffler, F. Staubabscheiden; Thieme Verlag: Stuttgart, Germany, 1989. [Google Scholar]
- Askarishahi, M.; Salehi, M.-S.; Radl, S. Two-Fluid-Model-Based Full Physics Simulations of Mixing in Noncohesive Wet Fluidized Beds. Ind. Eng. Chem. Res. 2019, 58, 12323–12346. [Google Scholar] [CrossRef]
- Askarishahi, M. Towards Full-Physics Simulation of Wet Fluidized Beds. Ph.D. Thesis, TU Graz, Graz, Austria, 2018. [Google Scholar]
- Radl, S.; Salehi, M.; Askarishahi, M. Benchmarking a Novel 0-D Model Against Data from Two-Fluid Model Simulations of a Wet Fluidized Bed. In Proceedings of the AIChE Annual Meeting 2018, Pittsburgh, PA, USA, 28 October–2 November 2018. [Google Scholar]
- Mortier, S.T.F.; De Beer, T.; Gernaey, K.V.; Remon, J.P.; Vervaet, C.; Nopens, I. Mechanistic modelling of fluidized bed drying processes of wet porous granules: A review. Eur. J. Pharm. Biopharm. 2011, 79, 205–225. [Google Scholar] [CrossRef]
- Li, Z.; Kessel, J.; Grünewald, G.; Kind, M. Coupled CFD-PBE Simulation of Nucleation in Fluidized Bed Spray Granulation. Dry. Technol. 2013, 31, 1888–1896. [Google Scholar] [CrossRef]
- Askarishahi, M.; Salehi, M.-S.; Radl, S. Capability of the TFM Approach to Predict Fluidization of Cohesive Powders. Ind. Eng. Chem. Res. 2022, 61, 3186–3205. [Google Scholar] [CrossRef]
- Bin Yeom, S.; Ha, E.-S.; Kim, M.-S.; Jeong, S.H.; Hwang, S.-J.; Choi, D.H. Application of the Discrete Element Method for Manufacturing Process Simulation in the Pharmaceutical Industry. Pharmaceutics 2019, 11, 414. [Google Scholar] [CrossRef]
- Tamrakar, A.; Ramachandran, R. CFD–DEM–PBM coupled model development and validation of a 3D top-spray fluidized bed wet granulation process. Comput. Chem. Eng. 2019, 125, 249–270. [Google Scholar] [CrossRef]
- Farivar, F.; Zhang, H.; Tian, Z.F.; Gupte, A. CFD-DEM -DDM Model for Spray Coating Process in a Wurster Coater. J. Pharm. Sci. 2020, 109, 3678–3689. [Google Scholar] [CrossRef]
- Fries, L.; Antonyuk, S.; Heinrich, S.; Palzer, S. DEM–CFD modeling of a fluidized bed spray granulator. Chem. Eng. Sci. 2011, 66, 2340–2355. [Google Scholar] [CrossRef]
- Kafui, D.; Thornton, C. Fully-3D DEM simulation of fluidised bed spray granulation using an exploratory surface energy-based spray zone concept. Powder Technol. 2008, 184, 177–188. [Google Scholar] [CrossRef]
- Tardos, G.I.; Gupta, R. Forces generated in solidifying liquid bridges between two small particles. Powder Technol. 1996, 87, 175–180. [Google Scholar] [CrossRef]
- Askarishahi, M.; Radl, S.; Salehi, M.-S. Full-physics simulations of spray-particle interaction in a bubbling fluidized bed. AIChE J. 2017, 63, 2569–2587. [Google Scholar] [CrossRef]
- Kolakaluri, R.; Subramaniam, S.; Fox, R.O.; Brown, R.C.; Meyer, T.; Passalacqua, A. Direct Numerical Simulations and Analytical Modeling of Granular Filtration. Ph.D. Thesis, Iowa State University, Ames, IA, USA, 2013. [Google Scholar]
- Kariuki, W.I.; Freireich, B.; Smith, R.M.; Rhodes, M.; Hapgood, K.P. Distribution nucleation: Quantifying liquid distribution on the particle surface using the dimensionless particle coating number. Chem. Eng. Sci. 2013, 92, 134–145. [Google Scholar] [CrossRef]
- Salehi, M.-S.; Askarishahi, M.; Radl, S. Analytical solution for thermal transport in packed beds with volumetric heat source. Chem. Eng. J. 2017, 316, 131–136. [Google Scholar] [CrossRef]
- Askarishahi, M.; Salehi, M.; Radl, S. Voidage Correction Algorithms for Improved Heat and Mass Transfer Predictions in Unresolved Particle Simulations. In Proceedings of the 2017 AIChE annual Meeting, Minneapolis, MN, USA, 29 October–3 November 2017. [Google Scholar]
- Askarishahi, M.; Salehi, M.-S.; Radl, S. Voidage correction algorithm for unresolved Euler–Lagrange simulations. Comput. Part. Mech. 2018, 5, 607–625. [Google Scholar] [CrossRef]
- Aziz, H.; Ahsan, S.N.; De Simone, G.; Gao, Y.; Chaudhuri, B. Computational Modeling of Drying of Pharmaceutical Wet Granules in a Fluidized Bed Dryer Using Coupled CFD-DEM Approach. AAPS PharmSciTech 2022, 23, 59. [Google Scholar] [CrossRef]
- Briens, L.; Bojarra, M. Monitoring Fluidized Bed Drying of Pharmaceutical Granules. AAPS PharmSciTech 2010, 11, 1612–1618. [Google Scholar] [CrossRef]
- Putranto, A.; Chen, X.D. The Relative Activation Energy of Food Materials: Important Parameters to Describe Drying Kinetics. Int. J. Food Prop. 2016, 19, 1726–1737. [Google Scholar] [CrossRef]
- Kieckhefen, P.; Pietsch-Braune, S.; Heinrich, S. Product-Property Guided Scale-Up of a Fluidized Bed Spray Granulation Process Using the CFD-DEM Method. Processes 2022, 10, 1291. [Google Scholar] [CrossRef]
- Fries, L.; Dosta, M.; Antonyuk, S.; Heinrich, S.; Palzer, S. Moisture Distribution in Fluidized Beds with Liquid Injection. Chem. Eng. Technol. 2011, 34, 1076–1084. [Google Scholar] [CrossRef]
- Jiang, Z.; Bück, A.; Tsotsas, E. CFD–DEM study of residence time, droplet deposition, and collision velocity for a binary particle mixture in a Wurster fluidized bed coater. Dry. Technol. 2018, 36, 638–650. [Google Scholar] [CrossRef]
- Che, H.; Wang, H.; Xu, L.; Ge, R. Investigation of gas-solid heat and mass transfer in a Wurster coater using a scaled CFD-DEM model. Powder Technol. 2022, 406, 117598. [Google Scholar] [CrossRef]
- Li, H.; Liu, D.; Ma, J.; Chen, X. Simulation of a Wurster fluidized bed by CFD–DEM with a cohesive contact model. Chem. Eng. Res. Des. 2021, 177, 157–166. [Google Scholar] [CrossRef]
- Mikami, T.; Kamiya, H.; Horio, M. Numerical Simulation of Cohesive Powder Behavior in a Fluidized Bed. Chem. Eng. Sci. 1998, 53, 1927–1940. [Google Scholar] [CrossRef]
- Li, H.; Liu, D.; Ma, J.; Chen, X. Influence of cycle time distribution on coating uniformity of particles in a spray fluidized bed by using CFD-DEM simulations. Particuology 2023, 76, 151–164. [Google Scholar] [CrossRef]
- Madlmeir, S.; Radl, S. A coarse-grained parcel method for heat and mass transfer simulations of spray coating processes. Adv. Powder Technol. 2022, 33, 103590. [Google Scholar] [CrossRef]
- Madlmeir, S.; Forgber, T.; Trogrlic, M.; Jajcevic, D.; Kape, A.; Contreras, L.; Carmody, A.; Liu, P.; Davies, C.; Sarkar, A.; et al. Quantifying the coating yield by modeling heat and mass transfer in a Wurster fluidized bed coater. Chem. Eng. Sci. 2022, 252, 117505. [Google Scholar] [CrossRef]
- Singh, A.K.; Tsotsas, E. Stochastic model to simulate spray fluidized bed agglomeration: A morphological approach. Powder Technol. 2019, 355, 449–460. [Google Scholar] [CrossRef]
- Rieck, C.; Hoffmann, T.; Bück, A.; Peglow, M.; Tsotsas, E. Influence of drying conditions on layer porosity in fluidized bed spray granulation. Powder Technol. 2014, 272, 120–131. [Google Scholar] [CrossRef]
- Rieck, C.; Bück, A.; Tsotsas, E. Estimation of the dominant size enlargement mechanism in spray fluidized bed processes. AIChE J. 2020, 66, e16920. [Google Scholar] [CrossRef]
- Singh, A.K.; Tsotsas, E. A Fast and Improved Tunable Aggregation Model for Stochastic Simulation of Spray Fluidized Bed Agglomeration. Energies 2021, 14, 7221. [Google Scholar] [CrossRef]
- Singh, A.K.; Tsotsas, E. A tunable aggregation model incorporated in Monte Carlo simulations of spray fluidized bed agglomeration. Powder Technol. 2020, 364, 417–428. [Google Scholar] [CrossRef]
- Dernedde, M.; Peglow, M.; Tsotsas, E. Stochastic Modeling of Fluidized Bed Agglomeration: Determination of Particle Moisture Content. Dry. Technol. 2013, 31, 1764–1771. [Google Scholar] [CrossRef]
- Das, A.; Kumar, J. Population balance modeling of volume and time dependent spray fluidized bed aggregation kernel using Monte Carlo simulation results. Appl. Math. Model. 2020, 92, 748–769. [Google Scholar] [CrossRef]
- Du, J.; Strenzke, G.; Bück, A.; Tsotsas, E. Monte Carlo modeling of spray agglomeration in a cylindrical fluidized bed: From batch-wise to continuous processes. Powder Technol. 2021, 396, 113–126. [Google Scholar] [CrossRef]
- Jiang, Z.; Rieck, C.; Bück, A.; Tsotsas, E. Modeling of inter- and intra-particle coating uniformity in a Wurster fluidized bed by a coupled CFD-DEM-Monte Carlo approach. Chem. Eng. Sci. 2019, 211, 115289. [Google Scholar] [CrossRef]
- Marshall, C.L. Multi-Component Population Balance Modeling of Wet Granulation Via Constant-Number Monte Carlo. Ph.D. Thesis, The Pennsylvania State University, State College, PA, USA, 2012. [Google Scholar]
- Dernedde, M.; Peglow, M.; Tsotsas, E. Stochastic Modeling of Fluidized Bed Granulation: Influence of Droplet Pre-Drying. Chem. Eng. Technol. 2011, 34, 1177–1184. [Google Scholar] [CrossRef]
- Hussain, M.; Kumar, J.; Peglow, M.; Tsotsas, E. Modeling spray fluidized bed aggregation kinetics on the basis of Monte-Carlo simulation results. Chem. Eng. Sci. 2013, 101, 35–45. [Google Scholar] [CrossRef]
- Heinrich, S.; Blumschein, J.; Henneberg, M.; Ihlow, M.; Peglow, M.; Mörl, L. Study of dynamic multi-dimensional temperature and concentration distributions in liquid-sprayed fluidized beds. Chem. Eng. Sci. 2003, 58, 5135–5160. [Google Scholar] [CrossRef]
- Kunii, D.; Levenspiel, O. Bubbling Bed Model. Model for Flow of Gas through a Fluidized Bed. Ind. Eng. Chem. Fundam. 1968, 7, 446–452. [Google Scholar] [CrossRef]
- Schuch, G. Theoretische und Experimentelle Untersuchungen zur Auslegung von Naßentstaubern; University Karlsruh: Karlsrule, Germany, 1978. [Google Scholar]
- Peglow, M.; Kumar, J.; Heinrich, S.; Warnecke, G.; Tsotsas, E.; Mörl, L.; Wolf, B. A generic population balance model for simultaneous agglomeration and drying in fluidized beds. Chem. Eng. Sci. 2007, 62, 513–532. [Google Scholar] [CrossRef]
- Burgschweiger, J.; Tsotsas, E. Experimental Investigation and Modelling of Continuous Uidized Bed Drying under Steady-State and Dynamic Conditions. Chem. Eng. Sci. 2002, 57, 5021–5038. [Google Scholar] [CrossRef]
- Hussain, M.; Kumar, J.; Peglow, M.; Tsotsas, E. On two-compartment population balance modeling of spray fluidized bed agglomeration. Comput. Chem. Eng. 2013, 61, 185–202. [Google Scholar] [CrossRef]
- Hussain, M.; Kumar, J.; Tsotsas, E. Micro-Macro Transition of Population Balances in Fluidized Bed Granulation. Procedia Eng. 2015, 102, 1399–1407. [Google Scholar] [CrossRef]
- Hussain, M.; Peglow, M.; Tsotsas, E.; Kumar, J. Modeling of aggregation kernel using Monte Carlo simulations of spray fluidized bed agglomeration. AIChE J. 2014, 60, 855–868. [Google Scholar] [CrossRef]
- Hussain, M.; Kumar, J.; Tsotsas, E. A new framework for population balance modeling of spray fluidized bed agglomeration. Particuology 2014, 19, 141–154. [Google Scholar] [CrossRef]
- Chen, K.; Bachmann, P.; Bück, A.; Jacob, M.; Tsotsas, E. Experimental study and modeling of particle drying in a continuously-operated horizontal fluidized bed. Particuology 2017, 34, 134–146. [Google Scholar] [CrossRef]
- Chen, K.; Bachmann, P.; Bück, A.; Jacob, M.; Tsotsas, E. CFD simulation of particle residence time distribution in industrial scale horizontal fluidized bed. Powder Technol. 2018, 345, 129–139. [Google Scholar] [CrossRef]
- Arthur, T.B.; Chauhan, J.; Rahmanian, N. Process Simulation of Fluidized Bed Granulation: Effect of Process Parameters on Granule Size Distribution. Chem. Eng. Trans. 2022, 95, 241–246. [Google Scholar] [CrossRef]
- Burgschweiger, J.; Groenewold, H.; Hirschmann, C.; Tsotsas, E. From hygroscopic single particle to batch fluidized bed drying kinetics. Can. J. Chem. Eng. 1999, 77, 333–341. [Google Scholar] [CrossRef]
- Börner, M.; Peglow, M.; Tsotsas, E. Particle Residence Times in Fluidized Bed Granulation Equipments. Chem. Eng. Technol. 2011, 34, 1116–1122. [Google Scholar] [CrossRef]
- Peglow, M.; Kumar, J.; Hampel, R.; Tsotsas, E.; Heinrich, S. Towards a Complete Population Balance Model for Fluidized-Bed Spray Agglomeration. Dry. Technol. 2007, 25, 1321–1329. [Google Scholar] [CrossRef]
- Hussain, M.; Kumar, J.; Tsotsas, E. Modeling aggregation kinetics of fluidized bed spray agglomeration for porous particles. Powder Technol. 2015, 270, 584–591. [Google Scholar] [CrossRef]
- Ramachandran, R.P.; Akbarzadeh, M.; Paliwal, J.; Cenkowski, S. Computational Fluid Dynamics in Drying Process Modelling—A Technical Review. Food Bioprocess Technol. 2018, 11, 271–292. [Google Scholar] [CrossRef]
- Askarishahi, M.; Salehi, M.-S.; Dehkordi, A.M. Numerical investigation on the solid flow pattern in bubbling gas–solid fluidized beds: Effects of particle size and time averaging. Powder Technol. 2014, 264, 466–476. [Google Scholar] [CrossRef]
- Askarishahi, M.; Salehi, M.-S.; Godini, H.R.; Wozny, G. CFD study on solids flow pattern and solids mixing characteristics in bubbling fluidized bed: Effect of fluidization velocity and bed aspect ratio. Powder Technol. 2015, 274, 379–392. [Google Scholar] [CrossRef]
- Salehi, M.-S.; Askarishahi, M.; Radl, S. Quantification of Solid Mixing in Bubbling Fluidized Beds via Two-Fluid Model Simulations. Ind. Eng. Chem. Res. 2020, 59, 10606–10621. [Google Scholar] [CrossRef]
- Goldschmidt, M. Hydrodynamic Modelling of Fluidised Bed Spray Granulation. 2001. Available online: http://doc.utwente.nl/36352/1/t000002e.pdf (accessed on 26 August 2014).
- Goldschmidt, M.; Weijers, G.; Boerefijn, R.; Kuipers, J. Discrete element modelling of fluidised bed spray granulation. Powder Technol. 2003, 138, 39–45. [Google Scholar] [CrossRef] [Green Version]
- Barrasso, D.; Ramachandran, R. Multi-scale modeling of granulation processes: Bi-directional coupling of PBM with DEM via collision frequencies. Chem. Eng. Res. Des. 2015, 93, 304–317. [Google Scholar] [CrossRef]
- Grohn, P.; Lawall, M.; Oesau, T.; Heinrich, S.; Antonyuk, S. CFD-DEM Simulation of a Coating Process in a Fluidized Bed Rotor Granulator. Processes 2020, 8, 1090. [Google Scholar] [CrossRef]
- Ronsse, F.; Pieters, J.; Dewettinck, K. Combined population balance and thermodynamic modelling of the batch top-spray fluidised bed coating process. Part I—Model development and validation. J. Food Eng. 2007, 78, 296–307. [Google Scholar] [CrossRef]
- Ronsse, F.; Pieters, J.; Dewettinck, K. Combined population balance and thermodynamic modelling of the batch top-spray fluidised bed coating process. Part II—Model and process analysis. J. Food Eng. 2007, 78, 308–322. [Google Scholar] [CrossRef]
- Ronsse, F. Modelling Heat and Mass Transfer in Fluidised Bed Coating Processes. Ph.D. Thesis, University of Ghent, Ghent, Belgium, 2013. [Google Scholar]
- Neugebauer, C.; Palis, S.; Bück, A.; Tsotsas, E.; Heinrich, S.; Kienle, A. A dynamic two-zone model of continuous fluidized bed layering granulation with internal product classification. Particuology 2017, 31, 8–14. [Google Scholar] [CrossRef]
- Börner, M.; Peglow, M.; Tsotsas, E. Derivation of parameters for a two compartment population balance model of Wurster fluidised bed granulation. Powder Technol. 2012, 238, 122–131. [Google Scholar] [CrossRef]
- Hede, P.D.; Bach, P.; Jensen, A.D. Batch top-spray fluid bed coating: Scale-up insight using dynamic heat- and mass-transfer modelling. Chem. Eng. Sci. 2009, 64, 1293–1317. [Google Scholar] [CrossRef]
- Mörl, L.; Heinrich, S.; Peglow, M. Chapter 2 Fluidized bed spray granulation. Handb. Powder Technol. 2007, 11, 21–188. [Google Scholar] [CrossRef]
- Vreman, A.; van Lare, C.; Hounslow, M. A basic population balance model for fluid bed spray granulation. Chem. Eng. Sci. 2009, 64, 4389–4398. [Google Scholar] [CrossRef]
- Bachmann, P.; Chen, K.; Bück, A.; Tsotsas, E. Prediction of particle size and layer-thickness distributions in a continuous horizontal fluidized-bed coating process. Particuology 2020, 50, 1–12. [Google Scholar] [CrossRef]
- Kaur, G.; Singh, M.; Kumar, J.; De Beer, T.; Nopens, I. Mathematical Modelling and Simulation of a Spray Fluidized Bed Granulator. Processes 2018, 6, 195. [Google Scholar] [CrossRef]
- Maharjan, R.; Jeong, S.H. Application of different models to evaluate the key factors of fluidized bed layering granulation and their influence on granule characteristics. Powder Technol. 2022, 408, 117737. [Google Scholar] [CrossRef]
- Johnson, K.L.; Kendall, K.; Roberts, A. Surface Energy and the Contact of Elastic Solids. Proc. R. Soc. Lond. 1971, 324, 301–313. [Google Scholar]
- Muddu, S.V.; Tamrakar, A.; Pandey, P.; Ramachandran, R. Model Development and Validation of Fluid Bed Wet Granulation with Dry Binder Addition Using a Population Balance Model Methodology. Processes 2018, 6, 154. [Google Scholar] [CrossRef]
- Rajniak, P.; Birmingham, S. A Population Balance Model for Calculation of Total Evaporation Rate during Fluid Bed Granulation or Coating. In Proceedings of the AIChEAnnual Meeting, San Francisco, CA, USA, 13–18 November 2016. [Google Scholar]
- Amini, H.; He, X.; Tseng, Y.-C.; Kucuk, G.; Schwabe, R.; Schultz, L.; Maus, M.; Schröder, D.; Rajniak, P.; Bilgili, E. A semi-theoretical model for simulating the temporal evolution of moisture-temperature during industrial fluidized bed granulation. Eur. J. Pharm. Biopharm. 2020, 151, 137–152. [Google Scholar] [CrossRef]
- Sutkar, V.S.; Deen, N.G.; Patil, A.V.; Salikov, V.; Antonyuk, S.; Heinrich, S.; Kuipers, J. CFD–DEM model for coupled heat and mass transfer in a spout fluidized bed with liquid injection. Chem. Eng. J. 2016, 288, 185–197. [Google Scholar] [CrossRef]
- Chaudhury, A.; Niziolek, A.; Ramachandran, R. Multi-dimensional mechanistic modeling of fluid bed granulation processes: An integrated approach. Adv. Powder Technol. 2013, 24, 113–131. [Google Scholar] [CrossRef]
- Kieckhefen, P.; Lichtenegger, T.; Pietsch, S.; Pirker, S.; Heinrich, S. Simulation of spray coating in a spouted bed using recurrence CFD. Particuology 2019, 42, 92–103. [Google Scholar] [CrossRef]
- Thielmann, F.; Naderi, M.; Ansari, M.A.; Stepanek, F. The effect of primary particle surface energy on agglomeration rate in fluidised bed wet granulation. Powder Technol. 2008, 181, 160–168. [Google Scholar] [CrossRef]
- Rajniak, P.; Stepanek, F.; Dhanasekharan, K.; Fan, R.; Mancinelli, C.; Chern, R. A combined experimental and computational study of wet granulation in a Wurster fluid bed granulator. Powder Technol. 2009, 189, 190–201. [Google Scholar] [CrossRef]
- Nugraha, M.G.; Andersson, R.; Andersson, B. On the Sherwood number correction due to Stefan flow. Chem. Eng. Sci. 2021, 249, 117292. [Google Scholar] [CrossRef]
- Deen, N.; Kuipers, J. Direct Numerical Simulation (DNS) of mass, momentum and heat transfer in dense fluid-particle systems. Curr. Opin. Chem. Eng. 2014, 5, 84–89. [Google Scholar] [CrossRef]
- Glasser, B.J.; Sundaresan, S.; Kevrekidis, I.G. From Bubbles to Clusters in Fluidized Beds. Phys. Rev. Lett. 1998, 81, 1849–1852. [Google Scholar] [CrossRef]
- Agrawal, K.; Loezos, P.N.; Syamlal, M.; Sundaresan, S. The role of meso-scale structures in rapid gas–solid flows. J. Fluid Mech. 2001, 445, 151–185. [Google Scholar] [CrossRef]
- Sundaresan, S.; Radl, S.; Milioli, C.C.; Milioli, F.E.; Kuipers, J.A.M. Coarse-Grained Models for Momentum, Energy and Species Transport in Gas-Particle Flows. In Proceedings of the 14th International Conference on Fluidization– From Fundamentals to Product, Noordwijkerhout, The Netherlands, 26–31 May 2013. [Google Scholar]
- Agrawal, K.; Holloway, W.; Milioli, C.C.; Milioli, F.E.; Sundaresan, S. Filtered models for scalar transport in gas–particle flows. Chem. Eng. Sci. 2013, 95, 291–300. [Google Scholar] [CrossRef]
- Guo, L.; Capecelatro, J. The role of clusters on heat transfer in sedimenting gas-solid flows. Int. J. Heat Mass Transf. 2018, 132, 1217–1230. [Google Scholar] [CrossRef]
- Rauchenzauner, S.; Schneiderbauer, S. Validation study of a Spatially-Averaged Two-Fluid Model for heat transport in gas-particle flows. Int. J. Heat Mass Transf. 2022, 198, 123382. [Google Scholar] [CrossRef]
- Rauchenzauner, S.; Schneiderbauer, S. A dynamic Spatially Averaged Two-Fluid Model for heat transport in moderately dense gas–particle flows. Phys. Fluids 2020, 32, 063307. [Google Scholar] [CrossRef]
- Silva, M.A.; Kerkhof, P.J.A.M.; Coumans, W.J. Estimation of Effective Diffusivity in Drying of Heterogeneous Porous Media. Ind. Eng. Chem. Res. 2000, 39, 1443–1452. [Google Scholar] [CrossRef]
- Lekhal, A.; Glasser, B.J.; Khinast, J.G. Impact of Drying on the Catalyst Profile in Supported Impregnation Catalysts. Chem. Eng. Sci. 2001, 56, 4473–4487. [Google Scholar] [CrossRef]
- Katekawa, M.E.; Silva, M.A. A Review of Drying Models Including Shrinkage Effects. Dry. Technol. 2006, 24, 5–20. [Google Scholar] [CrossRef]
- Askarishahi, M.; Maus, M.; Slade, D.; Khinast, J.; Jajcevic, D. Mechanistic Modelling of Fluid Bed Granulation Process. In Proceedings of the 9th Granulation Workshop, Laussane, Switzerland, 26–28 June 2019. [Google Scholar]
- Henneberg, M.; Heinrich, S.; Ihlow, M.; Mörl, L. Fluidized Bed Air Drying: Experimental Study and Model Development. Can. J. Chem. Eng. 2003, 81, 176–184. [Google Scholar] [CrossRef]
- Ghijs, M.; Schäfer, E.; Kumar, A.; Cappuyns, P.; Van Assche, I.; De Leersnyder, F.; Vanhoorne, V.; De Beer, T.; Nopens, I. Modeling of Semicontinuous Fluid Bed Drying of Pharmaceutical Granules With Respect to Granule Size. J. Pharm. Sci. 2019, 108, 2094–2101. [Google Scholar] [CrossRef] [PubMed]
- Chen, K. Modeling and Validation of Particle Drying and Coating in a Continuously Operated Horizontal Fluidized Bed. Ph.D. Thesis, Otto-von-Guericke-Universität Magdeburg, Magdeburg, Germany, 2020. [Google Scholar]
- Sherwood, T.K. The Drying of Solids-I Classification of Drying Mechanisms. Ind. Eng. Chem. 1929, 21, 12–16. [Google Scholar] [CrossRef]
- Sherwood, T.K. The Drying of Solids—II. Ind. Eng. Chem. 1929, 21, 16. [Google Scholar] [CrossRef]
- Chen, H.; Glasser, B.J. Fluidized Bed Drying of Pharmaceutical Materials: Batch and Continuous Manufacturing, Rutgers. Ph.D. Thesis, The State University of New Jersey, Rutgers, New Brunswick, NJ, USA, 2019. [Google Scholar]
- Chen, H.; Diep, E.; Langrish, T.A.G.; Glasser, B.J. Continuous fluidized bed drying: Residence time distribution characterization and effluent moisture content prediction. AIChE J. 2020, 66, e16902. [Google Scholar] [CrossRef]
- Midilli, A.; Kucuk, H.; Yapar, Z. A New Model for Single-Layer Drying. Dry. Technol. 2002, 20, 1503–1513. [Google Scholar] [CrossRef]
- Janocha, M.; Tsotsas, E. In silico investigation of the evaporation flux distribution along sessile droplet surfaces during convective drying. Chem. Eng. Sci. 2021, 238, 116590. [Google Scholar] [CrossRef]
- Le Bray, Y.; Prat, M. Three-dimensional pore network simulation of drying in capillary porous media. Int. J. Heat Mass Transf. 1999, 42, 4207–4224. [Google Scholar] [CrossRef]
- Prat, M. Recent Advances in Pore-Scale Models for Drying of Porous Media. Chem. Eng. J. 2002, 86, 153–164. [Google Scholar] [CrossRef]
- Metzger, T. A personal view on pore network models in drying technology. Dry. Technol. 2018, 37, 497–512. [Google Scholar] [CrossRef]
- Rahimi, A.; Metzger, T.; Kharaghani, A.; Tsotsas, E. Interaction of droplets with porous structures: Pore network simulation of wetting and drying. Dry. Technol. 2016, 34, 1129–1140. [Google Scholar] [CrossRef]
- Wu, R.; Zhao, C.Y. Distribution of liquid flow in a pore network during evaporation. Phys. Rev. E 2021, 104, 025107. [Google Scholar] [CrossRef]
- Wang, Y.; Kharaghani, A.; Metzger, T.; Tsotsas, E. Pore Network Drying Model for Particle Aggregates: Assessment by X-Ray Microtomography. Dry. Technol. 2012, 30, 1800–1809. [Google Scholar] [CrossRef]
- Kharaghani, A.; Mahmood, H.T.; Wang, Y.; Tsotsas, E. Three-dimensional visualization and modeling of capillary liquid rings observed during drying of dense particle packings. Int. J. Heat Mass Transf. 2021, 177, 121505. [Google Scholar] [CrossRef]
- Tardos, G.I.; Khan, M.I.; Mort, P.R. Critical parameters and limiting conditions in binder granulation of fine powders. Powder Technol. 1997, 94, 245–258. [Google Scholar] [CrossRef]
- Barnocky, G.; Davis, R.H. Elastohydrodynamic collision and rebound of spheres: Experimental verification. Phys. Fluids 1988, 31, 1324. [Google Scholar] [CrossRef]
- Wang, L.G.; Omar, C.; Litster, J.; Slade, D.; Li, J.; Salman, A.; Bellinghausen, S.; Barrasso, D.; Mitchell, N. Model driven design for integrated twin screw granulator and fluid bed dryer via flowsheet modelling. Int. J. Pharm. 2022, 628, 122186. [Google Scholar] [CrossRef] [PubMed]
- Halsey, T.C.; Levine, A.J. How Sandcastles Fall. Phys. Rev. Lett. 1998, 80, 3141–3144. [Google Scholar] [CrossRef]
- Heinrich, S.; Mö, L. Fluidized Bed Spray Granulation—A New Model for the Description of Particle Wetting and of Temperature and Concentration Distribution. Chem. Eng. Process Process Intensif. 1999, 38, 635–663. [Google Scholar] [CrossRef]
- Heinrich, S.; Mori, L.; Wöstheinrich, K.; Schmidt, P. Non-Stationary Drying Kinetics in a Batch Pharmaceutical Fluidized Bed Coating Process. Dry. Technol. 2000, 18, 2065–2090. [Google Scholar] [CrossRef]
- Närvänen, T.; Antikainen, O.; Yliruusi, J. Predicting Particle Size During Fluid Bed Granulation Using Process Measurement Data. AAPS PharmSciTech 2009, 10, 1268–1275. [Google Scholar] [CrossRef] [PubMed]
- Rajniak, P.; Mancinelli, C.; Chern, R.; Stepanek, F.; Farber, L.; Hill, B. Experimental study of wet granulation in fluidized bed: Impact of the binder properties on the granule morphology. Int. J. Pharm. 2007, 334, 92–102. [Google Scholar] [CrossRef] [PubMed]
- Schmidt, M.; Bück, A.; Tsotsas, E. Experimental investigation of the influence of drying conditions on process stability of continuous spray fluidized bed layering granulation with external product separation. Powder Technol. 2017, 320, 474–482. [Google Scholar] [CrossRef]
- Bouffard, J.; Kaster, M.; Dumont, H. Influence of Process Variable and Physicochemical Properties on the Granulation Mechanism of Mannitol in a Fluid Bed Top Spray Granulator. Drug Dev. Ind. Pharm. 2005, 31, 923–933. [Google Scholar] [CrossRef]
- Dadkhah, M.; Tsotsas, E. Influence of process variables on internal particle structure in spray fluidized bed agglomeration. Powder Technol. 2014, 258, 165–173. [Google Scholar] [CrossRef]













| Parameter/Variable | Influence on Fluid Bed Performance |
|---|---|
| Fluidization gas | |
| temperature |
|
| humidity |
|
| velocity |
|
| Binder liquid | |
| spray rate |
|
| number of nozzles |
|
| droplet size and its distribution |
|
| atomization air pressure |
|
| viscosity |
|
| surface tension |
|
| binder concentration |
|
| heat of evaporation |
|
| Particles | |
| size and size distribution |
|
| density |
|
| wettability |
|
| porosity |
|
| Dryer | |
| heat loss |
|
| Phenomena Considered | Number of Papers | References |
|---|---|---|
| Accounting for surface coverage | 4 | Askarishahi et al. [51], Kieckhefen et al. [60], Fries et al. [61], Madlmeir [68] |
| Finite cohesion force after drying is complete | 1 | Kafui and Thornton [49] |
| Intra-particle layer thickness variability | 1 | Jiang et al. [62] |
| Stefan Diffusion effects in evaporation (Spalding mass transfer numbers) | 1 | Madlmeir and Radl [67] |
| Systematic coarse-graining | 1 | Kieckhefen et al. [60], Madlmeir and Radl [67] |
| Falling rate drying | 0 | - |
| Phenomenon Considered | Number of Papers | References |
|---|---|---|
| Granulation and drying | 13 | Dernedde et al. [74], Terrazas et al. [19,20,21], Marshall [78], Rieck et al. [70,71], Hussain et al. (Hussain et al., 2013b), Singh and Tsotsas [8,69,72], Das and Kumar [75], Du et al. [76] |
| Pre-deposition droplet evaporation | 1 | Dernedde et al. [74] |
| Imbibition of droplets into particles | 1 | Terrazas et al. [21] |
| Breakage | 10 | Terrazas et al. [19,20,21], Marshall [78], Rieck et al. [70,71], Hussain et al. (Hussain et al., 2013b), Singh and Tsotsas [8,69,72], Das and Kumar [75], Du et al. [76] |
| Accounting for surface coverage | 13 | Dernedde et al. [74], Terrazas et al. [19,20,21], Marshall [78], Rieck et al. [70,71], Hussain et al. [80], Singh and Tsotsas [8,69,72], Das and Kumar [75], Du et al. [76] |
| Liquid binder viscosity change | 8 | Dernedde et al. [74], Terrazas et al. [19,21], Marshall [78], Rieck et al. [71], Singh and Tsotsas [8,69,72] |
| Falling rate drying (of intra-particle moisture or intra-granule moisture) | 0 | - |
| Droplet deposition on particle | 13 | Dernedde et al. [74], Terrazas et al. [19,20,21], Marshall [78], Rieck et al. [70,71], Hussain et al. (Hussain et al., 2013b), Singh and Tsotsas [8,69,72], Das and Kumar [75], Du et al. [76] |
| Phenomenon Considered | Number of Papers | References |
|---|---|---|
| Granulation and drying | 4 | Hussain et al. [80], Peglow et al. [84], Askarishahi et al. [9,10], Das and Kumar [75] |
| Breakage | 1 | Liu and Li [32] |
| The success factor of collision | 4 | Hussain et al. [87], Das and Kumar [75], Askarishahi et al. [9,10] |
| Accounting for surface coverage | 1 | Hussain et al. [87] |
| Intra-particle layer thickness variability | 0 | - |
| Falling rate drying | 3 | Arthur et al. [92], Peglow et al. [95], Askarishahi et al. [9,10] |
| Droplet deposition on particle | 2 | Heinrich et al. [81], Hussain et al. [96] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Askarishahi, M.; Salehi, M.-S.; Radl, S. Challenges in the Simulation of Drying in Fluid Bed Granulation. Processes 2023, 11, 569. https://doi.org/10.3390/pr11020569
Askarishahi M, Salehi M-S, Radl S. Challenges in the Simulation of Drying in Fluid Bed Granulation. Processes. 2023; 11(2):569. https://doi.org/10.3390/pr11020569
Chicago/Turabian StyleAskarishahi, Maryam, Mohammad-Sadegh Salehi, and Stefan Radl. 2023. "Challenges in the Simulation of Drying in Fluid Bed Granulation" Processes 11, no. 2: 569. https://doi.org/10.3390/pr11020569
APA StyleAskarishahi, M., Salehi, M. -S., & Radl, S. (2023). Challenges in the Simulation of Drying in Fluid Bed Granulation. Processes, 11(2), 569. https://doi.org/10.3390/pr11020569