
Approach towards a Quality Assurance System for Wire and Arc Additive Manufacturing



Abstract
:1. Introduction
2. Methodology
2.1. Sensitivity Analysis of the Interlayer Temperature
2.1.1. Experimental Pre-Study
2.1.2. Experimental Plan
2.2. Determining Limitations for the Oxygen Content
3. Materials and Experimental Setup
4. Results
4.1. Sensitivity Analysis of the Interlayer Temperature
4.1.1. Experimental Pre-Study
4.1.2. Experimental Plan
4.2. Determining Limitations for the Oxygen Content
5. Conclusions
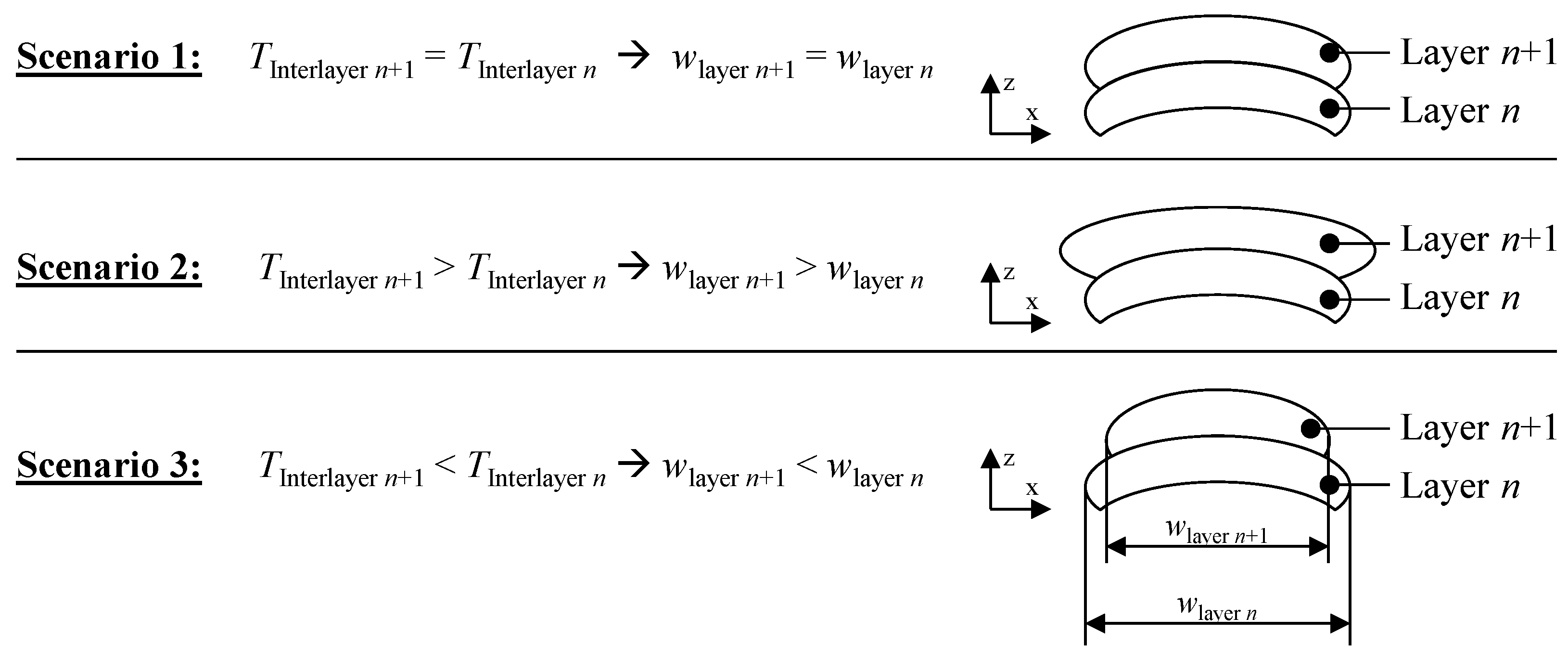
- Different layer widths within a part can be achieved by varying the interlayer temperature systematically. Walls with a width of approx. 15.10 mm, manufactured at an interlayer temperature of 300 °C, could be varied by up to approx. 3 mm by applying interlayer temperatures between 25 °C and 600 °C.
- Layer widths are more strongly influenced by applying higher interlayer temperatures compared to lower interlayer temperatures. The wall width manufactured at an interlayer temperature of 300 °C was decreased by up to 1.10 mm when applying an interlayer temperature of 25 °C. In comparison, an interlayer temperature of 600 °C resulted in 2.10 mm wider walls.
- When applying an interlayer temperature of 300 °C and varying the subsequent interlayer temperature between 200 °C and 450 °C, the layer width can be modified by 0.01 mm/K when using Ti-6Al-4V material in WAAM.
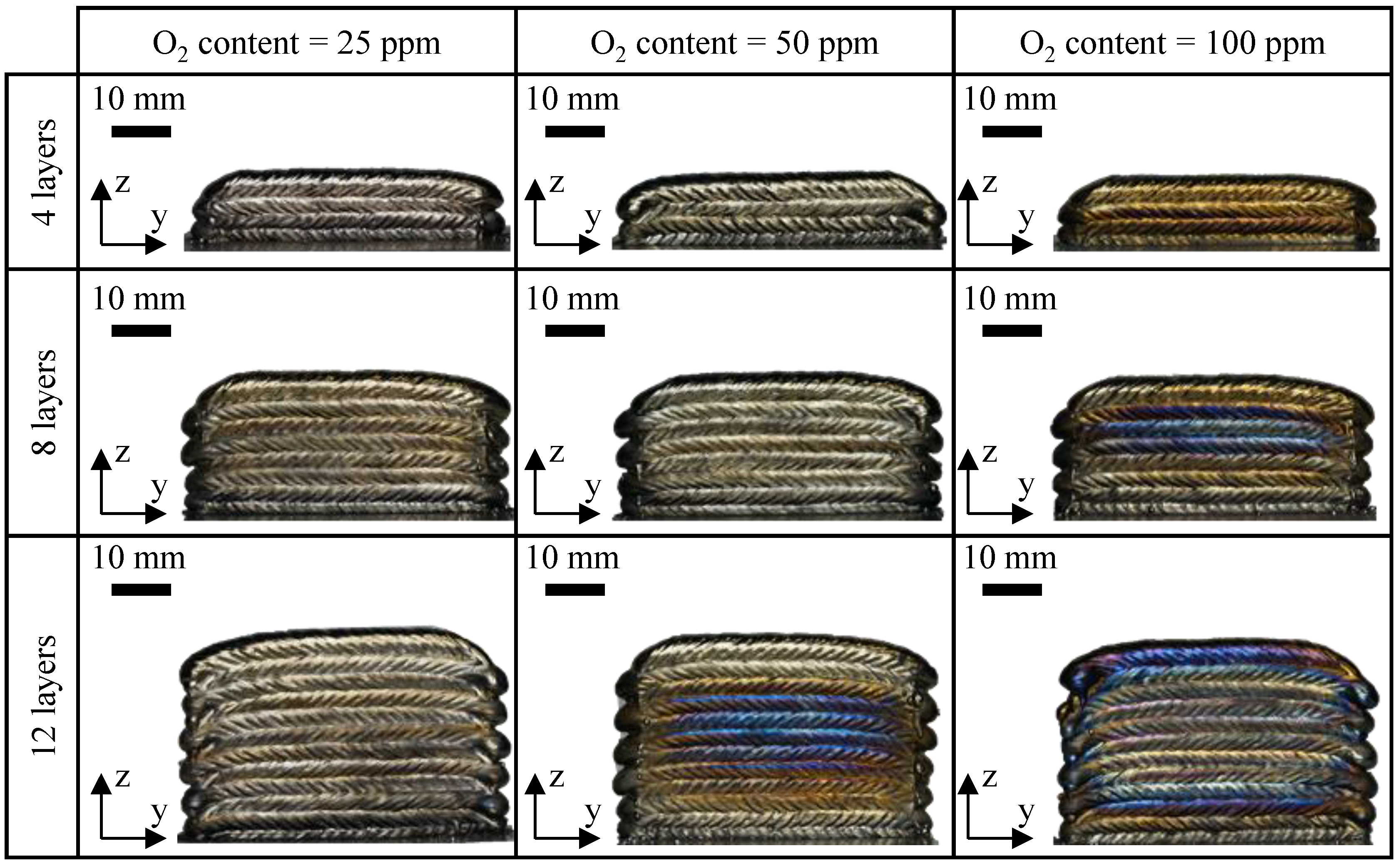
- Different restrictions for the oxygen content in the build chamber apply depending on the part size or the exposure time of the surface to the atmosphere. An oxygen content of 25 ppm led to no surface discoloration of the different-sized parts. The surface discolorations increased with higher oxygen contents and larger part sizes.
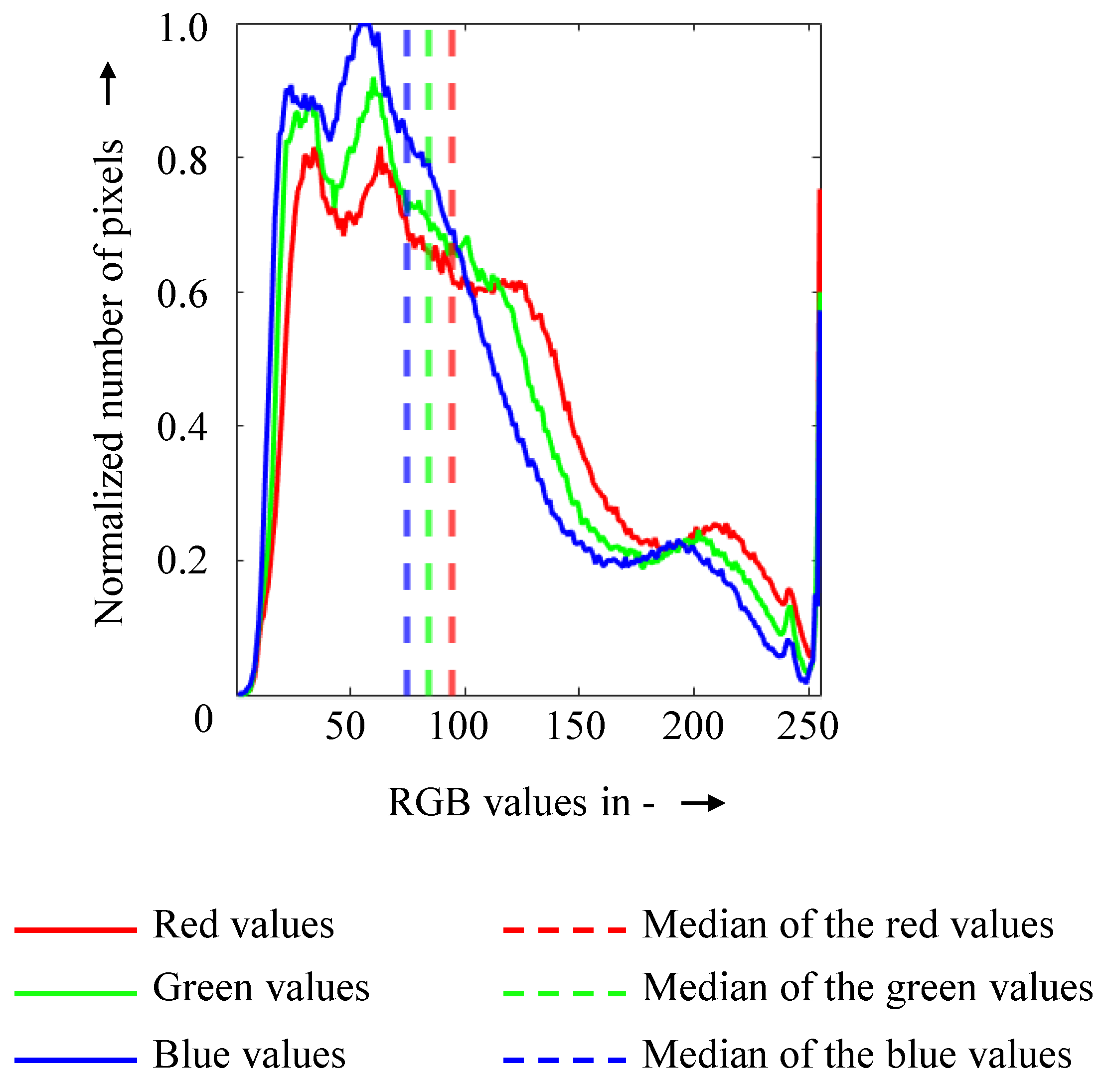
- The presented method for analyzing the RGB values using surface plots of the median values enables a first classification of whether a part surface is discolored.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Symbol | Value and Unit |
|---|---|---|
| Welding current | I | 148 A |
| Welding voltage | U | 16.1 V |
| Wire feed speed of the electrode | 8 m/min | |
| Travel speed of the welding torch | 800 mm/min | |
| Arc length correction factor | −14% | |
| Dynamic control factor | 3.7 | |
| Displacement in the z direction between each layer | z | 6.1 mm |
| Distance of the contact tip to the substrate plate | s | 15 mm |

References
- Yusuf, S.M.; Cutler, S.; Gao, N. Review: The Impact of Metal Additive Manufacturing on the Aerospace Industry. Metals 2019, 9, 1286. [Google Scholar] [CrossRef] [Green Version]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P. Wire + Arc Additive Manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Aguilera, A.; Ayala, D. Orthogonal polyhedra as geometric bounds in constructive solid geometry. In Proceedings of the Fourth ACM Symposium on Solid Modeling and Applications-SMA ’97, Atlanta, GA, USA, 14–16 May 1997; Hoffmann, C., Bronsvoort, W., Allen, G., Pratt, M., Rosen, D., Eds.; ACM Press: New York, NY, USA, 1997; pp. 56–67. [Google Scholar]
- Baier, D.; Bachmann, A.; Zaeh, M.F. Towards Wire and Arc Additive Manufacturing of High-Quality Parts. Procedia CIRP 2020, 95, 54–59. [Google Scholar] [CrossRef]
- Fuchs, C.; Baier, D.; Semm, T.; Zaeh, M.F. Determining the machining allowance for WAAM parts. Prod. Eng. Res. Devel. 2020, 14, 629–637. [Google Scholar] [CrossRef]
- Al-Bermani, S.S.; Blackmore, M.L.; Zhang, W.; Todd, I. The Origin of Microstructural Diversity, Texture, and Mechanical Properties in Electron Beam Melted Ti-6Al-4V. MMTA 2010, 41, 3422–3434. [Google Scholar] [CrossRef]
- American Welding Society. Guide for the Fusion Welding of Titanium and Titanium Alloys, 2nd ed.; Reproduced by World Engineering Xchange (WEX) with the Permission of AWS under Royalty Agreement; American Welding Society: Miami, FL, USA, 2014; ISBN 978-0-87171-848-8. [Google Scholar]
- Martina, F.; Mehnen, J.; Williams, S.W.; Colegrove, P.; Wang, F. Investigation of the benefits of plasma deposition for the additive layer manufacture of Ti–6Al–4V. J. Mater. Process. Technol. 2012, 212, 1377–1386. [Google Scholar] [CrossRef] [Green Version]
- Zhao, H.; Zhang, G.; Yin, Z.; Wu, L. A 3D dynamic analysis of thermal behavior during single-pass multi-layer weld-based rapid prototyping. J. Mater. Process. Technol. 2011, 211, 488–495. [Google Scholar] [CrossRef]
- Yang, D.; Wang, G.; Zhang, G. Thermal analysis for single-pass multi-layer GMAW based additive manufacturing using infrared thermography. J. Mater. Process. Technol. 2017, 244, 215–224. [Google Scholar] [CrossRef]
- Da Silva, L.J.; Souza, D.M.; de Araújo, D.B.; Reis, R.P.; Scotti, A. Concept and validation of an active cooling technique to mitigate heat accumulation in WAAM. Int. J. Adv. Manuf. Technol. 2020, 107, 2513–2523. [Google Scholar] [CrossRef]
- Wang, J.F.; Sun, Q.J.; Wang, H.; Liu, J.P.; Feng, J.C. Effect of location on microstructure and mechanical properties of additive layer manufactured Inconel 625 using gas tungsten arc welding. Mater. Sci. Eng. A 2016, 676, 395–405. [Google Scholar] [CrossRef]
- Wang, Z.; Zimmer-Chevret, S.; Léonard, F.; Abba, G. Prediction of bead geometry with consideration of interlayer temperature effect for CMT-based wire-arc additive manufacturing. Weld World 2021, 65, 2255–2266. [Google Scholar] [CrossRef]
- Baier, D.; Wolf, F.; Weckenmann, T.; Lehmann, M.; Zaeh, M.F. Thermal process monitoring and control for a near-net-shape Wire and Arc Additive Manufacturing. Prod. Eng. Res. Devel. 2022, 16, 811–822. [Google Scholar] [CrossRef]
- Leyens, C.; Peters, M.; Weinem, D.; Kaysser, W.A. Influence of long-term annealing on tensile properties and fracture of near-α titanium alloy Ti-6Al-2.75Sn-4Zr-0.4Mo-0.45Si. MMTA 1996, 27, 1709–1717. [Google Scholar] [CrossRef]
- Li, X.; Xie, J.; Zhou, Y. Effects of oxygen contamination in the argon shielding gas in laser welding of commercially pure titanium thin sheet. J. Mater. Sci. 2005, 40, 3437–3443. [Google Scholar] [CrossRef]
- Caballero, A.; Ding, J.; Bandari, Y.; Williams, S. Oxidation of Ti-6Al-4V During Wire and Arc Additive Manufacture. 3D Print. Addit. Manuf. 2019, 6, 91–98. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Fei, Z. The effects of forced interpass cooling on the material properties of wire arc additively manufactured Ti6Al4V alloy. J. Mater. Process. Technol. 2018, 258, 97–105. [Google Scholar] [CrossRef] [Green Version]
- Artaza, T.; Suárez, A.; Veiga, F.; Braceras, I.; Tabernero, I.; Larrañaga, O.; Lamikiz, A. Wire arc additive manufacturing Ti6Al4V aeronautical parts using plasma arc welding: Analysis of heat-treatment processes in different atmospheres. J. Mater. Res. Technol. 2020, 9, 15454–15466. [Google Scholar] [CrossRef]
- Elmer, J.W.; Gibbs, G. The effect of atmosphere on the composition of wire arc additive manufactured metal components. Sci. Technol. Weld. Join. 2019, 24, 367–374. [Google Scholar] [CrossRef]
- Bermingham, M.J.; Thomson-Larkins, J.; St John, D.H.; Dargusch, M.S. Sensitivity of Ti-6Al-4V components to oxidation during out of chamber Wire + Arc Additive Manufacturing. J. Mater. Process. Technol. 2018, 258, 29–37. [Google Scholar] [CrossRef] [Green Version]
- Ding, J.; Colegrove, P.; Martina, F.; Williams, S.; Wiktorowicz, R.; Palt, M.R. Development of a laminar flow local shielding device for wire + arc additive manufacture. J. Mater. Process. Technol. 2015, 226, 99–105. [Google Scholar] [CrossRef]
- Westland, S.; Cheung, V. RGB Systems. In Handbook of Visual Display Technology; Chen, J., Cranton, W., Fihn, M., Eds.; Springer Berlin Heidelberg: Berlin/Heidelberg, Germany, 2016; pp. 1–6. ISBN 978-3-642-35947-7. [Google Scholar]
- Gravetter, F.J.; Wallnau, L.B. Statistics for the Behavioral Sciences, 7th ed.; Thomson Wadsworth: Belmont, CA, USA, 2007; ISBN 0495095214. [Google Scholar]
- Wu, B.; Ding, D.; Pan, Z.; Cuiuri, D.; Li, H.; Han, J.; Fei, Z. Effects of heat accumulation on the arc characteristics and metal transfer behavior in Wire Arc Additive Manufacturing of Ti6Al4V. J. Mater. Process. Technol. 2017, 250, 304–312. [Google Scholar] [CrossRef]
- Kozamernik, N.; Bračun, D.; Klobčar, D. WAAM system with interpass temperature control and forced cooling for near-net-shape printing of small metal components. Int. J. Adv. Manuf. Technol. 2020, 110, 1955–1968. [Google Scholar] [CrossRef]
- Vázquez, L.; Rodríguez, N.; Rodríguez, I.; Alberdi, E.; Álvarez, P. Influence of interpass cooling conditions on microstructure and tensile properties of Ti-6Al-4V parts manufactured by WAAM. Weld World 2020, 4828, 1. [Google Scholar] [CrossRef]
- Cox, D.R.; Hinkley, D.V. Theoretical Statistics, 2nd ed.; Reprint; Chapman & Hall: London, UK, 1997; ISBN 9780412161605. [Google Scholar]
- Ríos, S.; Colegrove, P.A.; Martina, F.; Williams, S.W. Analytical process model for wire + arc additive manufacturing. Addit. Manuf. 2018, 21, 651–657. [Google Scholar] [CrossRef]
- Li, L.; Yu, K.; Zhang, K.; Liu, Y. Study of Ti–6Al–4V alloy spectral emissivity characteristics during thermal oxidation process. Int. J. Heat. Mass. Transf. 2016, 101, 699–706. [Google Scholar] [CrossRef]
- Zhou, S.; Zhang, J.; Wang, J.; Yang, G.; Wu, K.; Qin, L. Effect of Oxygen Levels in Tent Shielding Atmosphere on Microstructural and Mechanical Properties of Ti-6Al-4V Fabricated by Wire Arc Additive Manufacturing. J. Mater. Eng. Perform. 2022, 31, 5269–5278. [Google Scholar] [CrossRef]
- Zabler, S. Interstitial Oxygen diffusion hardening—A practical route for the surface protection of titanium. Mater. Charact. 2011, 62, 1205–1213. [Google Scholar] [CrossRef]









Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baier, D.; Weckenmann, T.; Baehr, S.; Zaeh, M.F. Approach towards a Quality Assurance System for Wire and Arc Additive Manufacturing. Processes 2023, 11, 612. https://doi.org/10.3390/pr11020612
Baier D, Weckenmann T, Baehr S, Zaeh MF. Approach towards a Quality Assurance System for Wire and Arc Additive Manufacturing. Processes. 2023; 11(2):612. https://doi.org/10.3390/pr11020612
Chicago/Turabian StyleBaier, Daniel, Tobias Weckenmann, Siegfried Baehr, and Michael F. Zaeh. 2023. "Approach towards a Quality Assurance System for Wire and Arc Additive Manufacturing" Processes 11, no. 2: 612. https://doi.org/10.3390/pr11020612
APA StyleBaier, D., Weckenmann, T., Baehr, S., & Zaeh, M. F. (2023). Approach towards a Quality Assurance System for Wire and Arc Additive Manufacturing. Processes, 11(2), 612. https://doi.org/10.3390/pr11020612