

Lactic Acid: A Comprehensive Review of Production to Purification

Abstract
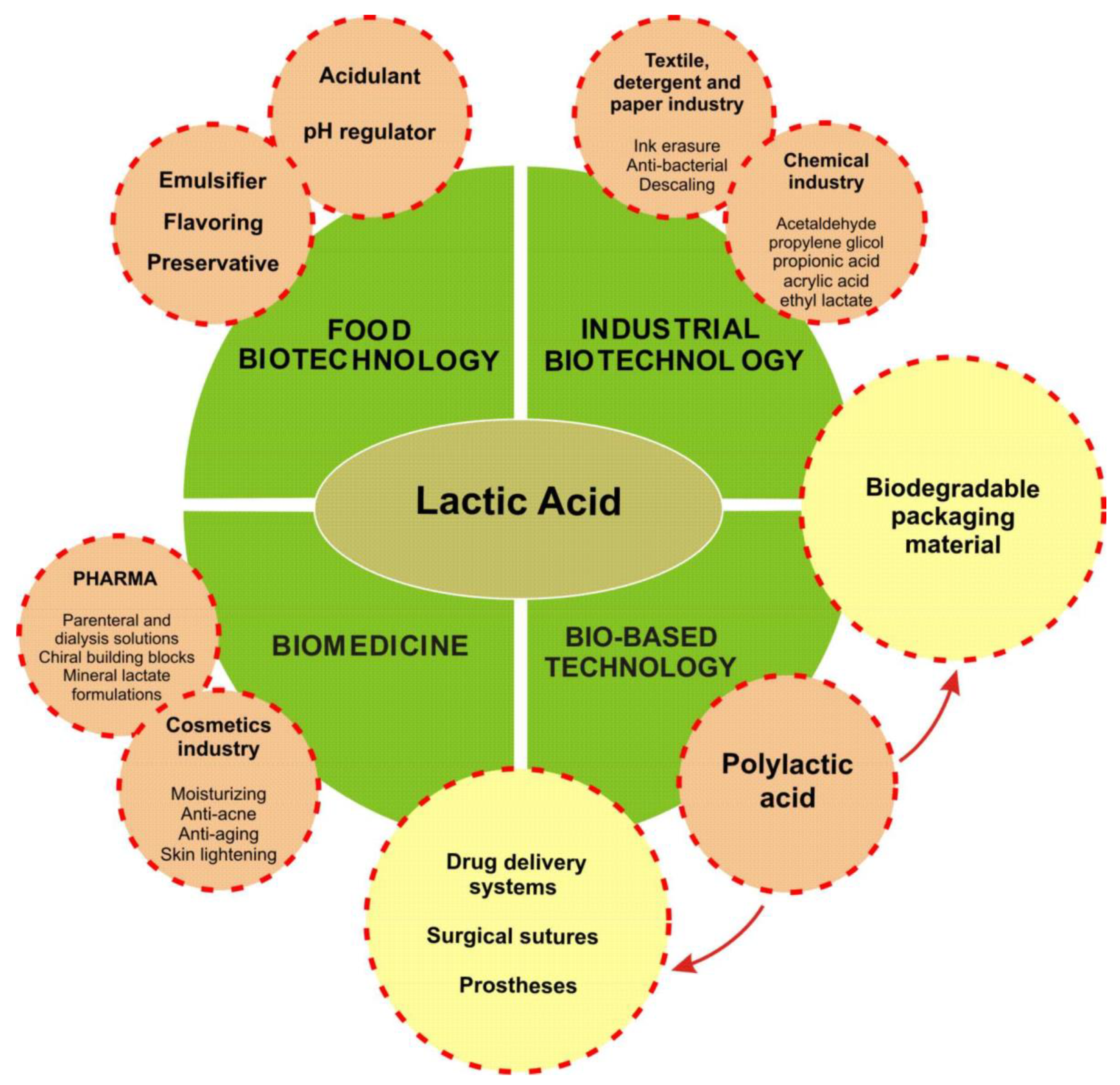
:1. Introduction
2. Lactic Acid Production Technologies
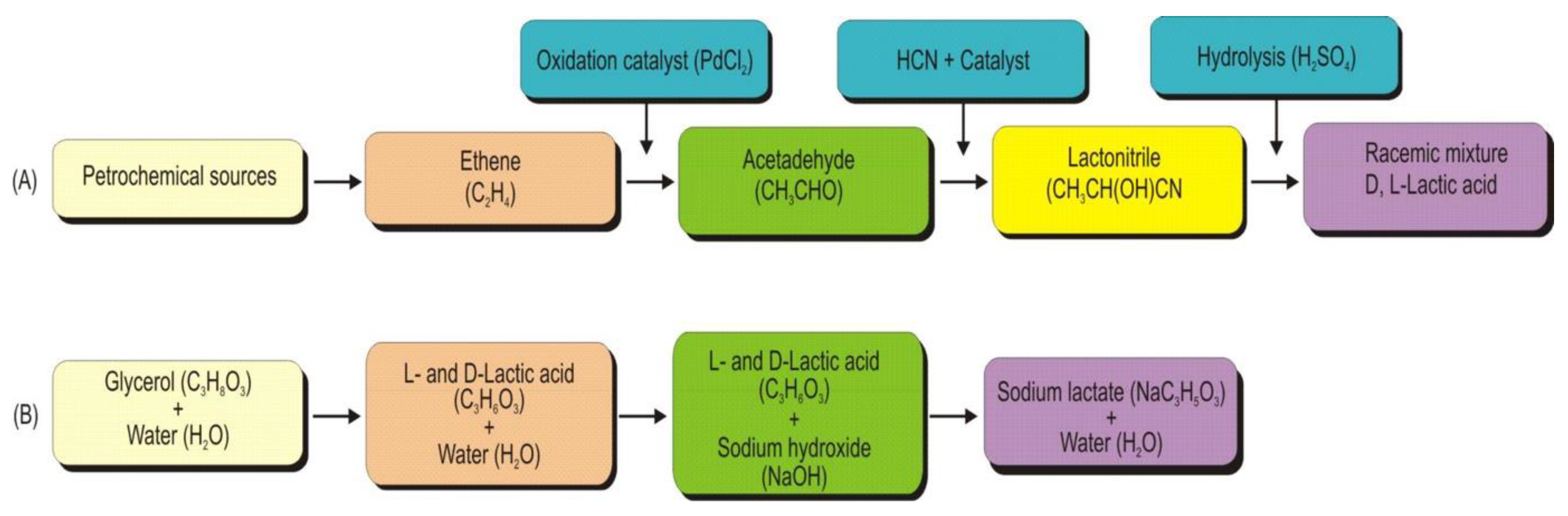
2.1. Chemical Synthesis of Lactic Acid Production
2.2. Fermentative Production of Lactic Acid
3. Low-Cost Raw Materials for Fermentative Lactic Acid Production
3.1. Disaccharides
3.2. Polymeric Substrates
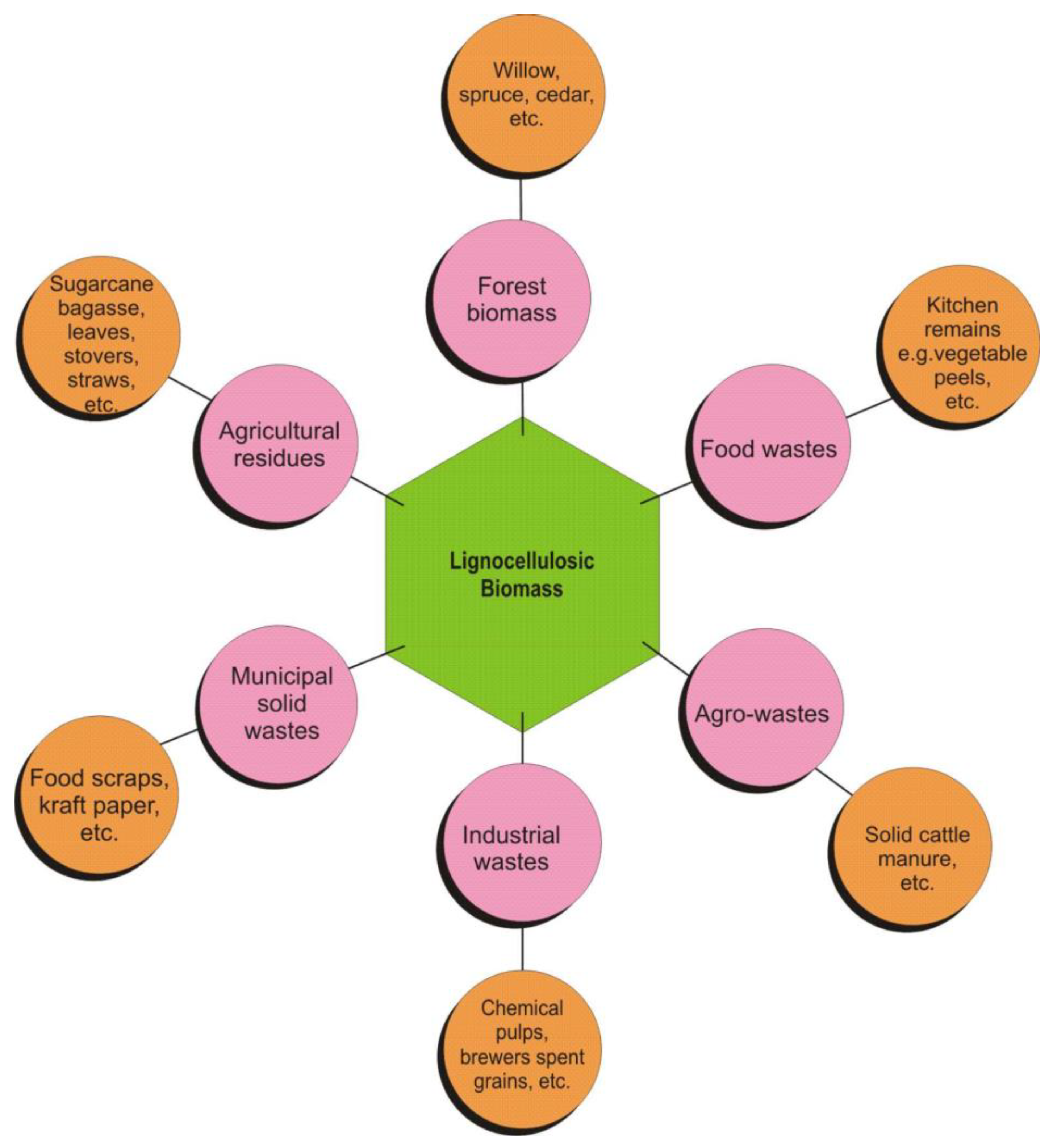
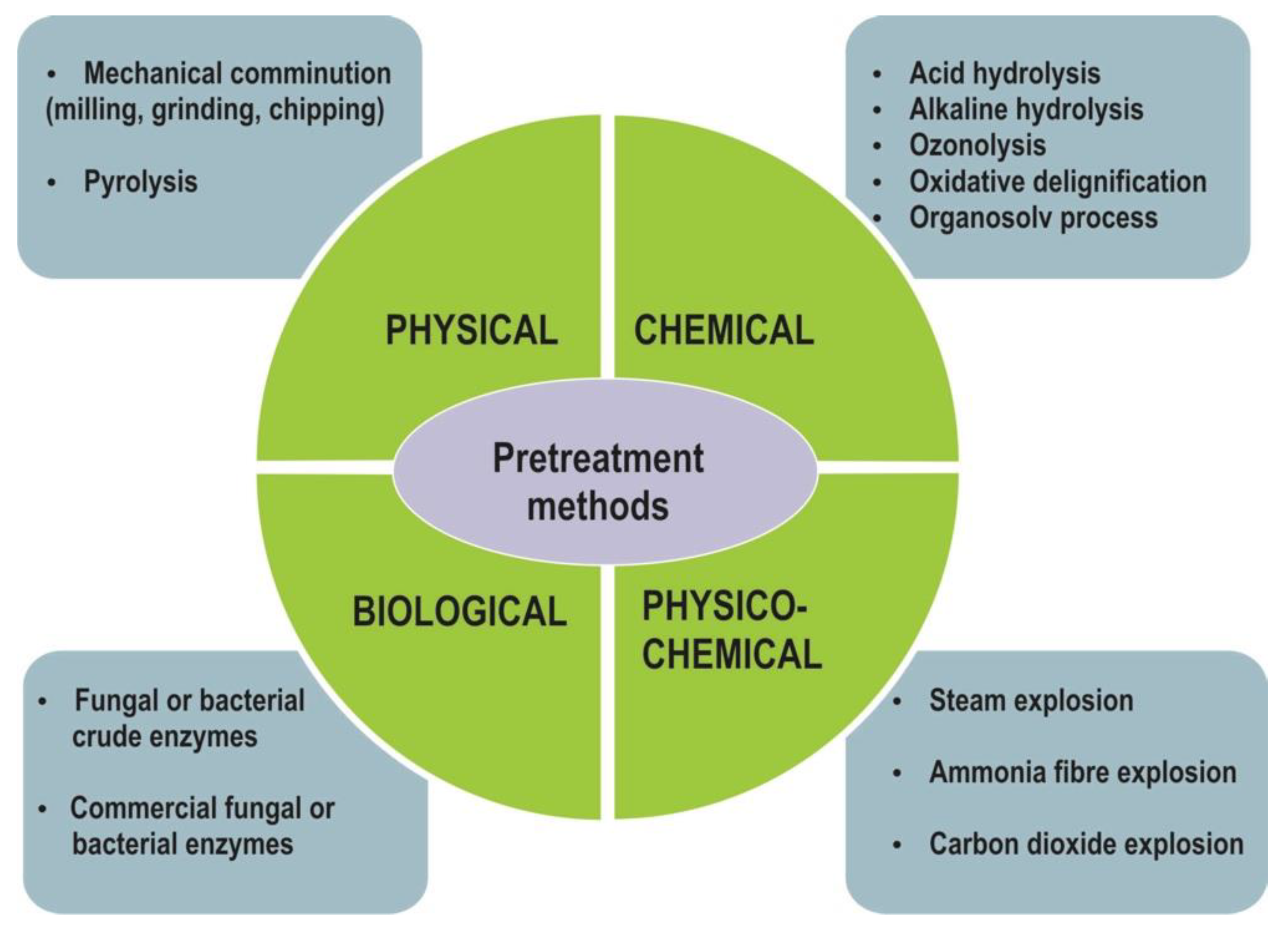
4. Pretreatment Processes of Lignocellulosic Materials
4.1. Physical Pretreatment Methods
4.2. Physicochemical Pretreatment Methods
4.3. Chemical Pretreatment Methods
4.4. Biological Pretreatments
5. Hydrolysis Processes of Treated Lignocellulosic Biomass
6. Fermentation of Sugars
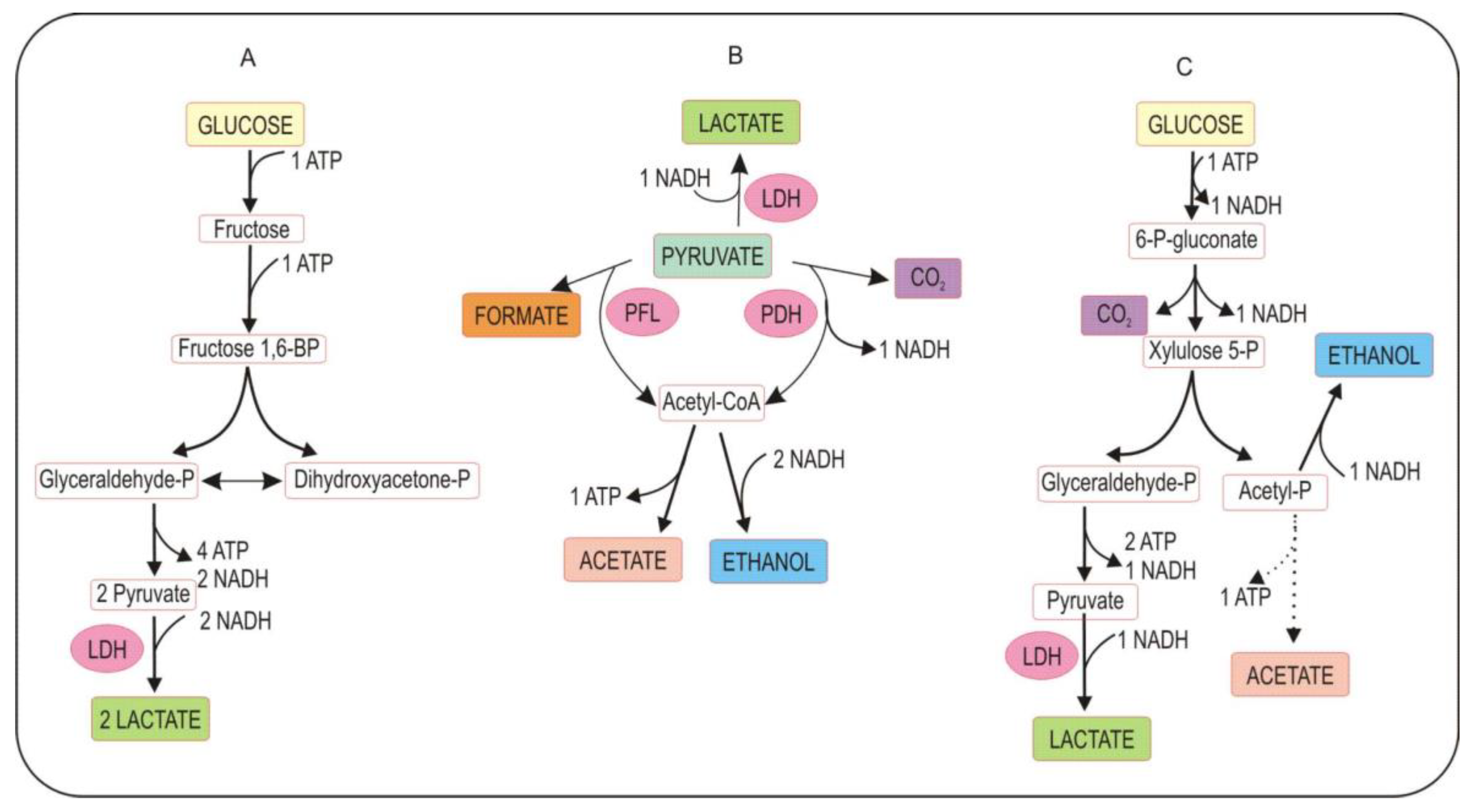
6.1. Lactic Acid-Producing Bacteria (LAB) and Their Fermentative Pathway
6.2. Lactic Acid-Producing Fungi
7. Genetically Modified Microorganisms
8. Different Modes Used in Fermentative Lactic Acid Production
8.1. Batch Fermentation Mode
8.2. Fed-Batch Fermentation Mode
8.3. Repeated Batch Fermentation Mode
8.4. Continuous Fermentation Mode
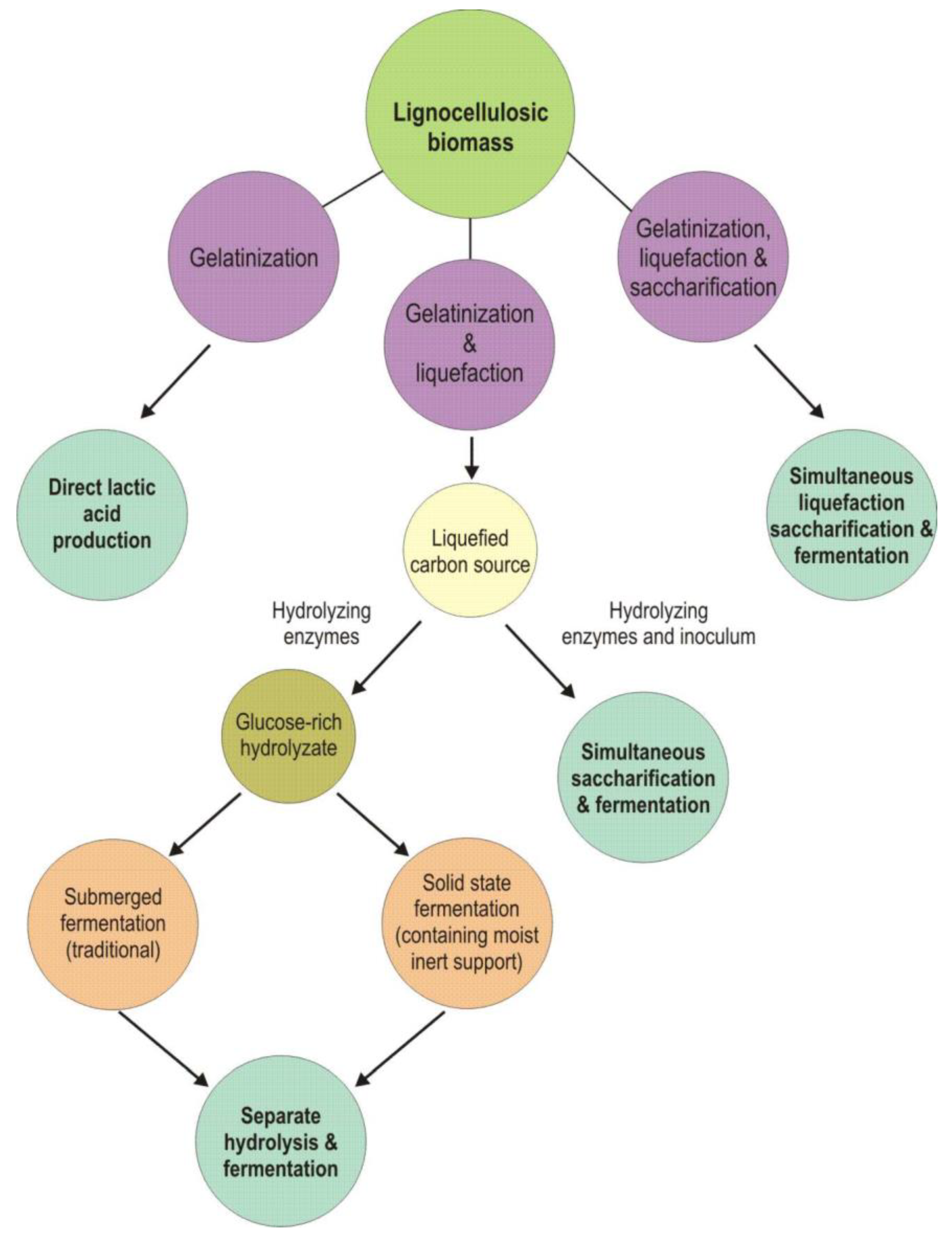
9. Lactic Acid Production Using Lignocellulosic Biomass
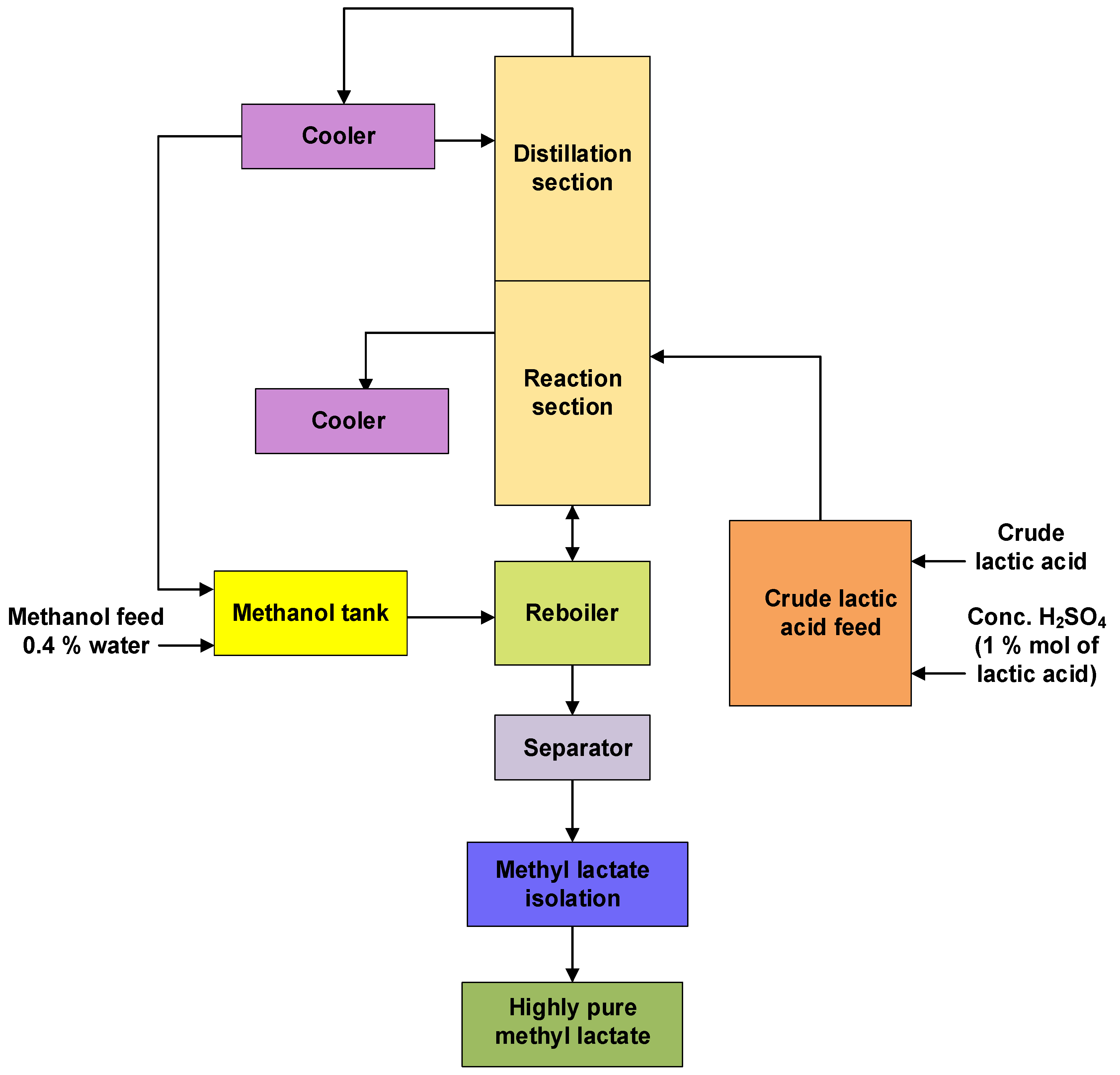
10. Industrial/Commercial Fermentative Lactic Acid Production and Purification
10.1. Classical Calcium Lactate Process for Lactic Acid Production and Purification
10.2. Ammonium Lactate Process in Lactic Acid Production
11. Challenges in LA Production from Lignocellulosic Materials
11.1. By-Products Formed in the Delignification of Lignocellulose during Pretreatments
11.2. Feedback-, Substrate- and End-Product Inhibition
11.3. Separation and Purification Challenges
12. Strategies to Circumvent Difficulties in the LA Production from Lignocellulose
13. A Proposed Model for LA Production and Purification: Enzyme and Cell Recycling Continuous Simultaneous Saccharification and Fermentation
14. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ferguson, B.S.; Rogatzki, M.J.; Goodwin, M.L.; Kane, D.A.; Rightmire, Z.; Gladden, L.B. Lactate Metabolism: Historical Context, Prior Misinterpretations, and Current Understanding. Eur. J. Appl. Physiol. 2018, 118, 691–728. [Google Scholar] [CrossRef] [PubMed]
- Choudhary, C.K.; Kumari, P. A Study on Lactic Acid Fermentation Properties and Applications. Int. J. Res. Anal. Sci. Eng. 2021, 1, 42–47. [Google Scholar]
- Castillo-Martinez, F.A.; Balciunas, E.M.; Salgado, J.M.; Domínguez, J.M.; Converti, G.A.; de Oliveira, R.P.S. Lactic Acid Properties, Applications and Production: A Review. Trends Food Sci. Technol. 2013, 30, 70–83. [Google Scholar] [CrossRef]
- Datta, R.; Tsai, S.; Bonsignore, P.; Moon, S.; Frank, J.R. Technological and Economic Potential of Poly(Lactic Acid) and Lactic Acid Derivatives. FEMS Microbiol. Rev. 1995, 16, 221–231. [Google Scholar] [CrossRef]
- Pawar, R.P.; Tekale, S.U.; Shisodia, S.U.; Totre, J.T.; Domb, A.J. Biomedical Applications of Poly(Lactic Acid). Rec. Pat. Regen. Med. 2014, 4, 40–51. [Google Scholar] [CrossRef]
- Cubas-Cano, E.; González-Fernández, C.; Ballesteros, M.; Tomás-Pejó, E. Biotechnological Advances in Lactic Acid Production by Lactic Acid Bacteria: Lignocellulose as Novel Substrate. Biofuels Bioprod. Biorefin. 2018, 12, 290–303. [Google Scholar] [CrossRef]
- Balla, E.; Daniilidis, V.; Karlioti, G.; Kalamas, T.; Stefanidou, M.; Bikiaris, N.D.; Vlachopoulos, A.; Koumentakou, I.; Bikiaris, D.N. Poly(Lactic Acid): A Versatile Biobased Polymer for the Future with Multifunctional Properties-from Monomer Synthesis, Polymerization Techniques and Molecular Weight Increase to PLA Applications. Polymers 2021, 13, 1822. [Google Scholar] [CrossRef]
- Jem, K.J.; Tan, B. The Development and Challenges of Poly (Lactic Acid) and Poly (Glycolic Acid). Adv. Ind. Eng. Polym. Res. 2020, 3, 60–70. [Google Scholar] [CrossRef]
- Maleki, H.; Azimi, B.; Ismaeilimoghadam, S.; Danti, S. Poly(Lactic Acid)-Based Electrospun Fibrous Structures for Biomedical Applications. Appl. Sci. 2022, 12, 3192. [Google Scholar] [CrossRef]
- Alsaheb, R.A.A.; Aladdin, A.; Othman, Z.; Malek, R.A.; Leng, O.M.; Aziz, R.; El Enshasy, H.A. Lactic Acid Applications in Pharmaceutical and Cosmeceutical Industries. J. Chem. Pharm. Res. 2015, 7, 729–735. [Google Scholar]
- John, R.P.; Nampoothiri, K.M.; Pandey, A. Fermentative Production of Lactic Acid from Biomass: An Overview on Process Developments and Future Perspectives. Appl. Microbiol. Biotechnol. 2007, 74, 524–534. [Google Scholar] [CrossRef] [PubMed]
- Singhvi, M.S.; Zinjarde, S.S.; Gokhale, D.V. Polylactic Acid: Synthesis and Biomedical Applications. J. Appl. Microbiol. 2019, 127, 1612–1626. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Griffith, L.G. Polymeric Biomaterials. Acta Matter 2000, 48, 263–277. [Google Scholar] [CrossRef]
- Fan, Y.; Zhou, C.; Zhu, X. Selective Catalysis of Lactic Acid to Produce Commodity Chemicals. Catal. Rev.-Sci. Eng. 2009, 51, 293–324. [Google Scholar] [CrossRef]
- San-Martín, M.; Pazos, C.; Coca, J. Reactive Extraction of Lactic Acid with Alamine 336 in the Presence of Salts and Lactose. J. Chem. Technol. Biotechnol. 1992, 54, 1–6. [Google Scholar] [CrossRef]
- Starr, J.N.; Westhoff, G. Lactic Acid. In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley-VCH Verlag GmbH Publishers: Weinheim, Germany, 2014; pp. 1–8. [Google Scholar] [CrossRef]
- Pohanka, M. D-Lactic Acid as a Metabolite: Toxicology, Diagnosis, and Detection. BioMed Res. Int. 2020, 2020, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Dusselier, M.; Van Wouwe, P.; Dewaele, A.; Makshina, E.; Sels, B.F. Lactic Acid as a Platform Chemical in the Biobased Economy: The Role of Chemocatalysis. Energy Environ. Sci. 2013, 6, 1415–1442. [Google Scholar] [CrossRef]
- Martin, A.M. Fermentation Processes for the Production of Lactic Acid. In Lactic Acid Bacteria; Bozoglu, T.F., Ray, B., Eds.; Springer: Berlin/Heidelberg, Germany, 1996; pp. 269–301. [Google Scholar] [CrossRef]
- Wee, Y.J.; Yun, J.S.; Kim, D.; Ryu, H.W. Batch and Repeated Batch Production of L(+)-Lactic Acid by Enterococcus faecalis RKY1 Using Wood Hydrolyzate and Corn Steep Liquor. J. Ind. Microbiol. Biotechnol. 2006, 33, 431–435. [Google Scholar] [CrossRef]
- Grandviewresearch. Lactic Acid Market Size, Share & Trends Analysis Report by Raw Material (Sugarcane, Corn, Cassava), by Application (PLA, Food & Beverages), by Region, and Segment Forecasts, 2021–2028; Grand View Research. 2021. Available online: https://groundviewresearch.com (accessed on 21 September 2022).
- Vaidya, A.N.; Pandey, R.A.; Mudliar, S.; Kumar, M.S.; Chakrabarti, T.; Devotta, S. Production and Recovery of Lactic Acid for Polylactide—An Overview. Crit. Rev. Environ. Sci. Technol. 2005, 35, 429–467. [Google Scholar] [CrossRef]
- Krishna, B.S.; Nikhilesh, G.S.S.; Tarun, B.; Saibaba, N.; Gopinadh, R. Industrial Production of Lactic Acid and Its Applications. Int. J. Biotechnol. Res. 2018, 1, 42–54. [Google Scholar]
- Yankov, D. Fermentative Lactic Acid Production from Lignocellulosic Feedstocks: From Source to Purified Product. Front. Chem. 2022, 10, 1–34. [Google Scholar] [CrossRef] [PubMed]
- Rodrigues, A.K.O.; Maia, D.L.H.; Fernandes, F.A.N. Production of Lactic Acid from Glycerol by Applying an Alkaline Hydrothermal Process Using Homogeneous Catalysts and High Glycerol Concentration. Braz. J. Chem. Eng. 2015, 32, 749–755. [Google Scholar] [CrossRef]
- Ramírez-López, C.A.; Ochoa-Gómez, J.R.; Fernández-Santos, M.; Gómez-Jiménez-Aberasturi, O.; Alonso-Vicario, A.; Torrecilla-Soria, J. Synthesis of Lactic Acid by Alkaline Hydrothermal Conversion of Glycerol at High Glycerol Concentration. Ind. Eng. Chem. Res. 2010, 49, 6270–6278. [Google Scholar] [CrossRef]
- Zhou, H.; Jin, F.; Wu, B.; Cao, J.; Duan, X.; Kishita, A. Production of Lactic Acid from C6-Polyols by Alkaline Hydrothermal Reactions. J. Phys. Conf. Ser. 2010, 215, 1–4. [Google Scholar] [CrossRef]
- Buitelaar, M.M.; Van Daatselaar, E.; Van Teijlingen, D.G.; Stokvis, H.I.; Wendt, J.D.; De Sousa Ribeiro, R.J.; Brooks, A.M.M.; Kamphuis, E.C.; Lopez-Montoya, S.; Van Putten, J.C.; et al. Process Designs for Converting Propylene Glycol to Acrylic Acid via Lactic Acid and Allyl Alcohol. Ind. Eng. Chem. Res. 2020, 59, 1183–1192. [Google Scholar] [CrossRef]
- Rawoof, S.A.A.; Kumar, P.S.; Vo, D.-V.N.; Devaraj, K.; Mani, Y.; Devaraj, T.; Subramanian, S. Production of Optically Pure Lactic Acid by Microbial Fermentation: A Review. Environ. Chem. Lett. 2020, 19, 539–556. [Google Scholar] [CrossRef]
- Hofvendahl, K.; Hahn-Hägerdal, B. Factors Affecting the Fermentative Lactic Acid Production from Renewable Resources. Enzym. Microb. Technol. 2000, 26, 87–107. [Google Scholar] [CrossRef]
- Othman, M.; Ariff, A.B.; Rios-Solis, L.; Halim, M. Extractive Fermentation of Lactic Acid in Lactic Acid Bacteria Cultivation: A Review. Front. Microbiol. 2017, 8, 1–7. [Google Scholar] [CrossRef]
- Tejayadi, S.; Cheryan, M. Lactic Acid from Cheese Whey Permeate. Productivity and Economics of a Continuous Membrane Bioreactor. Appl. Microbiol. Biotechnol. 1995, 43, 242–248. [Google Scholar] [CrossRef]
- Abdel-Rahman, M.A.; Tashiro, Y.; Sonomoto, K. Lactic Acid Production from Lignocellulose-Derived Sugars Using Lactic Acid Bacteria: Overview and Limits. J. Biotechnol. 2011, 156, 286–301. [Google Scholar] [CrossRef]
- Dumbrepatil, A.; Adsul, M.; Chaudhari, S.; Khire, J.; Gokhale, D. Utilization of Molasses Sugar for Lactic Acid Production by Lactobacillus Delbrueckii Subsp. Delbrueckii Mutant Uc-3 in Batch Fermentation. Appl. Environ. Microbiol. 2008, 74, 333–335. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mladenović, D.; Pejin, J.; Kocić-Tanackov, S.; Radovanović, Ž.; Djukić-Vuković, A.; Mojović, L. Lactic Acid Production on Molasses Enriched Potato Stillage by Lactobacillus paracasei Immobilized onto Agro-Industrial Waste Supports. Ind. Crops Prod. 2018, 124, 142–148. [Google Scholar] [CrossRef]
- Vidra, A.; Tóth, A.J.; Németh, Á. Lactic Acid Production from Cane Molasses. Waste Treat. Recovery 2017, 2, 13–16. [Google Scholar] [CrossRef] [Green Version]
- Clarke, M.A. Syrups. In Encyclopedia of Food Sciences and Nutrition; Caballero, B., Ed.; Academic Press: Cambridge, MA, USA, 2003; pp. 5711–5717. [Google Scholar]
- Patel, M.A.; Ou, M.S.; Harbrucker, R.; Aldrich, H.C.; Buszko, M.L.; Ingram, L.O.; Shanmugam, K.T. Isolation and Characterization of Acid-Tolerant, Thermophilic Bacteria for Effective Fermentation of Biomass-Derived Sugars to Lactic Acid. Appl. Environ. Microbiol. 2006, 72, 3228–3235. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yang, B.Y.; Montgomery, R. Alkaline Degradation of Invert Sugar from Molasses. Bioresour. Technol. 2007, 98, 3084–3089. [Google Scholar] [CrossRef]
- Mahato, A.K.; Kumari, L.; Singh, R.S.; Alam, M.T. Fermentative Study on Optimization of Lactic Acid Production from Cane Sugar by Lactobacillus Spp. Eur. J. Mol. Clin. Med. 2021, 08, 712–723. [Google Scholar]
- Tallapragada, P.; Rayavarapu, B. Recent Trends and Developments in Milk-Based Beverages; Grumezescu, A.M., Holban, A.M., Eds.; Elsevier Inc.: Amsterdam, The Netherlands, 2019; Volume 9, pp. 139–172. [Google Scholar]
- Panesar, S.; Kennedy, J.F. Biotechnological Approaches for the Value Addition of Whey. Crit. Rev. Biotechnol. 2012, 32, 327–348. [Google Scholar] [CrossRef]
- Alvarez, V.B.; Eastridge, M.; Ji, T. Reducing the Negative Impact of the Dairy Industry on the Environment. In Encyclopedia of Dairy Sciences; Fuquay, J.W., McSweeney, P.L.H., Fox, P.F., Eds.; Elsevier Science Publishing Co., Inc.: San Diego, CA, USA, 2011; pp. 631–635. [Google Scholar] [CrossRef]
- Zhang, Z.Y.; Jin, B.; Kelly, J.M. Production of Lactic Acid and Byproducts from Waste Potato Starch by Rhizopus Arrhizus: Role of Nitrogen Sources. World J. Microbiol. Biotechnol. 2007, 23, 229–236. [Google Scholar] [CrossRef]
- Ohkouchi, Y.; Inoue, Y. Direct Production of L(+)-Lactic Acid from Starch and Food Wastes Using Lactobacillus Manihotivorans LMG18011. Bioresour. Technol. 2005, 97, 1554–1562. [Google Scholar] [CrossRef]
- Abedi, E.; Hashemi, S.M.B. Lactic Acid Production—Producing Microorganisms and Substrates Sources-State of Art. Heliyon 2020, 6, 1–32. [Google Scholar] [CrossRef]
- Mateescu, M.A.; Ispas-Szabo, P.; Assaad, E. Starch and Derivatives as Pharmaceutical Excipients: From Nature to Pharmacy. In Controlled Drug Delivery the Role of Self-Assembling Multi-Task Excipients, 1st ed.; Woodhead Publishing; Elsevier: Oxford, UK, 2015; pp. 21–84. [Google Scholar] [CrossRef]
- Bhutia, Y.D.; Ganapathy, V. Digestion and Absorption of Carbohydrate, Protein, and Fat. In Sleisenger and Fordtran’s Gastrointestinal and Liver Disease; Elsevier: Alpharetta, GA, USA, 2021; pp. 1637–1656. [Google Scholar]
- Abdel-Rahman, M.A.; Sonomoto, K. Opportunities to Overcome the Current Limitations and Challenges for Efficient Microbial Production of Optically Pure Lactic Acid. J. Biotechnol. 2016, 236, 176–192. [Google Scholar] [CrossRef] [PubMed]
- Lin, Y.; Tanaka, S. Ethanol Fermentation from Biomass Resources: Current State and Prospects. Appl. Microbiol. Biotechnol. 2006, 69, 627–642. [Google Scholar] [CrossRef]
- Baruah, J.; Nath, B.K.; Sharma, R.; Kumar, S.; Deka, R.C.; Baruah, D.C.; Kalita, E. Recent Trends in the Pretreatment of Lignocellulosic Biomass for Value-Added Products. Front. Energy Res. 2018, 6, 1–19. [Google Scholar] [CrossRef]
- Chen, H. Lignocellulose Biorefinery Feedstock Engineering. In Lignocellulose Biorefinery Engineering; Chen, H., Ed.; Woodhead Publishing Limited; Elsevier: Oxford, UK, 2015; pp. 37–86. [Google Scholar] [CrossRef]
- Jørgensen, H.; Kristensen, J.B.; Felby, C. Enzymatic Conversion of Lignocellulose into Fermentable Sugars: Challenges and Opportunities. Biofuels Bioprod. Biorefin. 2007, 1, 119–134. [Google Scholar] [CrossRef]
- Balat, M. Production of Bioethanol from Lignocellulosic Materials via the Biochemical Pathway: A Review. Energy Convers. Manag. 2011, 52, 858–875. [Google Scholar] [CrossRef]
- Mosier, N.; Wyman, C.; Dale, B.; Elander, R.; Lee, Y.Y.; Holtzapple, M.; Ladisch, M. Features of Promising Technologies for Pretreatment of Lignocellulosic Biomass. Bioresour. Technol. 2005, 96, 673–686. [Google Scholar] [CrossRef] [PubMed]
- Kumar, P.; Barrett, D.M.; Delwiche, M.J.; Stroeve, P. Methods for Pretreatment of Lignocellulosic Biomass for Efficient Hydrolysis and Biofuel Production. Ind. Eng. Chem. Res. 2009, 48, 3713–3729. [Google Scholar] [CrossRef]
- Kuhad, R.C.; Singh, A.; Eriksson, K.-E.L. Microorganisms and Enzymes Involved in the Degradation of Plant Fiber Cell Walls. Adv. Biochem. Eng. Biotechnol. 1997, 57, 47–125. [Google Scholar]
- Klímek, P.; Wimmer, R.; Kumar Mishra, P.; Kúdela, J. Utilizing Brewer’s-Spent-Grain in Wood-Based Particleboard Manufacturing. J. Clean. Prod. 2017, 141, 812–817. [Google Scholar] [CrossRef]
- Mokhena, T.C.; Sefadi, J.S.; Sadiku, E.R.; John, M.J.; Mochane, M.J.; Mtibe, A. Thermoplastic Processing of PLA/Cellulose Nanomaterials Composites. Polymers 2018, 10, 1363. [Google Scholar] [CrossRef] [Green Version]
- Abo, B.O.; Gao, M.; Wang, Y.; Wu, C.; Ma, H.; Wang, Q. Lignocellulosic Biomass for Bioethanol: An Overview on Pretreatment, Hydrolysis and Fermentation Processes. Rev. Environ. Health 2019, 34, 57–68. [Google Scholar] [CrossRef]
- Chen, R.; Le, Y.Y. Membrane-Mediated Extractive Fermentation for Lactic Acid Production from Cellulosic Biomass. Appl. Biochem. Biotechnol. 1997, 63–65, 555–568. [Google Scholar] [CrossRef]
- Melzoch, K.; Votruba, J.; Hábová, V.; Rychtera, M. Lactic Acid Production in a Cell Retention Continuous Culture Using Lignocellulosic Hydrolysate as a Substrate. J. Biotechnol. 1997, 56, 25–31. [Google Scholar] [CrossRef] [PubMed]
- McCaskey, T.A.; Zhou, S.D.; Britt, S.N.; Strickland, R. Bioconversion of Municipal Solid Waste to Lactic Acid by Lactobacillus Species. Appl. Biochem. Biotechnol. 1994, 45–46, 555–568. [Google Scholar] [CrossRef]
- Linko, P.; Stenroos, S.-L.; Linko, Y.-Y.; Koistinen, T.; Harju, M.; Heikonen, M. Applications of Immobilized Lactic Acid Bacteria. Ann. N. Y. Acad. Sci. 1984, 434, 406–417. [Google Scholar] [CrossRef]
- Sharma, S.; Tsai, M.-L.; Sharma, V.; Sun, P.-P.; Nargotra, P.; Bajaj, B.K.; Chen, C.-W.; Dong, C.-D. Environment Friendly Pretreatment Approaches for the Bioconversion of Lignocellulosic Biomass into Biofuels and Value-Added Products. Environments 2022, 10, 6. [Google Scholar] [CrossRef]
- Adewuyi, A. Underutilized Lignocellulosic Waste as Sources of Feedstock for Biofuel Production in Developing Countries. Front. Energy Res. 2022, 10, 1–21. [Google Scholar] [CrossRef]
- Koekemoer, T. Lactic Acid Production from Sugarcane Bagasse and Harvesting Residues. Master’s Thesis, Stellenbosch University, Stellenbosch, South Africa, 2018. Available online: https://scholar.sun.ac.za (accessed on 7 July 2022).
- Pandey, A.; Soccol, C.R.; Nigam, P.; Soccol, V.T. Biotechnological Potential of Agro-Industrial Residues. I: Sugarcane Bagasse. Bioresour. Technol. 2000, 74, 69–80. [Google Scholar] [CrossRef]
- Jackowski, M.; Niedźwiecki, Ł.; Jagiełło, K.; Uchańska, O.; Trusek, A. Brewer’s Spent Grains—Valuable Beer Industry by-Product. Biomolecules 2020, 10, 1669. [Google Scholar] [CrossRef] [PubMed]
- Hassan, S.S.; Williams, G.A.; Jaiswal, A.K. Emerging Technologies for the Pretreatment of Lignocellulosic Biomass. Bioresour. Technol. 2018, 262, 310–318. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vasco-Correa, J.; Ge, X.; Li, Y. Biological Pretreatment of Lignocellulosic Biomass. In Biomass Fractionation Technologies for a Lignocellulosic Feedstock Based Biorefinery; Mussatto, S.I., Ed.; Elsevier Inc.: Amsterdam, The Netherlands, 2016; pp. 561–585. [Google Scholar] [CrossRef]
- Liggenstoffer, A.S.; Youssef, N.H.; Wilkins, M.R.; Elshahed, M.S. Evaluating the Utility of Hydrothermolysis Pretreatment Approaches in Enhancing Lignocellulosic Biomass Degradation by the Anaerobic Fungus Orpinomyces Sp. Strain C1A. J. Microbiol. Methods 2014, 104, 43–48. [Google Scholar] [CrossRef]
- Luo, P.; Zhang, Y.; Suo, Y.; Liao, Z.; Ma, Y.; Fu, H.; Wang, J. The Global Regulator IrrE from Deinococcus Radiodurans Enhances the Furfural Tolerance of Saccharomyces Cerevisiae. Biochem. Eng. J. 2018, 136, 69–77. [Google Scholar] [CrossRef]
- Brodeur, G.; Yau, E.; Badal, K.; Collier, J.; Ramachandran, K.B.; Ramakrishnan, S. Chemical and Physicochemical Pretreatment of Lignocellulosic Biomass: A Review. Enzym. Res. 2011, 2011, 1–17. [Google Scholar] [CrossRef] [Green Version]
- Jönsson, L.J.; Martín, C. Pretreatment of Lignocellulose: Formation of Inhibitory by-Products and Strategies for Minimizing Their Effects. Bioresour. Technol. 2016, 199, 103–112. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sun, Y.; Cheng, J. Hydrolysis of Lignocellulosic Materials for Ethanol Production: A Review. Bioresour. Technol. 2002, 83, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Cadoche, L.; López, G.D. Assessment of Size Reduction as a Preliminary Step in the Production of Ethanol from Lignocellulosic Wastes. Biol. Wastes 1989, 30, 153–157. [Google Scholar] [CrossRef]
- Duff, S.J.B.; Murray, W.D. Bioconversion of Forest Products Industry Waste Cellulosics to Fuel Ethanol: A Review. Bioresour. Technol. 1996, 55, 1–33. [Google Scholar] [CrossRef]
- Holtzapple, M.T.; Jun, J.-H.; Ashok, G.; Patibandla, S.L.; Dale, B.E. The Ammonia Freeze Explosion (AFEX) Process a Practical Lignocellulose Pretreatment. Appl. Biochem. Biotechnol. 1991, 28–29, 59–74. [Google Scholar] [CrossRef]
- Mes-Hartree, M.; Dale, B.E.; Craig, W.K. Applied Microbiology Biotechnology Comparison of Steam and Ammonia Pretreatment for Enzymatic Hydrolysis of Cellulose. Appl. Microbiol. Biotechnol. 1988, 29, 462–468. [Google Scholar] [CrossRef]
- Reshamwala, S.; Shawky, B.T.; Dale, B.E. Ethanol Production from Enzymatic Hydrolysates of AFEX-Treated Coastal Bermudagrass and Switchgrass. Appl. Biochem. Biotechnol. 1995, 51–52, 43–55. [Google Scholar] [CrossRef]
- Zheng, Y.; Lin, H.M.; Tsao, G.T. Pretreatment for Cellulose Hydrolysis by Carbon Dioxide Explosion. Biotechnol. Prog. 1998, 14, 890–896. [Google Scholar] [CrossRef]
- Morais, A.R.C.; Da Costa Lopes, A.M.; Bogel-Łukasik, R. Carbon Dioxide in Biomass Processing: Contributions to the Green Biorefinery Concept. Chem. Rev. 2014, 115, 3–27. [Google Scholar] [CrossRef] [Green Version]
- Converse, A.O.; Kwarteng, I.K.; Grethlein, H.E.; Ooshima, H. Kinetics of Thermochemical Pretreatment of Lignocellulosic Materials. Appl. Biochem. Biotechnol. 1989, 20–21, 63–78. [Google Scholar] [CrossRef]
- Cahela, D.R.; Lee, Y.Y.; Chambers, R.P. Modeling of Percolation Process in Hemicellulose Hydrolysis. Biotechnol. Bioeng. 1983, 25, 3–17. [Google Scholar] [CrossRef]
- Esteghlalian, A.; Hashimoto, A.G.; Fenske, J.J.; Penner, M.H. Modeling and Optimization of the Dilute-Sulfuric-Acid Pretreatment of Corn Stover, Poplar and Switchgrass. Bioresour. Technol. 1997, 59, 129–136. [Google Scholar] [CrossRef]
- McMillan, J.D. Pretreatment of Lignocellulosic Biomass. In Enzymatic Conversion of Biomass for Fuels Production; Himmel, M.E., Baker, J.O., Overend, R.P., Eds.; American Chemical Society: Washington, DC, USA, 1994; pp. 292–324. [Google Scholar] [CrossRef]
- Tarkow, H.; Feist, W.C. A Mechanism for Improving the Digestibility of Lignocellulosic Materials with Dilute Alkali and Liquid Ammonia. In Cellulases and Their Applications; Hajnu, G.J., Reese, E.T., Eds.; American Chemical Society: Washington, DC, USA, 1969; pp. 197–218. [Google Scholar] [CrossRef]
- Fan, L.T.; Gharpuray, M.M.; Lee, Y.-H. Cellulose Hydrolysis; Aiba, S., Fan, L.T., Fiechter, A., Schiigerl, K.K., Eds.; Springer: Berlin/Heidelberg, Germany, 1987. [Google Scholar]
- Bjerre, A.B.; Olesen, A.B.; Fernqvist, T.; Ploeger, A.; Schmidt, A.S. Pretreatment of Wheat Straw Using Combined Wet Oxidation and Alkaline Hydrolysis Resulting in Convertible Cellulose and Hemicellulose. Biotechnol. Bioeng. 1996, 49, 568–577. [Google Scholar] [CrossRef]
- Feist, W.C.; Baker, A.J.; Tarkow, H. Alkali Requirements for Improving Digestibility of Hardwoods by Rumen Micro-Organisms. J. Anim. Sci. 1970, 30, 832–835. [Google Scholar] [CrossRef] [Green Version]
- Iyer, P.V.; Wu, Z.W.; Kim, S.B.; Lee, Y.Y. Ammonia Recycled Percolation Process for Pretreatment of Herbaceous Biomass. Appl. Biochem. Biotechnol. 1996, 57–58, 121–132. [Google Scholar] [CrossRef]
- Vidal, P.F.; Molinier, J. Ozonolysis of Lignin—Improvement of in Vitro Digestibility of Poplar Sawdust. Biomass 1988, 16, 1–17. [Google Scholar] [CrossRef]
- Hermansyah; Cahyadi, H.; Fatma; Miksusanti; Kasmiarti, G.; Panagan, A.T. Delignification of Lignocellulosic Biomass Sugarcane Bagasse by Using Ozone as Initial Step to Produce Bioethanol. Polish J. Environ. Stud. 2021, 30, 4405–4411. [Google Scholar] [CrossRef]
- Mutrakulcharoen, P.; Pornwongthong, P.; Anne Sahithi, S.; Phusantisampan, T.; Tawai, A.; Sriariyanun, M. Improvement of Potassium Permanganate Pretreatment by Enzymatic Saccharification of Rice Straw for Production of Biofuels. In E3S Web of Conferences; EDP Sciences: Bangkok, Thailand, 2021; Volume 302, pp. 1–7. [Google Scholar] [CrossRef]
- Costa, S.; Rugiero, I.; Uria, C.L.; Pedrini, P.; Tamburini, E. Lignin Degradation Efficiency of Chemical Pre-Treatments on Banana Rachis Destined to Bioethanol Production. Biomolecules 2018, 8, 141. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Borrevik, R.K.; Wilke, C.R.; Brink, D.L. Effect of Nitrogen Oxide Pretreatments on Enzymatic Hydrolysis of Cellulose; University of California: Berkeley, CA, USA, 1978. [Google Scholar]
- Acharjee, T.C.; Jiang, Z.; Haynes, R.D.; Lee, Y.Y. Evaluation of Chlorine Dioxide as a Supplementary Pretreatment Reagent for Lignocellulosic Biomass. Bioresour. Technol. 2017, 244, 1049–1054. [Google Scholar] [CrossRef] [PubMed]
- Foody, B.; Tolan, J.S.; Macdonald, D.G.; Martens, K.; Leduc, N. Low Temperature Sulfur Dioxide Pretreatment. U.S. Patent WO 2019090413A1, 16 May 2019. [Google Scholar]
- Park, J.; Shin, H.; Yoo, S.; Zoppe, J.O.; Park, S. Delignification of Lignocellulosic Biomass and Its Effect on Subsequent Enzymatic Hydrolysis. BioResources 2015, 10, 2732–2743. [Google Scholar] [CrossRef] [Green Version]
- Sun, S.; Sun, S.; Cao, X.; Sun, R. The Role of Pretreatment in Improving the Enzymatic Hydrolysis of Lignocellulosic Materials. Bioresour. Technol. 2016, 199, 49–58. [Google Scholar] [CrossRef]
- Azzam, A.M. Pretreatments of Agrocellulosic Waste for Microbial Biomass Production with a Defined Mixed Culture. J. Environ. Sci. Health 1992, 27, 1643–1654. [Google Scholar] [CrossRef]
- Zhao, X.; Cheng, K.; Liu, D. Organosolv Pretreatment of Lignocellulosic Biomass for Enzymatic Hydrolysis. Appl. Microbiol. Biotechnol. 2009, 82, 815–827. [Google Scholar] [CrossRef]
- Wan, C.; Li, Y. Fungal Pretreatment of Lignocellulosic Biomass. Biotechnol. Adv. 2012, 30, 1447–1457. [Google Scholar] [CrossRef] [PubMed]
- Saritha, M.; Arora, A.; Lata. Biological Pretreatment of Lignocellulosic Substrates for Enhanced Delignification and Enzymatic Digestibility. Indian J. Microbiol. 2012, 52, 122–130. [Google Scholar] [CrossRef] [Green Version]
- Abdel-Hamid, A.M.; Solbiati, J.O.; Cann, I.K.O. Insights into Lignin Degradation and Its Potential Industrial Applications. Adv. Appl. Microbiol. 2013, 82, 1–28. [Google Scholar] [CrossRef]
- Laca, A.; Laca, A.; Díaz, M. Hydrolysis: From Cellulose and Hemicellulose to Simple Sugars. In Second and Third Generation of Feedstocks: The Evolution of Biofuels; Basile, A., Dalena, F., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 213–240. [Google Scholar] [CrossRef]
- Reid, I.D. Biodegradation of Lignin. Can. J. Bot. 1995, 73, S1011–S1018. [Google Scholar] [CrossRef]
- Singh, R.; Shukla, A.; Tiwari, S.; Srivastava, M. A Review on Delignification of Lignocellulosic Biomass for Enhancement of Ethanol Production Potential. Renew. Sustain. Energy Rev. 2014, 32, 713–728. [Google Scholar] [CrossRef]
- Mäki-Arvela, P.; Salmi, T.; Holmbom, B.; Willför, S.; Murzin, D.Y. Synthesis of Sugars by Hydrolysis of Hemicelluloses—A Review. Chem. Rev. 2011, 111, 5638–5666. [Google Scholar] [CrossRef] [PubMed]
- Nazhad, M.M.; Ramos, L.P.; Paszner, L.; Saddler, J.N. Structural Constraints Affecting the Initial Enzymatic Hydrolysis of Recycled Paper. Enzym. Microb. Technol. 1995, 17, 68–74. [Google Scholar] [CrossRef]
- Zhang, Y.; Yang, J.; Luo, L.; Wang, E.; Wang, R.; Liu, L.; Liu, J.; Yuan, H. Low-Cost Cellulase-Hemicellulase Mixture Secreted by Trichoderma Harzianum EM0925 with Complete Saccharification Efficacy of Lignocellulose. Int. J. Mol. Sci. 2020, 21, 371. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Van Dyk, J.S.; Pletschke, B.I. A Review of Lignocellulose Bioconversion Using Enzymatic Hydrolysis and Synergistic Cooperation between Enzymes-Factors Affecting Enzymes, Conversion and Synergy. Biotechnol. Adv. 2012, 30, 1458–1480. [Google Scholar] [CrossRef]
- Saleem, M.; Aslam, F.; Akhtar, M.S.; Tariq, M.; Rajoka, M.I. Characterization of a Thermostable and Alkaline Xylanase from Bacillus Sp. and Its Bleaching Impact on Wheat Straw Pulp. World J. Microbiol. Biotechnol. 2012, 28, 513–522. [Google Scholar] [CrossRef]
- Paz-Cedeno, F.R.; Carceller, J.M.; Iborra, S.; Donato, R.K.; Godoy, A.P.; Veloso de Paula, A.; Monti, R.; Corma, A.; Masarin, F. Magnetic Graphene Oxide as a Platform for the Immobilization of Cellulases and Xylanases: Ultrastructural Characterization and Assessment of Lignocellulosic Biomass Hydrolysis. Renew. Energy 2021, 164, 491–501. [Google Scholar] [CrossRef]
- Morais Junior, W.G.; Pacheco, T.F.; Gao, S.; Martins, P.A.; Guisán, J.M.; Caetano, N.S. Sugarcane Bagasse Saccharification by Enzymatic Hydrolysis Using Endocellulase and β-Glucosidase Immobilized on Different Supports. Catalysts 2021, 11, 340. [Google Scholar] [CrossRef]
- Kovacs, K.; Macrelli, S.; Szakacs, G.; Zacchi, G. Enzymatic Hydrolysis of Steam-Pretreated Lignocellulosic Materials with Trichoderma Atroviride Enzymes Produced in-House. Biotechnol. Biofuels 2009, 2, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Ioelovich, M.; Morag, E. Study of Enzymatic Hydrolysis of Pretreated Biomass at Increased Solids Loading. BioResources 2012, 7, 4672–4682. [Google Scholar] [CrossRef] [Green Version]
- Vlasenko, E.Y.; Ding, H.; Labavitch, J.M.; Shoemaker, S.P. Enzymatic Hydrolysis of Pretreated Rice Straw. Bioresour. Technol. 1997, 59, 109–119. [Google Scholar] [CrossRef]
- Komesu, A.; de Oliveira, J.A.R.; da Silva Martins, L.H.; Maciel, M.R.W.; Maciel Filho, R. Lactic Acid Production to Purification: A Review. BioResources 2017, 12, 4364–4383. [Google Scholar] [CrossRef] [Green Version]
- Budhavaram, N.K.; Fan, Z. Production of Lactic Acid from Paper Sludge Using Acid-Tolerant, Thermophilic Bacillus Coagulan Strains. Bioresour. Technol. 2009, 100, 5966–5972. [Google Scholar] [CrossRef] [PubMed]
- Okino, S.; Suda, M.; Fujikura, K.; Inui, M.; Yukawa, H. Production of D-Lactic Acid by Corynebacterium Glutamicum under Oxygen Deprivation. Appl. Microbiol. Biotechnol. 2008, 78, 449–454. [Google Scholar] [CrossRef] [PubMed]
- Litchfield, J.H. Microbiological Production of Lactic Acid. Adv. Appl. Microbiol. 1996, 42, 45–95. [Google Scholar] [CrossRef] [PubMed]
- Khalid, K. An Overview of Lactic Acid Bacteria. Int. J. Biosci. 2011, 1, 1–13. [Google Scholar]
- Mokoena, M.P. Lactic Acid Bacteria and Their Bacteriocins: Classification, Biosynthesis and Applications against Uropathogens: A Mini-Review. Molecules 2017, 22, 1255. [Google Scholar] [CrossRef] [Green Version]
- Johanson, A.; Goel, A.; Olsson, L.; Franzén, C.J. Respiratory Physiology of Lactococcus Lactis in Chemostat Cultures and Its Effect on Cellular Robustness in Frozen and Freeze-Dried Starter Cultures. Appl. Environ. Microbiol. 2020, 86, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Wu, J.; Lv, M.; Shao, Z.; Hungwe, M.; Wang, J.; Bai, X.; Xie, J.; Wang, Y.; Geng, W. Metabolism Characteristics of Lactic Acid Bacteria and the Expanding Applications in Food Industry. Front. Bioeng. Biotechnol. 2021, 9, 1–19. [Google Scholar] [CrossRef]
- Ruiz-Rodríguez, L.; Bleckwedel, J.; Eugenia Ortiz, M.; Pescuma, M.; Mozzi, F. Lactic Acid Bacteria. In Industrial Biotechnology: Microorganisms; Wittmann, C., Liao, J.C., Eds.; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2016; pp. 395–451. [Google Scholar] [CrossRef]
- Wright, B.E.; Longacre, A.; Reimers, J. Models of Metabolism in Rhizopus Oryzae. J. Theor. Biol. 1996, 182, 453–457. [Google Scholar] [CrossRef]
- Bai, D.M.; Li, S.Z.; Liu, Z.L.; Cui, Z.F. Enhanced L-(+)-Lactic Acid Production by an Adapted Strain of Rhizopus Oryzae Using Corncob Hydrolysate. Appl. Biochem. Biotechnol. 2008, 144, 79–85. [Google Scholar] [CrossRef] [PubMed]
- Miura, S.; Arimura, T.; Itoda, N.; Dwiarti, L.; Feng, J.B.; Hong Bin, C.; Okabe, M. Production of L-Lactic Acid from Corncob. J. Biosci. Bioeng. 2004, 97, 153–157. [Google Scholar] [CrossRef] [PubMed]
- Park, E.Y.; Anh, P.N.; Okuda, N. Bioconversion of Waste Office Paper to L(+)-Lactic Acid by the Filamentous Fungus Rhizopus Oryzae. Bioresour. Technol. 2004, 93, 77–83. [Google Scholar] [CrossRef] [PubMed]
- Taskin, M.; Esim, N.; Ortucu, S. Efficient Production of L-Lactic Acid from Chicken Feather Protein Hydrolysate and Sugar Beet Molasses by the Newly Isolated Rhizopus Oryzae TS-61. Food Bioprod. Process. 2012, 90, 773–779. [Google Scholar] [CrossRef]
- Saito, K.; Hasa, Y.; Abe, H. Production of Lactic Acid from Xylose and Wheat Straw by Rhizopus Oryzae. J. Biosci. Bioeng. 2012, 114, 166–169. [Google Scholar] [CrossRef]
- Zhang, Z.Y.; Jin, B.; Kelly, J.M. Enhancement of l(+)-Lactic Acid Production Using Acid-Adapted Precultures of Rhizopus Arrhizus in a Bubble Column Reactor. J. Biosci. Bioeng. 2009, 108, 344–347. [Google Scholar] [CrossRef]
- Huang, L.P.; Jin, B.; Lant, P.; Zhou, J. Simultaneous Saccharification and Fermentation of Potato Starch Wastewater to Lactic Acid by Rhizopus Oryzae and Rhizopus Arrhizus. Biochem. Eng. J. 2005, 23, 265–276. [Google Scholar] [CrossRef]
- Soccol, C.R.; Marin, B.; Raimbault, M.; Lebeault, J.-M. Potential of Solid State Fermentation for Production of L(+)-Lactic Acid by Rhizopus Oryzae. Appl. Microbiol. Biotechnol. 1994, 41, 286–290. [Google Scholar] [CrossRef]
- Bianchi, M.M.; Brambilla, L.; Protani, F.; Liu, C.L.; Lievense, J.; Porro, D. Efficient Homolactic Fermentation by Kluyveromyces Lactis Strains Defective in Pyruvate Utilization and Transformed with the Heterologous LDH Gene. Appl. Environ. Microbiol. 2001, 67, 5621–5625. [Google Scholar] [CrossRef] [Green Version]
- Ikushima, S.; Fujii, T.; Kobayashi, O.; Yoshida, S.; Yoshida, A. Genetic Engineering of Candida Utilis Yeast for Efficient Production of L-Lactic Acid. Biosci. Biotechnol. Biochem. 2009, 73, 1818–1824. [Google Scholar] [CrossRef] [Green Version]
- Pecota, D.C.; Rajgarhia, V.; Da Silva, N.A. Sequential Gene Integration for the Engineering of Kluyveromyces Marxianus. J. Biotechnol. 2007, 127, 408–416. [Google Scholar] [CrossRef] [PubMed]
- Osawa, F.; Fujii, T.; Nishida, T.; Tada, N.; Ohnishi, T.; Kobayashi, O.; Komeda, T.; Yoshida, S. Efficient Production of L-Lactic Acid by Crabtree-Negative Yeast Candida Boidinii. Yeast 2009, 26, 485–496. [Google Scholar] [CrossRef] [PubMed]
- Ilmén, M.; Koivuranta, K.; Ruohonen, L.; Rajgarhia, V.; Suominen, P.; Penttilä, M. Production of L-Lactic Acid by the Yeast Candida Sonorensis Expressing Heterologous Bacterial and Fungal Lactate Dehydrogenases. Microb. Cell Fact. 2013, 12, 1–15. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jang, B.K.; Ju, Y.; Jeong, D.; Jung, S.K.; Kim, C.K.; Chung, Y.S.; Kim, S.R. L-Lactic Acid Production Using Engineered Saccharomyces Cerevisiae with Improved Organic Acid Tolerance. J. Fungi 2021, 7, 928. [Google Scholar] [CrossRef]
- Sauer, M.; Porro, D.; Mattanovich, D.; Branduardi, P. 16 Years Research on Lactic Acid Production with Yeast–Ready for the Market? Biotechnol. Genet. Eng. Rev. 2010, 27, 229–256. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhu, P.; Luo, R.; Li, Y.; Chen, X. Metabolic Engineering and Adaptive Evolution for Efficient Production of L -Lactic Acid in Saccharomyces Cerevisiae. Microbiol. Spectr. 2022, 10, 1–11. [Google Scholar] [CrossRef]
- Wang, Y.; Tashiro, Y.; Sonomoto, K. Fermentative Production of Lactic Acid from Renewable Materials: Recent Achievements, Prospects, and Limits. J. Biosci. Bioeng. 2015, 119, 10–18. [Google Scholar] [CrossRef]
- Abdel-Rahman, M.A.; Tashiro, Y.; Sonomoto, K. Recent Advances in Lactic Acid Production by Microbial Fermentation Processes. Biotechnol. Adv. 2013, 31, 877–902. [Google Scholar] [CrossRef]
- Abdel-Rahman, M.A.; Tashiro, Y.; Zendo, T.; Shibata, K.; Sonomoto, K. Isolation and Characterisation of Lactic Acid Bacterium for Effective Fermentation of Cellobiose into Optically Pure Homo L-(+)-Lactic Acid. Appl. Microbiol. Biotechnol. 2011, 89, 1039–1049. [Google Scholar] [CrossRef]
- Joshi, D.S.; Singhvi, M.S.; Khire, J.M.; Gokhale, D.V. Strain Improvement of Lactobacillus Lactis for D-Lactic Acid Production. Biotechnol. Lett. 2010, 32, 517–520. [Google Scholar] [CrossRef]
- Ding, S.; Tan, T. L-Lactic Acid Production by Lactobacillus Casei Fermentation Using Different Fed-Batch Feeding Strategies. Process Biochem. 2006, 41, 1451–1454. [Google Scholar] [CrossRef]
- Paulova, L.; Chmelik, J.; Branska, B.; Patakova, P.; Drahokoupil, M.; Melzoch, K. Comparison of Lactic Acid Production by L. Casei in Batch, Fed-Batch and Continuous Cultivation, Testing the Use of Feather Hydrolysate as a Complex Nitrogen Source. Braz. Arch. Biol. Technol. 2020, 63, 1–12. [Google Scholar] [CrossRef]
- Liu, T.; Miura, S.; Arimura, T.; Tei, M.-Y.; Park, E.Y.; Okabe, M. Evaluation of L-Lactic Acid Production in Batch, Fed-Batch, and Continuous Cultures of Rhizopus Sp. Biotechnol. Bioprocess Eng. 2005, 10, 522–527. [Google Scholar] [CrossRef]
- Moni, R.; Salahuddin, M.; Al Noman Khan, M.A.; Salma Zohora, U.; Shahedur Rahman, M. Repeated Batch Fermentation for Protease Production Using Biofilm Fermentation of Bacillus Sp. J. Biol. Sci. 2017, 6, 29–38. [Google Scholar] [CrossRef] [Green Version]
- Reddy, L.V.; Kim, Y.M.; Yun, J.S.; Ryu, H.W.; Wee, Y.J. L-Lactic Acid Production by Combined Utilization of Agricultural Bioresources as Renewable and Economical Substrates through Batch and Repeated-Batch Fermentation of Enterococcus Faecalis RKY1. Bioresour. Technol. 2016, 209, 187–194. [Google Scholar] [CrossRef]
- Yin, P.; Yahiro, K.; Ishigaki, T.; Park, Y.; Okabe, M. L(+)-Lactic Acid Production by Repeated Batch Culture of Rhizopus Oryzae in Air-Lift Bioreactor. J. Ferment. Bioeng. 1998, 85, 96–100. [Google Scholar] [CrossRef]
- Abdel-Rahman, M.A.; Hassan, S.E.D.; Azab, M.S.; Mahin, A.A.; Gaber, M.A. High Improvement in Lactic Acid Productivity by New Alkaliphilic Bacterium Using Repeated Batch Fermentation Integrated with Increased Substrate Concentration. BioMed Res. Int. 2019, 2019, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.; Sha, M. A Beginner’s Guide to Bioprocess Modes—Batch, Fed-Batch, and Continuous Fermentation; Eppendorf Inc.: Hamburg, Germany, 2017; pp. 1–16. [Google Scholar]
- Shibata, K.; Flores, D.M.; Kobayashi, G.; Sonomoto, K. Direct L-Lactic Acid Fermentation with Sago Starch by a Novel Amylolytic Lactic Acid Bacterium, Enterococcus Faecium. Enzym. Microb. Technol. 2007, 41, 149–155. [Google Scholar] [CrossRef]
- Ahring, B.K.; Traverso, J.J.; Murali, N.; Srinivas, K. Continuous Fermentation of Clarified Corn Stover Hydrolysate for the Production of Lactic Acid at High Yield and Productivity. Biochem. Eng. J. 2016, 109, 162–169. [Google Scholar] [CrossRef]
- Olszewska-Widdrat, A.; Alexandri, M.; López-Gómez, J.P.; Schneider, R.; Venus, J. Batch and Continuous Lactic Acid Fermentation Based on a Multi-Substrate Approach. Microorganisms 2020, 8, 1084. [Google Scholar] [CrossRef]
- Ge, X.-Y.; Qian, H.; Zhang, W.-G. Enhancement of L-Lactic Acid Production in Lactobacillus Casei from Jerusalem Artichoke Tuber by Kinetic Optimization and Citrate Metabolism. J. Microbiol. Biotechnol. 2010, 20, 101–109. [Google Scholar] [CrossRef] [PubMed]
- Ge, X.-Y.; Qian, H.; Zhang, W.G. Improvement of L-Lactic Acid Production from Jerusalem Artichoke Tubers by Mixed Culture of Aspergillus Niger and Lactobacillus Sp. Bioresour. Technol. 2009, 100, 1872–1874. [Google Scholar] [CrossRef]
- Kim, H.-O.; Wee, Y.-J.; Kim, J.-N.; Yun, J.-S.; Ryu, H.-W. Production of Lactic Acid from Cheese Whey by Batch and Repeated Batch Cultures of Lactobacillus Sp. RKY2. Appl. Biochem. Biotechnol. 2006, 129–132, 694–704. [Google Scholar] [CrossRef]
- Choi, H.Y.; Ryu, H.K.; Park, K.M.; Lee, E.G.; Lee, H.; Kim, S.W.; Choi, E.S. Direct Lactic Acid Fermentation of Jerusalem Artichoke Tuber Extract Using Lactobacillus paracasei without Acidic or Enzymatic Inulin Hydrolysis. Bioresour. Technol. 2012, 114, 745–747. [Google Scholar] [CrossRef]
- Takano, M.; Hoshino, K. Lactic Acid Production from Paper Sludge by SSF with Thermotolerant Rhizopus Sp. Bioresour. Bioprocess. 2016, 3, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Marques, S.; Santos, J.A.L.; Gírio, F.M.; Roseiro, J.C. Lactic Acid Production from Recycled Paper Sludge by Simultaneous Saccharification and Fermentation. Biochem. Eng. J. 2008, 41, 210–216. [Google Scholar] [CrossRef]
- Li, Z.; Lu, J.K.; Yang, Z.X.; Han, L.; Tan, T. Utilization of White Rice Bran for Production of L-Lactic Acid. Biomass Bioenergy 2012, 39, 53–58. [Google Scholar] [CrossRef]
- Romaní, A.; Yáñez, R.; Garrote, G.; Alonso, J.L. SSF Production of Lactic Acid from Cellulose Biosludge. Bioresour. Biotechnol. 2007, 99, 4247–4254. [Google Scholar] [CrossRef]
- Schepers, A.W.; Thibault, J.; Lacroix, C. Continuous Lactic Acid Production in Whey Permeate/Yeast Extract Medium with Immobilized Lactobacillus Helveticus in a Two-Stage Process: Model and Experiments. Enzym. Microb. Technol. 2006, 38, 324–337. [Google Scholar] [CrossRef]
- Gullón, B.; Yáñez, R.; Alonso, J.L.; Parajó, J.C. L-Lactic Acid Production from Apple Pomace by Sequential Hydrolysis and Fermentation. Bioresour. Technol. 2008, 99, 308–319. [Google Scholar] [CrossRef]
- Peinemann, J.C.; Demichelis, F.; Fiore, S.; Pleissner, D. Techno-Economic Assessment of Non-Sterile Batch and Continuous Production of Lactic Acid from Food Waste. Bioresour. Technol. 2019, 289, 1–10. [Google Scholar] [CrossRef]
- Chacón, M.G.; Ibenegbu, C.; Leak, D.J. Simultaneous Saccharification and Lactic Acid Fermentation of the Cellulosic Fraction of Municipal Solid Waste Using Bacillus Smithii. Biotechnol. Lett. 2021, 43, 667–675. [Google Scholar] [CrossRef] [PubMed]
- Karnaouri, A.; Asimakopoulou, G.; Kalogiannis, K.G.; Lappas, A.; Topakas, E. Efficient D-Lactic Acid Production by Lactobacillus Delbrueckii Subsp. Bulgaricus through Conversion of Organosolv Pretreated Lignocellulosic Biomass. Biomass Bioenergy 2020, 140, 1–10. [Google Scholar] [CrossRef]
- Choudhary, J.; Singh, S.; Nain, L. Thermotolerant Fermenting Yeasts for Simultaneous Saccharification Fermentation of Lignocellulosic Biomass. Electron. J. Biotechnol. 2016, 21, 82–92. [Google Scholar] [CrossRef] [Green Version]
- Koppram, R.; Nielsen, F.; Albers, E.; Lambert, A.; Wännström, S.; Welin, L.; Zacchi, G.; Olsson, L. Simultaneous Saccharification and Co-Fermentation for Bioethanol Production Using Corncobs at Lab, PDU and Demo Scales. Biotechnol. Biofuels 2013, 6, 1–10. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shahab, R.L.; Luterbacher, J.S.; Brethauer, S.; Studer, M.H. Consolidated Bioprocessing of Lignocellulosic Biomass to Lactic Acid by a Synthetic Fungal-Bacterial Consortium. Biotechnol. Bioeng. 2018, 115, 1207–1215. [Google Scholar] [CrossRef] [PubMed]
- Adhikari, D.K.; Trvedi, J.; Agrawal, D. Consolidated Bio Processing of Lignocellulosic Biomass for L-Lactic Acid Production. U.S. WO Patent WO2014013509A1, 23 January 2014. Available online: https://patents.google.com/patent/WO2014013509A1/en (accessed on 24 September 2022).
- Rojan, P.J.; Nampoothiri, K.M.; Nair, A.S.; Pandey, A. L(+)-Lactic Acid Production Using Lactobacillus Casei in Solid-State Fermentation. Biotechnol. Lett. 2005, 27, 1685–1688. [Google Scholar] [CrossRef]
- Reddy, G.; Altaf, M.; Naveena, B.J.; Venkateshwar, M.; Kumar, E.V. Amylolytic Bacterial Lactic Acid Fermentation—A Review. Biotechnol. Adv. 2008, 26, 22–34. [Google Scholar] [CrossRef]
- Naveena, B.J.; Altaf, M.; Bhadriah, K.; Reddy, G. Selection of Medium Components by Plackett-Burman Design for Production of L(+) Lactic Acid by Lactobacillus Amylophilus GV6 in SSF Using Wheat Bran. Bioresour. Technol. 2005, 96, 485–490. [Google Scholar] [CrossRef]
- Sirisansaneeyakul, S.; Luangpipat, T.; Vanichsriratana, W.; Srinophakun, T.; Chen, H.H.H.; Chisti, Y. Optimization of Lactic Acid Production by Immobilized Lactococcus Lactis IO-1. J. Ind. Microbiol. Biotechnol. 2007, 34, 381–391. [Google Scholar] [CrossRef]
- Zhu, Y. Immobilized Cell Fermentation for Production of Chemicals and Fuels. In Bioprocessing for Value-Added Products from Renewable Resources: New Technologies and Applications; Yang, S.-T., Ed.; Elsevier Science: Amsterdam, The Netherlands, 2007; pp. 373–396. [Google Scholar]
- Subramaniyam, R.; Vimala, R. Solid State and Submerged Fermentation for the Production of Bioactive Substances: A Comparative Study. Int. J. Sci. Nat. 2012, 3, 480–486. [Google Scholar] [CrossRef]
- John, R.P.; Nampoothiri, K.M.; Pandey, A. Solid-State Fermentation for L-Lactic Acid Production from Agro Wastes Using Lactobacillus Delbrueckii. Process Biochem. 2006, 41, 759–763. [Google Scholar] [CrossRef]
- Thomas, L.; Larroche, C.; Pandey, A. Current Developments in Solid-State Fermentation. Biochem. Eng. J. 2013, 81, 146–161. [Google Scholar] [CrossRef]
- Cerda, A.; Artola, A.; Barrena, R.; Font, X.; Gea, T.; Sánchez, A. Innovative Production of Bioproducts from Organic Waste through Solid-State Fermentation. Front. Sustain. Food Syst. 2019, 3, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Tang, J.; Wang, X.; Hu, Y.; Zhang, Y.; Li, Y. Lactic Acid Fermentation from Food Waste with Indigenous Microbiota: Effects of PH, Temperature and High OLR. Waste Manag. 2016, 52, 278–285. [Google Scholar] [CrossRef]
- Agblevor, F.A.; Evans, T.G. Method for Production of Lactic Acid. U.S. WO Patent US20040229327A1, 18 November 2004. Available online: https://patentimages.storage.googleapis.com/29/7b/58/d0fad015c210b8/US20040229327A1.pdf (accessed on 22 September 2022).
- Bapat, S.S.; Aichele, C.P.; High, K.A. Development of a Sustainable Process for the Production of Polymer Grade Lactic Acid. Sustain. Chem. Process. 2014, 2, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Barve, P.P.; Kulkarni, B.D.; Nene, S.N.; Shinde, R.W.; Gupte, M.Y.; Thite, G.A.; Chavan, V.B.; Deshpande, T.R. Process for Preparing L-(+)-Lactic Acid. U.S. WO Patent US2007010548A1, 25 January 2007. Available online: https://patentimages.storage.googleapis.com/bf/e3/2e/c864ae2338fb9c/WO2007010548A1.pdf (accessed on 2 October 2022).
- Sun, X.; Wang, Q.; Zhao, W.; Ma, H.; Sakata, K. Extraction and Purification of Lactic Acid from Fermentation Broth by Esterification and Hydrolysis Method. Sep. Purif. Technol. 2006, 49, 43–48. [Google Scholar] [CrossRef]
- Idler, C.; Venus, J.; Kamm, B. Microbiology Monographs: Microorganisms in Biorefineries: Microorganisms for the Production of Lactic Acid and Organic Lactates Christine. In Microorganisms in Biorefineries; Kamm, B., Ed.; Springer: Berlin/Heidelberg, Germany, 2015; Volume 26, pp. 225–273. [Google Scholar] [CrossRef]
- Pleissner, D.; Neu, A.K.; Mehlmann, K.; Schneider, R.; Puerta-Quintero, G.I.; Venus, J. Fermentative Lactic Acid Production from Coffee Pulp Hydrolysate Using Bacillus Coagulans at Laboratory and Pilot Scales. Bioresour. Technol. 2016, 218, 167–173. [Google Scholar] [CrossRef] [Green Version]
- Alexandri, M.; Schneider, R.; Venus, J. Membrane Technologies for Lactic Acid Separation from Fermentation Broths Derived from Renewable Resources. Membranes 2018, 8, 94. [Google Scholar] [CrossRef] [Green Version]
- Kulprathipanja, S.; Oroskar, A.R. Separation of Lactic Acid from Fermentation Broth with an Anionic Polymeric Absorbent. U.S. WO Patent US5068418A, 26 November 1991. Available online: https://patentsgoogle.com/patent/US5068418A/en (accessed on 25 September 2022).
- Matsumoto, M.; Takahashi, T.; Fukushima, K. Synergistic Extraction of Lactic Acid with Alkylamine and Tri-n-Butylphosphate: Effects of Amines, Diluents and Temperature. Sep. Purif. Technol. 2003, 33, 89–93. [Google Scholar] [CrossRef]
- Lee, H.D.; Lee, M.Y.; Hwang, Y.S.; Cho, Y.H.; Kim, H.W.; Park, H.B. Separation and Purification of Lactic Acid from Fermentation Broth Using Membrane-Integrated Separation Processes. Ind. Eng. Chem. Res. 2017, 56, 8301–8310. [Google Scholar] [CrossRef]
- Din, N.A.S.; Lim, S.J.; Maskat, M.Y.; Mutalib, S.A.; Zaini, N.A.M. Lactic Acid Separation and Recovery from Fermentation Broth by Ion-Exchange Resin: A Review. Bioresour. Bioprocess. 2021, 8, 1–23. [Google Scholar] [CrossRef]
- Pal, P.; Sikder, J.; Roy, S.; Giorno, L. Process Intensification in Lactic Acid Production: A Review of Membrane Based Processes. Chem. Eng. Process. 2009, 48, 1549–1559. [Google Scholar] [CrossRef]
- Youcai, Z. Physical and Chemical Treatment Processes for Leachate. In Pollution Control ad Resource Recovery; Butterworth Heinemann; Elsevier: Oxford, UK, 2018; pp. 147–226. [Google Scholar] [CrossRef]
- Xiao, B.; Sun, X.F.; Sun, R. Chemical, Structural, and Thermal Characterizations of Alkali-Soluble Lignins and Hemicelluloses, and Cellulose from Maize Stems, Rye Straw, and Rice Straw. Polym. Degrad. Stab. 2001, 74, 307–319. [Google Scholar] [CrossRef]
- Sjöström, E. Wood Polysaccharides. In Wood Chemistry-Fundamentals and Applications; Academic Press: London, UK, 1993; pp. 51–70. [Google Scholar] [CrossRef]
- Kamm, B.; Gerhardt, M.; Dautzenberg, G. Catalytic Processes of Lignocellulosic Feedstock Conversion for Production of Furfural, Levulinic Acid, and Formic Acid-Based Fuel Components. In New and Future Developments in Catalysis: Catalytic Biomass Conversion; Suib, S.L., Ed.; Elsevier: Oxford, UK, 2013; pp. 91–113. [Google Scholar] [CrossRef]
- Menegazzo, F.; Ghedini, E.; Signoretto, M. 5-Hydroxymethylfurfural (HMF) Production from Real Biomasses. Molecules 2018, 23, 2201. [Google Scholar] [CrossRef] [Green Version]
- Machado, G.; Leon, S.; Santos, F.; Lourega, R.; Dullius, J.; Mollmann, M.E.; Eichler, P. Literature Review on Furfural Production from Lignocellulosic Biomass. Nat. Resour. 2016, 7, 115–129. [Google Scholar] [CrossRef] [Green Version]
- Fengel, D.; Wegener, G. Wood: Chemistry, Ultrastructure, Reactions; Walter de Gruyter: Berlin, Germany, 1989. [Google Scholar]
- Mitchell, V.D.; Taylor, C.M.; Bauer, S. Comprehensive Analysis of Monomeric Phenolics in Dilute Acid Plant Hydrolysates. Bioenergy Res. 2014, 7, 654–669. [Google Scholar] [CrossRef]
- Lehto, J.; Alén, R. Alkaline Pre-Treatment of Softwood Chips Prior to Delignification. J. Wood Chem. Technol. 2015, 35, 146–155. [Google Scholar] [CrossRef]
- Dedes, G.; Karnaouri, A.; Topakas, E. Novel Routes in Transformation of Lignocellulosic Biomass to Furan Platform Chemicals: From Pretreatment to Enzyme Catalysis. Catalysts 2020, 10, 743. [Google Scholar] [CrossRef]
- Zaldivar, J.; Martinez, A.; Ingram, L.O. Effect of Selected Aldehydes on the Growth and Fermentation of Ethanologenic Escherichia Coli. Biotechnol. Bioeng. 1999, 65, 24–33. [Google Scholar] [CrossRef]
- Moreno, A.D.; Carbone, A.; Pavone, R.; Olsson, L.; Geijer, C. Evolutionary Engineered Candida Intermedia Exhibits Improved Xylose Utilization and Robustness to Lignocellulose-Derived Inhibitors and Ethanol. Appl. Microbiol. Biotechnol. 2019, 103, 1405–1416. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- van der Pohl, E.C.; Vaessen, E.; Weusthuis, R.A.; Eggink, G. Identifying Inhibitory Effects of Lignocellulosic By-Products on Growth of Lactic Acid Producing Micro-Organisms Using Rapid Small-Scale Screening Method. Bioresour. Technol. 2016, 209, 297–304. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jayakody, L.N.; Jin, Y.-S. In-Depth Understanding of Molecular Mechanisms of Aldehyde Toxicity to Engineer Robust Saccharomyces Cerevisiae. Appl. Microbiol. Biotechnol. 2021, 105, 2675–2692. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Y.; Chen, M.; Zhao, Z.; Yu, S. The Antibiotic Activity and Mechanisms of Sugarcane (Saccharum officinarum L.) Bagasse Extract against Food-Borne Pathogens. Food Chem. 2015, 185, 112–118. [Google Scholar] [CrossRef] [PubMed]
- Sabel, A.; Bredefeld, S.; Schlander, M.; Claus, H. Wine Phenolic Compounds: Antimicrobial Properties against Yeasts, Lactic Acid and Acetic Acid Bacteria. Beverages 2017, 3, 29. [Google Scholar] [CrossRef] [Green Version]
- John, R.P.; Nampoothiri, K.M.; Pandey, A. Direct Lactic Acid Fermentation: Focus on Simultaneous Saccharification and Lactic Acid Production. Biotechnol. Adv. 2009, 27, 145–152. [Google Scholar] [CrossRef]
- Serrazanetti, D.I.; Gottardi, D.; Montanari, C.; Gianotti, A. Dynamic Stresses of Lactic Acid Bacteria Associated to Fermentation Processes. In Lactic Acid Bacteria—R & D for Food, Health and Livestock Purposes; Kongo, M., Ed.; InTech: London, UK, 2013; pp. 539–570. [Google Scholar] [CrossRef] [Green Version]
- Ajala, E.O.; Olonade, Y.O.; Ajala, M.A.; Akinpelu, G.S. Lactic Acid Production from Lignocellulose—A Review of Major Challenges and Selected Solutions. ChemBioEng Rev. 2020, 7, 38–49. [Google Scholar] [CrossRef]
- Gao, M.T.; Shimamura, T.; Ishida, N.; Nagamori, E.; Takahashi, H.; Umemoto, S.; Omasa, T.; Ohtake, H. Extractive Lactic Acid Fermentation with Tri-n-Decylamine as the Extractant. Enzym. Microb. Technol. 2009, 44, 350–354. [Google Scholar] [CrossRef]
- Amrane, A.; Prigent, Y. A Novel Concept of Bioreactor: Specialized Function Two-Stage Continuous Reactor, and Its Application to Lactose Conversion into Lactic Acid. J. Biotechnol. 1996, 45, 195–203. [Google Scholar] [CrossRef]
- Datta, R.; Henry, M. Lactic Acid: Recent Advances in Products, Processes and Technologies—A Review. J. Chem. Technol. Biotechnol. 2006, 81, 1119–1129. [Google Scholar] [CrossRef]
- Bouchoux, A.; Roux-De Balmann, H.; Lutin, F. Nanofiltration of Glucose and Sodium Lactate Solutions: Variations of Retention between Single- and Mixed-Solute Solutions. J. Membr. Sci. 2005, 258, 123–132. [Google Scholar] [CrossRef] [Green Version]
- Jeantet, R.; Maubois, J.L.; Boyaval, P. Semicontinuous Production of Lactic Acid in a Bioreactor Coupled with Nanofiltration Membranes. Enzym. Microb. Technol. 1996, 19, 614–619. [Google Scholar] [CrossRef]
- Reimann, W. Down Streaming of Lactic Acid from Hydrolysate of Barley after Fermentation. Agric. Eng. Int. CIGR J. 2005, 7, 1–16. [Google Scholar]
- Tong, Y.; Hirata, M.; Takanashi, H.; Hano, T.; Kubota, F.; Goto, M.; Nakashio, F.; Matsumoto, M. Extraction of Lactic Acid from Fermented Broth with Microporous Hollow Fiber Membranes. J. Membr. Sci. 1998, 143, 81–91. [Google Scholar] [CrossRef]
- Min-Tian, G.; Hirata, M.; Koide, M.; Takanashi, H.; Hano, T. Production of L-Lactic Acid by Electrodialysis Fermentation (EDF). Process Biochem. 2004, 39, 1903–1907. [Google Scholar] [CrossRef]
- Li, H.; Mustacchi, R.; Knowles, C.J.; Skibar, W.; Sunderland, G.; Dalrymple, I.; Jackman, S.A. An Electrokinetic Bioreactor: Using Direct Electric Current for Enhanced Lactic Acid Fermentation and Product Recovery. Tetrahedron 2004, 60, 655–661. [Google Scholar] [CrossRef]
- Gaspar, P.; Carvalho, A.L.; Vinga, S.; Santos, H.; Neves, A.R. From Physiology to Systems Metabolic Engineering for the Production of Biochemicals by Lactic Acid Bacteria. Biotechnol. Adv. 2013, 31, 764–788. [Google Scholar] [CrossRef]
- Kim, J.; Kim, Y.-M.; Lebaka, V.R.; Wee, Y.-J. Lactic Acid for Green Chemical Industry: Recent Advances in and Future Prospects for Production Technology, Recovery, and Applications. Fermentation 2022, 8, 609. [Google Scholar] [CrossRef]
- Knutsen, J.S.; Davis, R.H. Cellulase Retention and Sugar Removal by Membrane Ultrafiltration during Lignocellulosic Biomass Hydrolysis. Appl. Biochem. Biotechnol. 2004, 114, 585–599. [Google Scholar] [CrossRef]
- Ou, M.S.; Mohammed, N.; Ingram, L.O.; Shanmugam, K.T. Thermophilic Bacillus Coagulans Requires Less Cellulases for Simultaneous Saccharification and Fermentation of Cellulose to Products than Mesophilic Microbial Biocatalysts. Appl. Biochem. Biotechnol. 2009, 155, 379–385. [Google Scholar] [CrossRef]
- Moldes, A.B.; Alonso, J.L.; Parajó, J.C. Strategies to Improve the Bioconversion of Processed Wood into Lactic Acid by Simultaneous Saccharification and Fermentation. J. Chem. Technol. Biotechnol. 2001, 76, 279–284. [Google Scholar] [CrossRef]
- Shen, X.; Xia, L. Production and Immobilization of Cellobiase from Aspergillus Niger ZU-07. Process Biochem. 2004, 39, 1363–1367. [Google Scholar] [CrossRef]
- Wickramasinghe, S.R.; Grzenia, D.L. Adsorptive Membranes and Resins for Acetic Acid Removal from Biomass Hydrolysates. Desalination 2008, 234, 144–151. [Google Scholar] [CrossRef]
- Fayet, A.; Teixeira, A.R.S.; Allais, F.; Bouix, M.; Lameloise, M.-L. Detoxification of Highly Acidic Hemicellulosic Hydrolysate from Wheat Straw by Diananofiltration with a Focus on Phenolic Compounds. J. Membr. Sci. 2018, 566, 112–121. [Google Scholar] [CrossRef]
- Pal, P.; Sardar, M.; Pal, M.; Chakrabortty, S.; Nayak, J. Modelling Forward Osmosis-Nanofiltration Integrated Process for Treatment and Recirculation of Leather Industry Wastewater. Comput. Chem. Eng. 2019, 127, 99–110. [Google Scholar] [CrossRef]
- Ahmed, F.; Yan, Z.; Bao, J. Dry Biodetoxification of Acid Pretreated Wheat Straw for Cellulosic Ethanol Fermentation. Bioresour. Bioprocess. 2019, 6, 1–5. [Google Scholar] [CrossRef] [Green Version]
- Guo, X.; Cavka, A.; Jönsson, L.J.; Hong, F. Comparison of Methods for Detoxification of Spruce Hydrolysate for Bacterial Cellulose Production. Microb. Cell Fact. 2013, 12, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.C.; Park, S. Removal of Furan and Phenolic Compounds from Simulated Biomass Hydrolysates by Batch Adsorption and Continuous Fixed-Bed Column Adsorption Methods. Bioresour. Technol. 2016, 216, 661–668. [Google Scholar] [CrossRef]
- Suman, S.K.; Khatri, M.; Dhawaria, M.; Kurmi, A.; Pandey, D.; Ghosh, S.; Jain, S. lata. Potential of Trametes Maxima IIPLC-32 Derived Laccase for Detoxification of Phenolic Inhibitors in Lignocellulosic Biomass Prehydrolysate. Int. Biodeterior. Biodegrad. 2018, 133, 1–8. [Google Scholar] [CrossRef]
- Singh, B.; Verma, A.; Pooja; Mandal, P.K.; Datta, S. A Biotechnological Approach for Degradation of Inhibitory Compounds Present in Lignocellulosic Biomass Hydrolysate Liquor Using Bordetella Sp. BTIITR. Chem. Eng. J. 2017, 328, 519–526. [Google Scholar] [CrossRef]
- Larsson, S.; Cassland, P.; Jönsson, L.J. Development of a Saccharomyces Cerevisiae Strain with Enhanced Resistance to Phenolic Fermentation Inhibitors in Lignocellulose Hydrolysates by Heterologous Expression of Laccase. Appl. Environ. Microbiol. 2001, 67, 1163–1170. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, X.; Yomano, L.P.; Lee, J.Y.; York, S.W.; Zheng, H.; Mullinnix, M.T.; Shanmugam, K.T.; Ingram, L.O. Engineering Furfural Tolerance in Escherichia Coli Improves the Fermentation of Lignocellulosic Sugars into Renewable Chemicals. Proc. Natl. Acad. Sci. USA 2013, 110, 4021–4026. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sanda, T.; Hasunuma, T.; Matsuda, F.; Kondo, A. Repeated-Batch Fermentation of Lignocellulosic Hydrolysate to Ethanol Using a Hybrid Saccharomyces Cerevisiae Strain Metabolically Engineered for Tolerance to Acetic and Formic Acids. Bioresour. Technol. 2011, 102, 7917–7924. [Google Scholar] [CrossRef]
- Chen, G.Q.; Eschbach, F.I.I.; Weeks, M.; Gras, S.L.; Kentish, S.E. Removal of Lactic Acid from Acid Whey Using Electrodialysis. Sep. Purif. Technol. 2016, 158, 230–237. [Google Scholar] [CrossRef]
- Linko, Y.-Y.; Javanainen, P. Simultaneous Liquefaction Saccharification and Lactic Acid on Barley Starch. Enzym. Microb. Technol. 1996, 19, 118–123. [Google Scholar] [CrossRef]
- Habova, V.; Melzoch, K.; Rychtera, M.; Sekavova, B. Electrodialysis as a Useful Technique for Lactic Acid Separation from a Model Solution and a Fermentation Broth. Desalination 2004, 163, 361–372. [Google Scholar] [CrossRef]
- López-Gómez, J.P.; Alexandri, M.; Schneider, R.; Venus, J. A Review on the Current Developments in Continuous Lactic Acid Fermentations and Case Studies Utilising Inexpensive Raw Materials. Process Biochem. 2018, 79, 1–10. [Google Scholar] [CrossRef]
- Wee, Y.J.; Ryu, H.W. Lactic Acid Production by Lactobacillus Sp. RKY2 in a Cell-Recycle Continuous Fermentation Using Lignocellulosic Hydrolyzates as Inexpensive Raw Materials. Bioresour. Technol. 2009, 100, 4262–4270. [Google Scholar] [CrossRef]
- Abdel-Rahman, M.A.; Tashiro, Y.; Zendo, T.; Sakai, K.; Sonomoto, K. Highly Efficient L-Lactic Acid Production from Xylose in Cell Recycle Continuous Fermentation Using Enterococcus Mundtii QU 25. RSC Adv. 2016, 6, 17659–17668. [Google Scholar] [CrossRef]
- Bailly, M. Production of Organic Acids by Bipolar Electrodialysis: Realizations and Perspectives. Desalination 2002, 144, 57–162. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Lignocellulosic Material | Cellulose (%) | Hemicellulose (%) | Lignin (%) |
|---|---|---|---|
| Brewer spent grains a | 24.5 | 23.8 | 15.8 |
| Corncob b | 45 | 35 | 15 |
| Hardwood stems b | 40–55 | 24–40 | 18–25 |
| Softwood stems b | 40–50 | 25–35 | 25–35 |
| Newspaper b | 40–55 | 25–40 | 18–30 |
| Wastepaper from chemical pulp b | 60–70 | 10–20 | 5–10 |
| Grasses b | 25–40 | 35–50 | 10–30 |
| Switchgrass b | 31–45 | 20.4–31.4 | 12–17.6 |
| Coastal bermudagrass b | 25 | 37.5 | 6.4 |
| Leaves b | 15–20 | 80–85 | 0 |
| Wheat straw b | 30 | 50 | 15 |
| Cottonseed hairs b | 80–95 | 5–20 | 0 |
| Nutshells b | 25–30 | 25–30 | 30–40 |
| Corn stover c | 37.5 | 22.4 | 17.6 |
| Corn fibres c | 14.28 | 16.8 | 8.4 |
| Pinewood c | 46.4 | 8.8 | 29.4 |
| Office paper c | 68.6 | 12.4 | 11.3 |
| Sugarcane bagasse c | 40–50 | 25–35 | 17–20 |
| Pretreatment Method | Advantages | Disadvantages |
|---|---|---|
| Mechanical comminution | (i). Reduces cellulose crystallinity | (i). High power consumption |
| Pyrolysis | (i). Gas and liquid production | (i). High temperature required (ii). Production of ash |
| Steam explosion | (i). Cost-effective (ii). Hemicellulose solubilization and lignin transformation (iii). High yield of glucose and hemicellulose in a two-step process | (i). Incomplete lignin degradation (ii). Partial degradation of the xylan fraction (ii). Not efficient for biomass with high lignin content (iv). Toxic compounds such as acetic acid and a small amount of furan aldehydes generation |
| Ammonia fibre explosion | (i). Removes some lignin and hemicellulose (ii). Low formation of inhibitors (iii). Increases the accessible surface area; thus, cellulose becomes more accessible (iv). Does not need a small particle size for efficacy | (i). Not effective for high lignin content biomass (ii). Recycling ammonia is needed (iii). Alters lignin structure (iv). High cost of ammonia |
| Carbon dioxide explosion | (i). Cost-effective (ii). Increases the accessible surface area (iii). No inhibitory compounds generated | (i). No modification of lignin or hemicellulose can be made |
| Acid hydrolysis | (i). High glucose yield (ii). Solubilizes hemicellulose to xylose and other sugars (iii). Alters lignin structure | (i). High cost (ii). High cost of corrosive-resistant equipment (iii). Inhibitors such as aliphatic carboxylic acids (acetic acid, formic acid, levulinic acid) are generated |
| Alkaline hydrolysis | (i). Efficient removal of lignin and hemicellulose (ii). Increases the accessible surface area (iii). Low inhibitor generation | (i). Long residence time required (ii). Irrecoverable salts were incorporated into biomass (iii). High cost of alkaline catalyst (iv). Alteration of lignin structure |
| Ozonolysis | (i). Reduction of lignin content (ii). No toxic compounds generation | (i). A large amount of ozone is required, thus making the process expensive |
| Oxidative delignification | (i). Degrades lignin (ii). Low inhibitor generation | (i). Not all oxidizing agents are effective for delignification |
| Organoslv process | (i). Hydrolyzes lignin and hemicellulose | (i). Requires solvent to be drained from the reactor, and it must be evaporated, condensed, and recycled (ii). High cost |
| Biological pretreatment | (i). Degrades lignin and hemicellulose (ii). Requires low energy | (i). Slow hydrolysis process |
| Sources | Pretreatment | Enzyme | Performance | References |
|---|---|---|---|---|
| Sugarcane bagasse | Sulphite-NaOH treatment at 140 °C for 30 min | * Cellic CTec2 immobilized on GO-MNPa | Cellulose conversion into 74% of glucose Xylan conversion into 74% of glucose | [115] |
| Sugarcane bagasse | Chlorite-acetic acid treatment at 70 °C for 4 h | * Cellic CTec2 immobilized on GO-MNP a | Cellulose conversion into 54% of glucose Xylan conversion into 36% of glucose | [115] |
| Sugarcane bagasse | Dilute hydrochloric acid at 96.8 °C for 375 min | # Endocellulase in DIOMNP and β-glycosidase in GLA a | Conversion of approximately 39.06% of cellulose into 94.54% of glucose | [116] |
| Wheat straw | Soaked in H2SO4 (0.2%) at 190 °C for 10 min | Celluclast a and Novozyme 188 a | Conversion to 60% glucose | [117] |
| Spruce | Impregnated with SO2 (2.5%) at 210 °C for 5 min | Celluclast a and Novozyme 188 a | Conversion to approximately 29% glucose | [117] |
| Bagasse | Impregnated with SO2 (2.5%) at 200 °C for 5 min | Conversion to 50% glucose | ||
| Spruce | Impregnated with SO2 (2.5%) at 210 °C for 5 min | Trichoderma atroviride crude enzyme supernatant b | Conversion to approximately 29% glucose | |
| Wheat straw | Soaked in H2SO4 (0.2%) at 190 °C for 10 min | Conversion to 64% glucose | ||
| Bagasse | Impregnated with SO2 (2.5%) at 200 °C for 5 min | Conversion to 52% glucose | ||
| Switchgrass | (i) SG-AC (ii) SG-HA | Cellulase NS50013 a + β-glycosidase NS50010 a | Conversion to 96–98% glucose | [118] |
| Rice straw | Acidifies steam explosion (SWAN) | (i) Cellulase a | (i) Cellulose conversion into 34.2% glucose | [119] |
| (ii) Cellulase a + Novozyme 188 a | (ii) Cellulose conversion into 45.7% glucose | |||
| Dilute sulphuric acid (0.8%) at 160 °C for 10 min | (i) Cellulase a | (i) Cellulose conversion into 35.4% glucose | ||
| (ii) Cellulase a + Novozyme 188 a | (ii) Cellulose conversion into 59.0% glucose | |||
| AFEX (reactor and sample temperatures: 74 °C and 70 °C) at 350 psi for 20 min | (i) Cellulase a | Cellulose conversion into 28.5% glucose | ||
| (ii) Cellulase a + Novozyme 188 a | (ii) Cellulose conversion into 32.0% glucose |
| Fermentation Mode | Substrate | Microorganisms | CLA c (g·L−1) | PLA d (g·L−1·h−1) | YLA e (g·g−1) | References |
|---|---|---|---|---|---|---|
| Fed-batch | Jerusalem artichoke tuber extract | Lactobacillus sp. G-02 | 141.50 | 4.70 | 0.524 | [161] |
| Lactobacillus sp. G-02 and Aspergillus niger b (mixed culture) | 120.50 | 3.34 | 1.50 | [162] | ||
| Fed-batch | Chicken hydrolyzate | Lactobacillus casei | 116.50 | 4.000 | 0.984 ± 0.10 | [151] |
| Repeated batch | Corn starch | Rhizopus oryzae NRRL | 98.20 a | 2.040 | 0.818 | [155] |
| Batch | Cheese whey | Lactobacillus sp. RKY2 | 94.06 | 1.060 | 0.980 | [163] |
| Batch | Jerusalem artichoke tuber extract | Lactobacillus paracasei KCTC 13169 | 92.50 | 1.280 | 0.980 | [164] |
| Batch (SmSF) | Paper sludge | Rhizopus sp. | 80.00 | 0.097 | 0.62–0.65 | [165] |
| Batch (SmSF) | Paper sludge | Lactobacillus Rhamnosus ATCC 7469 | 73.00 | 2.90 | 0.970 | [166] |
| Batch (SHF) | White rice bran hydrolyzate | Lactobacillus rhamnosus | 56.00 | 0.78 | NM | [167] |
| Repeated batch | Wood hydrolyzate | Enterococcus faecalis RKY1 | 48.60 | 1.40 | 0.970 ± 0.20 | [20] |
| Fed-batch (SmSF) | Cellulosic biosludge | Lactobacillus Rhamnosus CECT-288 | 42.00 | 0.87 | 0.378 | [168] |
| Continuous | Whey permeate | Lactobacillus Helveticus R211 | 42.00 | 21.00 | NM | [169] |
| Batch | Apple pomace | Lactobacillus Rhamnosus ATCC 9595 CECT28 | 32.50 | 5.41 | 0.880 | [170] |
| Continuous | Sago starch | Enterococcus faecalis | 16.60 ± 0.80 | 1.10 | 0.93 ± 0.20 | [158] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ojo, A.O.; de Smidt, O. Lactic Acid: A Comprehensive Review of Production to Purification. Processes 2023, 11, 688. https://doi.org/10.3390/pr11030688
Ojo AO, de Smidt O. Lactic Acid: A Comprehensive Review of Production to Purification. Processes. 2023; 11(3):688. https://doi.org/10.3390/pr11030688
Chicago/Turabian StyleOjo, Abidemi Oluranti, and Olga de Smidt. 2023. "Lactic Acid: A Comprehensive Review of Production to Purification" Processes 11, no. 3: 688. https://doi.org/10.3390/pr11030688
APA StyleOjo, A. O., & de Smidt, O. (2023). Lactic Acid: A Comprehensive Review of Production to Purification. Processes, 11(3), 688. https://doi.org/10.3390/pr11030688