1. Introduction
Para-xylene (PX) is the essential raw material in the production of polybutylene terephthalate (PBT) and polyethylene terephthalate (PET) [
1], which are the intermediates of polyester fibers, resins, bottles, and films [
2]. As such, PX is one of the most important petrochemical materials used in the plastics industry worldwide. PX is mainly derived from the catalytic reforming of crude oil and can co-exist with other C8 isomers including meta-xylene (MX), ortho-xylene (OX), and ethylbenzene (EB) as a mixture. The process of PX production mainly involves two operating steps [
1]: isomerization, where other C8 compounds are converted into PX, and separation, where the newly converted pure PX is extracted from the mixture. The separation of PX from the C8 mixture is a difficult process because of the close boiling points and similar molecular structures of the compounds. Distillation, adsorption, and crystallization are the three main approaches for PX separation.
The thermodynamic properties of C8 isomers are given in
Table 1, below.
From the early to mid-1900s, the crystallization PX separation method was rarely used due to low PX yield and eutectic point restriction, making the distillation approach the method of choice [
3]. The development of adsorption technology ushered in a wave of the method’s widespread adoption; distillation remained the most conventional separation method for many years. However, because of the close boiling points present in the method, 150 theoretical plates were needed to separate OX to commercial specifications, while 360 theoretical plates were needed to isolate PX and MX [
4]. In the 1960s, Universal Oil Products (UOP) developed a selective adsorption process using Simulated Moving Bed (SMB) technology [
5], which is a continuous chromatographic countercurrent process. SMB separation was accomplished by using the affinity differences of the adsorbent for PX relative to other C8 isomers. The adsorbed PX was then removed from the adsorbent by displacement with a desorbent. Through this process, the purity of the PX product was able to reach 99.7%.
The PX yield through isomerization remained low until the 1990s, after which the development of new techniques, including UOP’s Isomar, Axens’ Oparis, and ExxonMobil’s XyMax [
6], in particular, enhanced the recovery rates. During this time, the crystallization process gained popularity worldwide as feedstock, which can possess PX levels of more than 80% and for which crystallization is more suitable, became widely used. The most common two PX crystallization methods are the following [
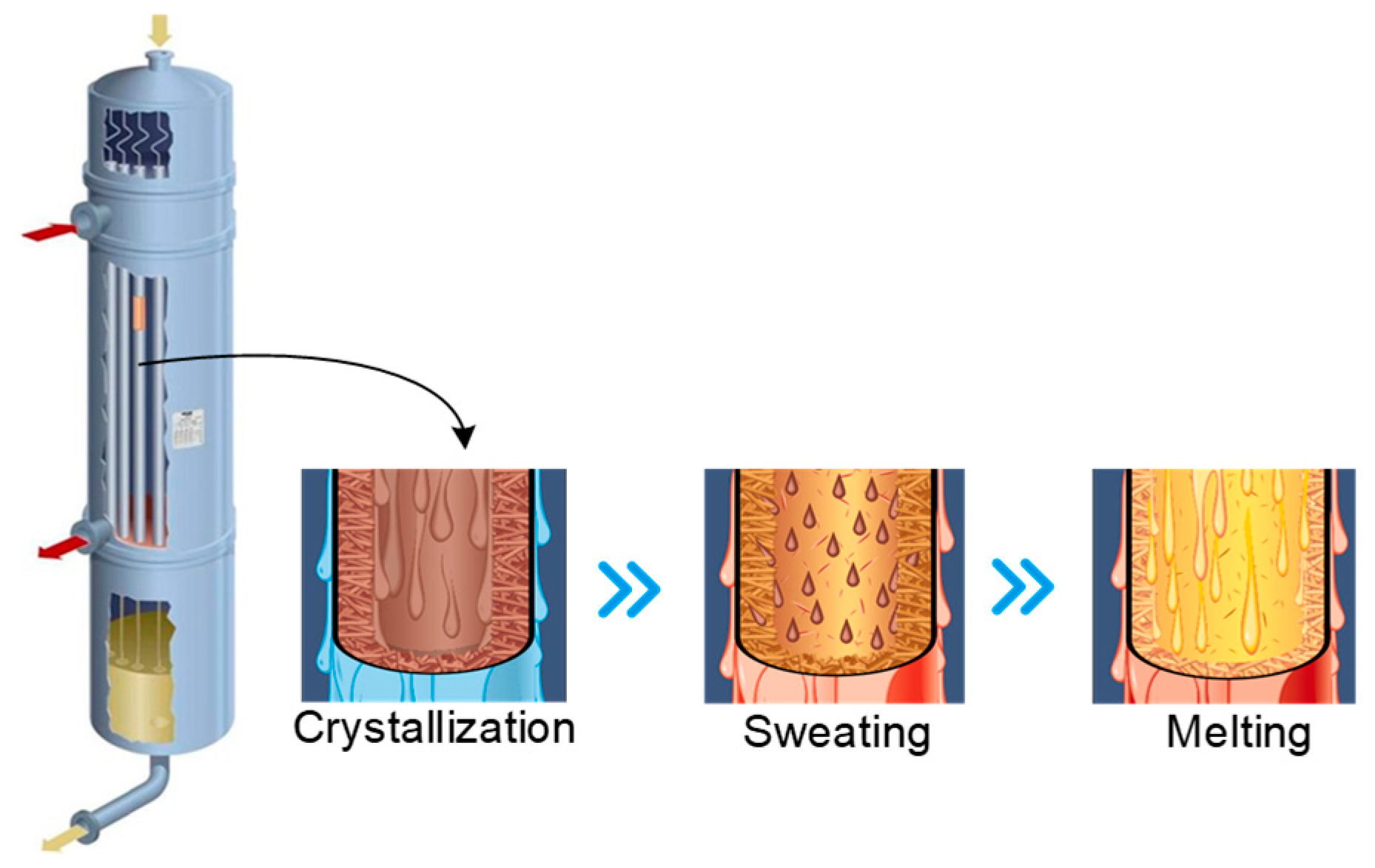
7]: layer-based melt crystallization and suspension melt crystallization, which are batch and continuous operations, respectively. The equipment structure and operating procedures of layer-based crystallization separation are given in
Figure 1. Here, the diagram illustrates how the mixture solution flows down through the inside surfaces of the tubes, allowing the cooling and heating liquids to be distributed evenly across the external surfaces of the tubes. During the crystallization step, a coolant is used to chill the tubes, causing PX to crystallize on the inside surface. Following this, partial melting (sweating) is induced by raising the temperature of the coolant, thus enhancing the purity of the final product. The final melting step is achieved by increasing the temperature. As such, optimum results are achieved through the accurate control of the heating and cooling profiles.
As layer-based crystallization is a batch operating process, it is less efficient in comparison to the suspension crystallization separation method.
Figure 2 illustrates the simplified three-stage PX crystallization separation process. The suspension melt crystallization process is somewhat similar to the cooling crystallization in solution; that is, the mother liquor containing PX is introduced into multi-stage crystallizers with a surface-scraped rotator, and the operating temperatures of multi-stage crystallizers gradually decrease, causing the PX particles to grow in suspension status within the mother liquor [
7]. After the last crystallizer, the crystal slurry is centrifuged and filtered to obtain the crude PX crystals. The remaining mother liquor is then recycled back to the xylene isomerization reactor to enhance the yield, after which the crude PX crystals are re-melted and washed to obtain a high-purity product. Using this method, the purity can reach more than 99.9%.
The suspension crystallization separation method is a continuous operation that has the advantages of enhanced efficiency, flexibility, and quality [
8]. Because of this, PX continuous suspension crystallization separation technology has been widely adopted by commercial companies including Lummus, GTC and Sulzer. The crystallization process includes nucleation, growth, aggregation, and breakage steps, and their respective kinetics are significant to process the simulation and optimization of the crystallization. Patience [
9] estimated PX kinetic models’ parameters from online measurements of bulk temperature and slurry transmittance in a pilot-scale scraped-surface crystallizer, which resulted in a somewhat unreliable data set. Goede [
10] measured the average growth rate of particle size and established the relationship between growth rate and temperature. However, the PX particle is a rectangular plate and has anisotropy in each of its crystal faces, and supersaturation is more suitable to build the equation of growth kinetics. Elsewhere, Mohameed [
11] investigated the weight change of PX particles by measuring the solution’s concentration in real time. In summary, while the growth kinetics of each face of a PX particle have not been thoroughly reported in published papers, nucleation, aggregation, and breakage kinetics also require further study.
The morphology approach has been widely applied on crystallization process investigation. Huo [
12] used an in situ crystal morphology approach to identify the shape and size distribution of L-glutamic acid. Anda [
13] adopted an imaging technique for real-time production morphology monitoring. Kodjoe [
14] observed the crystallization behavior of an HDPE/CNT nanocomposite via a morphology approach. The growth rate of triclinic N-docosane crystallizing from a N-dodecane solution was measured by the morphology approach in Camacho’s work [
15]. The morphology approach performs better in characterizing the 3D shape of crystals than traditional methods.
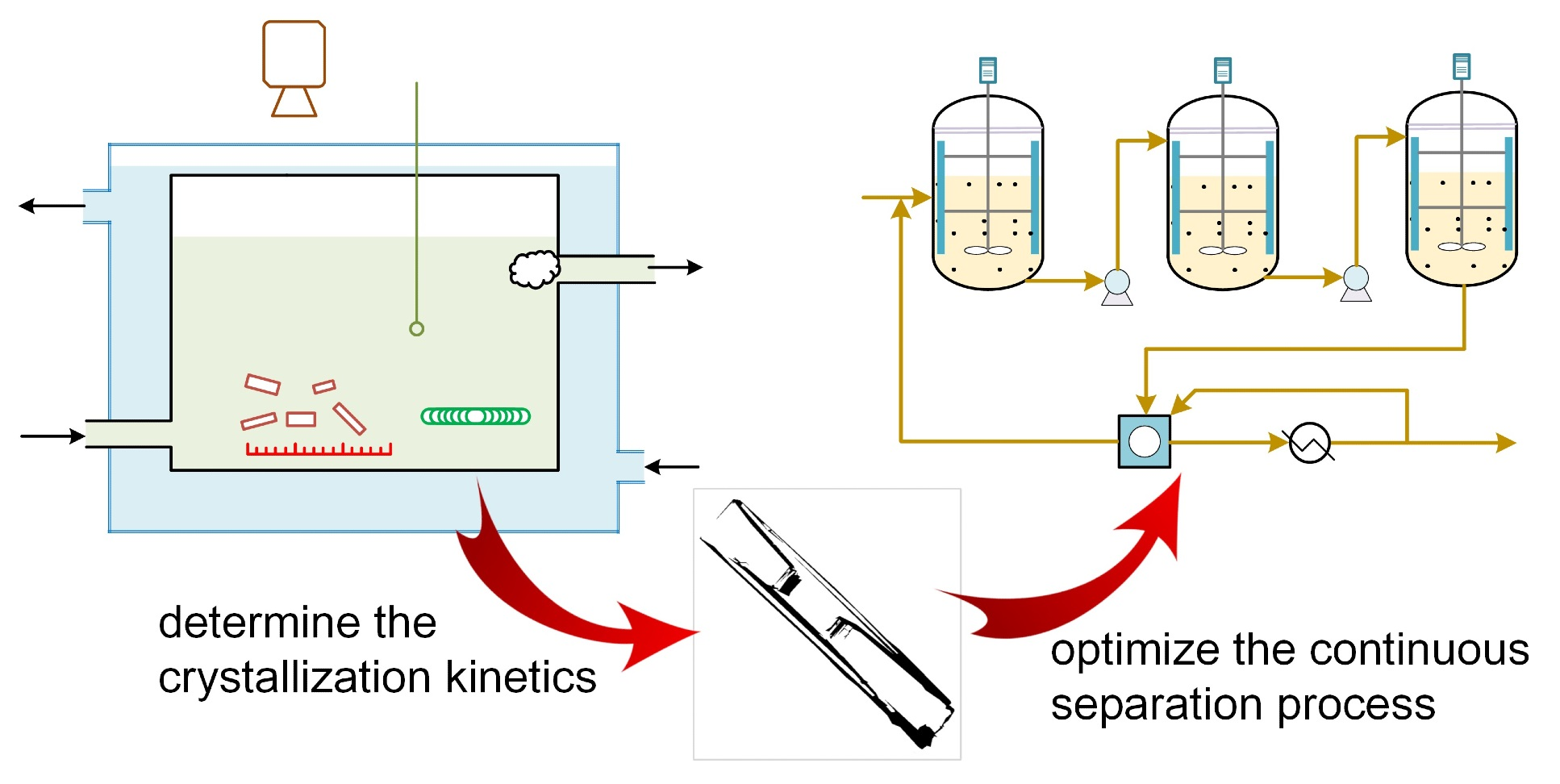
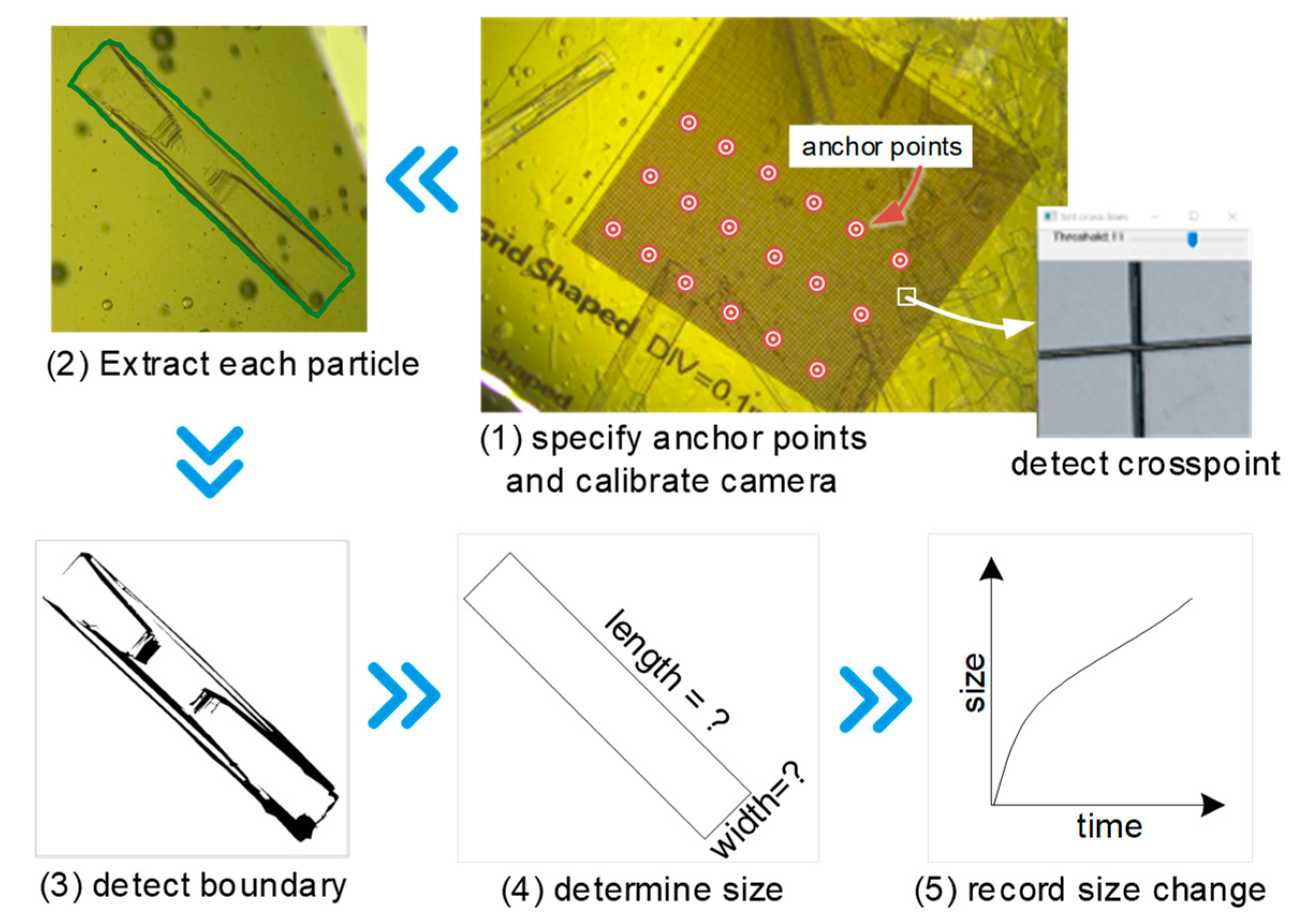
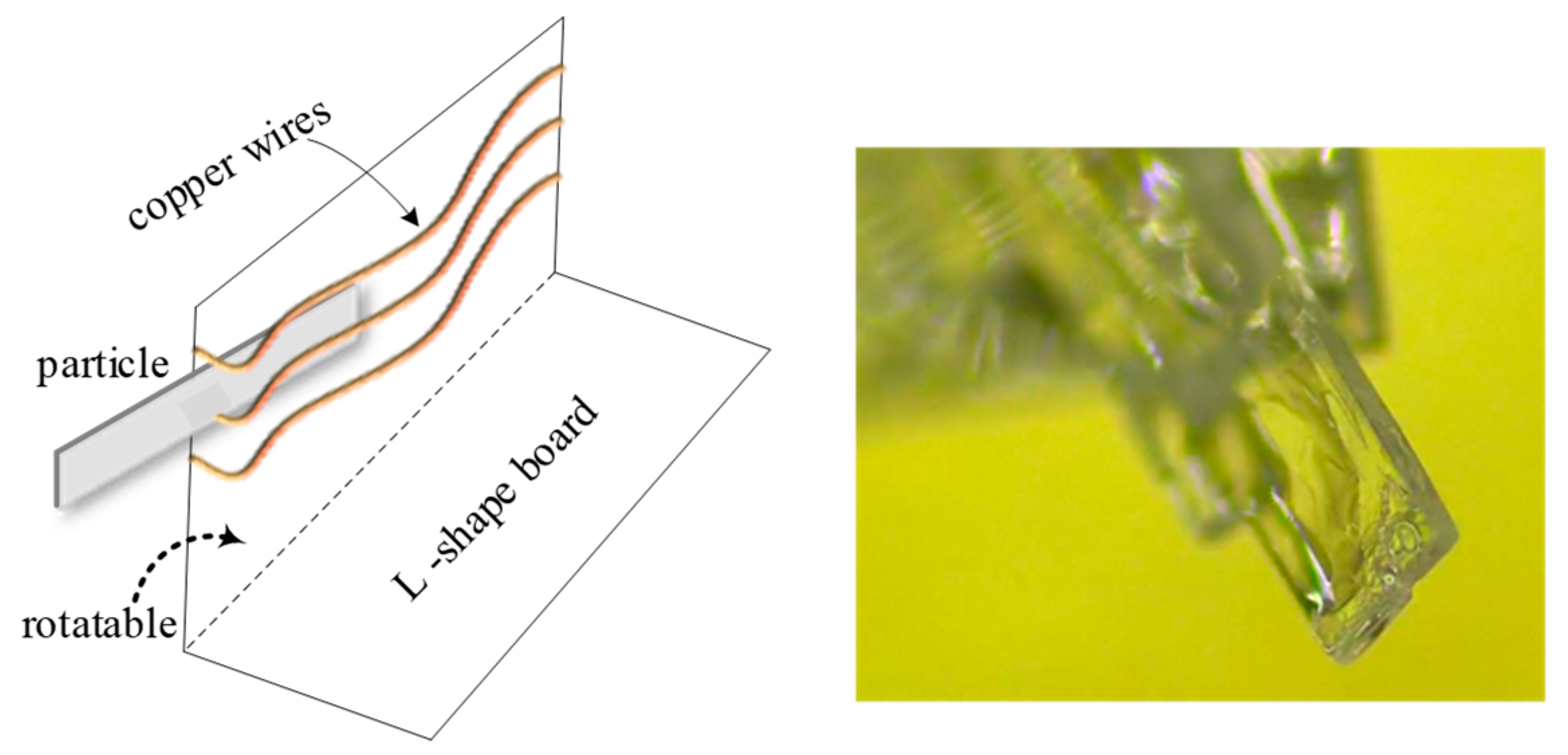
In order to obtain the kinetics of the PX suspension crystallization separation process, as well as to enhance the product yield and reduce the energy cost, a new morphological approach was adopted to investigate the nucleation, growth, aggregation, and breakage behaviors. A high-resolution microscope camera complemented by customized equipment was used to record the growth rate of each facet of PX particles and their change in quantity. Then, the crystallization kinetics were built as a function of supersaturation or crystal size, and the two-dimensional population balance equation was used to simulate the particle size distribution within the crystallizer. A simplified PX isomerization and crystallization separation process is shown in
Figure 2, wherein the optimal operating parameters for highest product yield and lowest energy cost can be found by simulating the whole process based on build models.
4. Process Optimization
4.1. Process Equations and Analytic Solutions
The population balance equation (PBE) is the most commonly used model for the simulation of the continuous crystallization separation process. If a PBE is applied to describe the particle size distribution in a stirred crystallizer, the model can be expressed as [
25,
26]:
where
is the particle population distribution, which is a function of time and particle size;
is operating time;
is the particle size; the thickness of PX particle was assumed to have fixed ratio with width, hence, the PX particle can be represented only by width and length;
is the volume of crystallizer, which is fixed in this work;
is the growth rate of the crystal, which was just a function of supersaturation in this work;
is the particle birth rate, which is derived from nucleation, breakage, and aggregation;
is the particle death rate, which is caused by breakage;
is the flow rate of inlet or outlet stream; and
is the size distribution within the corresponding stream. As a result, Equation (9) can be simplified as:
The PBE is a partial differential equation, in which the size distribution
is a function of time
and particle size
and
. The PBE is strongly non-linear, and as such does not possess an analytical solution in most cases. Therefore, a numerical solution should be used to solve it. There are three main numerical solutions proposed in the relevant literature [
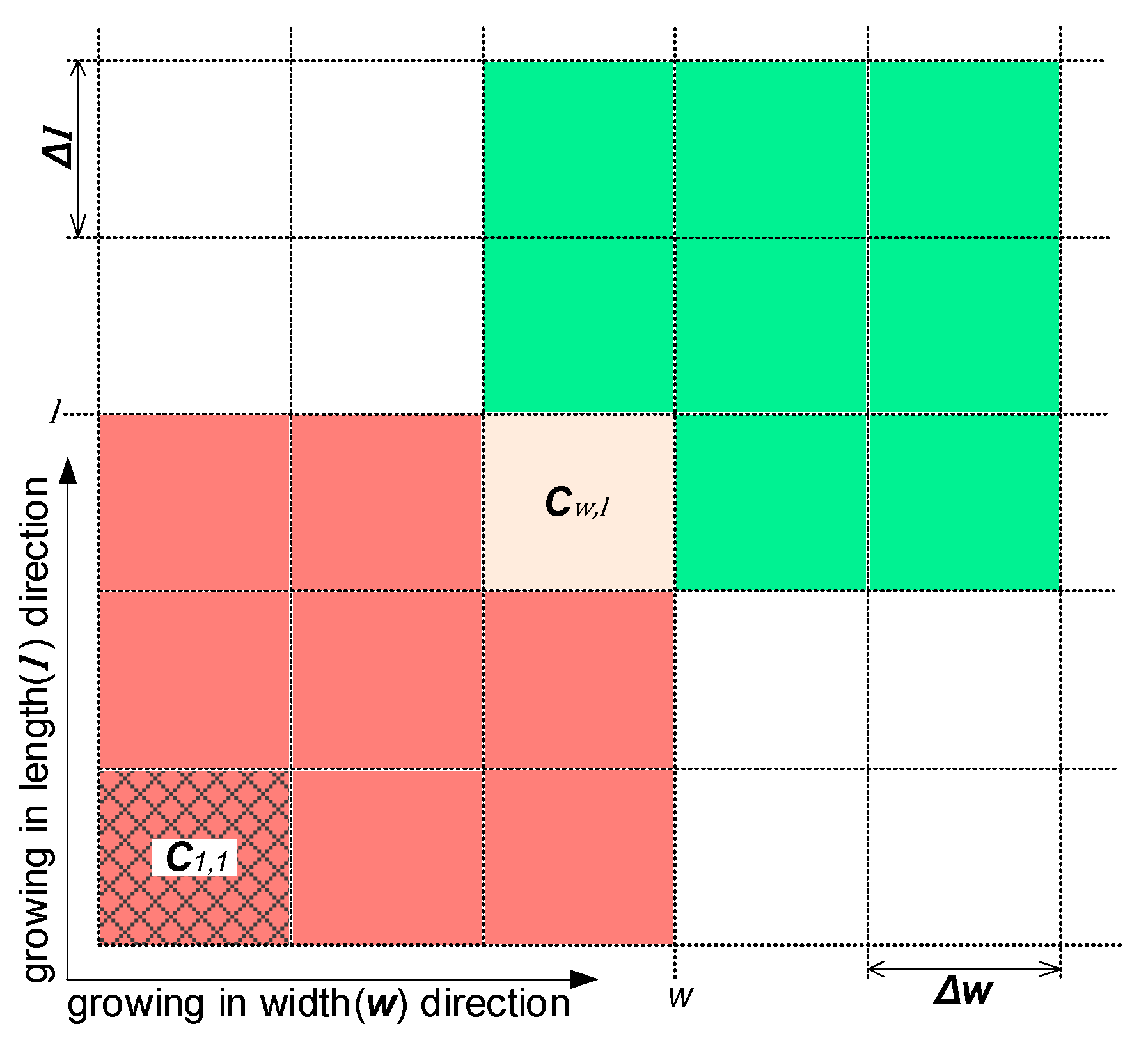
27]: the discretization method, the method of moment, and the finite element method. The discretization method, which involves moment of classes, is one of the most popular approaches for solving population balance equations [
24]. Assuming the upper limits of the particle’s width and length are
and
, respectively, the size range can be discretized by intervals
and
into a matrix (see
Figure 11). For an arbitrary cell
,
, and
represent the width and length of the
particles within it. At a given time
and time interval
, new nucleated particles appear in
at a rate of
. Then, the growth of particles in
brings them into the green cells, for which the location can be calculated by
and
. The breakage of particles in
generates particles with random size, which enter into the red cells, and the aggregation of particles therein form larger particles, some of which may enter
.
The net flow of crystals in cell
Cw,l caused by growth is given in Equation (11) as follows:
where
represents the average population density of particles in
and
, and the equivalent applies to the other terms. The crystal flow fluxes at boundaries
,
,
, and
are zero. The nucleation phenomenon is the appearance of new particles, which contributes to the increase in the quantity of particles in
, into which there are no inflows from the left and bottom cells. From the above, the net flow into
can be written as below (Equation (12)):
Particle breakage is a random event and, similarly, the resultant two particles are each of random size. For each particle in every cell, the breakage possibility was calculated using Equation (7), and a random value within [0, 1] was software generated. If was less than , the particle split into two parts with random size and moved to corresponding cells. Aggregation is also a random event that occurs when two particles contact each other. For any pair, the possibility of aggregation was calculated by Equation (8), which was supplemented by a randomized value within [0, 1]. If , two particles aggregated into a larger one and moved to the corresponding cell. The residence time was the average growth duration of particles in the crystallizer, which can be calculated by dividing the volume of the crystallizer by the flow rate.
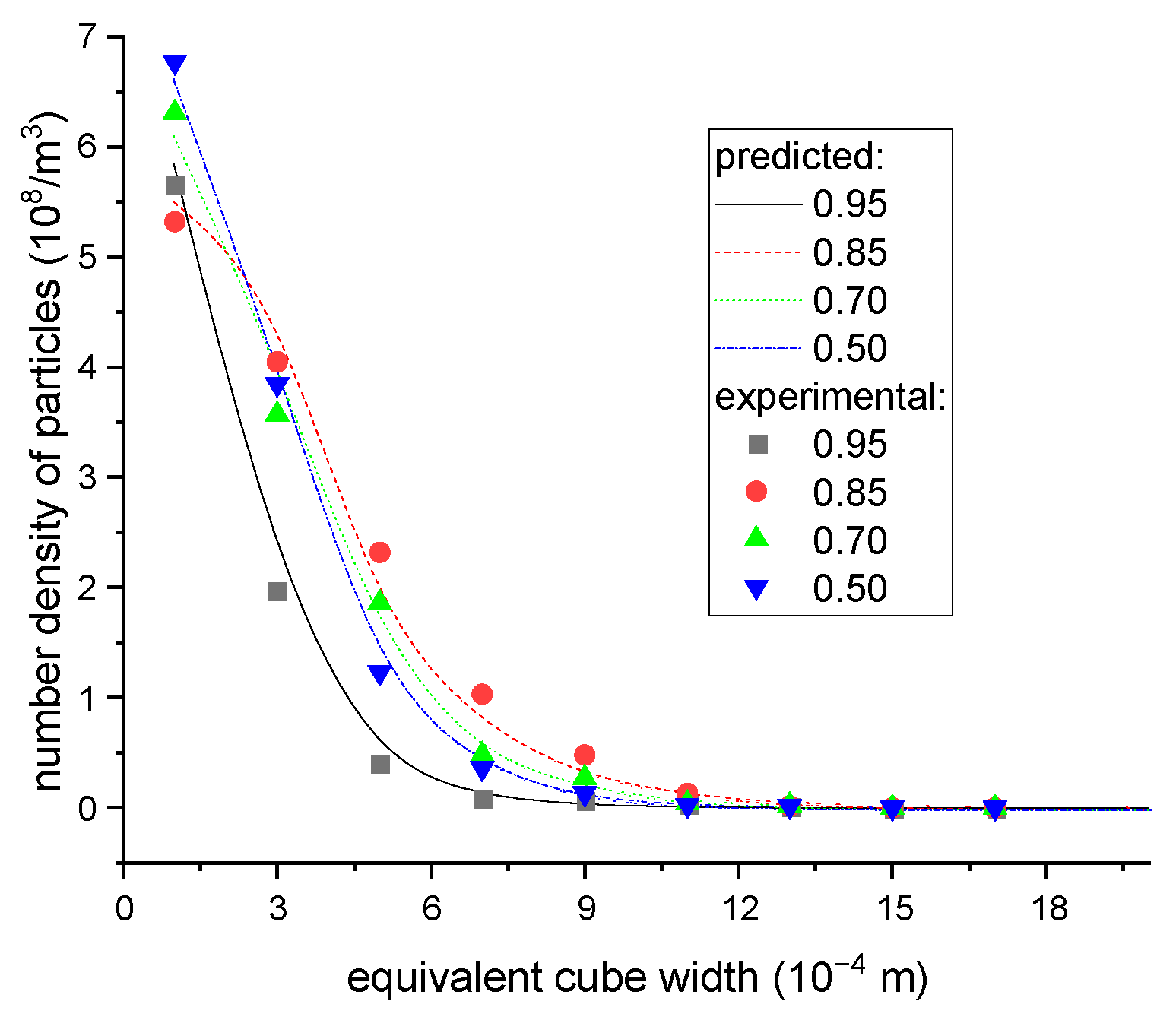
The aforementioned algorithms were implemented in Matlab. To validate the reliability of the presented models, practical continuous crystallization experiments were carried out. The feed concentration and operating conditions for these experiments are given in
Table 3, and the final particle volume distribution was determined by counting the number of particles within a given interval. The processes were also simulated by the developed subroutine while subjected to the same conditions. The particle width and length ranges were 2 mm and 8 mm, respectively; the size step was 0.02 mm, and the time step was 1 s. The calculations continued until the size distribution in the crystallizer was stable, after which results indicated that the simulation time range of 30 min was enough. The program was executed on a Dell PC computer with 8 G memory and I5 CPU, so only a few minutes were required to finish the computation. The comparison of particle volume distributions between experimental results and calculated predictions is given in
Figure 12, wherein the predictive data closely matched with the experimental results, thereby confirming the correctness of the proposed models.
4.2. Optimization of the Separation Process
The simplified flowsheet of isomerization reactor and multi-stage crystallizers (as presented in
Figure 2) was a process with recycles and can be solved by equation-oriented or sequential-modular algorithm. For the three-stage crystallizers, the control variables were the crystallization temperature and the mean residence time in each crystallizer. However, the isomerization reactor, separator, and washing units were very complicated and not the subject of investigation in this work, so instead simplified models were used to simulate them. The target variables were the final yield of PX product and the energy needed in the process. The industrial product PX purity was typically 99.8%, and hence the crystallized solid particles were assumed to be pure PX. The reaction mechanism in the isomerization reactor was very complicated, and thus the composition of reaction and separation product (stream 4) were assumed to remain constant.
The material and composition balance equations for each stream are given below (Equation (13)), wherein is the flow rate of stream ; represents the composition of component in stream ; is the particle size distribution in stream ; and , , , and are the calculation models for the isomerization reactor, separator, crystallizer, and centrifuge and wash units, respectively:
For the separator model Fs, the PX, OX, MX, and ethyl benzene compounds were assumed to be separated from the mixture and sent to subsequent crystallizer units. The presented models, as per previous sections, were used for solving Fc in three crystallizers. The slurry with PX particles was introduced into the centrifuge unit, whereupon the PX-lean liquor and tiny-size PX particles (assumed to be of size < 0.2 mm) were separated from the resultant cake and recycled into the isomerization reactor. The remaining PX cake content was washed with the high-purity liquid PX product and centrifugally separated again. The PX-rich liquor was sent back into the first crystallizer, and the high-purity cake was introduced into the melting unit from which the final product was obtained. Referring to a practical Lummus industrial process, the impurity content in the wet PX cake (after centrifuging but before washing) was determined to be about 5 wt.%, the mass ratio between washing liquid and wet PX cake was 0.23, and only impurity contained in the wet PX cake was removed by washing. The PX cake was assumed to be pure after washing and centrifuging.
The process was simulated using a sequential-modular approach implemented in Matlab. Because of loops in the process, streams 10 and 14 were selected as the tear streams. Due to the complicated nature of the isomerization reactor and separator units, and the concentration of stream 4 being a function of the operating duration, temperature, and catalyst performance in the reactor, this aspect was outside of the scope of our investigation. Therefore, the isomerization reactor and separator were not accounted for in our simulation, and the data tabulated in
Table 4 were used as the constant composition for stream 4. The compositions of streams 10 and 14 were updated after one round of calculations, which were continued if the difference between the previous composition and the new one was not within tolerance (relative deviation > 10
−6); otherwise, the process converged. The model solving sequence is given in
Figure 13, below:
The ternary eutectic temperature was 207 K, as determined in previous investigations, which meant that the crystallization should be performed above this temperature. The operating temperature for each crystallizer (1, 2, and 3) were set at 265 K, 255 K, and 246 K, respectively, with a mean residence time of 10 min for each. Based on the variation of one of the six independent variables (temperatures and mean residence times across the three crystallizers), and keeping others fixed, the impact of operating conditions on product yield was given in
Figure 14 and
Figure 15. The results indicate that the final yield of PX increases with residence time in the first and second crystallizers, and retains stability after 20 s. Conversely, while the yield increases with residence time in the third crystallizer, it remains stable after 300 s. Additionally, the product yield is not significantly affected by temperature, as in the first and second crystallizers, but increases rapidly with the reduction of temperature, as in the third.
Although the above analysis was based on the simplified crystallization separation process and related parameters in this work, the proposed models and algorithms were still applied in other cases. For other continuous suspension crystallization separation processes with different compounds, operating temperatures, mean residence times, or stirring rates, the proposed models’ parameters can be reproduced and no adjustment to the models is necessary.
5. Conclusions
The behaviors of nucleation, growth, breakage, and aggregation of PX particles were observed in an apparatus with both constant temperature and concentration, and the crystallization process was recorded via a microscope camera. The captured images were then transferred to a computer, where the boundaries of the particles were detected. The PX particle can be assumed to be a rectangular plate with fixed ratio between width and thickness. As a result, the width and length of the plate can be used to represent the three-dimensional size of a PX particle. The nucleation kinetic was built from the change in the number of particles at different temperatures and concentrations. The growth kinetic was correlated based on the plate size change in relation to time at different supersaturations. Finally, the breakage and aggregation models were regressed based on the observed particle collision and splitting.
A population balance equation was built to describe the mass balance and size distribution in the suspension crystallization separation crystallizers. Though only nucleation and growth kinetics were considered in most published papers as potential factors for solving the population balance equation, we included the breakage and aggregation kinetics in our work as well. Our population balance equation was solved using an extended moment of classes algorithm, and the solving process was implemented in MATLAB. Based on this, the number of particles in each moment class were updated using rigorous models.
From here, we designed and conducted a three-stage suspension crystallization separation experiment, in which each crystallizer had a distinct operating temperature and mean residence time. We also simulated the process using the aforementioned models, and the predicted results matched well with the experimental results, thus verifying the reliability of the proposed models. To enhance the yield of a multi-stage suspension crystallization separation process with loops, the effects of the operating temperature and mean residence time of each crystallizer on the final product yield were simulated. Ultimately, the distribution of product yield with crystallizer temperature and residence time was obtained, and the operating cost can also be calculated based on the crystallization duration and temperature. Although the simulation was carried out on a custom process, the proposed models and algorithms can still be applied in other cases and provide an alternative approach for optimizing continuous crystallization processes.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}



