

Computing the Thermal Efficiency of Autoclaves during Steaming of Frozen Prisms for Veneer Production at Changing Operational Conditions


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials for Research
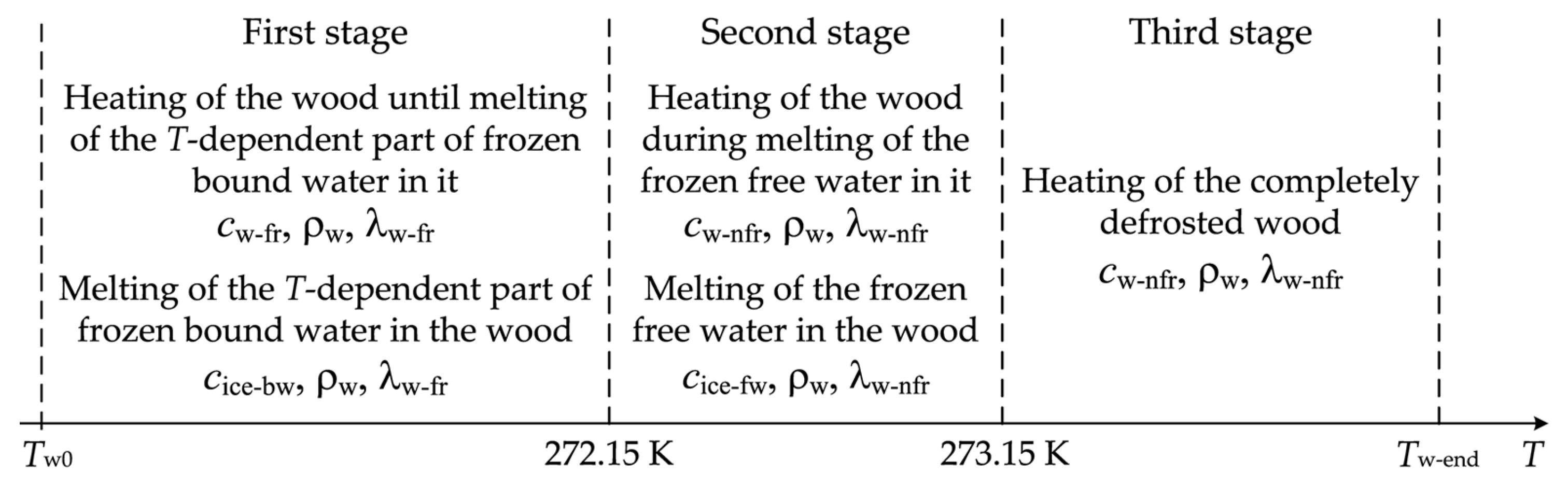
2.2. Modelling of the 2D Unsteady Temperature Change in Prisms
- ▪
- during the steaming process:
- ▪
- during the subsequent conditioning process:
2.3. Modelling of Thermal Efficiency of Modes for Steaming of Wooden Prisms in Autoclaves

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steaming Modes | Ist Stage of tm1, °C | IInd Stage of tm1, °C | Ist Stage of tm1 τI, h | IInd Stage of tm1 τII, h | τsteam = τI + τII, h |
|---|---|---|---|---|---|
| Mode 0 | 130 | − | 13.9 | − | 13.9 |
| Mode 1 Mode 2 Mode 3 | 130 130 130 | 120 120 120 | 3.0 7.0 11.0 | 13.2 8.7 4.2 | 16.2 15.7 15.2 |
| Mode 4 Mode 5 Mode 6 | 130 130 130 | 110 110 110 | 3.0 7.0 11.0 | 15.7 10.7 5.7 | 18.7 17.7 16.7 |
| Mode 7 Mode 8 Mode 9 | 130 130 130 | 100 100 100 | 3.0 7.0 11.0 | 17.7 12.1 6.5 | 20.7 19.1 17.5 |
2.4. Change in the Steaming Medium Temperature Tm of Modes in Cases of Absence and Presence of Dispatcher Intervention
3. Results
3.1. Computing the 2D Unsteady Temperature Change in Prisms during Studied Modes
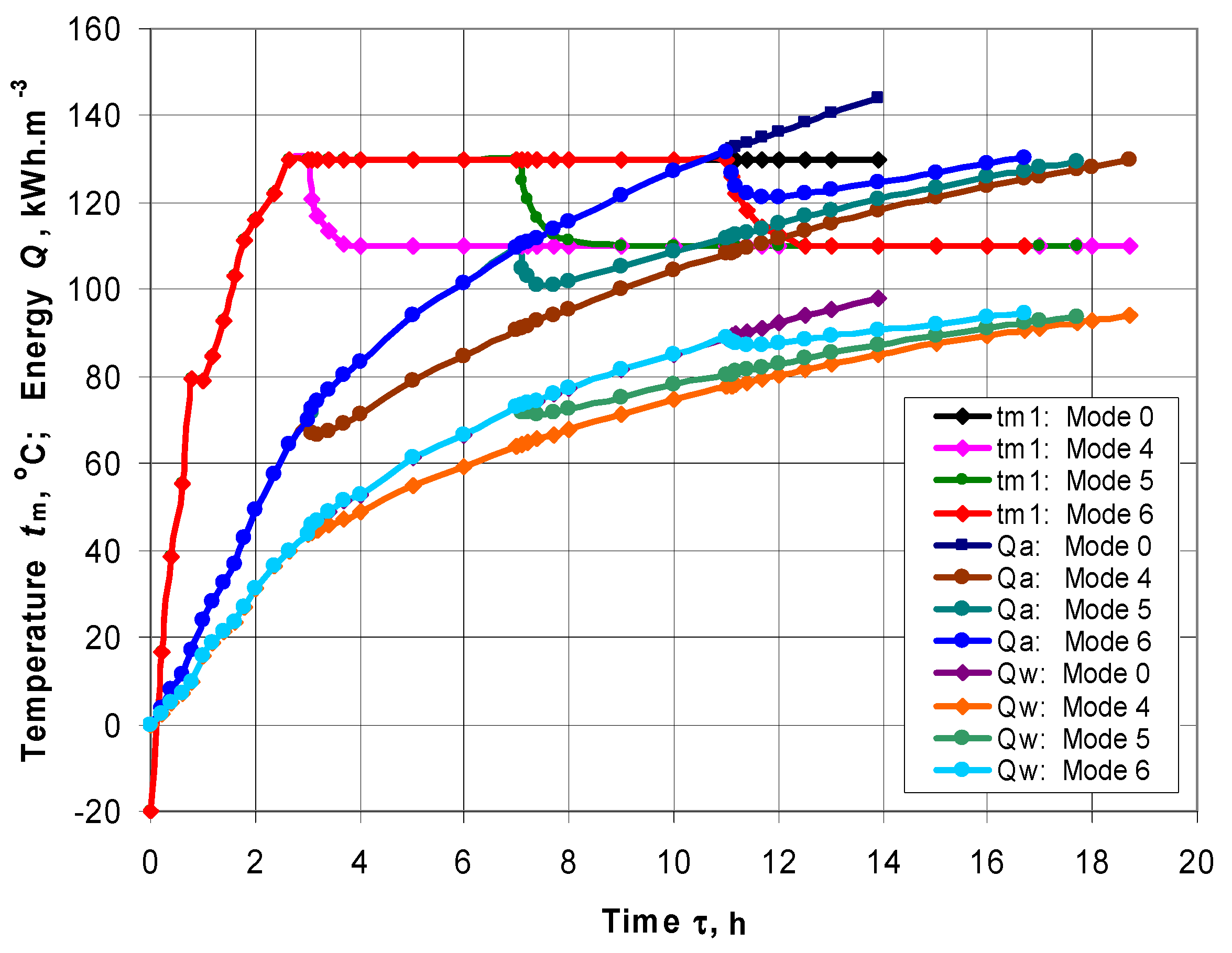
3.2. Computing the Qa, Qw, and η for the Cases of Absence and Presence of Dispatcher Intervention in Steaming Modes
4. Discussion
| Steaming Modes | Δτ, h | τ2 = τsteam, h | τ4 = τmode, h | tw-avg at τ2, °C | Qw-max, kWh·m−3 | Qa-max, kWh·m−3 | η, % |
|---|---|---|---|---|---|---|---|
| Mode 0 | 0 | 13.9 | 17.4 | 91.7 | 97.95 | 144.08 | 68.0 |
| Mode 1 Mode 2 Mode 3 | 3 7 11 | 16.2 15.7 15.2 | 18.7 18.2 17.7 | 90.2 90.0 90.5 | 96.44 96.34 96.69 | 137.19 137.06 137.49 | 70.3 70.3 70.3 |
| Mode 4 Mode 5 Mode 6 | 3 7 11 | 18.7 17.7 16.7 | 20.2 19.2 18.2 | 87.3 87.1 87.9 | 94.01 93.86 94.50 | 129.65 129.44 131.21 | 72.5 72.5 72.0 |
| Mode 7 Mode 8 Mode 9 | 3 7 11 | 20.7 19.1 17.5 | 22.2 20.6 19.0 | 81.8 81.7 83.0 | 89.60 89.53 90.55 | 120.11 119.98 131.75 | 74.6 74.6 68.7 |
5. Conclusions
- At the moment τ2 = τsteam = 13.9 h, when the introduction of water vapor into the autoclave ends, the greatest values Qw-max = 97.95 kWh∙m−3 and Qa-max = 144.08 kWh∙m−3 are established in the basic mode, which takes place at tm1 = 130 °C = const. These values of Qw-max and Qa-max determine the presence of the lowest value of η = 68.0% of the basic mode compared to the thermal efficiency of all modes with dispatcher intervention.
- When, upon application of dispatcher intervention, the temperature of the processing medium in the autoclave is reduced from tm1 = 130 °C to tm1 = 120 °C, the energies Qw and Qa reach their maximum values at moments τ2 = τsteam, which depend on the occurrence times of this intervention. Then, they are equal to about Qw-max ≈ 96.5 kWh∙m−3 and Qa-max ≈ 137.3 kWh∙m−3, respectively. As a result, the energy efficiency turns out to be the same, equal to 70.3% for all three such modes investigated.
- When, after dispatcher intervention, the temperature tm1 is reduced from 130 to 110 °C, the energies Qw and Qa reach maximum values at the moment τ2 = τsteam only at Δτa = 3 h and Δτb = 7 h. Then, they are equal to about Qw-max ≈ 93.9 kWh∙m−3 and Qa-max ≈ 129.5 kWh∙m−3, respectively, resulting in η ≈ 72.5%. In the case when Δτc = 11 h, the maximum values of Qw-max = 94.6 kWh∙m−3 and Qa-max = 131.2 kWh∙m−3 are reached at the moment of application of the dispatcher intervention, and this causes a reduction of η to η = 72.0%. In this case τsteam = 16.7 h.
- When, after dispatcher intervention, tm1 is reduced from 130 to 100 °C, Qw and Qa reach maximum values at the moment τ2 = τsteam also only at Δτa = 3 h and Δτb = 7 h. Then, they are equal to approximately Qw-max ≈ 89.6 kWh∙m−3 and Qa-max ≈ 120.1 kWh∙m−3, respectively, resulting in η ≈ 74.6%. In the case when Δτc = 11 h, the maximum values of Qw-max = 90.6 kWh∙m−3 and Qa-max = 131.8 kWh∙m−3 are reached at the time of application of the dispatcher intervention and this causes a reduction of η to η = 68.7%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
Abbreviations
| Symbols | |
| b | width of the wooden prisms, m |
| c | specific heat capacity, J·kg−1·K−1 |
| d | thickness of the prisms, m |
| D | diameter of the steaming autoclave, m |
| l | length of the prisms, m |
| L | length of the autoclave, m |
| q | thermal power, kW |
| Q | thermal energy, kWh·m−3 |
| S | aria, m2 |
| T | temperature, K |
| t | temperature, °C: t = T − 273.15 |
| u | moisture content, kg·kg−1 = %/100 |
| x | coordinate along d |
| y | coordinate along b |
| α | convective heat transfer coefficient, W·m−2·K−1 |
| γ | loading of the autoclave, m3·m−3 = %/100 |
| η | energy efficiency, % |
| λ | thermal conductivity, W·m−1·K−1 |
| ρ | density, kg·m−3 |
| τ | time, s |
| Δτ | step along τ, s |
| Subscripts: | |
| a | autoclave |
| ad | anatomical direction (for wood) |
| avg | average |
| b | basic (for density or for steaming mode) |
| bw | bound water |
| cr | cross sectional to the fibers |
| cw | condensed water (for autoclave) |
| e | emission (for autoclave) |
| eff1 | effective (for c of wood with frozen bound water) |
| eff2 | effective (for c of wood with frozen free water) |
| eff3 | effective (for c of non-frozen wood) |
| fr | frozen |
| fv | free volume (for autoclave) |
| fw | free water |
| ice | ice |
| il | insulating layer |
| h | heat |
| i | mesh point along x |
| j | mesh point along y |
| m | medium |
| mb | metal body (for autoclave and trolleys in it for placing of wood materials) |
| nfr | non-frozen |
| s | surface |
| w | wood |
| 0 | initial |
| Superscripts: | |
| n | time level: n = 0, 1, 2, 3, …, τend/Δτ |
| 272.15 at 272.15 K, i.e., at −1 °C | |
| 293.15 at 293.15 K, i.e., at 20 °C | |
References
- Zhukov, E.V.; Onegin, V.I. Technology of Protective and Decorative Coatings of Wood and Wood Materials; Ecologia: Moscow, Russia, 1993; 304p. [Google Scholar]
- Rüdiger, A. Grundlagen des Möbel- und Innenausbaus; DRW-Verlag GmbH & Co. KG: Leinfelden-Echterdingen, Germany, 1995; 306p. [Google Scholar]
- Jaić, M.; Živanović, R. Surface Processing of Wood—Theoretical Base and Technological Processes; University in Belgrade: Belgrade, Serbia, 2000; 400p. [Google Scholar]
- Kavalov, A.; Angelski, D. Technology of Furniture; University of Forestry: Sofia, Bulgaria, 2014; 390p. [Google Scholar]
- Vorreiter, L. Holztechnologisches Handbuch, Band I; Verlag Georg Fromme & Co.: Wien, Austria, 1949; 547p. [Google Scholar]
- Chudinov, B.S. Theoretical Research of Thermo-Physical Properties and Thermal Treatment of Wood. Ph.D. Thesis, SibLTI, Krasnoyarsk, Russia, 1966. [Google Scholar]
- Kollmann, F.F.; Côté, W.A., Jr. Solid wood. In Principles of Wood Science and Technology; Springer: New York, NY, USA; Berlin/Heidelberg, Germany, 1984; 592p. [Google Scholar]
- Shubin, G.S. Drying and Thermal Treatment of Wood; Lesnaya Promyshlennost: Moscow, Russia, 1990; 337p. [Google Scholar]
- Sohor, M.; Kadlec, P. Hydrothermal Treatment of Wood for Production of Veneer. Drevo 1990, 2. [Google Scholar]
- Lawniczak, M. Hydrothermal and Plasticizing Treatment of Wood. Part I. Boiling and Steaming of Wood; Agricultural Academy: Poznan, Poland, 1995; 149p. [Google Scholar]
- Trebula, P.; Klement, I. Drying and Hydrothermal Treatment of Wood; Technical University in Zvolen: Zvolen, Slovakia, 2002; 449p. [Google Scholar]
- Videlov, C.H. Drying and Thermal Treatment of Wood; University of Forestry: Sofia, Bulgaria, 2003; 335p. [Google Scholar]
- Pervan, S. Technology for Treatment of Wood with Water Steam; University in Zagreb: Zagreb, Croatia, 2009. [Google Scholar]
- Deliiski, N.; Dzurenda, L. Modelling of the Thermal Processes in the Technologies for Wood Thermal Treatment; Technical University in Zvolen: Zvolen, Slovakia, 2010; 224p. [Google Scholar]
- Niemz, P.; Sonderegger, W. Holzphysik: Physik des Holzes und der Holzwerkstoffe; Carl Hanser Verlag GmbH & Company KG: Munich, Germany, 2017; 580p. [Google Scholar]
- Deliiski, N.; Dzurenda, L.; Angelski, D.; Tumbarkova, N. Influence of selected factors on the duration and energy efficiency of autoclave steaming regimes of non-frozen prisms for veneer production. Energies 2021, 14, 7433. [Google Scholar] [CrossRef]
- Burtin, P.; Jay-Allemand, C.; Charpentier, J.P.; Janin, G. Wood Colour and Phenolic Composition under Various Steaming Conditions. Holzforschung 2000, 54, 33–38. [Google Scholar] [CrossRef]
- Riehl, T.; Welling, J.; Frühwald, A. Druckdämpfen von Schnittholz; Arbeitsbericht 2002/01; Institut für Holzphysik, Bundesforschungsanstalt für Forst- und Holzwirtschaft: Hamburg, Germany, 2002. [Google Scholar]
- Bekhta, P.; Niemz, P. Effect of High Temperature on the Change in Color, Dimensional Stability and Mechanical Properties of Spruce Wood. Holzforschung 2003, 57, 539–546. [Google Scholar] [CrossRef]
- Deliiski, N. Modelling and Technologies for Steaming Wood Materials in Autoclaves. Ph.D. Thesis, University of Forestry, Sofia, Bulgaria, 2003; 358p. [Google Scholar]
- Deliiski, N. Modelling and Automatic Control of Heat Energy Consumption Required for Thermal Treatment of Logs. Drvna Ind. 2004, 55, 181–199. [Google Scholar]
- Deliiski, N.; Sokolovski, S. Autoclaves for Intensive Resource Saving Steaming of Wood Materials. In Proceedings of the 2nd International Scientific Conference “Woodworking Techniques”, Zalesina, Croatia, 11–15 September 2007; pp. 19–26. [Google Scholar]
- Sokolovski, S.; Deliiski, N.; Dzurenda, L. Constructive Dimensioning of Autoclaves for Treatment of Wood Materials under Pressure. In Proceedings of the 2nd International Scientific Conference “Woodworking techniques”, Zalesina, Croatia, 11−15 September 2007; pp. 117–126. [Google Scholar]
- Dagbro, O.; Torniainen, P.; Karlsson, O.; Morén, T. Colour Responses from Wood, Thermally Modified in Superheated Steam and Pressurized Steam Atmospheres. Wood Mater. Sci. Eng. 2010, 5, 211–219. [Google Scholar] [CrossRef]
- Deliiski, N. Model Based Automatic Control of the Wood Steaming Process in Autoclaves. In Proceedings of the 4th International Science Conference “Woodworking Techniques”, Prague, Czech Republic, 7−10 September 2011; pp. 67–72. [Google Scholar]
- Deliiski, N. Transient Heat Conduction in Capillary Porous Bodies. In Convection and Conduction Heat Transfer; Ahsan, A., Ed.; InTech Publishing House: Rijeka, Croatia, 2011; pp. 149–176. [Google Scholar]
- Deliiski, N.; Dzurenda, L.; Trichkov, N.; Tumbarkova, N. Computing the 2D Temperature Field in Non-Frozen Logs at Changing Atmospheric Temperature and during their Subsequent Autoclave Steaming. Acta Fac. Xylologiae Zvolen 2020, 62, 47–59. [Google Scholar]
- Chudinov, B.S. Theory of the Thermal Treatment of Wood; Nauka: Moscow, Russia, 1968; 255p. [Google Scholar]
- Steinhagen, H.P. Heat Transfer Computation for a Long, Frozen Log Heated in Agitated Water or Steam—A Practical Recipe. Holz Roh Werkstoff 1991, 49, 287–290. [Google Scholar] [CrossRef]
- Dzurenda, L.; Deliiski, N. Mathematical Model for Calculation Standard Values for Heat Energy Consumption during the Plasticization Process of Wood Logs and Prisms by Hot Water in Pits. Acta Fac. Xylologie Zvolen 2011, 53, 25–36. [Google Scholar]
- Shirazinia, M.; Moya, R.; Muñoz, F. Properties of Laminated Curves Manufactured with Steamed Veneers from Fast-Growth Tropical Wood in Costa Rica. Madera Bosques 2011, 17, 85–101. [Google Scholar] [CrossRef] [Green Version]
- Deliiski, N. Modelling of the Energy Needed for Heating of Capillary Porous Bodies in Frozen and Non-Frozen States; Lambert Academic Publishing, Scholars’ Press: Saarbrücken, Germany, 2013; 106p. [Google Scholar]
- Šprdlík, V.; Brabec, M.; Mihailović, S.; Rademacher, P. Plasticity Increase of Beech Veneer by Steaming and Gaseous Ammonia Treatment. Maderas Cienc. Tecnol. 2016, 1, 91–98. [Google Scholar] [CrossRef] [Green Version]
- Deliiski, N.; Dzurenda, L.; Tumbarkova, N.; Angelski, D. Mathematical Description of the Latent Heat of Bound Water in Wood during Freezing and Defrosting. Acta Fac. Xyilologiae Zvolen 2020, 62, 41–53. [Google Scholar]
- Konopka, A.; Chuchala, D.; Orlowski, K.A.; Vilkovská, T.; Klement, I. The Effect of Beech Wood (Fagus sylvatica L.) Steaming Process on the Colour Change versus Depth of Tested Wood Layer. Wood Mater. Sci. Eng. 2021, 17, 420–428. [Google Scholar] [CrossRef]
- Moya, R.; Tenorio, C.; Torres, J.D.C. Steaming and Heating Dipteryx panamensis Logs from Fast-Grown Plantation: Reduction of Growth Strain and Effects on Quality. For. Prod. J. 2021, 71, 3–10. [Google Scholar] [CrossRef]
- Deliiski, N.; Vitchev, P.; Angelski, D.; Tumbarkova, N. Change in the duration of the autoclave steaming regimes of non-frozen prisms at dispatching interferences in the production of veneer. Innov. Woodwork. Ind. Eng. Des. 2022, 11, 25–32. [Google Scholar]
- Deliiski, N.; Dzurenda, L.; Vitchev, P.; Tumbarkova, N.; Angelski, D. Change of the energy for warming up of wooden prisms during autoclave steaming at dispatching interferences in production of veneer. Chip- Chipless Woodwork. Processes 2022, 12, 123–128. [Google Scholar]
- Deliiski, N.; Niemz, P.; Vitchev, P.; Angelski, D.; Tumbarkova, N. Computing the duration of regimes for autoclave steaming of frozen wooden prisms under variable operating conditions in veneer production. Wood Mater. Sci. Eng. 2022, 17, 421–428. [Google Scholar] [CrossRef]
- Hadjiski, M.; Deliiski, N.; Grancharova, A. Spatiotemporal Parameter Estimation of Thermal Treatment Process via Initial Condition Reconstruction using Neural Networks. In Intuitionistic Fuzziness and Other Intelligent Theories and Their Applications; Hadjiski, M., Atanasov, K.T., Eds.; Springer: Cham, Switzerland, 2019; pp. 51–80. [Google Scholar]
- Hadjiski, M.; Deliiski, N. Advanced Control of the Wood Thermal Treatment Processing. Cybern. Inf. Technol. 2016, 16, 179–197. [Google Scholar] [CrossRef] [Green Version]
- Hadjiski, M.; Deliiski, N.; Tumbarkova, N. Intelligent Hybrid Control of Thermal Treatment Processes of Wood. In Proceedings of the IEEE 10th International Conference on Intelligent Systems, IS 2020, Varna, Bulgaria, 28–30 August 2020; pp. 482–489. [Google Scholar]
- Sgurev, V.; Hadjiski, M.; Deliiski, N. Multicriteria Optimal Control of Industrial Thermal Processes with Distributed Parameters under Variable Operational Conditions. In Complex Systems: Spanning Control and Computational Cybernetics: Applications. Studies in Systems, Decision and Control; Shi, P., Stefanovski, J., Kacprzyk, J., Eds.; Springer: Cham, Switzerland, 2022; Volume 415, pp. 333–356. [Google Scholar]
- Deliiski, N.; Dzurenda, L.; Angelski, D.; Tumbarkova, N. An Approach to Computing Regimes for Autoclave Steaming of Prisms for Veneer Production with a Limited Power of the Heat Generator. Acta Fac. Xylologiae Zvolen 2018, 60, 101–112. [Google Scholar]
- Deliiski, N. Mathematische Beschreibung der spezifischen Wärmekapazität des aufgetauten und gefrorenen Holzes. In Proceedings of the VIII International Symposium on Fundamental Research of Wood, Warsaw, Poland, 8–12 October 1990; pp. 229–233. [Google Scholar]
- Deliiski, N. Mathematical Description of the Thermal Conductivity Coefficient of Non-frozen and Frozen Wood. In Proceedings of the 2nd International Symposium on Wood Structure and Properties ’94, Zvolen, Slovakia, 5−9 September 1994; pp. 127–134. [Google Scholar]
- Hrčka, R.; Babiak, M. Wood Thermal Properties. In Wood in Civil Engineering; Consu, G., Ed.; InTechOpen: London, UK, 2017; pp. 25–43. [Google Scholar]
- Kanter, K.R. Investigation of the Thermal Properties of Wood. Ph.D. Thesis, MLTI, Moscow, Russia, 1955. [Google Scholar]
- Požgaj, A.; Chovanec, D.; Kurjatko, S.; Babiak, M. Structure and Properties of Wood, 2nd ed.; Priroda a.s.: Bratislava, Slovakia, 1997; 486p. [Google Scholar]
- Khattabi, A.; Steinhagen, H.P. Numerical Solution to Two-dimensional Heating of Logs. Holz Roh Werkstoff 1992, 50, 308–312. [Google Scholar] [CrossRef]
- Khattabi, A.; Steinhagen, H.P. Analysis of Transient Non-linear Heat Conduction in Wood Using Finite-difference Solutions. Holz Roh Werkstoff 1993, 51, 272–278. [Google Scholar] [CrossRef]
- Khattabi, A.; Steinhagen, H.P. Update of “Numerical Solution to Two-dimensional Heating of Logs”. Holz Roh Werkstoff 1995, 53, 93–94. [Google Scholar] [CrossRef]
- Steinhagen, H.P. Thermal Conductive Properties of Wood, Green or Dry, from –40 to +100 °C: A Literature Review; General Technical Report FPL-09; Forest Products Laboratory, Forest Service: New York, NY, USA, 1977. [Google Scholar]
- Steinhagen, H.P. Computerized Finite-difference Method to Calculate Transient Heat Conduction with Thawing. Wood Fiber Sci. 1986, 18, 460–467. [Google Scholar]
- Steinhagen, H.P.; Lee, H.W. Enthalpy Method to Compute Radial Heating and Thawing of Logs. Wood Fiber Sci. 1988, 20, 415–421. [Google Scholar]
- Steinhagen, H.P.; Lee, H.W.; Loehnertz, S.P. LOGHEAT: A Computer Program of Determining Log Heating Times for Frozen and Non-Frozen Logs. For. Prod. J. 1987, 37, 60–64. [Google Scholar]
- Deliiski, N.; Dzurenda, L.; Angelski, D.; Tumbarkova, N. Computing the Energy for Warming up of Prisms for Veneer Production during Autoclave Steaming with a Limited Power of the Heat Generator. Acta Fac. Xilologiae Zvolen 2019, 61, 63–74. [Google Scholar]
- Hadjiski, M.; Deliiski, N.; Angelski, D. Computing the Processing Medium Temperature and Heat Fluxes in the Beginning of Regimes for Autoclave Steaming of Frozen Wood Materials. In Proceedings of the International Conference Automatics and Informatics (ICAI), Varna, Bulgaria, 30 September–2 October 2021; pp. 393–397. [Google Scholar]
- Mörath, M. Das Dämpfen und Kochen in der Furnier– und Sperrholzindustrie. Holztechnik 1949, 29, 129–134. [Google Scholar]








Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Deliiski, N.; Niemz, P.; Angelski, D.; Vitchev, P.; Tumbarkova, N. Computing the Thermal Efficiency of Autoclaves during Steaming of Frozen Prisms for Veneer Production at Changing Operational Conditions. Processes 2023, 11, 822. https://doi.org/10.3390/pr11030822
Deliiski N, Niemz P, Angelski D, Vitchev P, Tumbarkova N. Computing the Thermal Efficiency of Autoclaves during Steaming of Frozen Prisms for Veneer Production at Changing Operational Conditions. Processes. 2023; 11(3):822. https://doi.org/10.3390/pr11030822
Chicago/Turabian StyleDeliiski, Nencho, Peter Niemz, Dimitar Angelski, Pavlin Vitchev, and Natalia Tumbarkova. 2023. "Computing the Thermal Efficiency of Autoclaves during Steaming of Frozen Prisms for Veneer Production at Changing Operational Conditions" Processes 11, no. 3: 822. https://doi.org/10.3390/pr11030822
APA StyleDeliiski, N., Niemz, P., Angelski, D., Vitchev, P., & Tumbarkova, N. (2023). Computing the Thermal Efficiency of Autoclaves during Steaming of Frozen Prisms for Veneer Production at Changing Operational Conditions. Processes, 11(3), 822. https://doi.org/10.3390/pr11030822