
Research on Multiple Constraints Intelligent Production Line Scheduling Problem Based on Beetle Antennae Search (BAS) Algorithm

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Multi-Constraint Intelligent Production Process
2.1. Multi-Constraint Intelligent Production Line Scheduling Process Analysis
2.2. Scheduling Requirements
2.3. Scheduling Model
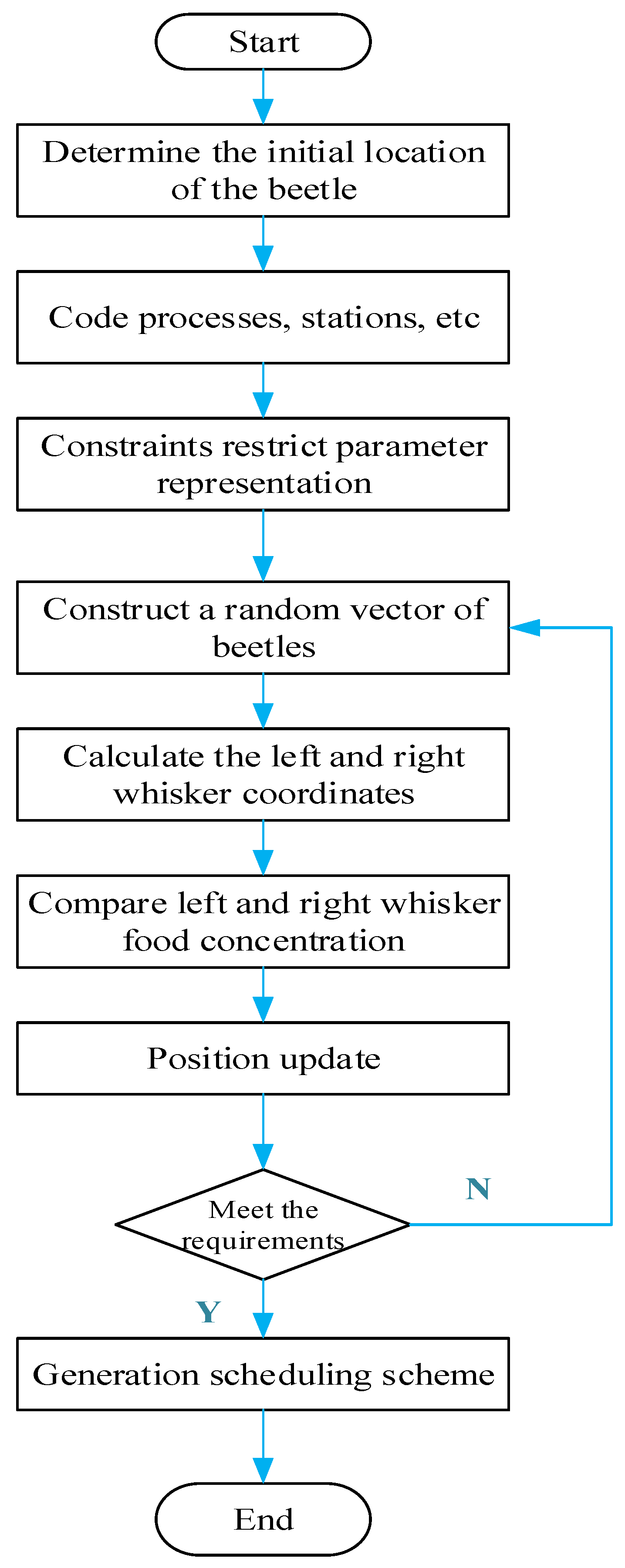
3. Steps of BAS
3.1. Intelligent Production Scheduling Process under Multiple Constraints
- Constraint parameter expression.
- Calculate the number of stations required by each process according to the actual situation of the process.
- Select all stations suitable for each process according to the configuration information of each station.
- Form a preliminary pipeline distribution plan according to the log-on status of employees at each station and the historical production data of employees and implement the distribution.
- Measure the balance rate of the production line according to the actual production capacity of each process and judge the rationality of the current production line process allocation.
- Generally, the balance rate of the production line is used to measure the balance of the production line. When the balance rate of the production line is greater than 85%, it indicates that the load is distributed evenly. If the balance rate of the production line is >85%, proceed to the next step, if not, return to the previous step.
- If it is judged that the current balance rate of the production line is lower than the present value, the working procedure shall be arranged again according to the actual production efficiency and station configuration information of each station, and the production data of each station shall be recorded as reference data for the next intelligent production scheduling.
- Check whether the site memory of each station reaches the site threshold of this process.
- Select the appropriate number of stations according to the production capacity of each process, site configuration information, and employee production data to help process this process.
- Check whether the balance rate reaches the maximum value. If yes, proceed to the next step. If no, return to the previous step.
- Stop emergency dispatching.
3.2. Algorithm Analysis
4. Cases
4.1. Advantages of Multi-Constraint Intelligent Production Line
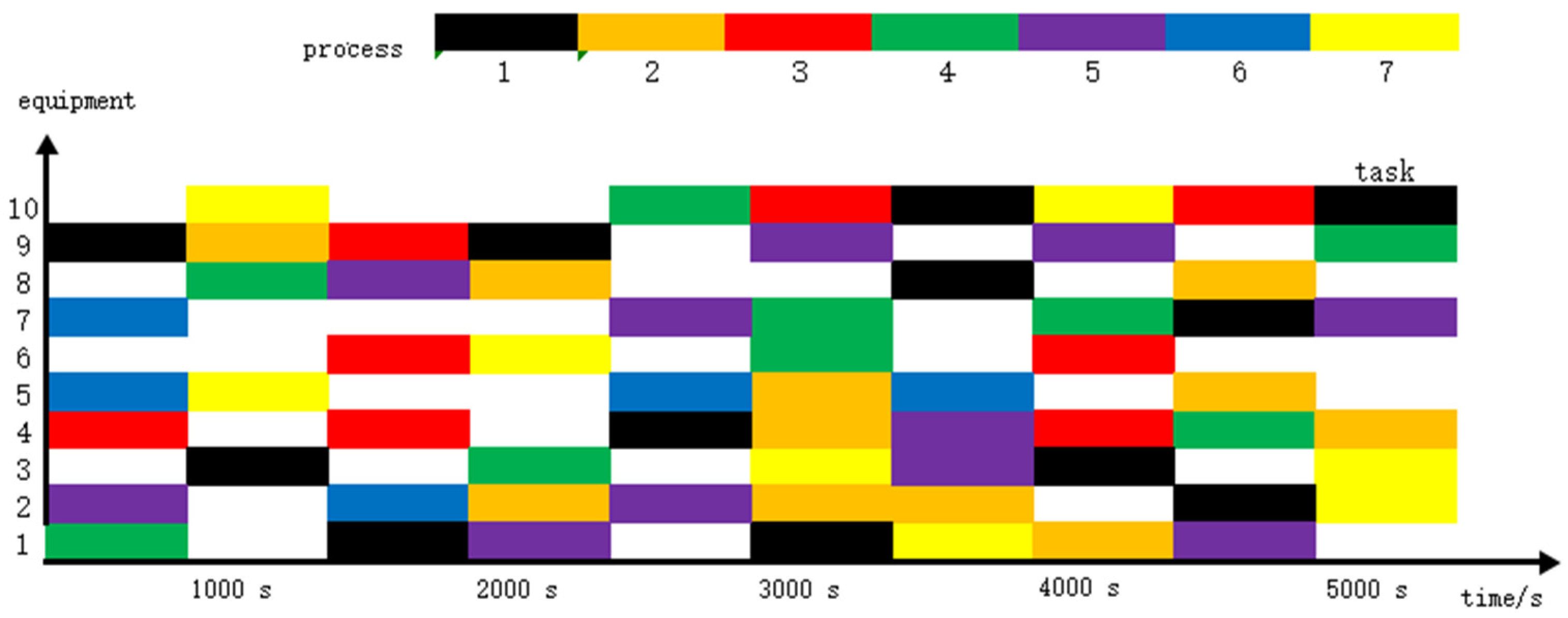
4.2. Case Study
4.3. Result
4.4. Comparison with Related Research
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ebrahimipour, V.; Najjarbashi, A.; Sheikhalishahi, M. Multi-objective modeling for preventive maintenance scheduling in a multiple production line. J. Intell. Manuf. 2015, 26, 111–122. [Google Scholar] [CrossRef]
- Li, H.Y.; Gui, C.; Xiao, K. Simulation of multivariate scheduling optimization for open production line based on improved genetic algorithm. Int. J. Simul. Model. 2018, 17, 347–358. [Google Scholar] [CrossRef]
- Xiao, Y.; Zhou, J.; Wang, R.; Zhu, X.; Zhang, H. Energy-Saving and Low-Carbon Gear Blank Dimension Design Based on Business Compass. Processes 2022, 10, 1859. [Google Scholar] [CrossRef]
- Qu, C.; Shao, J.; Cheng, Z. Can embedding in global value chain drive green growth in China’s manufacturing industry? J. Clean. Prod. 2020, 268, 121962. [Google Scholar] [CrossRef]
- Yu, P.; Ma, H.; Yang, Y.; Tao, L.; Mba, D. A Novel Grey Incidence Decision-making Method Based on Close Degree and Its Application in Manufacturing Industry Upgrading. J. Grey Syst. 2020, 32, 1–15. [Google Scholar]
- Xiao, Y.; Zhao, R.; Yan, W.; Zhu, X. Analysis and Evaluation of Energy Consumption and Carbon Emission Levels of Products Produced by Different Kinds of Equipment Based on Green Development Concept. Sustainability 2022, 14, 7631. [Google Scholar] [CrossRef]
- Mota, B.; Gomes, L.; Faria, P.; Ramos, C.; Vale, Z.; Correia, R. Production Line Optimization to Minimize Energy Cost and Participate in Demand Response Events. Energies 2021, 14, 462. [Google Scholar] [CrossRef]
- Yu, H.; Han, S.; Yang, D.; Wang, Z.; Feng, W. Job Shop Scheduling Based on Digital Twin Technology: A Survey and an Intelligent Platform. Complexity 2021, 2021, 8823273. [Google Scholar] [CrossRef]
- Hu, O. Research on Scheduling Model of Production Line Based on Grey Prediction and Its Application. J. Wuhan Univ. Technol. 2020, 42, 106–112. [Google Scholar]
- Zhang, J.; Li, X. Research on Intelligent Production Line Scheduling Problem Based on LGSO Algorithm. Comput. Sci. 2021, 48, 668–672. [Google Scholar]
- Ma, W.; Zhang, Y. Scheduling batches in shampoo industry based on simulation method. Comput. Integr. Manuf. Syst. 2022, 28, 3403–3420. [Google Scholar]
- Jia, Y.; Zhang, K. Scheduling model of machine tool seat flexible production line based on Petri net. J. Mech. Electr. Eng. 2022, 39, 7. [Google Scholar]
- Wu, Q.; Ma, Y. Data-driven dynamic scheduling method for semiconductor production line. Control. Theory Appl. 2015, 32, 1233–1239. [Google Scholar]
- Jin, Y.; Yang, W. Introduction of logistics scheduling system for a discrate automatic. Manuf. Autom. 2021, 43, 32–36. [Google Scholar]
- Eroglu, D.Y.; Ozmutlu, H.C. Solution method for a large-scale loom scheduling problem with machine eligibility and splitting property. J. Text. Inst. 2017, 108, 2154–2165. [Google Scholar] [CrossRef]
- Wang, J.A.; Pan, R.R.; Gao, W.D.; Wang, H. An automatic scheduling method for weaving enterprises based on genetic algorithm. J. Text. Inst. 2015, 106, 1377–1387. [Google Scholar] [CrossRef]
- Zhang, K.; Wang, Z.; Chen, G.; Zhang, L.; Yang, Y.; Yao, C.; Wang, J.; Yao, J. Training effective deep reinforcement learning agents for real-time life-cycle production optimization. J. Pet. Sci. Eng. 2022, 208, 109766. [Google Scholar] [CrossRef]
- Duan, J.; Duan, G.; Cheng, S.; Cao, S.; Wang, G. Fixed-time time-varying output formation–containment control of heterogeneous general multi-agent systems. ISA Trans. 2023. In Press. [Google Scholar] [CrossRef]
- Wang, L.; Zhao, H.; Liu, X.; Zelin, Z.; Xu-Hui, X.; Evans, S. Optimal Remanufacturing Service Resource Allocation for Generalized Growth of Retired Mechanical Products: Maximizing Matching Efficiency. IEEE Access 2021, 9, 89655–89674. [Google Scholar]
- Cao, B.; Zhang, W.; Wang, X.; Zhao, J.; Gu, Y.; Zhang, Y. A memetic algorithm based on two_Arch2 for multi-depot heterogeneous-vehicle capacitated arc routing problem. Swarm Evol. Comput. 2021, 63, 100864. [Google Scholar] [CrossRef]
- Dong, Y. Terminal inventory level constraints for online production scheduling. Eur. J. Oper. Res. 2021, 295, 102–117. [Google Scholar] [CrossRef]
- Zhang, H.; Li, X.; Kan, Z.; Zhang, X.; Li, Z. Research on optimization of assembly line based on product scheduling and just-in-time feeding of parts. Assem. Autom. 2021, 41, 577–588. [Google Scholar] [CrossRef]
- Munoz, E.; Capon-Garcia, E. Systematic approach of multi-label classification for production scheduling. Comput. Chem. Eng. 2019, 122, 238–246. [Google Scholar] [CrossRef]
- Spindler, J.; Kec, T.; Ley, T. Lead-time and risk reduction assessment of a sterile drug product manufacturing line using simulation. Comput. Chem. Eng. 2021, 152, 107401. [Google Scholar] [CrossRef]
- Kundakc, N.; Kulak, O. Hybrid genetic algorithms for minimizing makespan in dynamic job shop scheduling problem. Comput. Ind. Eng. 2016, 96, 31–51. [Google Scholar] [CrossRef]
- Wang, S.; Zhang, C.; Liu, Q.; Rao, Y.Q.; Yin, Y. Flexible job shop dynamic scheduling under different reschedule periods. Comput. Integr. Manuf. Syst. 2014, 20, 2470–2478. [Google Scholar]
- Chen, H.; Chen, Y.; Ding, J.; Liu, Y.L. Analysis of garment hanging production line organization. J. Silk 2012, 49, 30–32. [Google Scholar]
- Trevino-Martinez, S.; Sawhney, R.; Sims, C. Energy-carbon neutrality optimization in production scheduling via solar net metering. J. Clean. Prod. 2022, 380, 134627. [Google Scholar] [CrossRef]
- Xiao, Y.; Jiang, Z.; Gu, Q.; Yan, W.; Wang, R. A novel approach to CNC machining center processing parameters optimization considering energy-saving and low-cost. J. Manuf. Syst. 2021, 59, 535–548. [Google Scholar] [CrossRef]
- Music, G. Petri Net based solution supervision and local searchfor Job Shop scheduling. IFAC-Pap. 2021, 54, 665–670. [Google Scholar]
- Hu, L.; Liu, Z.; Hu, W.; Wang, Y.; Tan, J.; Wu, F. Petri-net-based dynamic scheduling of flexible manufacturing system via deep reinforcement learning with graph convolutional network. J. Manuf. Syst. 2020, 55, 1–14. [Google Scholar] [CrossRef]
- Crh, M.; Ribeiro, C.C. Shop scheduling in manufacturing environments: A review. Int. Trans. Oper. Res. 2022, 29, 3237–3293. [Google Scholar]
- Lv, Y.; Weitong, C.; Zhong, B. The Invention Relates to an Intelligent Production Scheduling Method for Garment Hanging Production Line. CN112009975A, 1 December 2020. [Google Scholar]
- Ziang, X.; Jinsong, D.; Guohua, Z. Adaptive dynamic scheduling of shirt hanging pipeline. J. Text. Res. 2001, 41, 144–149. [Google Scholar]
- Tamssaouet, K.; Dauzère-Pérès, S.; Knopp, S.; Bitar, A.; Yugma, C. Multiobjective optimization for complex flexible job-shop scheduling problems. Eur. J. Oper. Res. 2022, 296, 87–100. [Google Scholar] [CrossRef]
- Abuhamdah, A.; Alzaqebah, M.; Jawarneh, S.; Althunibat, A.; Banikhalaf, M. Moth optimisation algorithm with local search for the permutation flow shop scheduling problem. Int. J. Comput. Appl. Technol. 2021, 65, 189. [Google Scholar] [CrossRef]
- Park, M.J.; Choi, B.C.; Min, Y.; Kim, K.M. Two-Machine Ordered Flow Shop Scheduling with Generalized Due Dates. Asia-Pac. J. Oper. Res. 2020, 37, 1950032. [Google Scholar] [CrossRef]
- Jia, L.; Baz, D.E. A Dual Heterogeneous Island Genetic Algorithm for Solving Large Size Flexible Flow Shop Scheduling Problems on Hybrid multi-core CPU and GPU Platforms. Math. Probl. Eng. 2019, 2019, 1–13. [Google Scholar]
- Zhao, H.; Yao, H.; Jiao, Y.; Wang, Y. An Improved Beetle Antennae Search Algorithm Based on Inertia Weight and Attenuation Factor. Math. Probl. Eng. 2022, 2022, 1–20. [Google Scholar]
- Khan, A.T.; Cao, X.; Li, S.; Katsikis, V.N.; Brajevic, I.; Stanimirovic, P.S. Fraud detection in publicly traded U.S firms using Beetle Antennae Search: A machine learning approach. Expert Syst. Appl. 2022, 191, 116148. [Google Scholar] [CrossRef]
- Wang, S. Numerical Analysis and Parameter Optimization of Wear Characteristics of Titanium Alloy Cross Wedge Rolling Die. Metals 2021, 11, 1998. [Google Scholar]
- Khan, A.T.; Cao, X.; Li, S. Dual Beetle Antennae Search system for optimal planning and robust control of 5-link biped robots. J. Comput. Sci. 2022, 60, 101556. [Google Scholar] [CrossRef]
- Medvedeva, M.; Katsikis, V.; Mourtas, S.; Simos, T.E. Randomized time-varying knapsack problems via binary beetle antennae search algorithm: Emphasis on applications in portfolio insurance. Math. Methods Appl. Sci. 2020, 44, 2002–2012. [Google Scholar] [CrossRef]
- Wang, J.; Situ, C.; Yu, M. The post-disaster emergency planning problem with facility location and people/resource assignment. Kybernetes 2019. ahead-of-print. [Google Scholar] [CrossRef]
- Lyu, Y.; Mo, Y.; Lu, Y.; Liu, R. Enhanced Beetle Antennae Algorithm for Chemical Dynamic Optimization Problems’ Non-Fixed Points Discrete Solution. Processes 2022, 10, 148. [Google Scholar] [CrossRef]









Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Xu, H.; Huang, J.; Xiao, Y. Research on Multiple Constraints Intelligent Production Line Scheduling Problem Based on Beetle Antennae Search (BAS) Algorithm. Processes 2023, 11, 904. https://doi.org/10.3390/pr11030904
Zhang Y, Xu H, Huang J, Xiao Y. Research on Multiple Constraints Intelligent Production Line Scheduling Problem Based on Beetle Antennae Search (BAS) Algorithm. Processes. 2023; 11(3):904. https://doi.org/10.3390/pr11030904
Chicago/Turabian StyleZhang, Yani, Haoshu Xu, Jun Huang, and Yongmao Xiao. 2023. "Research on Multiple Constraints Intelligent Production Line Scheduling Problem Based on Beetle Antennae Search (BAS) Algorithm" Processes 11, no. 3: 904. https://doi.org/10.3390/pr11030904
APA StyleZhang, Y., Xu, H., Huang, J., & Xiao, Y. (2023). Research on Multiple Constraints Intelligent Production Line Scheduling Problem Based on Beetle Antennae Search (BAS) Algorithm. Processes, 11(3), 904. https://doi.org/10.3390/pr11030904