
A Non-Uniform Interference-Fit Size Investigation of CFRP/Al Alloys by Riveting Mold Design

Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
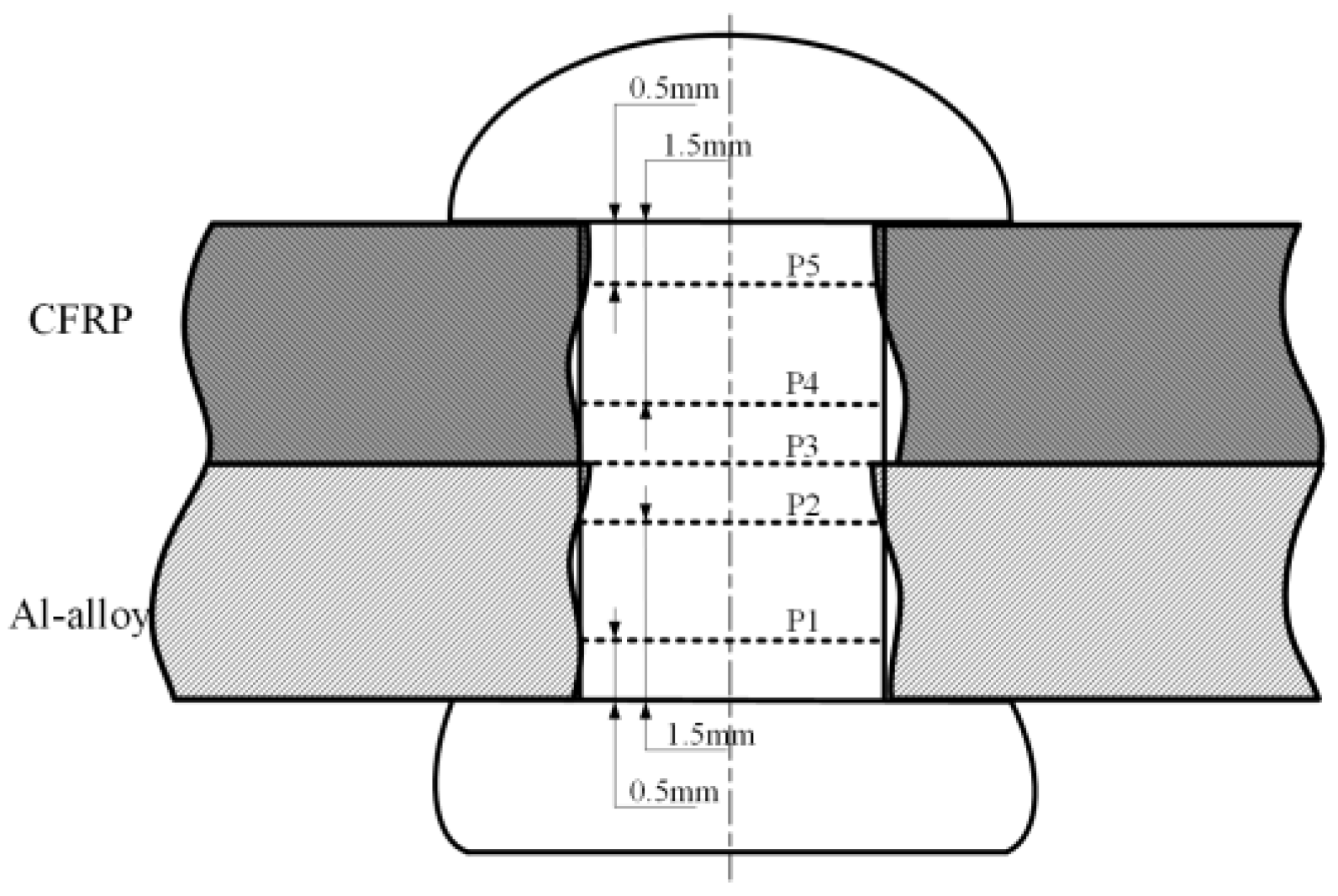
2.2. Handling Method for the Experimental Results
3. Results
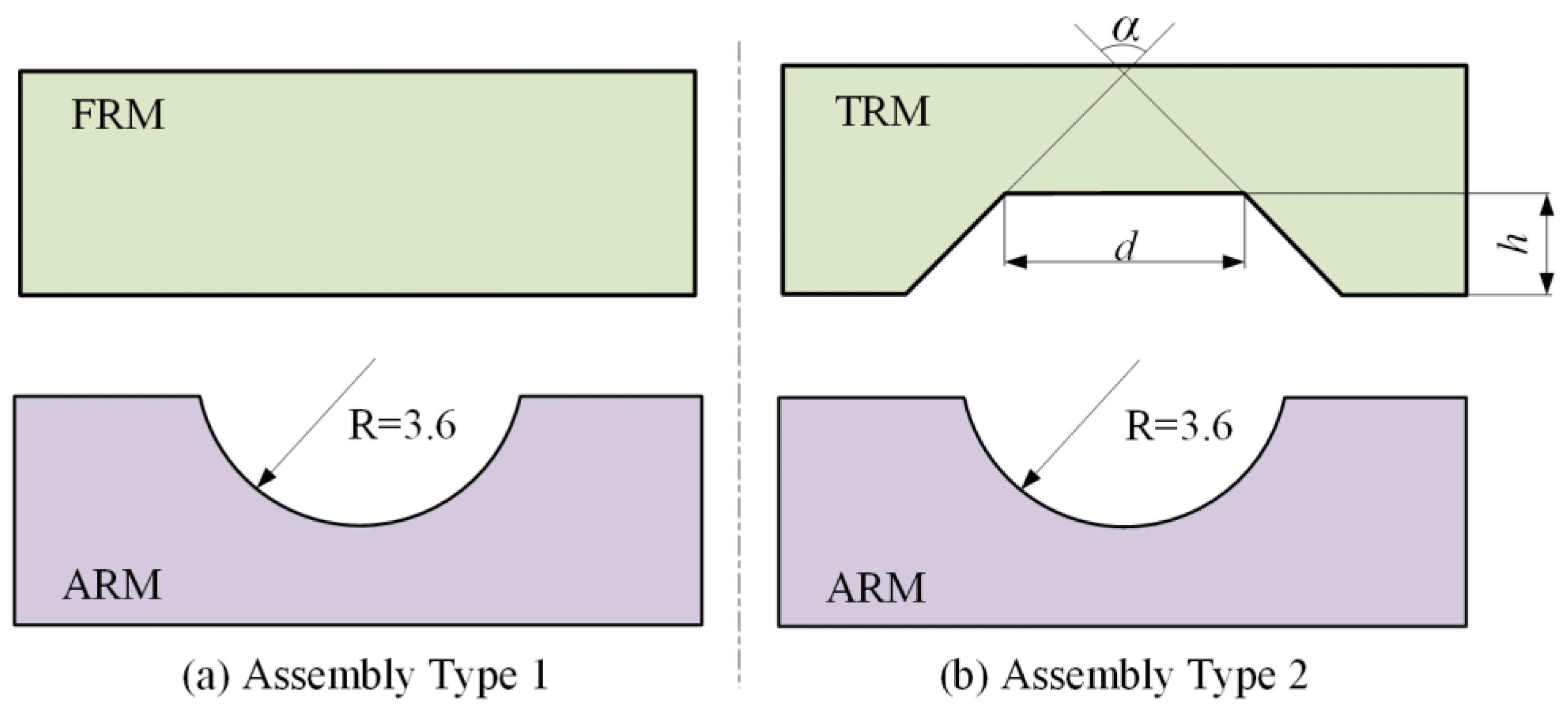
3.1. River Die Combination Types
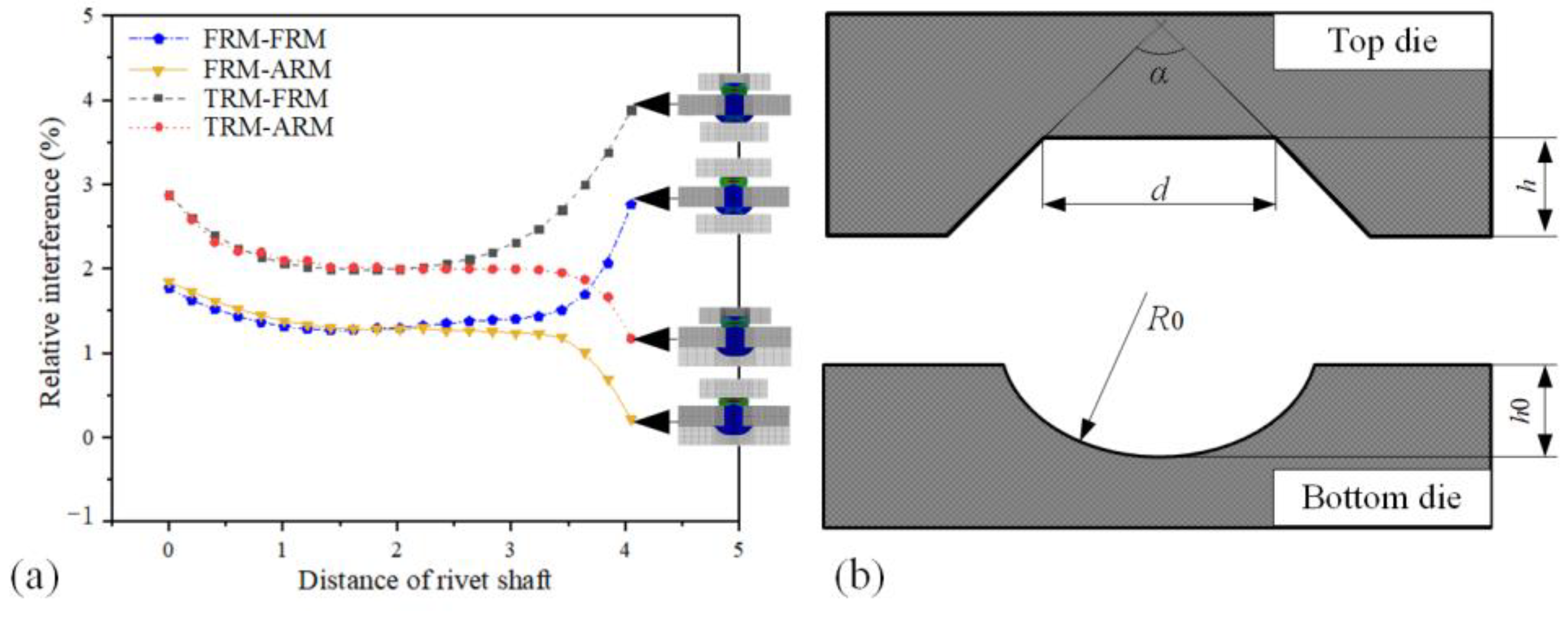
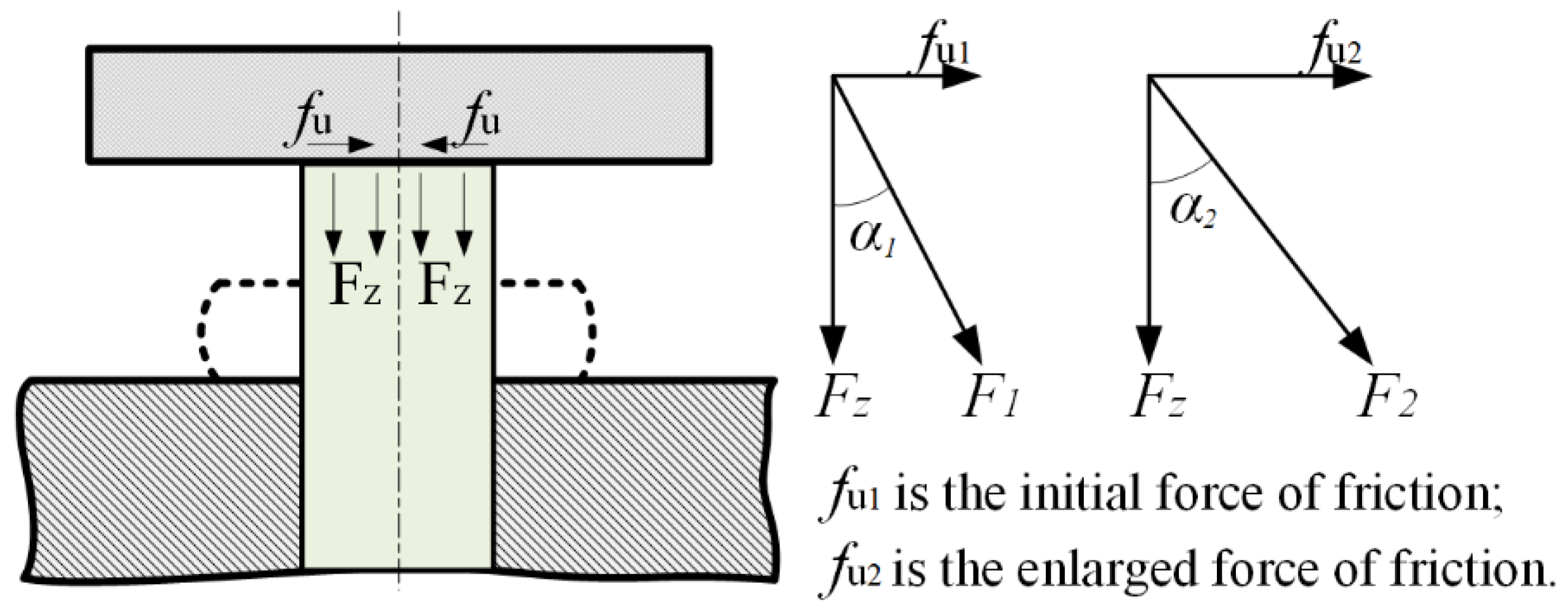
3.2. Rivet Radial Force Constrain Modeling
4. Discussion
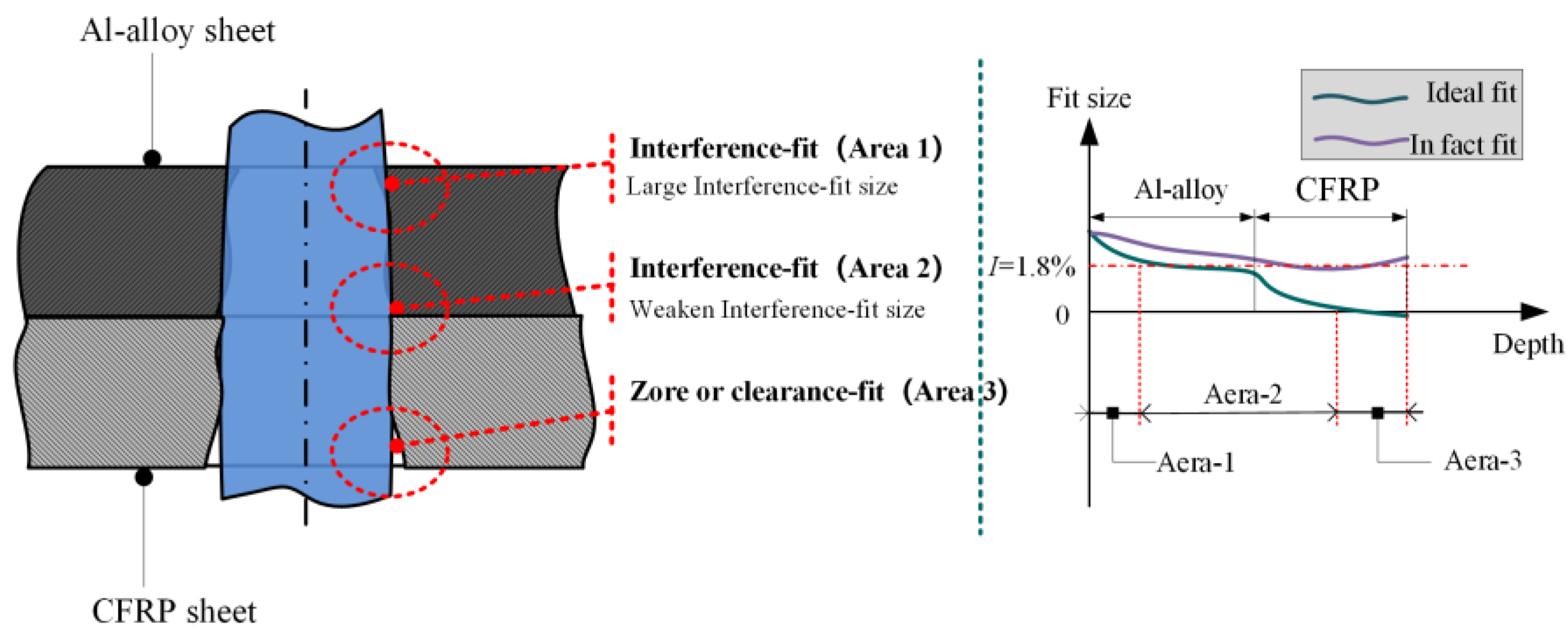
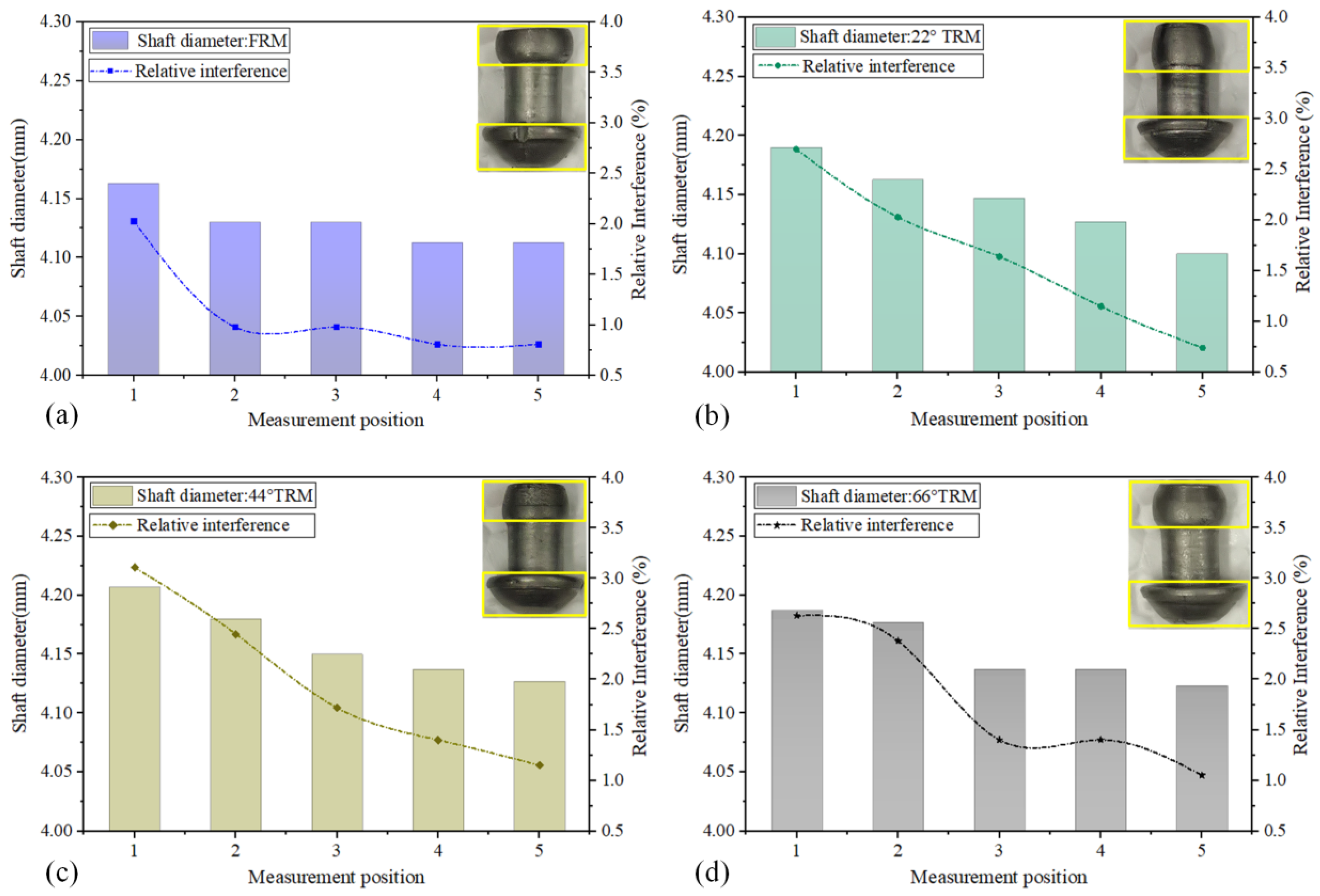
4.1. Non-Uniform Interference-Fit Size
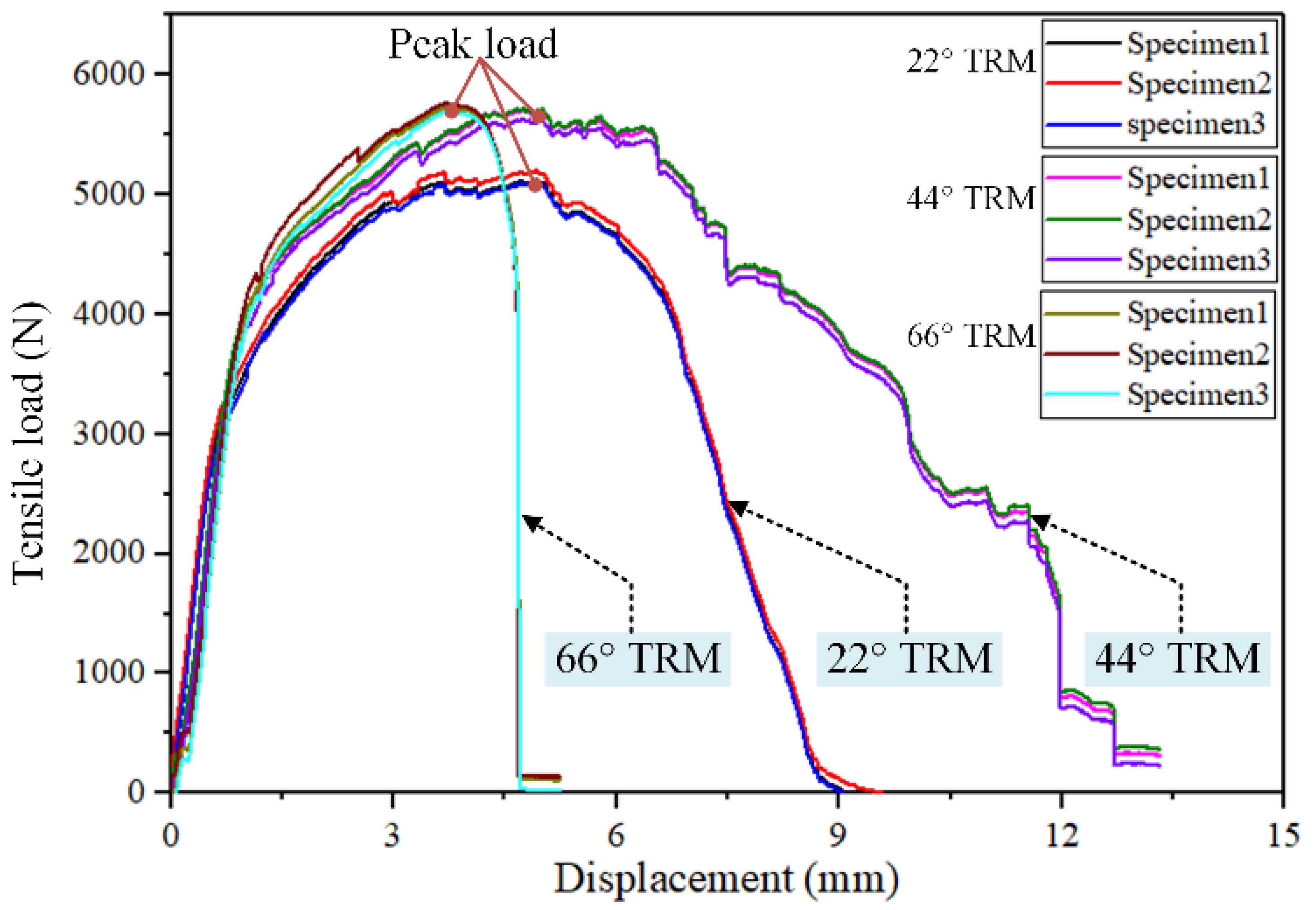
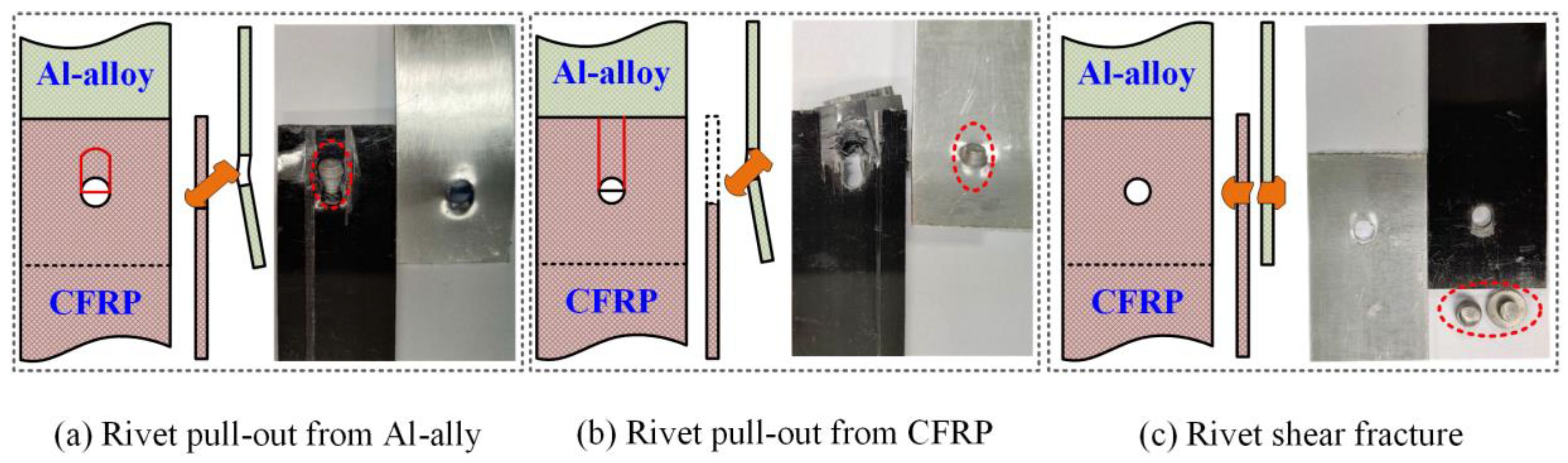
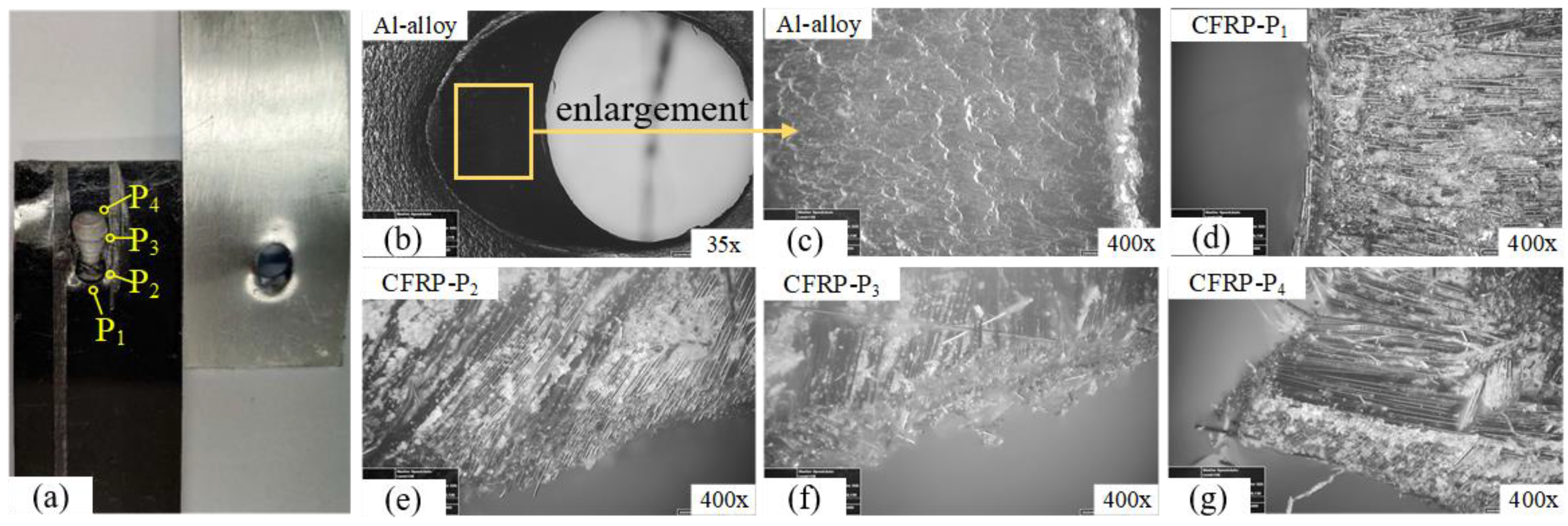
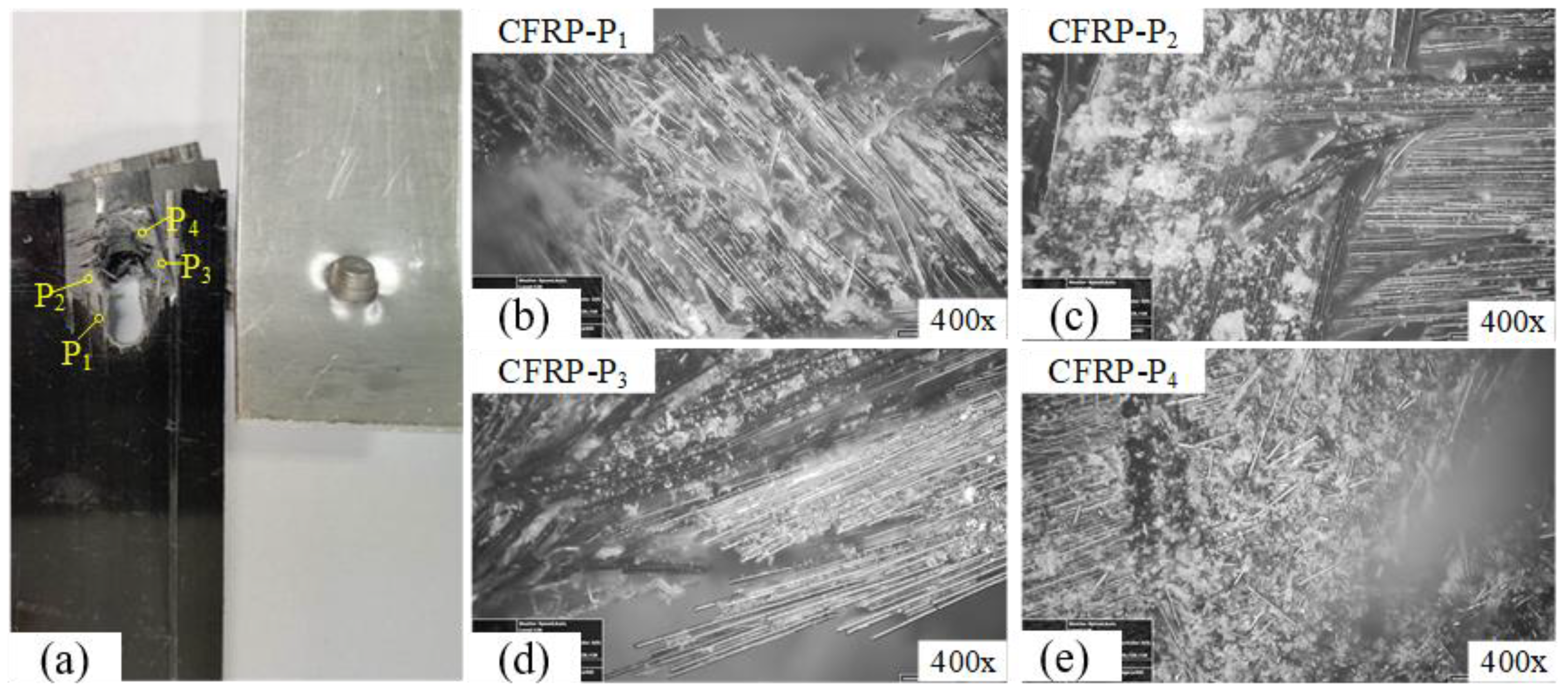
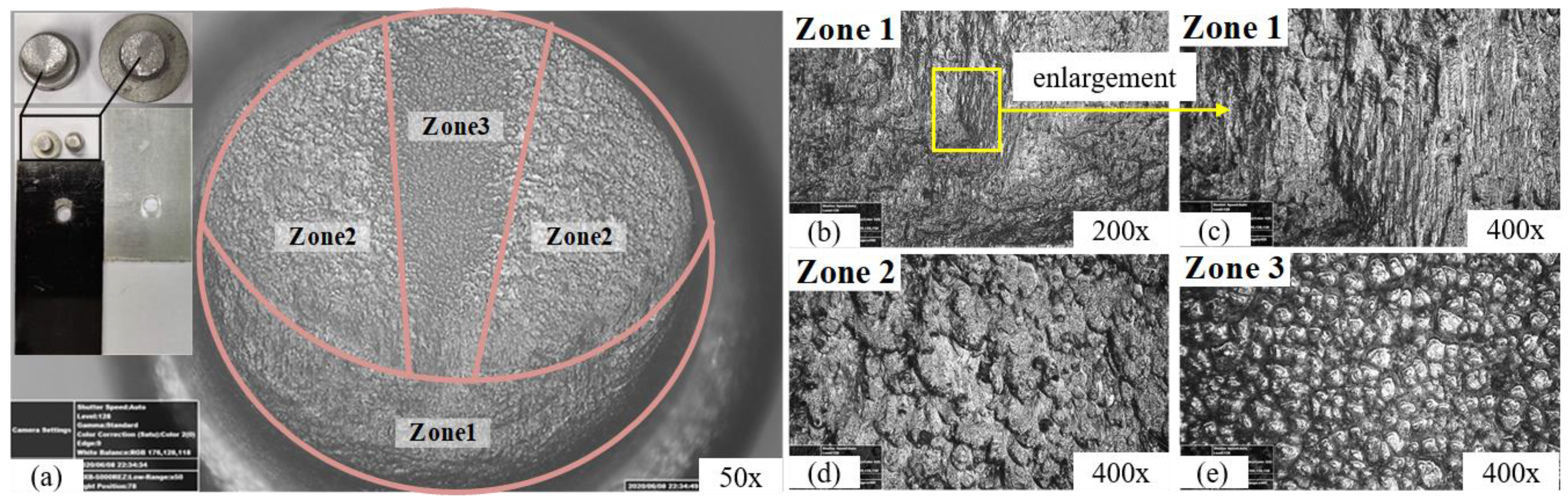
4.2. Strength and Fracture Modes
4.3. Fracture Microstructure
5. Conclusions
- (1)
- The FEM results show that the TRM-ARM assembly type can achieve an ideal fit for the CFRP/Al-alloy riveted lap joint; the TRM design parameter with the most significant effect on interference-fit size is the sidewall intersection angle (α); the average weight value of α for the interference-fit size is 0.65.
- (2)
- The experimental results show that the TRM-ARM can acquire a larger interference-fit size in an Al alloy sheet compared to the FAM-ARM; the 66° TRM-ARM assembly type has a more uniform interference-fit size for each CFRP and Al-alloy laminate, and the fit surface of the hole is better reinforced relative to the 22° TRM-ARM and 44° TRM-ARM.
- (3)
- The tensile tests show that the 66° TRM-ARM achieves a better shearing performance than the 22° TRM-ARM and 44° TRM-ARM.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, H.; Li, H.; Fan, J.; Liu, X.; Peng, J.; He, L.; Liu, J.; Zhu, M. Numerical analysis of dynamic response: Fatigue behaviour analysis of Al alloy-CFRP riveted single-shear lap joints. Int. J. Fatigue 2023, 170, 107515. [Google Scholar] [CrossRef]
- Zuo, Y.; Yue, T.; Jiang, R.; Cao, Z.; Yang, L. Bolt insertion damage and mechanical behaviors investigation of CFRP/CFRP interference fit bolted joints. Chin. J. Aeronaut. 2022, 35, 354–365. [Google Scholar] [CrossRef]
- Lei, C.-Y.; Bi, Y.-B.; Li, J.-X.; Ke, Y.-L. Experiment and numerical simulations of a slug rivet installation process based on different modeling methods. Int. J. Adv. Manuf. Technol. 2018, 97, 1481–1496. [Google Scholar] [CrossRef]
- Suo, H.; Wei, Z.; Luo, B.; Wang, L.; Liang, B.; Deng, K.; Cheng, H. Interfacial wear damage mechanism between Ti-alloy and Al-alloy in interference-fit joint and influence of surface coatings: Experimental and numerical study. Eng. Fail. Anal. 2023, 143, 106931. [Google Scholar] [CrossRef]
- Li, M.; Yao, L.; Zhang, S.; Wang, D.; He, Z.; Sun, G. Study on bolt head corrosion influence on the clamping force loss of high strength bolt. Eng. Fail. Anal. 2021, 129, 105660. [Google Scholar] [CrossRef]
- Inverarity, S.-B.; Das, R.; Mouritz, A.-P. Composite-to-metal joining using interference fit micropins. Compos. Part A Appl. Sci. Manuf. 2022, 156, 106895. [Google Scholar] [CrossRef]
- Kiral, B.-G. Effect of the clearance and interference-fit on failure of the pin-loaded composites. Mater. Des. 2010, 31, 85–93. [Google Scholar] [CrossRef]
- Zeng, C.; Tian, W.; Liao, W.-H. The effect of residual stress due to interference fit on the fatigue behavior of a fastener hole with edge cracks. Eng. Fail. Anal. 2016, 66, 72–87. [Google Scholar] [CrossRef]
- Deng, J.-H.; Tang, C.; Fu, M.-W.; Zhan, Y.-R. Effect of discharge voltage on the deformation of Ti Grade 1 rivet in electromagnetic riveting. Mater. Sci. Eng. A 2014, 591, 26–32. [Google Scholar] [CrossRef]
- Khashaba, U.-A.; Sebaey, T.-A.; Selmy, A.-I. Experimental verification of a progressive damage model for composite pinned-joints with different clearances. Int. J. Mech. Sci. 2019, 152, 481–491. [Google Scholar] [CrossRef]
- Chen, C.; Hua, D.; Liu, Q.M.; Han, X. Evaluation on the interval values of tolerance fit for the composite bolted joint. Compos. Struct. 2018, 206, 628–636. [Google Scholar] [CrossRef]
- Zou, P.; Li, Y.; Zhang, K.; Liu, P.; Zhong, H. Mode I delamination mechanism analysis on CFRP interference-fit during the installation process. Mater. Des. 2017, 116, 268–277. [Google Scholar] [CrossRef]
- Wang, Z.; Chang, Z.; Luo, Q. Optimization of riveting parameters using Kriging and particle swarm optimization to improve deformation homogeneity in aircraft assembly. Adv. Mech. Eng. 2017, 9, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Cui, J.-J.; Qi, L.; Jiang, H.; Li, G.-Y.; Zhang, X. Numerical and experimental investigations in electromagnetic riveting with different rivet dies. Int. J. Mater. Form. 2018, 11, 839–853. [Google Scholar] [CrossRef]
- Jiang, H.; Cong, Y.; Zhang, J.; Wu, X.; Li, G.; Cui, J. Fatigue response of electromagnetic riveted joints with different rivet dies subjected to pull-out loading. Int. J. Fatigue 2019, 129, 105238. [Google Scholar] [CrossRef]
- Ma, Y.; Lou, M.; Li, Y.; Lin, Z. Effect of rivet and die on self-piercing rivetability of AA6061-T6 and mild steel CR4 of different gauges. J. Mater. Process. Technol. 2018, 251, 282–294. [Google Scholar] [CrossRef]
- Wang, X.; Qi, Z.; Chen, K.; Liu, Y.; Wang, E. Study on the forming accuracy of the three-cylinder crankshaft using a specific die with a preformed dressing. Int. J. Adv. Manuf. Technol. 2019, 104, 551–564. [Google Scholar] [CrossRef]
- Liu, Y.-X.; Tang, B.; Hua, L.; Mao, H.-J. Investigation of a novel modified die design for fine-blanking process to reduce the die-roll size. J. Mater. Process. Technol. 2018, 260, 30–37. [Google Scholar] [CrossRef]
- Lu, Y.; Ripplinger, K.; Huang, X.-J.; Mao, Y.; Detwiler, D.; Luo, A.-A. A new fatigue life model for thermally-induced cracking in H13 steel dies for die casting. J. Mater. Process. Technol. 2019, 271, 444–454. [Google Scholar] [CrossRef]
- Qi, Z.; Wang, X.; Chen, W. A new forming method of straight bevel gear using a specific die with a flash. Int. J. Adv. Manuf. Technol. 2018, 100, 3167–3183. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, M.; Sun, L.; Li, C. Numerical simulation and experimental investigations on TA1 titanium alloy rivet in electromagnetic riveting. Arch. Civ. Mech. Eng. 2018, 18, 887–901. [Google Scholar] [CrossRef]
- Huang, Z.-C.; Zhou, Z.-J.; Jiang, Y.-Q. Effect of shot peening on static and fatigue properties of self-piercing riveting joints. J. Mater. Res. Technol. 2022, 18, 1070–1080. [Google Scholar] [CrossRef]
- Zuo, Y.; Cao, Z.; Cao, Y.; Zhang, Q.; Wang, W. Dynamic behavior of CFRP/Ti single-lap pinned joints under longitudinal electromagnetic dynamic loading. Compos. Struct. 2018, 184, 362–371. [Google Scholar] [CrossRef]
- Hu, J.; Zhang, K.; Yang, Q.; Cheng, H.; Liu, P.; Yang, Y. An experimental study on mechanical response of single-lap bolted CFRP composite interference-fit joints. Compos. Struct. 2018, 196, 76–88. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CFRP Laminates | Ti-45Nb Rivets | ||
|---|---|---|---|
| Property | Value | Property | Value |
| Resin content (%) | 40 | Density [g/cm3] | 5.7 |
| Tensile strength (MPa) | 2300 | Poisson ratio | 0.34 |
| Tensile modulus (GPa) | 115 | Tensile modulus [GPa] | 62 |
| Flexural strength (MPa) | 1250 | Yield strength [MPa] | 425 |
| Compressive strength (MPa) | 1050 | Tensile strength [MPa] | 570 |
| Interlaminar shear strength (MPa) | 55 | ||
| Variable | Level 1 | Level 2 | Level 3 | Level 4 |
|---|---|---|---|---|
| h/mm | 1.6 | 1.8 | 2.0 | 2.2 |
| d/mm | 4.2 | 4.4 | 4.6 | 4.8 |
| α | 22° | 44° | 66° | 88° |
| Scheme | h/mm | d/mm | α/° | Imax/% |
|---|---|---|---|---|
| 1 | 1.6 | 4.2 | 22 | 3.70 |
| 2 | 1.6 | 4.4 | 44 | 2.49 |
| 3 | 1.6 | 4.6 | 66 | 2.01 |
| 4 | 1.6 | 4.8 | 88 | 2.45 |
| 5 | 1.8 | 4.2 | 44 | 4.37 |
| 6 | 1.8 | 4.4 | 22 | 3.41 |
| 7 | 1.8 | 4.6 | 88 | 2.34 |
| 8 | 1.8 | 4.8 | 66 | 2.30 |
| 9 | 2.0 | 4.2 | 66 | 2.92 |
| 10 | 2.0 | 4.4 | 88 | 2.48 |
| 11 | 2.0 | 4.6 | 22 | 3.65 |
| 12 | 2.0 | 4.8 | 44 | 2.81 |
| 13 | 2.2 | 4.2 | 88 | 2.72 |
| 14 | 2.2 | 4.4 | 66 | 2.70 |
| 15 | 2.2 | 4.6 | 44 | 3.15 |
| 16 | 2.2 | 4.8 | 22 | 3.58 |
| Level | h/mm | d/mm | α |
|---|---|---|---|
| 1 | 2.662 | 3.428 | 3.585 |
| 2 | 3.105 | 2.770 | 3.205 |
| 3 | 2.965 | 2.788 | 2.482 |
| 4 | 3.038 | 2.785 | 2.498 |
| Deviation max-min | 0.443 | 0.657 | 1.103 |
| Type | Position | Repeat 1 (mm) | Repeat 2 (mm) | Repeat 3 (mm) | Average Value (mm) | IA (%) |
|---|---|---|---|---|---|---|
| 1 | 4.16 | 4.17 | 4.16 | 4.163 | 2.03 | |
| 2 | 4.13 | 4.13 | 4.13 | 4.130 | 0.98 | |
| FRM | 3 | 4.12 | 4.10 | 4.12 | 4.130 | 0.98 |
| 4 | 4.11 | 4.12 | 4.11 | 4.113 | 0.809 | |
| 5 | 4.10 | 4.12 | 4.12 | 4.113 | 0.809 | |
| 1 | 4.19 | 4.20 | 4.18 | 4.190 | 2.70 | |
| 2 | 4.17 | 4.16 | 4.16 | 4.163 | 2.03 | |
| 22° TRM | 3 | 4.14 | 4.15 | 4.15 | 4.147 | 1.64 |
| 4 | 4.13 | 4.12 | 4.13 | 4.127 | 1.15 | |
| 5 | 4.10 | 4.10 | 4.10 | 4.100 | 0.74 | |
| 1 | 4.21 | 4.20 | 4.21 | 4.207 | 3.11 | |
| 2 | 4.18 | 4.17 | 4.19 | 4.180 | 2.45 | |
| 44° TRM | 3 | 4.15 | 4.15 | 4.15 | 4.150 | 1.72 |
| 4 | 4.14 | 4.13 | 4.14 | 4.137 | 1.40 | |
| 5 | 4.12 | 4.13 | 4.13 | 4.127 | 1.15 | |
| 1 | 4.19 | 4.18 | 4.19 | 4.187 | 2.63 | |
| 2 | 4.18 | 4.18 | 4.17 | 4.177 | 2.38 | |
| 66° TRM | 3 | 4.14 | 4.14 | 4.13 | 4.137 | 1.40 |
| 4 | 4.14 | 4.13 | 4.14 | 4.137 | 1.40 | |
| 5 | 4.13 | 4.11 | 4.13 | 4.123 | 1.05 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Qi, Z.; Lu, M.; Pan, H. A Non-Uniform Interference-Fit Size Investigation of CFRP/Al Alloys by Riveting Mold Design. Processes 2023, 11, 962. https://doi.org/10.3390/pr11030962
Wang X, Qi Z, Lu M, Pan H. A Non-Uniform Interference-Fit Size Investigation of CFRP/Al Alloys by Riveting Mold Design. Processes. 2023; 11(3):962. https://doi.org/10.3390/pr11030962
Chicago/Turabian StyleWang, Xingxing, Zhenchao Qi, Mu Lu, and Haicheng Pan. 2023. "A Non-Uniform Interference-Fit Size Investigation of CFRP/Al Alloys by Riveting Mold Design" Processes 11, no. 3: 962. https://doi.org/10.3390/pr11030962
APA StyleWang, X., Qi, Z., Lu, M., & Pan, H. (2023). A Non-Uniform Interference-Fit Size Investigation of CFRP/Al Alloys by Riveting Mold Design. Processes, 11(3), 962. https://doi.org/10.3390/pr11030962