1. Introduction
One of the major commodities in Malaysia, the palm oil industry, has seen a rise in recent years due to growing demand from food industries, biofuel, and cosmetics. Accounting for up to 46% of global palm oil export, the industry contributes greatly to the country’s economic growth [
1]. On average, crude palm oil yield is about 21% of the fresh fruit bunch (FFB), with the remaining 79% being waste [
2]. For every 1 ton of processed FFB, 700 kg of palm oil mill effluent (POME) will be generated [
1]. With this respect, approximately 50–75 million m
3 of POME are generated in Malaysia annually [
3].
POME contains high organic content, which contributes to high levels of Chemical Oxygen Demand (COD) and Biological Oxygen Demand (BOD). The discharge of POME must comply with the Malaysia Environmental Quality (Prescribed Premises) (Crude Palm Oil) (Amendment) Regulations 1982. The typical characteristics of POME in Malaysia [
3] and the required standards for discharges are presented in
Table 1 [
4].
The COD and BOD values indicate high levels of organic content in POME, which makes it potentially a source for biogas production through anaerobic digestion. Biogas is a promising renewable and sustainable energy alternative to reduce dependence on fossil fuels. In fact, the Malaysian government has planned a few strategies to maximize methane production, including mandating that all palm oil mills capture emitted biogas and use it as an energy source in order to reduce environmental pollution. Nevertheless, about half of the mills in Malaysia still use the conventional ponding method without trapping methane gas due to a lack of land and funding [
5].
In Malaysia, studies investigating the parameters to maximize biogas production from POME have emerged in recent years. In POME treatment plants, biogas is produced in the anaerobic digestion process. Anaerobic digestion is a multi-step biochemical process of digesting and converting organic material into biogas by two metabolic routes, at mesophilic (35 °C) and thermophilic (55 °C) conditions. A sequence of four stages occurs during the metabolic reactions, namely hydrolysis, acidogenesis, acetogenesis, and methanogenesis. It is found that in the methanogenesis stage of anaerobic digestion, 1 m
3 of POME is capable of producing 28 m
3 of biogas with a methane content of more than 50%, and 1 m
3 of biogas generates approximately 1.8 kWh of electricity, equating to a 25% efficiency in power generation [
6,
7]. However, anaerobic digestion is dependent on various types of operating parameters such as the pH, the temperature of the system, hydraulic retention time (HRT), organic loading rate (OLR), and many more; therefore, it is a complex and unstable process.
A review of methane production in Malaysia by Amin et al. [
1] suggests that more research is needed to optimize the performance of anaerobic digesters for locally produced waste. This is because anaerobic digestion technology is highly sensitive to feedstock characteristics, and digesters need to be customized accordingly. While OLR, HRT, temperature, and pH are crucial parameters for optimizing biogas production in POME anaerobic digesters, the optimization of total solids (TS) inlet alongside these parameters has not been extensively studied. This is concerning as TS is a crucial parameter that significantly affects the efficiency of biogas production due to the presence of organic material in the TS. Additionally, there is a lack of versatile data analysis methods to optimize biogas production that can be applied to most commercial plants, highlighting the need for further research in this area.
RSM is an effective statistics-based optimization tool that has been widely used in the bio-energy field. It is a time and cost-saving method of optimization as it reduces the number of experimental trials to achieve the objectives [
8]. Through RSM, a statistical, mathematical model is generated to predict the optimal conditions for biogas production, making it a versatile tool for optimizing production in commercial plants. Previous studies have successfully optimized biogas production using RSM with continuous stirred-tank reactor (CSTR) based anaerobic digesters and fresh POME samples from commercial plants [
9,
10,
11]. However, these studies have mainly focused on laboratory-scale experiments and fresh POME samples, which may not accurately represent the complexities of industrial-scale operations. Therefore, further research is needed to develop and apply effective optimization methods using RSM, which can be applied to industrial-scale anaerobic digesters.
Therefore, this study aims to fill this gap by analyzing historical data from different commercial biogas plants in Malaysia with the objective of improving methane production performance from palm oil mill effluent (POME). The study’s specific objectives are to compare the performances of three different anaerobic digester production plants, determine the most critical parameter affecting biogas production and COD removal efficiency, and determine the optimum value of OLR, inlet TS, pH, and temperature to optimize biogas production and COD removal efficiency. The novelty of this study lies in its comparative analysis of commercial biogas plants operating at an industrial scale, which may differ significantly from lab-scale or pilot-scale data. Design-Expert software will be used for data analysis, and response surface methodology (RSM) will be used to integrate mathematical and statistical techniques to analyze the input parameters involved in the responses. The Box–Behnken Design (BBD) will be used to determine the best values for biogas production inputs. The results of this study can help in the optimization of anaerobic digesters, thereby maximizing biogas production from POME and achieving long-term renewable energy supply and environmental sustainability.
2. Materials and Methods
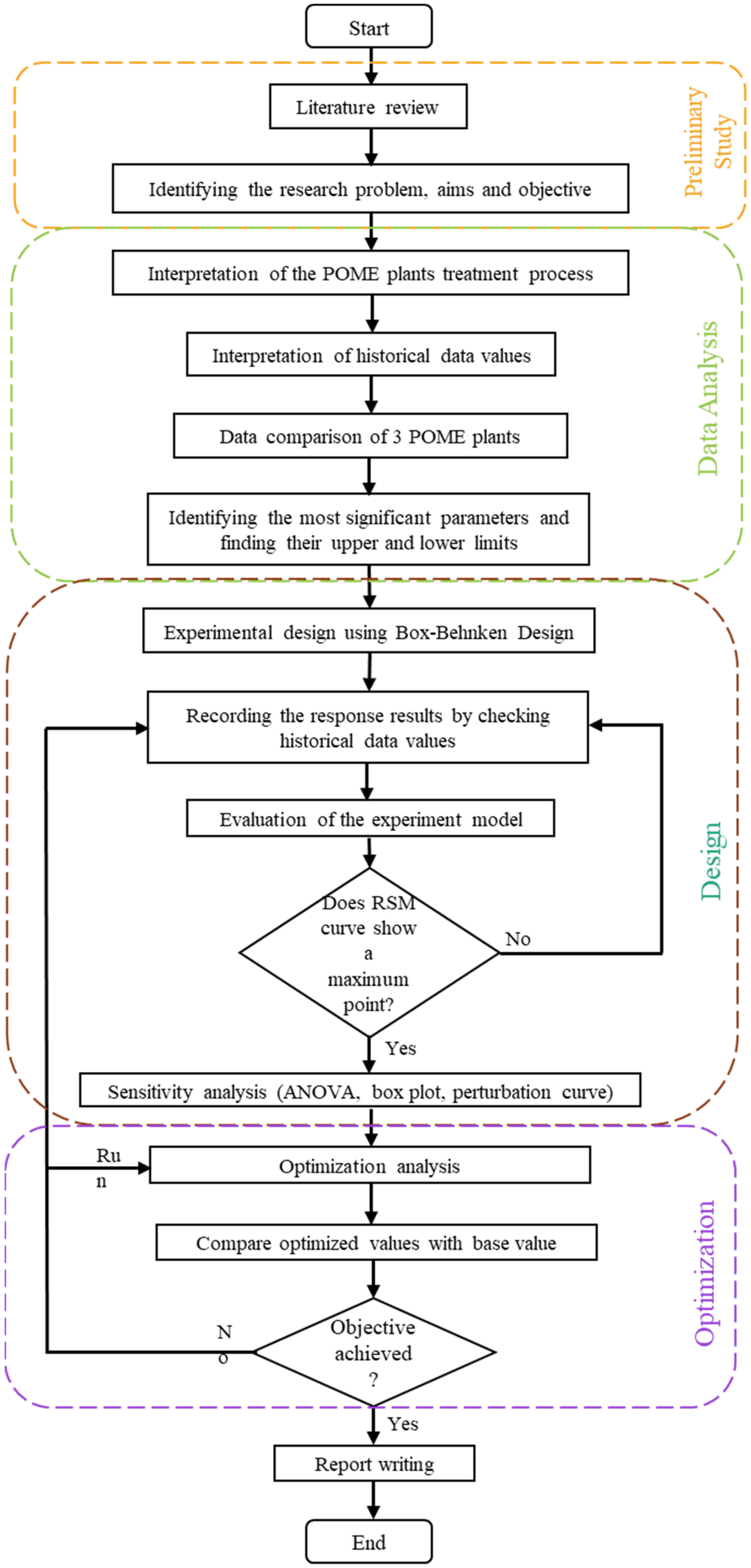
This section describes the methods used to achieve the research objectives, which include understanding the POME treatment process, conducting a comparative analysis, analyzing data, designing experiments, optimizing performance, and reporting results. The research methodology flow is illustrated in
Figure 1.
2.1. POME Treatment Process
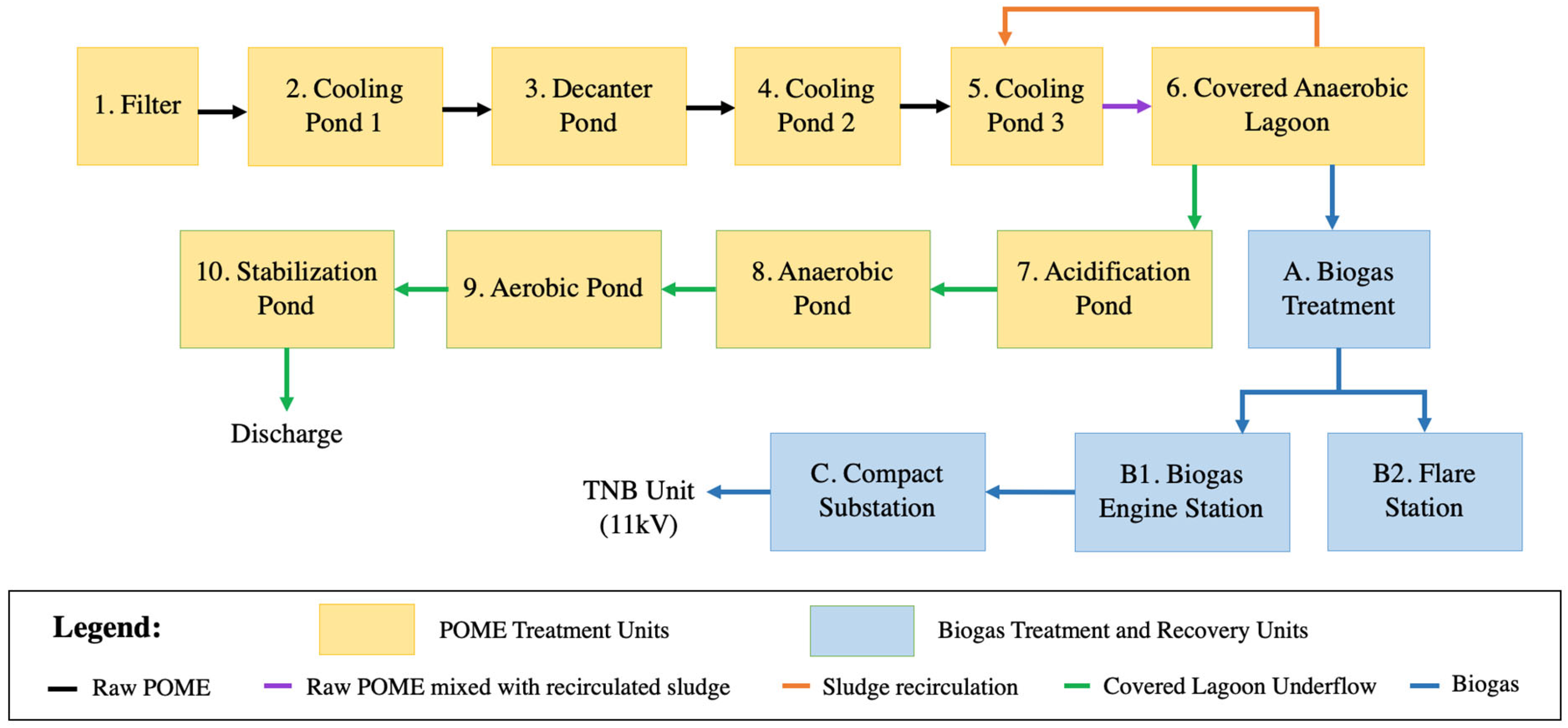
Three commercial biogas plants are involved in this study. The POME treatment method employed by the plants is the covered lagoon with a hydraulic recirculation system. The process flow of the POME treatment plants is shown in
Figure 2. Firstly, POME flows through a filtration unit for solids removal in Stage 1, prior to reducing its temperature in a cooling pond. Then, oil is removed from the decanter pond before further temperature reduction at Stage 4. The covered lagoon has a hydraulic recirculation system installed, which allows constant mixing of anaerobically treated POME with raw POME to enhance the activity of the microbial population [
12] and to avoid the formation of scum and foam [
13].
At the covered lagoon, biogas produced is captured and fed to a series of biogas treatment units, including a blower, H
2S scrubber, and chiller. H
2S concentration is required to meet the permissible levels by biogas engines to prevent corrosion and optimize operation [
14]. Treated biogas is combusted in engines to produce electricity, then stored in compact substations that connect with the 11 kV electricity grid.
POME exiting the covered lagoon flows into a ponding system that comprises acidification, anaerobic, and aerobic stabilization ponds for further treatment. At the stabilization pond, an aeration system supplies oxygen to the microbial cells to facilitate the breakdown of organic components prior to discharge.
The sampling points of this study are Stage 5 (cooling pond 3) for raw POME, Stage 6 (covered anaerobic lagoon) for operating parameters, and Stage A (biogas treatment) for biogas and methane yield.
Figure 2.
Block Diagram of the POME Treatment Process (Adapted from Cheau Chin et al. [
15]).
Figure 2.
Block Diagram of the POME Treatment Process (Adapted from Cheau Chin et al. [
15]).
2.2. Comparative Analysis
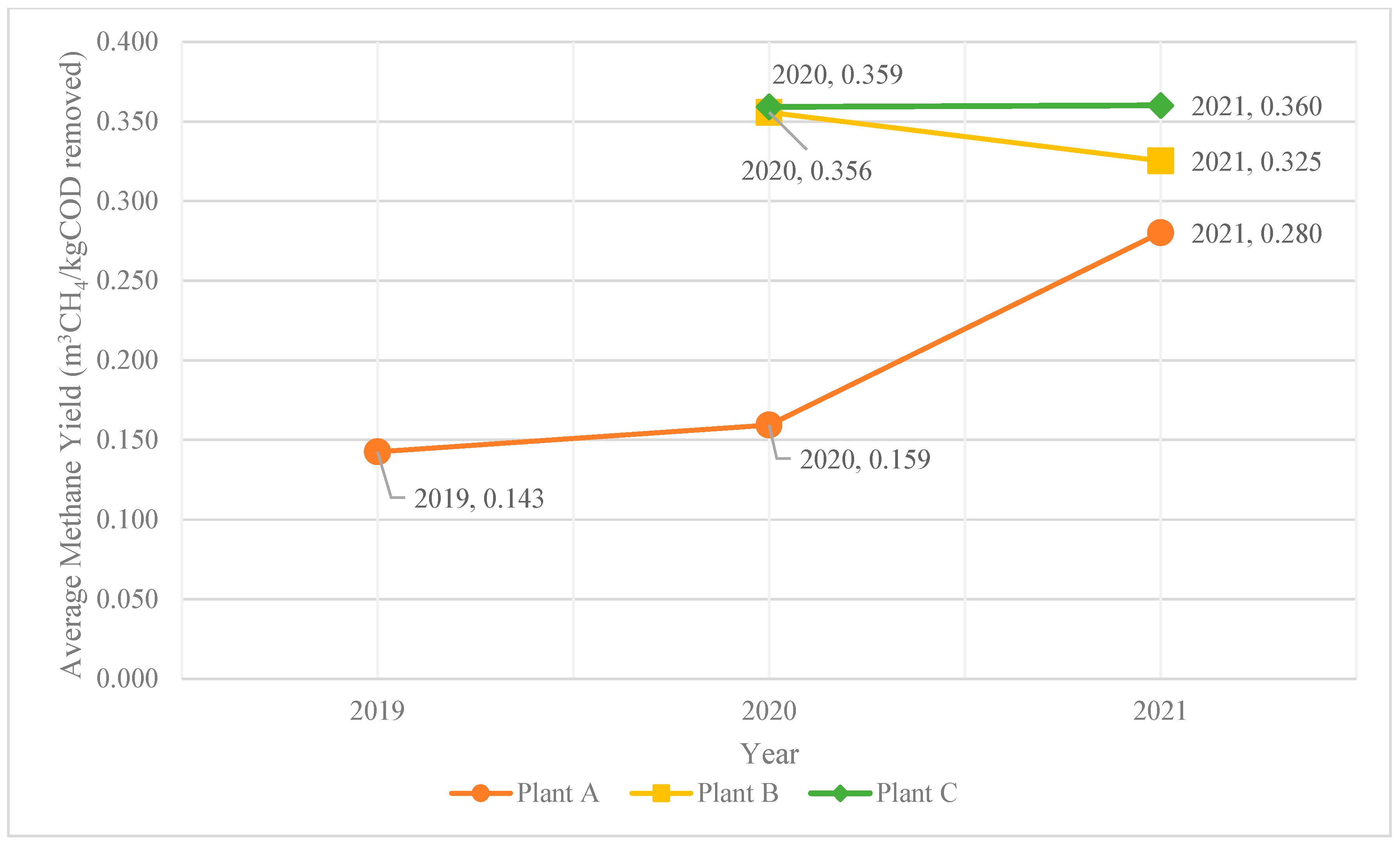
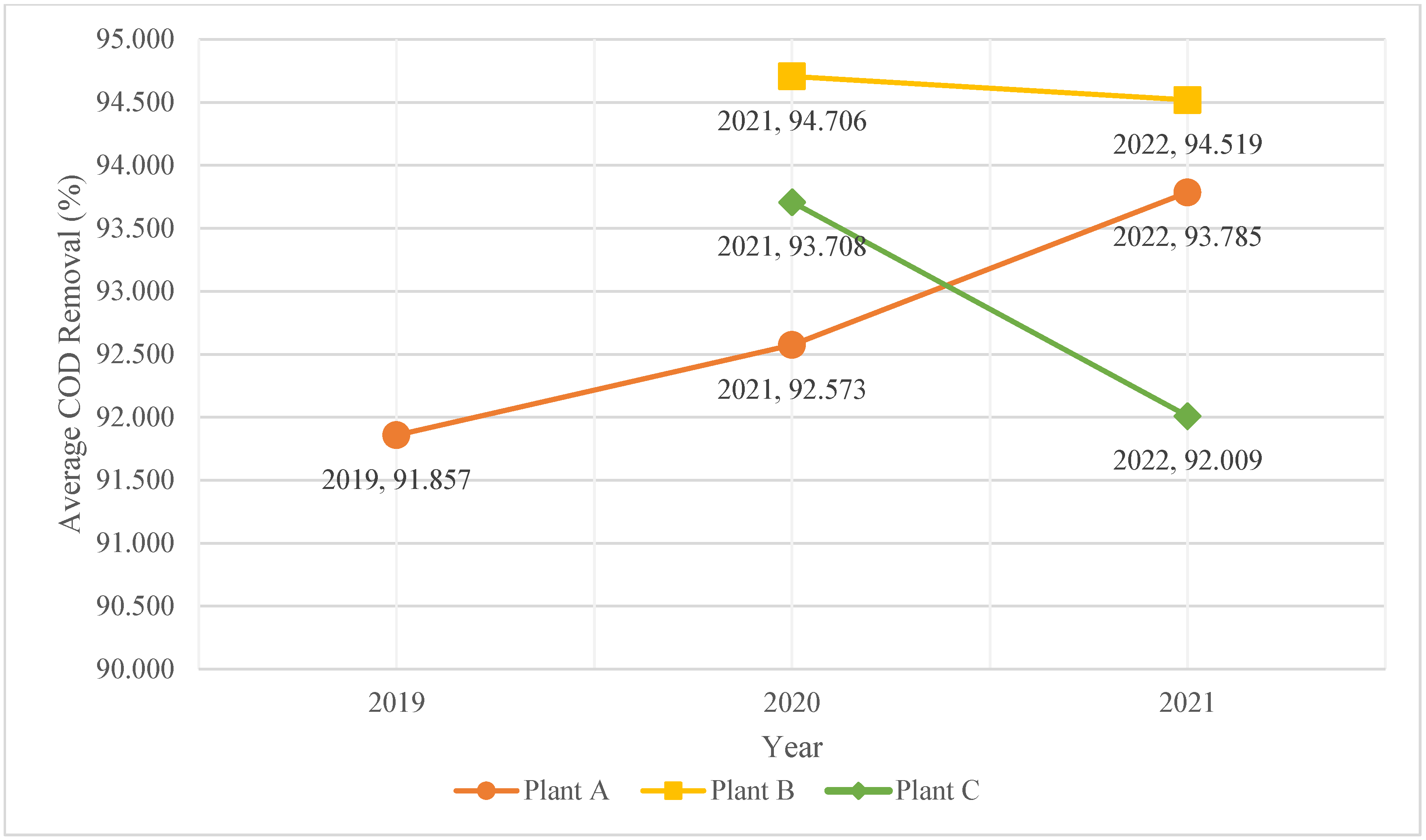
Three sets of two-year-historical data were provided from the three commercial biogas plants. Parameters recorded in the data include organic loading rate (OLR), hydraulic retention time (HRT), biogas and methane yield, inlet and outlet pH, temperature, TS, TSS, and COD.
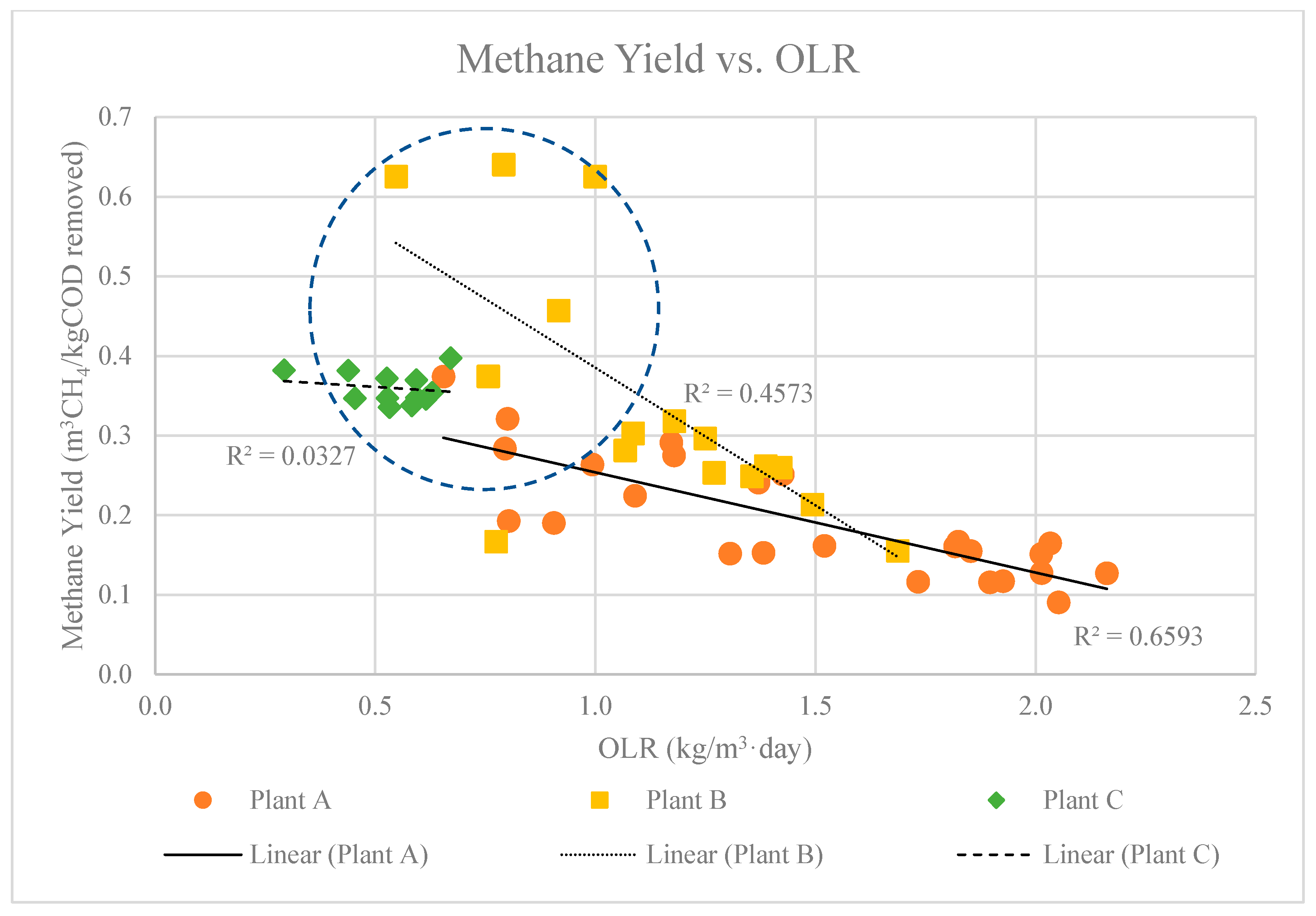
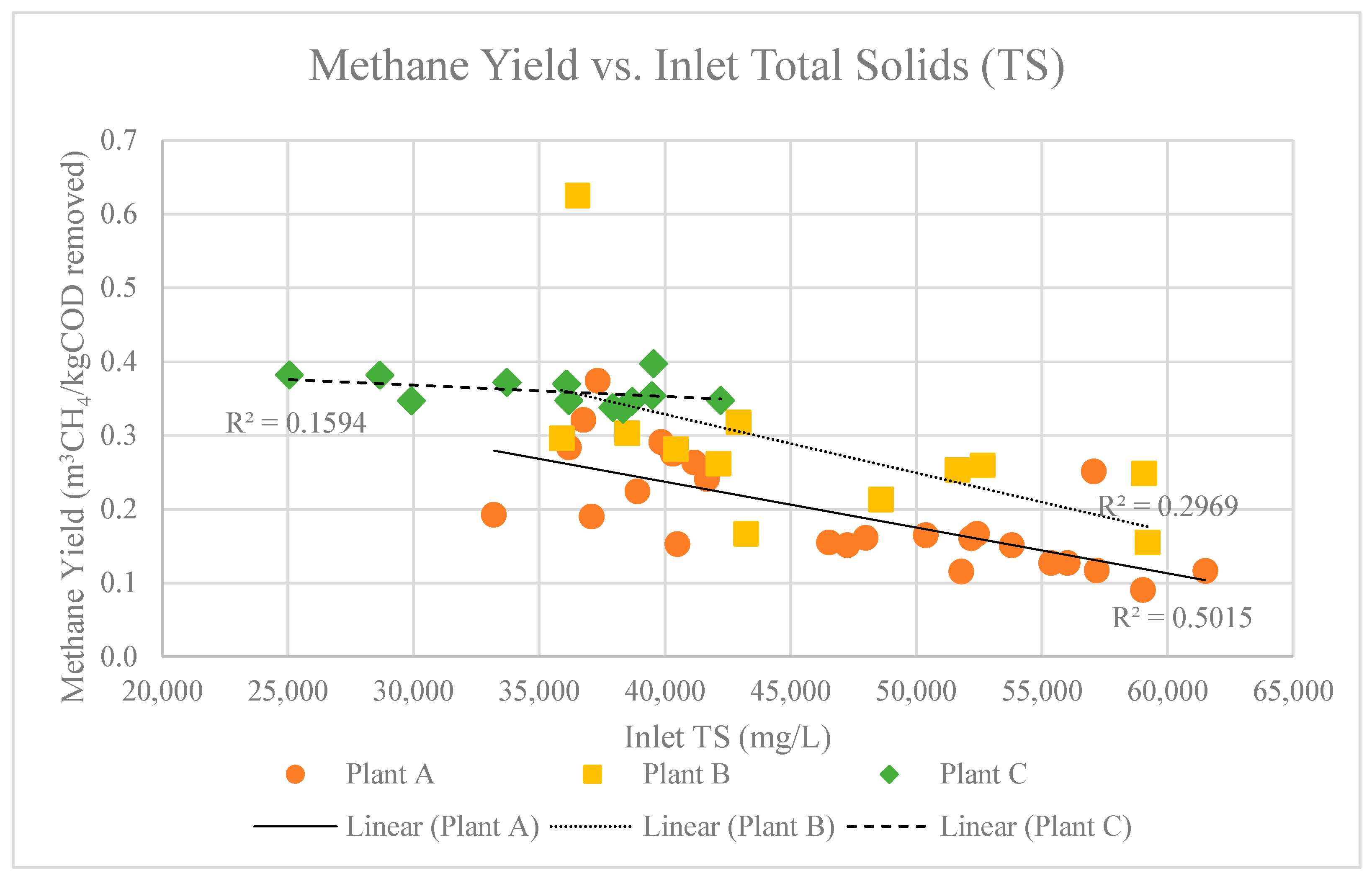
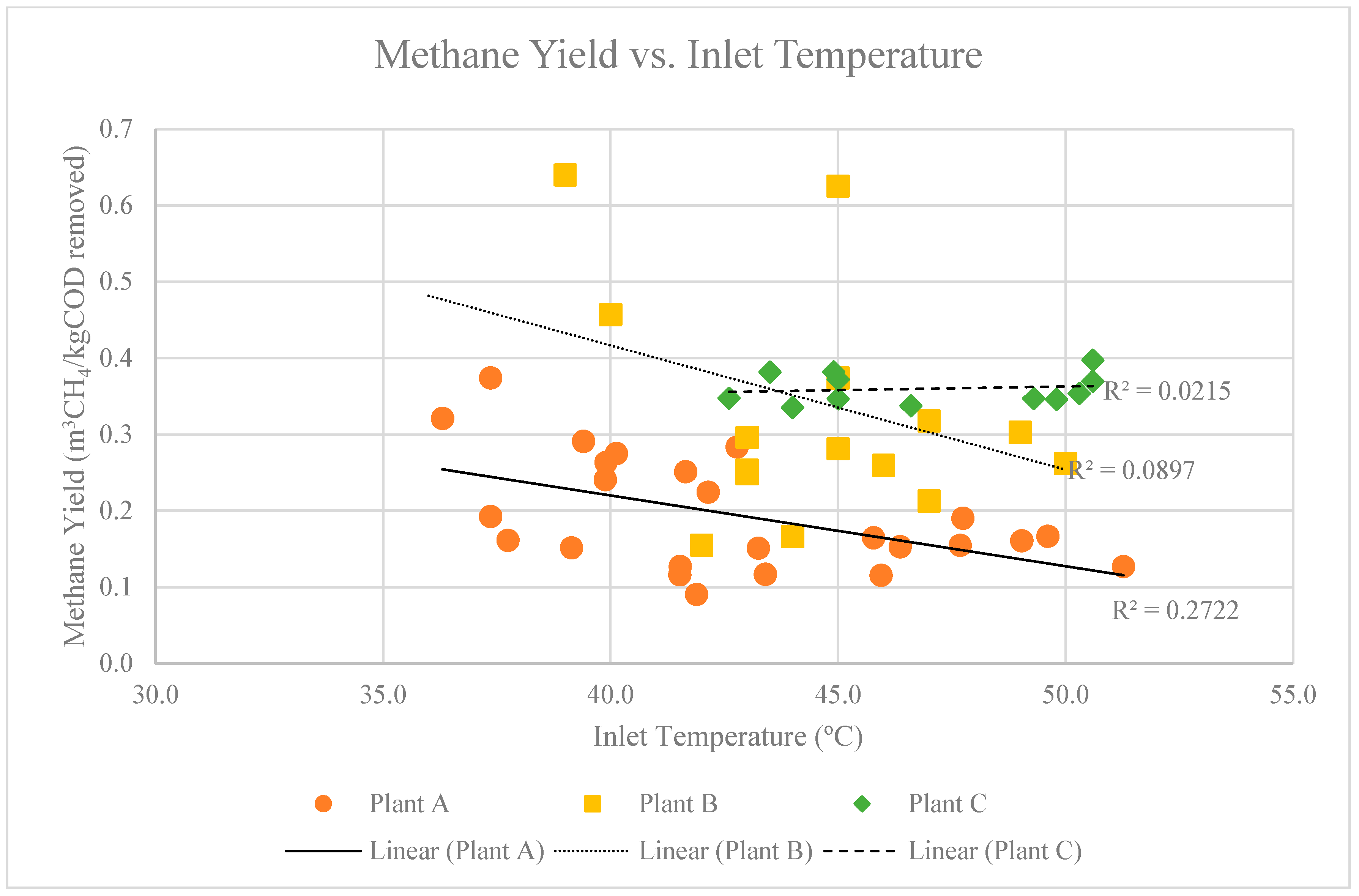
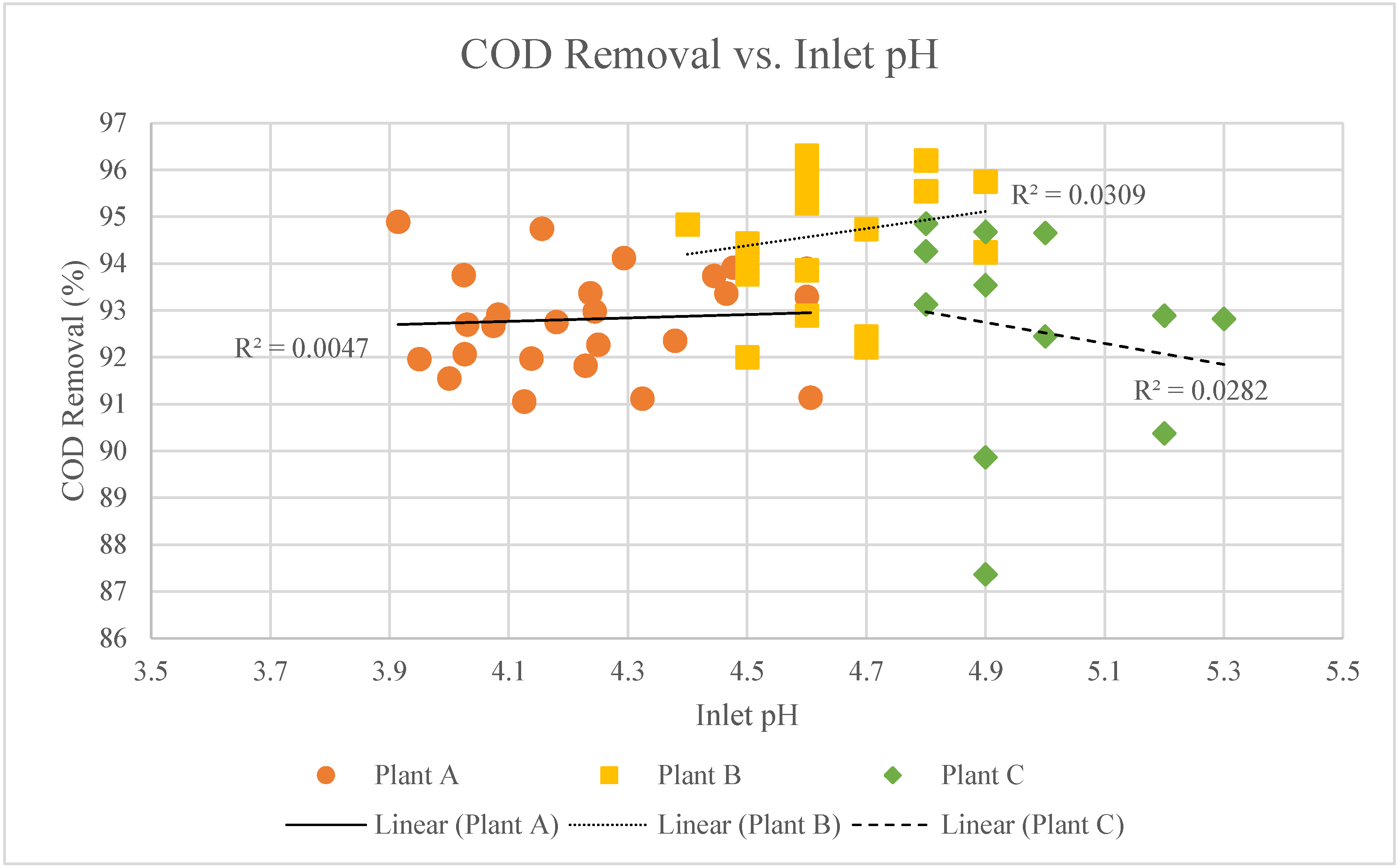
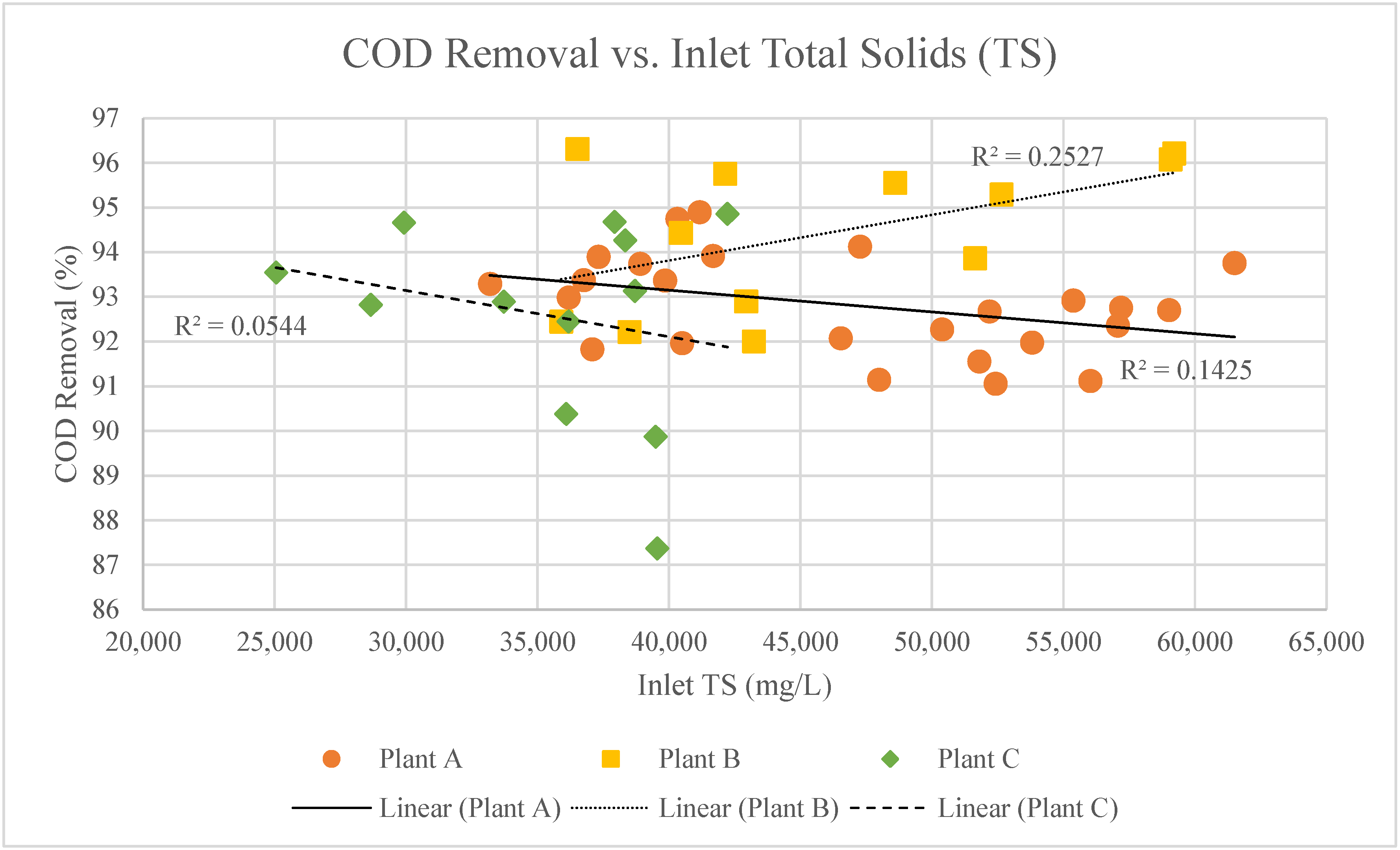
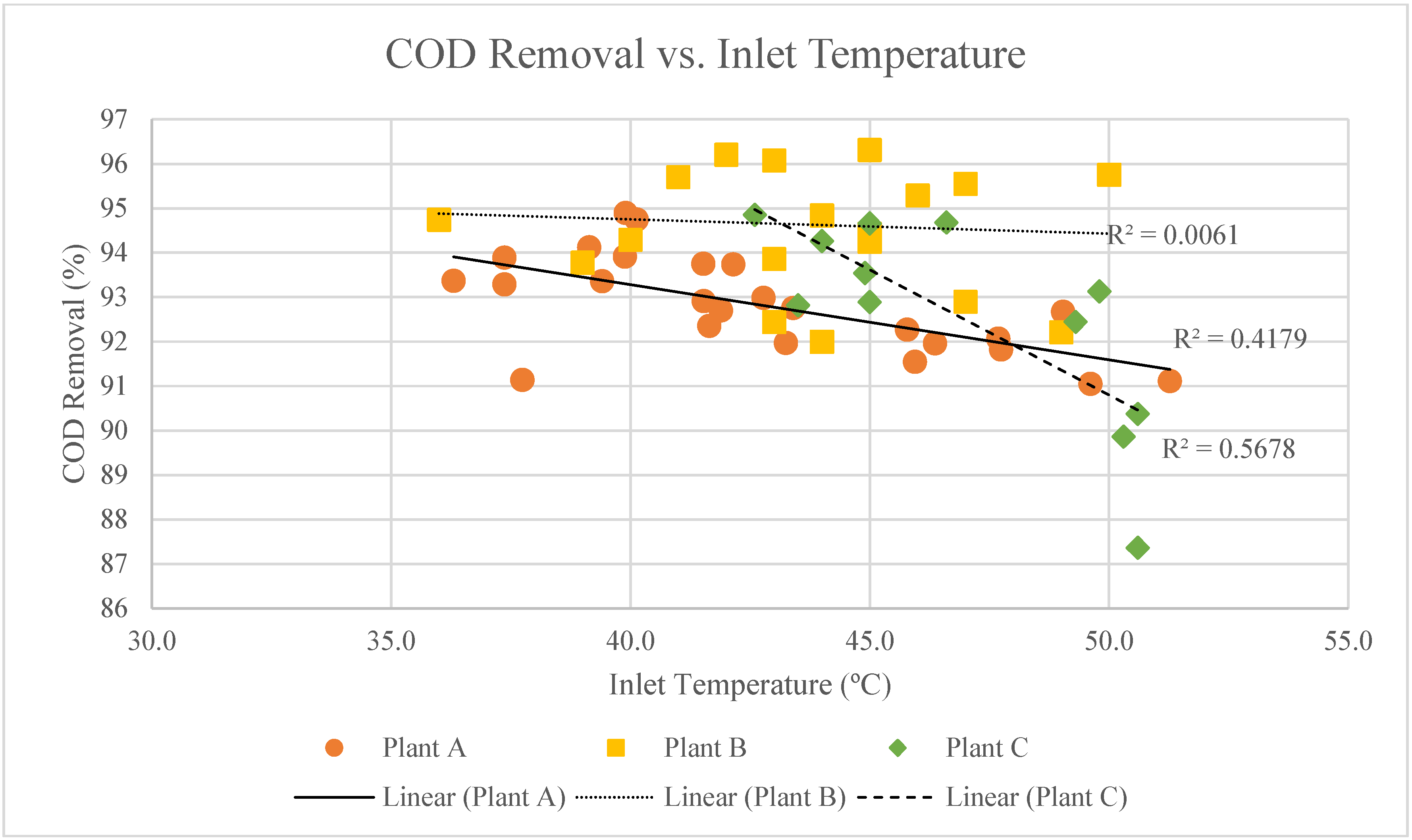
In this paper, the parameters studied are OLR, inlet TS, temperature, and pH. The performances evaluated are COD removal and methane yield. All analyses were performed in duplicate, and the average values were presented in tables and figures. Comparative analysis and evaluation are conducted and discussed in the following section.
2.3. Statistical Analysis and Optimization Using Design-Expert Software
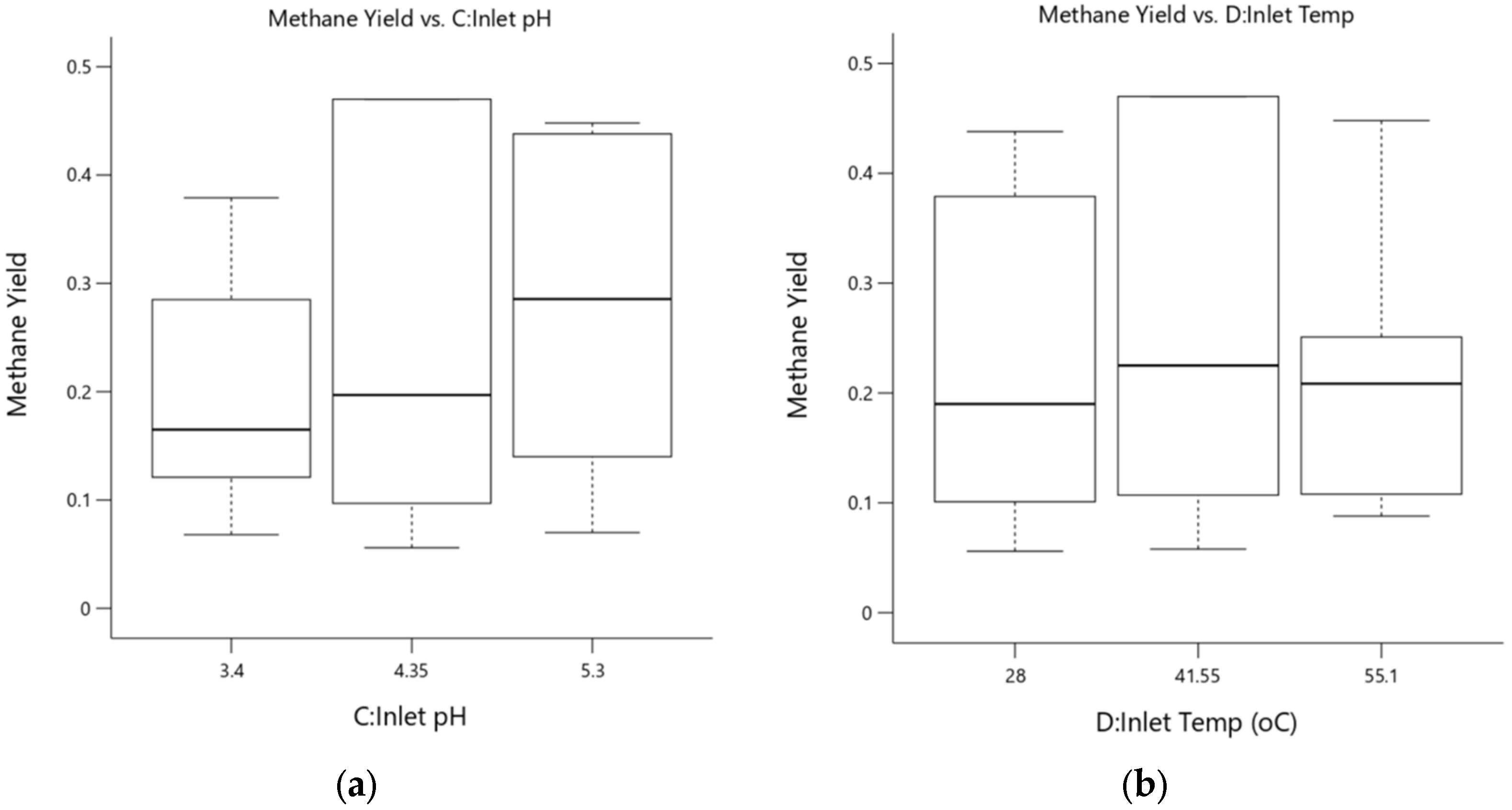
The data provided by Plant A are selected to conduct analysis and optimization using Design-Expert software. Response surface methodology (RSM) was used to investigate the effects of four independent variables, namely OLR (kg/m3·day) (A), inlet TS (TS) (B), inlet pH (C) and inlet temperature (D) on two response variables, namely methane yield (%), and COD removal efficiency (%) of the digestion process. These four variables were selected because they are known to significantly affect the anaerobic digestion process. Additionally, the data obtained from the plant are comprehensive as they are measured daily, providing a reliable and complete data set for analysis.
The RSM is divided into four multi-level designs: Box–Behnken design (BBD), central composite design (CCD), full factorial design (FFD), and optimal design. CCD is the most commonly used model, but BBD was used in this case. The advantages of this over CCD and FFD are that the design matrix is less complex, with more time and cost efficiency for a large number of experiments [
8,
16].
With the setting of three center points per block, Design-Expert software generated an experiment design using different values of variables within the range. The response values of the experiment design were filled up by referring to the closest available historical data. The lower and upper bounds of the variables were determined by analyzing the daily historical data of the plant, and the corresponding values are presented in
Table 2.
Table A1 (
Appendix A) shows the experimental design and results in Design-Expert.
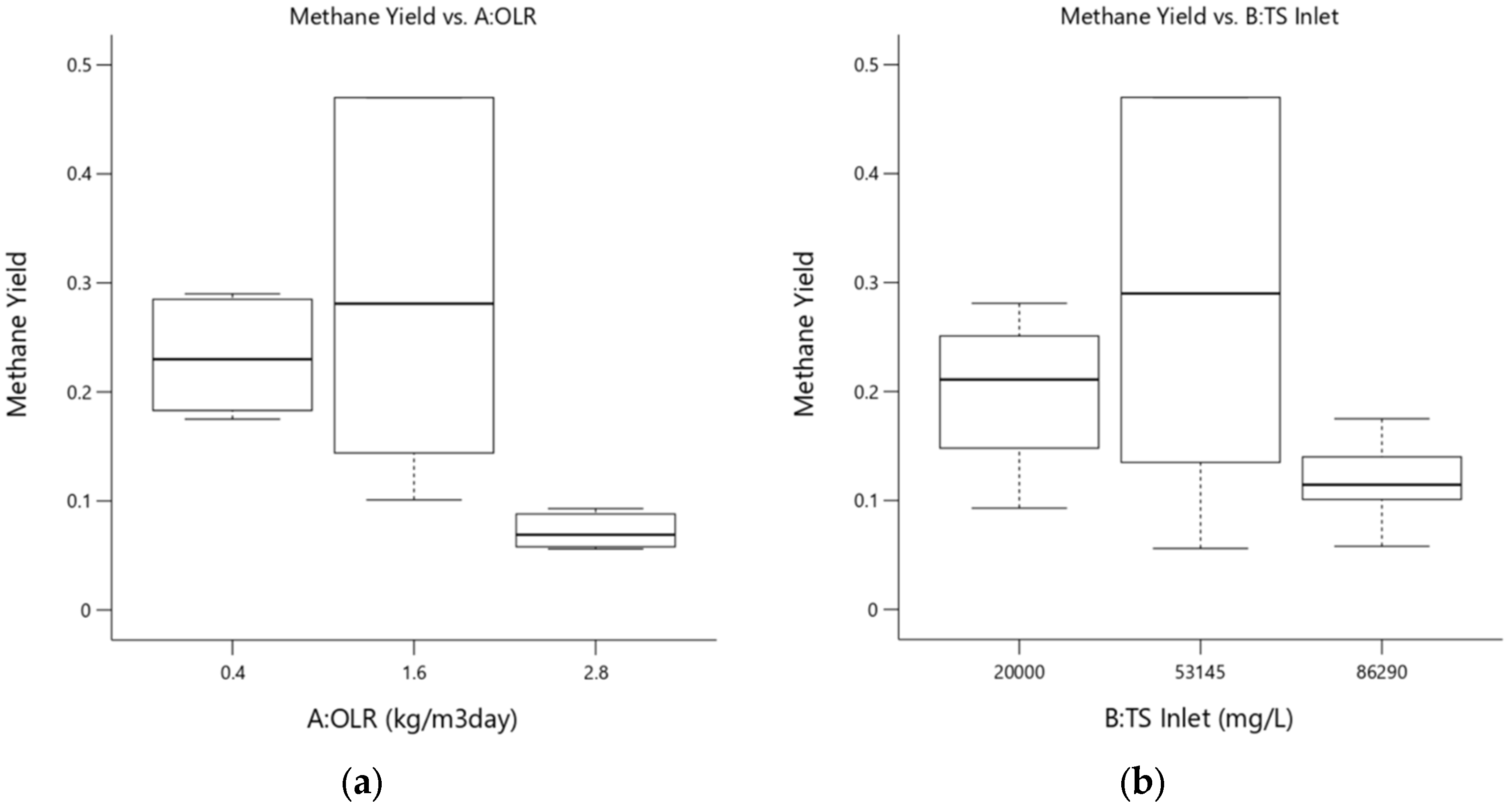
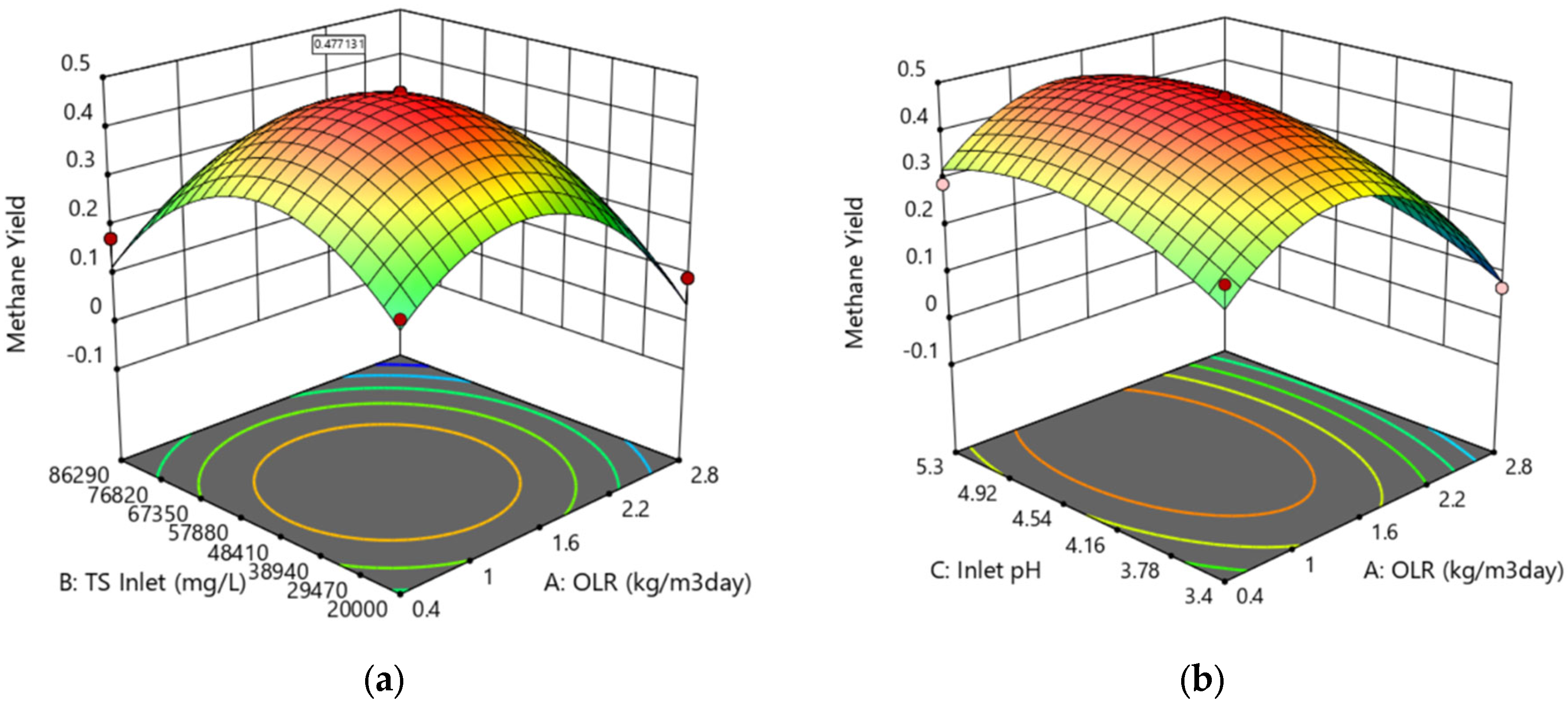
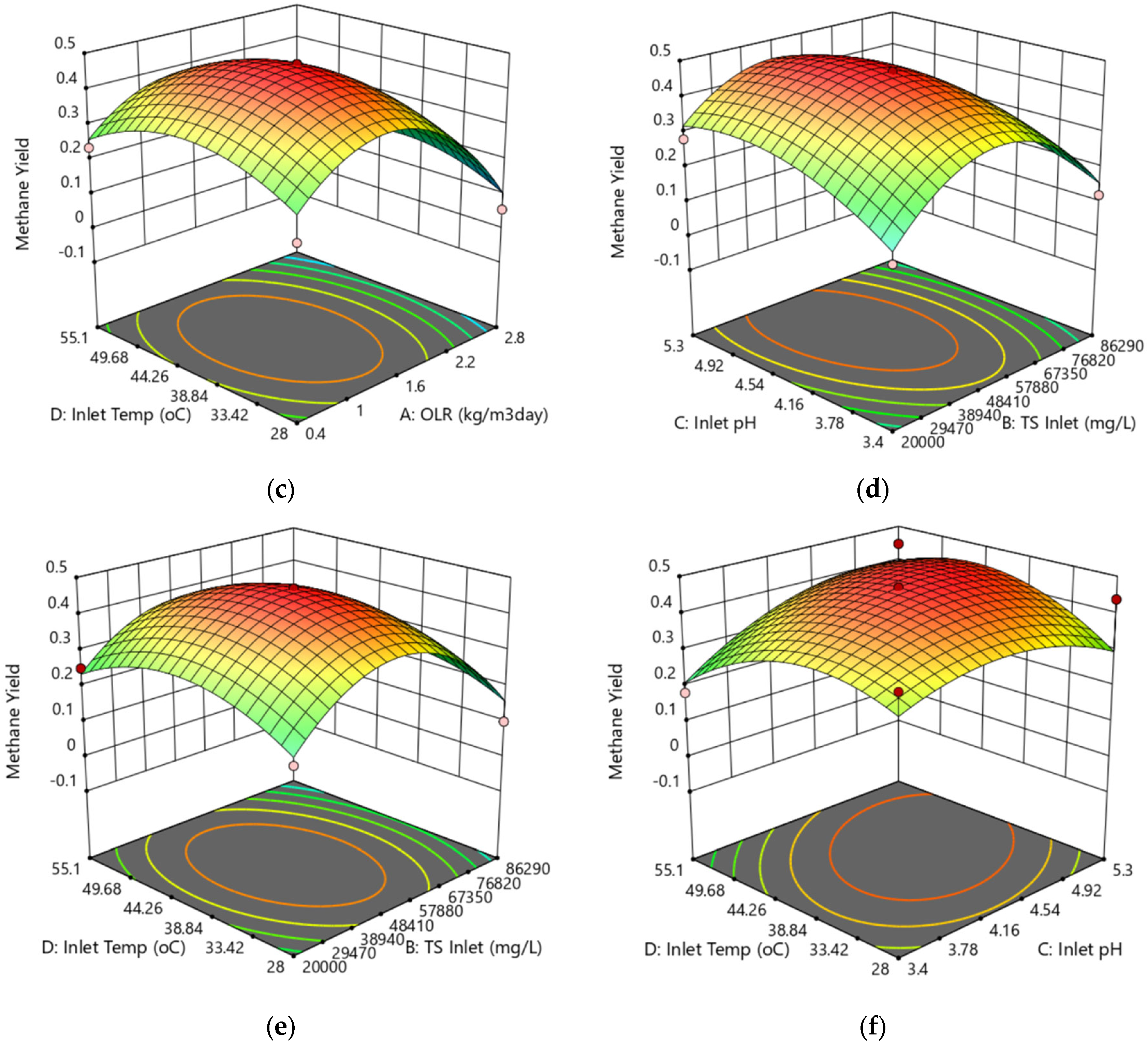
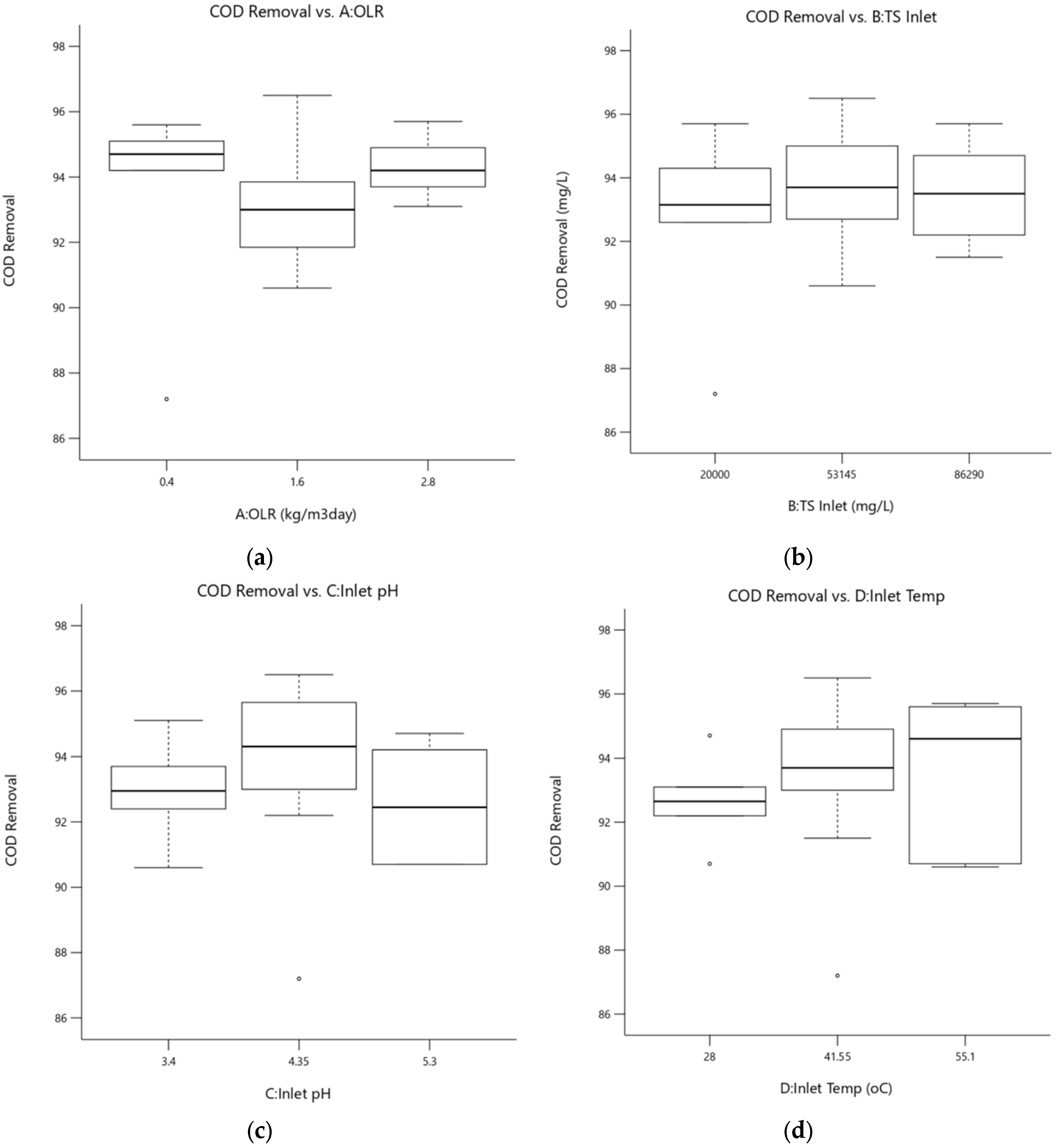
Analysis of variance (ANOVA) and box plots were employed to analyze and evaluate the data graphically. The suitability of the fitted polynomial model was also validated using the coefficient R2. The 3D response surface plots were created using regression analysis of the simulation data. The significance of model terms was also assessed using the probability value (p-value) at a 95% confidence interval.
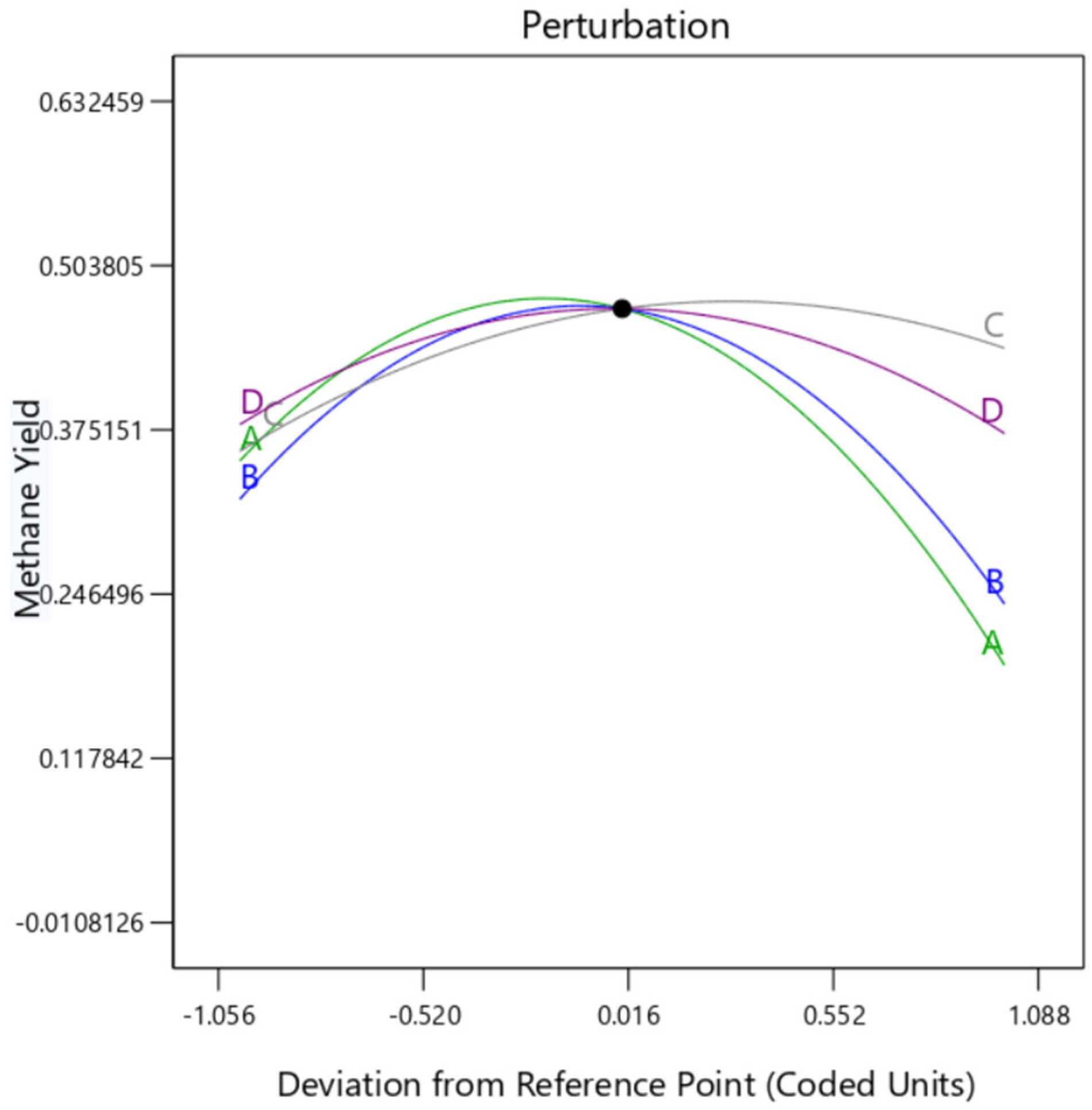
Sensitivity analysis is performed to determine the sensitive optimization parameter that has a significant impact on the responses. This is conducted by analyzing ANOVA results, box plots, and perturbation curves.
Lastly, optimization of the parameters for maximum methane yield is performed in the software. The optimized results were then compared with a similar set of historical data to ensure feasibility.
4. Conclusions
The comparative analysis of three anaerobic covered lagoon biogas plants (A, B, and C) showed that four parameters—OLR, inlet TS, inlet pH, and inlet temperature—have significant effects on methane yield. However, only OLR and inlet TS had a significant effect on COD removal in all three plants. The study also found that the relationship between temperature and COD removal from the historical data did not match the theoretical trend due to variations in other parameters, such as pH. Using the Box–Behnken model for experiment design, this study identified OLR, inlet TS, and inlet pH as having significant effects on methane yield, with OLR being the most critical parameter. None of the parameters, however, had a significant effect on COD removal. An optimization study was conducted using the datasets from Plant A. RSM curves were generated, revealing that the optimal values for maximum methane yield of 0.335 m3/kgCODremoved, representing a 39.6% improvement, were achieved at an OLR of 1.23 kg/m3·day, an inlet TS of 46,370 mg/L, an inlet pH of 4.5, and an inlet temperature of 45.4 °C. To validate the optimal combination of variables, confirmatory experiments were performed using the optimized variables. The small percentage error differences between the experimental and predicted values confirmed the feasibility of using the optimized variables for commercialization purposes. It should be noted that the predicted values are based on the full regression equation, which includes all terms regardless of their statistical significance. However, these predicted values are still acceptable as the small coefficients of insignificant factors are unlikely to significantly impact the overall prediction. These findings could contribute to reducing greenhouse gas emissions and promoting sustainable development. Further analysis and optimization of the processes at Plant B and Plant C could be carried out if continuous data collection is conducted for at least three years, leading to continued improvements in biogas production processes. In conclusion, this study provides valuable insights into the optimization of biogas production processes and the potential for biogas to become a reliable source of renewable energy.



 ,
, 



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
















