
Equipment Disassembly and Maintenance in an Uncertain Environment Based on a Peafowl Optimization Algorithm

Abstract
:1. Introduction
2. Literature Review
- (1)
- The present study undertakes an investigation into the DSP problem within the context of uncertain conditions. A DSP problem model is formulated based on the characteristics of equipment maintenance, with the objective of minimizing disassembly time and enhancing the response speed of priority maintenance parts.
- (2)
- To address the aforementioned objectives, an efficient metaheuristic algorithm named IPOA is proposed. Specifically tailored search operators suitable for DSP problems are designed within the framework of IPOA, and its superiority is empirically substantiated through comprehensive comparisons with other existing algorithms.
- (3)
- The efficacy of the constructed DSP problem model and the designed IPOA algorithm is substantiated through an empirical analysis of a real-world industrial case. The analysis demonstrates the superior performance and practical applicability of the model and algorithm in addressing DSP challenges encountered in industrial settings.
3. Proposed Problem
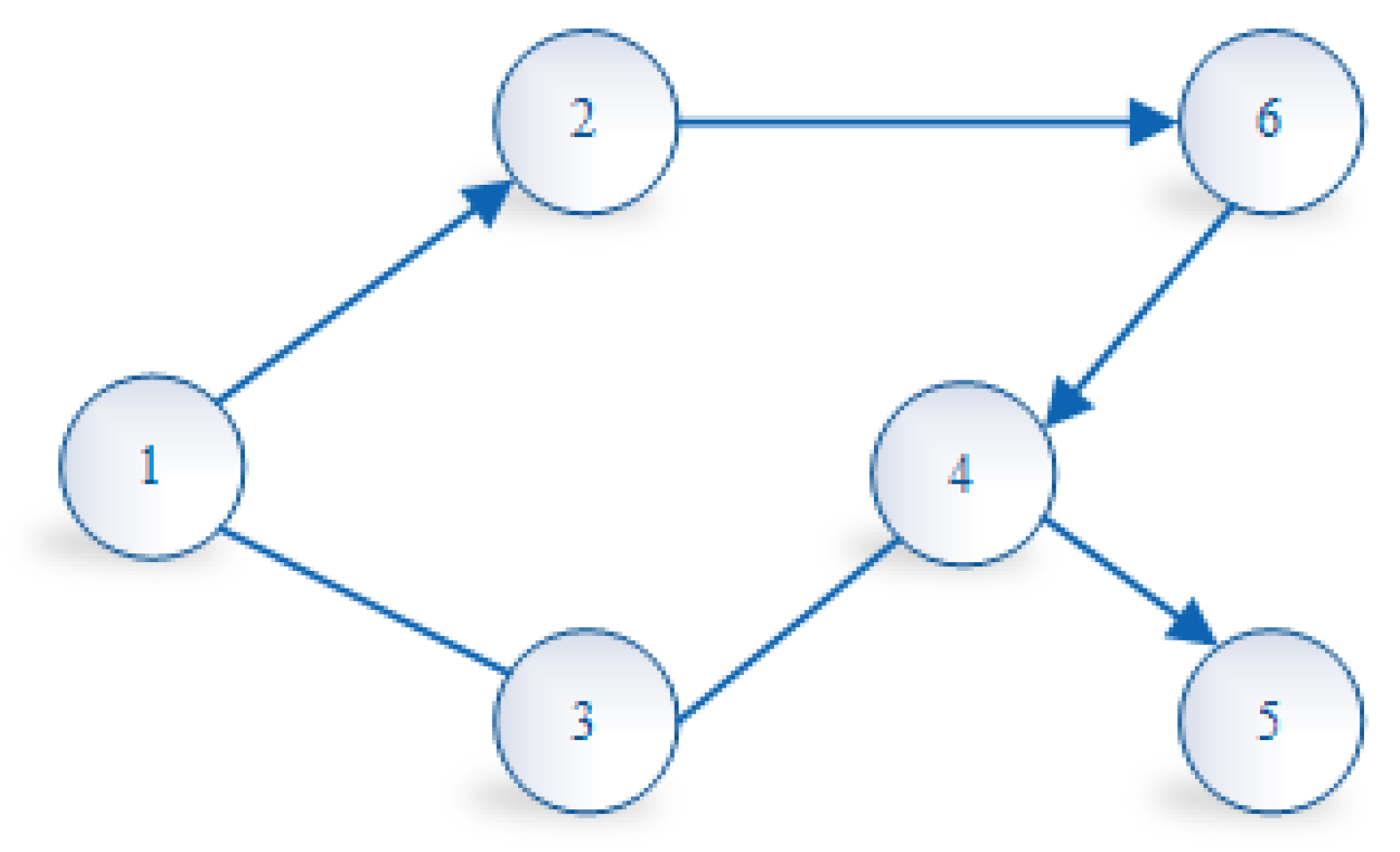
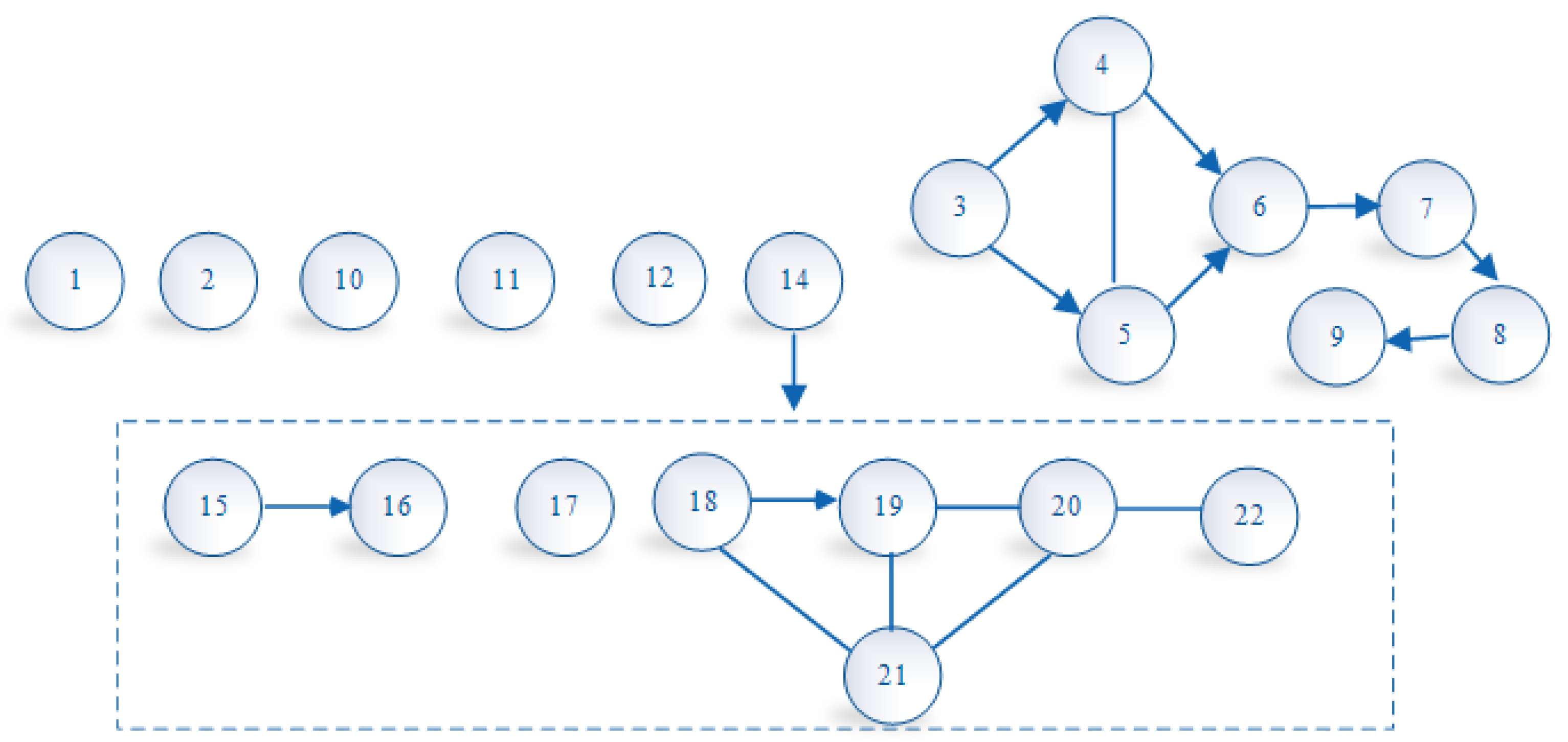
3.1. Disassembly Mixed Graph
3.2. Proposed Model
| Indices: | |
| m: | Index of disassembly component number, m = 1, 2, …, M |
| Parameters: | |
| M: | Total number of disassembly components |
| tm | Stochastic disassembly time required for component m (obeying uniform distribution) |
| gm | Difficulty of removing component m |
| tt | Stochastic time required to change tool (obeying uniform distribution) |
| td | Stochastic time required to change direction (obeying uniform distribution) |
| Im | Position of component m in the disassembly sequence |
| yn | Number of direction changes in the disassembly sequence |
| zn | Number of tool changes in the disassembly sequence |
| Decision variables: | |
| hm | If component m has priority, hm = 1; otherwise, hm = 0. |
4. Proposed Solution Method
4.1. Multi-objective Handling
- (1)
- For two given solutions, solution A and solution B, solution A dominates solution B if it is at least as good as solution B in all objective functions and better than solution B in at least one objective function.
- Dominating solution B indicates that solution A achieves better performance in multiple objective functions, regardless of whether the objective functions are to be maximized or minimized.
- The Pareto optimal solution set consists of solutions that are not dominated by any other solution in the entire solution space.
- (2)
- Crowding distance calculation evaluates the density of solutions to select appropriate solutions in the Pareto optimal solution set.
- By assessing the distribution of solutions in the objective space, crowding distance calculation measures the density of solutions around a particular solution.
- A higher crowding distance of a solution indicates that it is more scattered in the objective space, thereby implying better diversity.
4.2. Peafowls Courtship Behavior
4.3. Adaptive Behavior of Female Peafowls in Proximity
4.4. Adaptive Search Behavior of Peafowl Chicks
4.5. Interactive Behavior among Male Peafowls
4.6. Handling Uncertainty Method
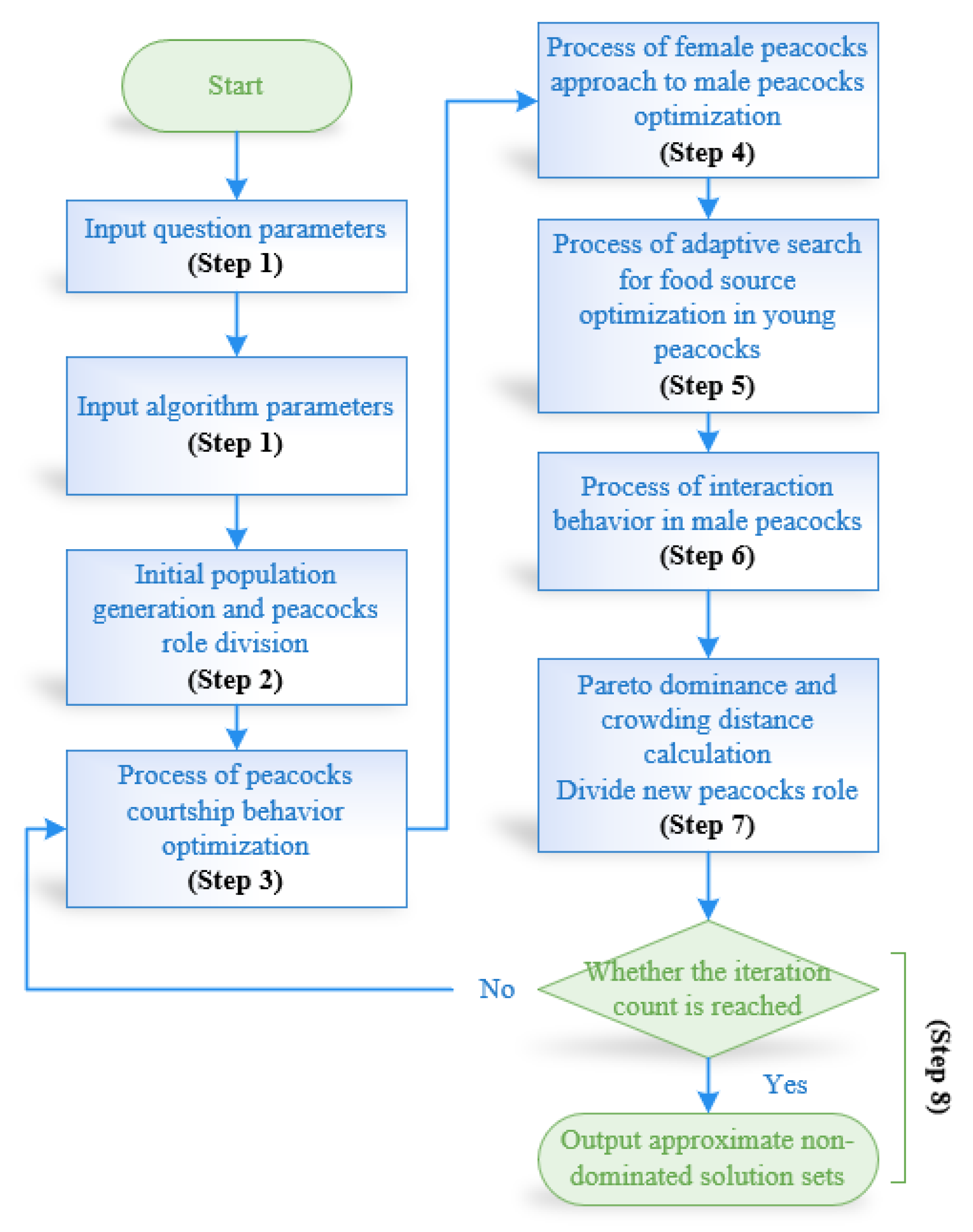
4.7. Algorithm Framework
5. Case Study
5.1. IPOA Parameter Calibration
5.2. Results and Analyses
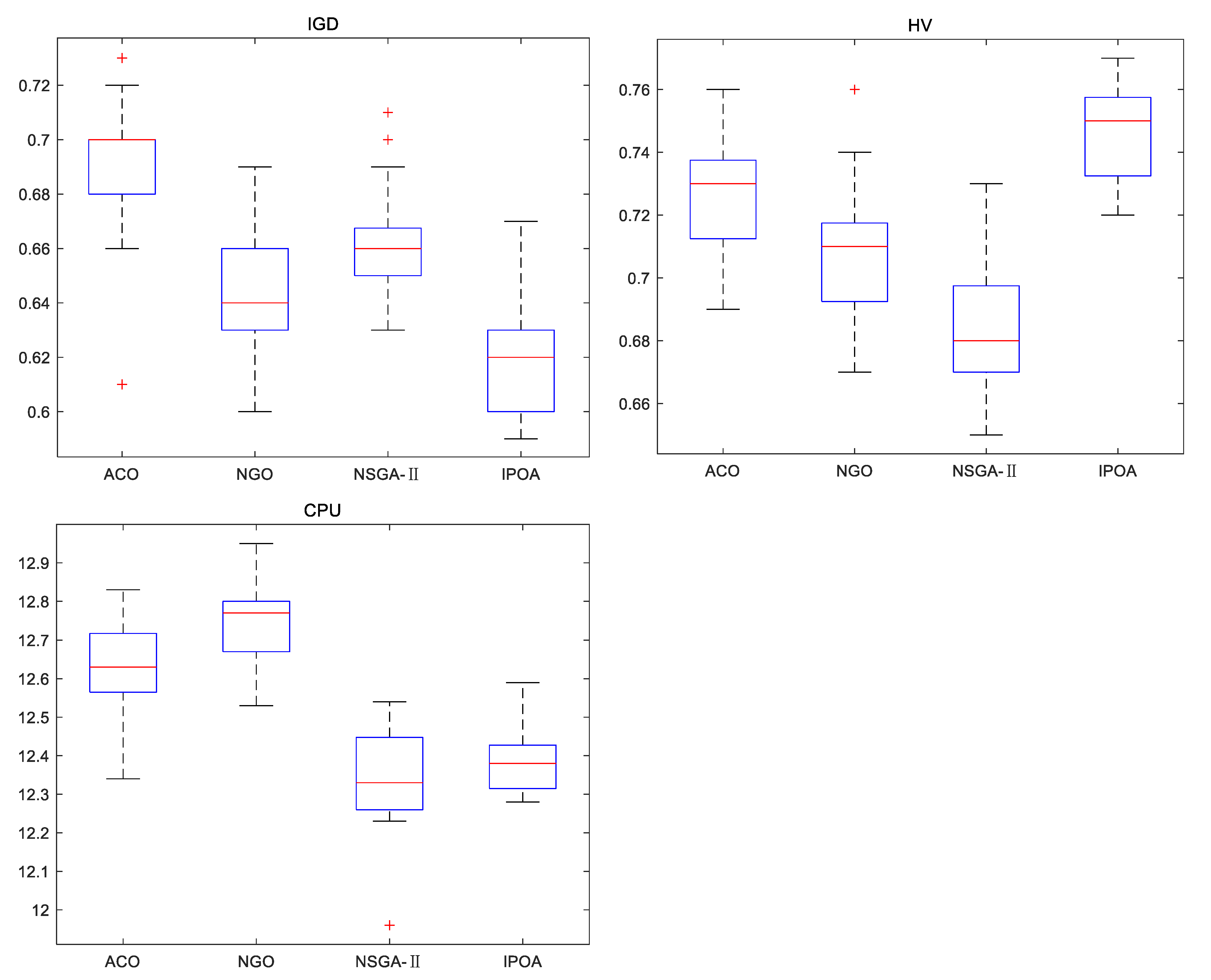
5.3. Comparison with Other Advanced Algorithms
6. Conclusions and Future Work
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Tian, G.; Zhang, C.; Fathollahi-Fard, A.M.; Li, Z.; Zhang, C.; Jiang, Z. An enhanced social engineering optimizer for solving an energy-efficient disassembly line balancing problem based on bucket brigades and cloud theory. IEEE Trans. Ind. Inform. 2022, 19, 7148–7159. [Google Scholar] [CrossRef]
- Agrawal, S.; Tiwari, M.K. A collaborative ant colony algorithm to stochastic mixed-model U-shaped disassembly line balancing and sequencing problem. Int. J. Prod. Res. 2008, 46, 1405–1429. [Google Scholar] [CrossRef]
- Tian, G.; Ren, Y.; Feng, Y.; Zhou, M.; Zhang, H.; Tan, J. Modeling and planning for dual-objective selective disassembly using AND/OR graph and discrete artificial bee colony. IEEE Trans. Ind. Inform. 2018, 15, 2456–2468. [Google Scholar] [CrossRef]
- Aghajani, M.; Ghodsi, R.; Javadi, B. Balancing of robotic mixed-model two-sided assembly line with robot setup times. Int. J. Adv. Manuf. Technol. 2014, 74, 1005–1016. [Google Scholar] [CrossRef]
- Bentaha, M.L.; Dolgui, A.; Battaia, O.; Riggs, R.J.; Hu, J. Profit-oriented partial disassembly line design: Dealing with hazardous parts and task processing times uncertainty. Int. J. Prod. Res. 2018, 56, 7220–7242. [Google Scholar] [CrossRef]
- Cui, X.S.; Guo, X.W.; Zhou, M.C.; Wang, J.; Qin, S.; Qi, L. Discrete whale optimization algorithm for disassembly line balancing with carbon emission constraint. IEEE Robot. Autom. Lett. 2023, 8, 3055–3061. [Google Scholar] [CrossRef]
- Fu, Y.; Tian, G.; Fathollahi-Fard, A.M.; Ahmadi, A.; Zhang, C. Stochastic multi-objective modelling and optimization of an energy-conscious distributed permutation flow shop scheduling problem with the total tardiness constraint. J. Clean. Prod. 2019, 226, 515–525. [Google Scholar] [CrossRef]
- Guo, X.; Zhou, M.; Abusorrah, A.; Alsokhiry, F.; Sedraoui, K. Disassembly sequence planning: A survey. IEEE/CAA J. Autom. Sin. 2020, 8, 1308–1324. [Google Scholar] [CrossRef]
- Hui, W.; Dong, X.; Guanghong, D. A genetic algorithm for product disassembly sequence planning. Neurocomputing 2008, 71, 2720–2726. [Google Scholar] [CrossRef]
- Deb, K.; Pratap, A.; Agarwal, S.; Meyarivan, T. A fast and elitist multiobjective genetic algorithm: NSGA-II. IEEE Trans. Evol. Comput. 2002, 6, 182–197. [Google Scholar] [CrossRef]
- Ehteram, M.; Salih, S.Q.; Yaseen, Z.M. Efficiency evaluation of reverse osmosis desalination plant using hybridized multilayer perceptron with particle swarm optimization. Environ. Sci. Pollut. Res. 2020, 27, 15278–15291. [Google Scholar] [CrossRef] [PubMed]
- Fang, Y.L.; Ming, H.; Li, M.Q.; Liu, Q.; Pham, D.T. Multi-objective evolutionary simulated annealing optimisation for mixed-model multi-robotic disassembly line balancing with interval processing time. Int. J. Prod. Res. 2020, 58, 846–862. [Google Scholar] [CrossRef]
- Guo, X.W.; Liu, S.X.; Zhou, M.C.; Tian, G. Disassembly sequence optimization for large-scale products with multiresource constraints using scatter search and petri nets. IEEE Trans. Cybern. 2016, 46, 2435–2446. [Google Scholar] [CrossRef] [PubMed]
- Gao, Y.C.; Wang, Q.R.; Feng, Y.X.; Zheng, H.; Zheng, B.; Tan, J. An energy-saving optimization method of dynamic scheduling for disassembly line. Energies 2018, 11, 1261. [Google Scholar] [CrossRef]
- Zhou, Z.; Liu, J.; Pham, D.T.; Xu, W.; Ramirez, F.J.; Ji, C.; Liu, Q. Disassembly sequence planning: Recent developments and future trends. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 1450–1471. [Google Scholar] [CrossRef]
- Tian, G.; Zhou, M.; Chu, J. A chance constrained programming approach to determine the optimal disassembly sequence. IEEE Trans. Autom. Sci. Eng. 2013, 10, 1004–1013. [Google Scholar] [CrossRef]
- Goksoy Kalaycilar, E.; Batun, S.; Azizoğlu, M. A stochastic programming approach for the disassembly line balancing with hazardous task failures. Int. J. Prod. Res. 2022, 60, 3237–3262. [Google Scholar] [CrossRef]
- Yu, D.; Zhang, X.; Tian, G.; Jiang, Z.; Liu, Z.; Qiang, T.; Zhan, C. Disassembly Sequence Planning for Green Remanufacturing Using an Improved Whale Optimisation Algorithm. Processes 2022, 10, 1998. [Google Scholar] [CrossRef]
- Zhang, C.; Fathollahi-Fard, A.M.; Li, J.; Tian, G.; Zhang, T. Disassembly sequence planning for intelligent manufacturing using social engineering optimizer. Symmetry 2021, 13, 663. [Google Scholar] [CrossRef]
- Wu, P.; Wang, H.; Li, B.; Fu, W.; Ren, J.; He, Q. Disassembly sequence planning and application using simplified discrete gravitational search algorithm for equipment maintenance in hydropower station. Expert Syst. Appl. 2022, 208, 118046. [Google Scholar] [CrossRef]
- Zhan, C.; Zhang, X.; Tian, G.; Pham, D.T.; Ivanov, M.; Aleksandrov, A.; Fu, C.; Zhang, J.; Wu, Z. Environment-oriented disassembly planning for end-of-life vehicle batteries based on an improved northern goshawk optimisation algorithm. Environ. Sci. Pollut. Res. 2023, 30, 47956–47971. [Google Scholar] [CrossRef]
- Mahmoudi Motahar, M.; Hosseini Nourzad, S.H. A hybrid method for optimizing selective disassembly sequence planning in adaptive reuse of buildings. Eng. Constr. Archit. Manag. 2022, 29, 307–332. [Google Scholar] [CrossRef]
- Sun, X.; Guo, S.; Guo, J.; Du, B.; Tang, H. An improved multi-objective evolutionary algorithm for multiple-target asynchronous parallel selective disassembly sequence planning. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2022, 237, 1553–1569. [Google Scholar] [CrossRef]
- Chen, Z.; Li, L.; Zhao, F.; Sutherland, J.W.; Yin, F. Disassembly sequence planning for target parts of end-of-life smartphones using Q-learning algorithm. Procedia CIRP 2023, 116, 684–689. [Google Scholar] [CrossRef]
- Ji, J.; Wang, Y. Selective disassembly sequence optimization based on the improved immune algorithm. Robot. Intell. Autom. 2023, 43, 96–108. [Google Scholar] [CrossRef]
- Kheder, M.; Trigui, M.; Aifaoui, N. Disassembly sequence planning based on a genetic algorithm. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2015, 229, 2281–2290. [Google Scholar] [CrossRef]
- Fu, Y.; Zhou, M.; Guo, X.; Qi, L.; Sedraoui, K. Multiverse optimization algorithm for stochastic biobjective disassembly sequence planning subject to operation failures. IEEE Trans. Syst. Man Cybern. Syst. 2021, 52, 1041–1051. [Google Scholar] [CrossRef]
- Liang, P.; Fu, Y.; Ni, S.; Zheng, B. Modeling and optimization for noise-aversion and energy-awareness disassembly sequence planning problems in reverse supply chain. Environ. Sci. Pollut. Res. 2021, 15, 748–760. [Google Scholar] [CrossRef]
- Tian, G.; Zhou, M.; Li, P. Disassembly sequence planning considering fuzzy component quality and varying operational cost. IEEE Trans. Autom. Sci. Eng. 2017, 15, 748–760. [Google Scholar] [CrossRef]
- Kim, H.W.; Park, C.; Lee, D.H. Selective disassembly sequencing with random operation times in parallel disassembly environment. Int. J. Prod. Res. 2018, 56, 7243–7257. [Google Scholar] [CrossRef]
- Liang, P.; Fu, Y.; Guo, X.; Qi, L. Stochastic multi-product disassembly sequence planning. In Proceedings of the 2021 IEEE 17th International Conference on Automation Science and Engineering (CASE), Lyon, France, 23–27 August 2021; pp. 1201–1206. [Google Scholar]
- Yeh, W.C.; Lin, C.M.; Wei, S.C. Disassembly sequencing problems with stochasticprocessing time using simplified swarm optimization. Int. J. Innov. Manag. Technol. 2012, 3, 226. [Google Scholar]
- Erel, E.; Sabuncuoglu, I.; Sekerci, H. Stochastic assembly line balancing using beam search. Int. J. Prod. Res. 2005, 43, 1411–1426. [Google Scholar] [CrossRef]
- Mosadegh, H.; Ghomi, S.F.; Süer, G.A. Stochastic mixed-model assembly line sequencing problem: Mathematical modeling and Q-learning based simulated annealing hyper-heuristics. Eur. J. Oper. Res. 2020, 282, 530–544. [Google Scholar] [CrossRef]
- Sakiani, R.; Ghomi, S.F.; Zandieh, M. Multi-objective supply planning for two-level assembly systems with stochastic lead times. Comput. Oper. Res. 2012, 39, 1325–1332. [Google Scholar] [CrossRef]
- Fu, Y.; Zhou, M.; Guo, X.; Qi, L. Stochastic multi-objective integrated disassembly-reprocessing-reassembly scheduling via fruit fly optimization algorithm. J. Clean. Prod. 2021, 278, 123364. [Google Scholar] [CrossRef]
- Wolpert, D.H.; Macready, W.G. No free lunch theorems for optimization. IEEE Trans. Evol. Comput. 1997, 1, 67–82. [Google Scholar] [CrossRef]
- Wang, J.; Yang, B.; Chen, Y.; Zeng, K.; Zhang, H.; Shu, H.; Chen, Y. Novel phasianidae inspired peafowl (Pavo muticus/cristatus) optimization algorithm: Design, evaluation, and SOFC models parameter estimation. Sustain. Energy Technol. Assess. 2022, 50, 101825. [Google Scholar] [CrossRef]
- Fathollahi-Fard, A.M.; Woodward, L.; Akhrif, O. Sustainable distributed permutation flow-shop scheduling model based on a triple bottom line concept. J. Ind. Inf. Integr. 2021, 24, 100233. [Google Scholar] [CrossRef]
- Chen, J.C.; Chen, Y.Y.; Chen, T.L.; Yang, Y.C. An adaptive genetic algorithm-based and AND/OR graph approach for the disassembly line balancing problem. Eng. Optim. 2022, 54, 1583–1599. [Google Scholar] [CrossRef]
- Fathollahi-Fard, A.M.; Hajiaghaei-Keshteli, M.; Tavakkoli-Moghaddam, R. The social engineering optimizer (SEO). Eng. Appl. Artif. Intell. 2018, 72, 267–293. [Google Scholar] [CrossRef]
- Guo, X.; Zhang, Z.; Qi, L.; Liu, S.; Tang, Y.; Zhao, Z. Stochastic hybrid discrete grey wolf optimizer for multi-objective disassembly sequencing and line balancing planning in disassembling multiple products. IEEE Trans. Autom. Sci. Eng. 2021, 19, 1744–1756. [Google Scholar] [CrossRef]
- Tian, G.; Liu, Y.; Tian, Q.; Chu, J. Evaluation model and algorithm of product disassembly process with stochastic feature. Clean Technol. Environ. Policy 2012, 14, 345–356. [Google Scholar] [CrossRef]
- Fathollahi-Fard, A.M.; Ahmadi, A.; Karimi, B. Sustainable and Robust Home Healthcare Logistics: A Response to the COVID-19 Pandemic. Symmetry 2022, 14, 193. [Google Scholar] [CrossRef]
- Bernal, E.; Lagunes, M.L.; Castillo, O.; Soria, J.; Valdez, F. Optimization of type-2 fuzzy logic controller design using the GSO and FA algorithms. Int. J. Fuzzy Syst. 2021, 23, 42–57. [Google Scholar] [CrossRef]
- Fathollahi-Fard, A.M.; Tian, G.; Ke, H.; Fu, Y.; Wong, K.Y. Efficient Multi-objective Metaheuristic Algorithm for Sustainable Harvest Planning Problem. Comput. Oper. Res. 2023, 158, 106304. [Google Scholar] [CrossRef]
- Xing, Y.; Wu, D.; Qu, L. Parallel disassembly sequence planning using improved ant colony algorithm. Int. J. Adv. Manuf. Technol. 2021, 113, 2327–2342. [Google Scholar] [CrossRef]
- Ren, Y.; Zhang, C.; Zhao, F.; Xiao, H.; Tian, G. An asynchronous parallel disassembly planning based on genetic algorithm. Eur. J. Oper. Res. 2018, 269, 647–660. [Google Scholar] [CrossRef]
- Tian, G.; Zhang, X.; Fathollahi-Fard, A.M.; Jiang, Z.; Zhang, C.; Yuan, G.; Pham, D.T. Hybrid evolutionary algorithm for stochastic multiobjective disassembly line balancing problem in remanufacturing. Environ. Sci. Pollut. Res. 2023, 1–16. [Google Scholar] [CrossRef]
- Tian, G.; Zhang, L.; Fathollahi-Fard, A.M.; Kang, Q.; Li, Z.; Wong, K.Y. Addressing a collaborative maintenance planning using multiple operators by a multi-objective Metaheuristic algorithm. IEEE Trans. Autom. Sci. Eng. 2023. [Google Scholar] [CrossRef]
- Wang, W.; Tian, G.; Zhang, H.; Li, Z.; Zhang, L. A hybrid genetic algorithm with multiple decoding methods for energy-aware remanufacturing system scheduling problem. Robot. Comput.-Integr. Manuf. 2023, 81, 102509. [Google Scholar] [CrossRef]
- Xu, K.; Fan, Y.; Zhu, C.; Tian, G.; Hu, L. Multiple Spatiotemporal Broad Learning for Real-Time Temperature Estimation of Lithium-Ion Batteries. Ind. Eng. Chem. Res. 2023, 62, 6251–6261. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Level 1 | Level 2 | Level 3 | Level 4 |
|---|---|---|---|---|
| Ee(1) | 8 | 10 | 12 | 13 |
| Nsize | 30 | 40 | 50 | 60 |
| Maxit | 50 | 60 | 80 | 100 |
| Cv | 1 | 2 | 3 | 4 |
| Pm | 0.015 | 0.016 | 0.017 | 0.018 |
| Number: No. | Ee(1) | Nsize | Maxit | Cv | Pm | RPD |
|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 | 1 | 0.10661497 |
| 2 | 1 | 2 | 2 | 2 | 2 | 0.06577628 |
| 3 | 1 | 3 | 3 | 3 | 3 | 0.06812353 |
| 4 | 1 | 4 | 4 | 4 | 4 | 0.1340011 |
| 5 | 2 | 1 | 2 | 3 | 4 | 0.11658152 |
| 6 | 2 | 2 | 1 | 4 | 3 | 0.07820504 |
| 7 | 2 | 3 | 4 | 1 | 2 | 0.05479105 |
| 8 | 2 | 4 | 3 | 2 | 1 | 0 |
| 9 | 3 | 1 | 3 | 4 | 2 | 0.13238644 |
| 10 | 3 | 2 | 4 | 3 | 1 | 0.15900161 |
| 11 | 3 | 3 | 1 | 2 | 4 | 0.14063142 |
| 12 | 3 | 4 | 2 | 1 | 3 | 0.12227785 |
| 13 | 4 | 1 | 4 | 2 | 3 | 0.08530638 |
| 14 | 4 | 2 | 3 | 1 | 4 | 0.10210334 |
| 15 | 4 | 3 | 2 | 4 | 1 | 0.05515432 |
| 16 | 4 | 4 | 1 | 3 | 2 | 0.10953662 |
| Ee(1) | Nsize | Maxit | Cv | Pm | |
|---|---|---|---|---|---|
| Level 1 | 0.093628970 | 0.110222328 | 0.108747013 | 0.096446803 | 0.080192725 |
| Level 2 | 0.062394403 | 0.101271568 | 0.089947493 | 0.072928520 | 0.090622598 |
| Level 3 | 0.138574330 | 0.079675080 | 0.075653328 | 0.113310820 | 0.088478200 |
| Level 4 | 0.088025165 | 0.091453893 | 0.108275035 | 0.099936725 | 0.123329345 |
| Order | Name | Direction | Tool | Disassembly Time/s | Priority | Difficulty |
|---|---|---|---|---|---|---|
| 1 | Shell | +z | 1 | U (8,11) | 0 | 0.2 |
| 2 | Coupling | +z | 1 | U (5,7) | 1 | 0.1 |
| 3 | Duct expansion joint | +z | 3 | U (4,6) | 0 | 0.15 |
| 4 | Duct bolts | +z | 3 | U (2,3) | 0 | 0 |
| 5 | Duct Screws | −y | 4 | U (2,3) | 0 | 0 |
| 6 | Blower | +y | 1 | U (7,9) | 1 | 0.3 |
| 7 | Inlet vane guide device core | +z | 2 | U (15,16) | 1 | 0.15 |
| 8 | Intermediate connecting shaft short shaft tube | −y | 1 | U (11,13) | 1 | 0.25 |
| 9 | Impeller pressure plate bolts | −y | 3 | U (3,5) | 0 | 0.1 |
| 10 | Impeller | +y | 4 | U (7,8) | 1 | 0.2 |
| 11 | Bearing | −x | 1 | U (11,12) | 1 | 0.2 |
| 12 | Adjustable inlet guide vane | −x | 1 | U (10,13) | 0 | 0.1 |
| 13 | Outlet guide vane | −x | 3 | U (24,26) | 0 | 0.2 |
| 14 | Oil tank | −z | 3 | U (7,9) | 1 | 0.3 |
| 15 | Lube oil pump | +z | 3 | U (10,11) | 1 | 0.15 |
| 16 | Circulating cooling pump | +y | 1 | U (11,13) | 0 | 0.15 |
| 17 | Oil tank level meter | +y | 2 | U (5,6) | 0 | 0 |
| 18 | Oil tank thermometer | +y | 2 | U (8,9) | 1 | 0 |
| 19 | Lube oil line | +z | 1 | U (5,6) | 0 | 0 |
| 20 | Control oil line | +z | 2 | U (5,6) | 0 | 0 |
| 21 | Lubrication oil pressure gauge | +x | 2 | U (8,9) | 1 | 0 |
| 22 | Control oil pressure gauge | +x | 1 | U (9,12) | 0 | 0 |
| Order | Schemes | f1 | f2 |
|---|---|---|---|
| 1 | 3,22,11,12,13,14,10,18,5,19,21,15,4,20,6,16,17,1,7,8,9 | 233.54 | 114 |
| 2 | 10,14,11,15,3,5,18,2,19,4,12,6,7,8,22,17,13,16,9,1,21,20 | 247.36 | 85 |
| 3 | 2,11,14,10,3,1,18,19,15,5,21,4,6,22,12,7,8,17,9,16,13,20 | 258.86 | 83 |
| 4 | 11,10,14,2,15,3,22,13,18,4,5,1,16,6,12,19,7,20,21,8,9,17 | 233.65 | 94 |
| 5 | 14,22,10,1,2,11,13,12,3,4,18,15,19,5,17,20,21,16,6,7,8,9 | 232.26 | 115 |
| 6 | 2,22,11,12,1,13,14,10,18,17,3,19,20,21,5,4,15,16,6,7,8,9 | 230.33 | 119 |
| 7 | 14,2,11,22,18,15,3,10,4,12,19,5,6,1,7,16,8,9,13,21,20,17 | 247.00 | 90 |
| 8 | 22,14,10,3,15,11,18,2,16,19,4,5,6,21,17,7,20,8,9,1,12,13 | 245.14 | 92 |
| 9 | 2,10,11,3,14,15,13,5,18,4,12,6,7,8,22,17,16,19,1,21,20,9 | 251.12 | 85 |
| 10 | 10,2,11,14,17,15,3,1,16,18,19,21,20,4,5,6,7,13,22,12,8,9 | 245.52 | 92 |
| Algorithms | IGD | HV | CPU/s |
|---|---|---|---|
| ACO | 0.69 | 0.73 | 12.63 |
| NGO | 0.64 | 0.71 | 12.75 |
| NSGA-II | 0.66 | 0.68 | 12.33 |
| IPOA | 0.62 | 0.75 | 12.39 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Zhan, C.; Liu, Z.; Zheng, S.; Wang, H.; Meng, Z.; Xu, R. Equipment Disassembly and Maintenance in an Uncertain Environment Based on a Peafowl Optimization Algorithm. Processes 2023, 11, 2462. https://doi.org/10.3390/pr11082462
Liu J, Zhan C, Liu Z, Zheng S, Wang H, Meng Z, Xu R. Equipment Disassembly and Maintenance in an Uncertain Environment Based on a Peafowl Optimization Algorithm. Processes. 2023; 11(8):2462. https://doi.org/10.3390/pr11082462
Chicago/Turabian StyleLiu, Jiang, Changshu Zhan, Zhiyong Liu, Shuangqing Zheng, Haiyang Wang, Zhou Meng, and Ruya Xu. 2023. "Equipment Disassembly and Maintenance in an Uncertain Environment Based on a Peafowl Optimization Algorithm" Processes 11, no. 8: 2462. https://doi.org/10.3390/pr11082462
APA StyleLiu, J., Zhan, C., Liu, Z., Zheng, S., Wang, H., Meng, Z., & Xu, R. (2023). Equipment Disassembly and Maintenance in an Uncertain Environment Based on a Peafowl Optimization Algorithm. Processes, 11(8), 2462. https://doi.org/10.3390/pr11082462