
Numerical Analysis of Viscous Polymer Resin Mixing Processes in High-Speed Blade-Free Planetary Blender Using Smoothed Particle Hydrodynamics


Abstract
:1. Introduction
2. SPH Model and Simulation Setup
2.1. SPH Equations and Models
2.2. Simulation Setup
3. Simulation Results and Discussion
4. Conclusions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| c | color function |
| reference speed of sound, m/s | |
| maximum artificial speed of sound, m/s | |
| f | any field function of a position vector |
| SPH approximation of field function f | |
| acceleration of gravity vector, | |
| h | smoothing length, m |
| m | particle mass, kg |
| M | mixing index |
| MIN | minimum function |
| n | rotation-to-revolution speed ratio |
| p | pressure, Pa |
| reference pressure, Pa | |
| background pressure, Pa | |
| r | inner radius of cylindrical vessel, m |
| position vector, m | |
| R | radius of revolution, m |
| s | normalized radial distance to smoothing length |
| t | current time, s |
| accelerating time, s | |
| mixing time, s | |
| rising time, s | |
| V | particle volume, |
| velocity vector, m/s | |
| transport or advection velocity vector, m/s | |
| maximum speed of fluid flow, m/s | |
| W | smoothing kernel function |
| Greek symbols | |
| coefficient of liquid surface tension, N/m | |
| artificial adiabatic index | |
| ∇ | gradient operator, 1/m |
| computational time step, s | |
| small number for computational singularity avodiance | |
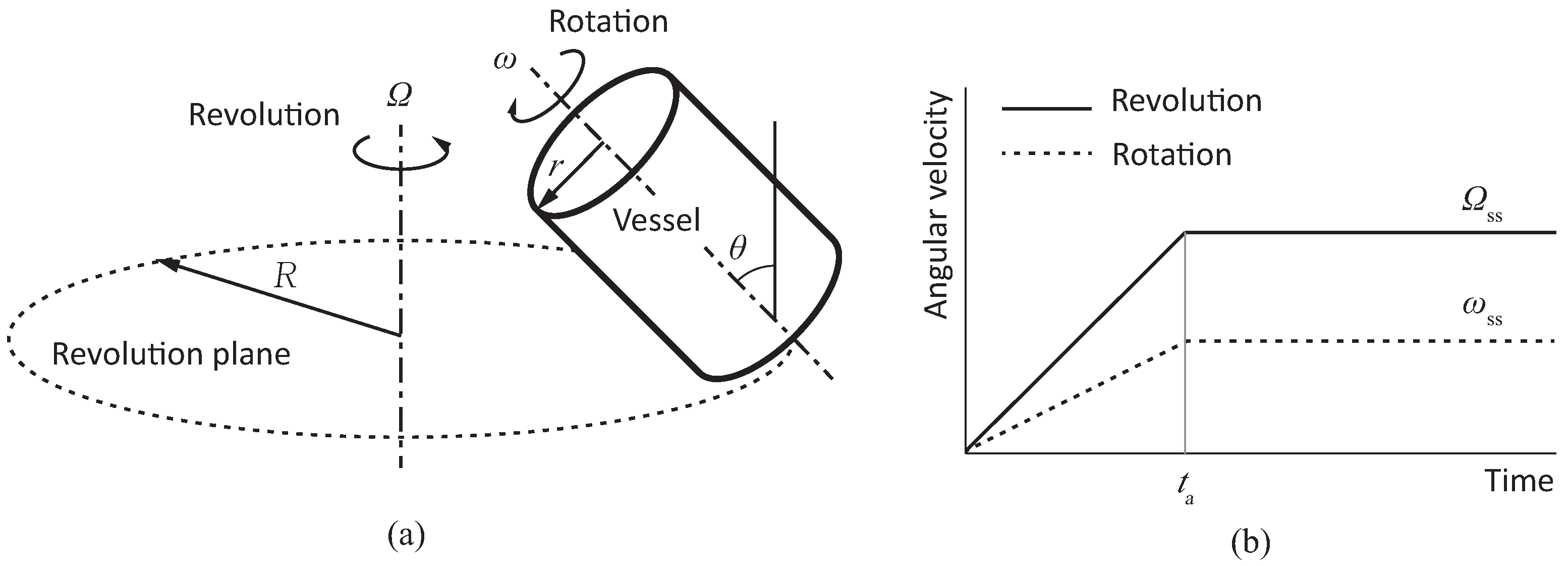
| inclination angle of rotation axis, degrees | |
| curvature of liquid surface, 1/m | |
| dynamic viscosity, | |
| density, | |
| reference density, | |
| rotational speed, rpm | |
| steady-state rotational speed, rpm | |
| revolutionary speed, rpm | |
| steady-state revolutionary speed, rpm | |
| Abbreviations | |
| ASCII | American standard code for information interchange |
| CAD | computer-aided design |
| CFD | computational fluid dynamics |
| CFL | Courant–Friedrichs–Levy |
| CUDA | Compute Unified Device Architecture |
| GPU | graphics processing unit |
| LDV | laser Doppler velocimetry |
| MTV | molecular tagging velocimetry |
| nFX | nanoFluidX™ |
| PIV | particle image velocimetry |
| rpm | revolutions per minute |
| SPH | smoothed particle hydrodynamics |
| XML | extensible markup language |
References
- Adachi, N.; Hashiba, M.; Sakurada, O. Rheological Properties of Slurries Prepared Using a Planetary Mixer. Ceram. Int. 2004, 30, 1055–1058. [Google Scholar] [CrossRef]
- Hosur, M.; Barua, R.; Zainuddin, S.; Kumar, A.; Trovillion, J.; Jeelani, S. Effect of Processing Techniques on the Performance of Epoxy/MWCNT Nanocomposites. J. Appl. Polym. Sci. 2013, 127, 4211–4224. [Google Scholar] [CrossRef]
- Massing, U.; Cicko, S.; Ziroli, V. Dual Asymmetric Centrifugation (DAC)—A New Technique for Liposome Preparation. J. Control. Release 2008, 125, 16–24. [Google Scholar] [CrossRef]
- Tsuchiya, K.; Sakai, A.; Nagaoka, T.; Uchida, K.; Furukawa, T.; Yajima, H. High Electrical Performance of Carbon Nanotubes/Rubber Composites with Low Percolation Threshold Prepared with a Rotation–Revolution Mixing Technique. Compos. Sci. Technol. 2011, 71, 1098–1104. [Google Scholar] [CrossRef]
- Tenambergen, F.; Maruiama, C.H.; Mäder, K. Dual Asymmetric Centrifugation as an Alternative Preparation Method for Parenteral Fat Emulsions in Preformulation Development. Int. J. Pharm. 2013, 447, 31–37. [Google Scholar] [CrossRef] [PubMed]
- Yamaga, Y.; Kanatani, M.; Nomura, S. Usefulness of a Rotation–Revolution Mixer for Mixing Powder–Liquid Reline Material. J. Prosthodont. Res. 2015, 59, 71–78. [Google Scholar] [CrossRef]
- Mavros, P. Flow Visualization in Stirred Vessels: A Review of Experimental Techniques. Chem. Eng. Res. Des. 2001, 79, 113–127. [Google Scholar] [CrossRef]
- Yamagata, T.; Sugisawa, H.; Fujisawa, N. Experimental Study on Laminar Mixing in Planetary Mixer. Exp. Fluids 2021, 62, 28. [Google Scholar] [CrossRef]
- Son, K.J. A Numerical Study of the Influence of Operating Conditions of a Blade Free Planetary Mixer on Blending of Cohesive Powders. Korea-Aust. Rheol. J. 2019, 31, 15–23. [Google Scholar] [CrossRef]
- Chergui, N.; Lateb, M.; Lacroix, É.; Dufresne, L. CFD Study of Flow Dynamics in a Blade Free Planetary Mixer (BFPM)—A Qualitative Flow Study. Chem. Eng. Res. Des. 2015, 102, 100–115. [Google Scholar] [CrossRef]
- Yamagata, T.; Fujisawa, N. Effect of Rotation and Revolution on Performance of Blade-Free Planetary Mixer. J. Flow Control Meas. Vis. 2018, 7, 1–10. [Google Scholar] [CrossRef]
- Shen, B.; Zhan, X.; He, Y.; Sun, Z.; Long, J.; Yang, Y.; Li, X. Computational Fluid Dynamic Analysis of Mass Transfer and Hydrodynamics in a Planetary Centrifugal Bioreactor. Korean J. Chem. Eng. 2021, 38, 1358–1369. [Google Scholar] [CrossRef]
- Bouscasse, B.; Colagrossi, A.; Marrone, S.; Souto-Iglesias, A. SPH Modelling of Viscous Flow Past a Circular Cylinder Interacting with a Free Surface. Comput. Fluids 2017, 146, 190–212. [Google Scholar] [CrossRef]
- Adami, S.; Hu, X.Y.; Adams, N.A. A Transport-Velocity Formulation for Smoothed Particle Hydrodynamics. J. Comput. Phys. 2013, 241, 292–307. [Google Scholar] [CrossRef]
- Nair, P.; Tomar, G. An Improved Free Surface Modeling for Incompressible SPH. Comput. Fluids 2014, 102, 304–314. [Google Scholar] [CrossRef]
- Ji, Z.; Stanic, M.; Hartono, E.A.; Chernoray, V. Numerical Simulations of Oil Flow inside a Gearbox by Smoothed Particle Hydrodynamics (SPH) Method. Tribol. Int. 2018, 127, 47–58. [Google Scholar] [CrossRef]
- Adami, S.; Hu, X.Y.; Adams, N.A. A New Surface-Tension Formulation for Multi-Phase SPH Using a Reproducing Divergence Approximation. J. Comput. Phys. 2010, 229, 5011–5021. [Google Scholar] [CrossRef]
- Wang, Z.B.; Chen, R.; Wang, H.; Liao, Q.; Zhu, X.; Li, S.Z. An Overview of Smoothed Particle Hydrodynamics for Simulating Multiphase Flow. Appl. Math. Model. 2016, 40, 9625–9655. [Google Scholar] [CrossRef]
- Liu, M.B.; Liu, G.R. Particle Methods for Multi-Scale and Multi-Physics; World Scientific: Singapore, 2016. [Google Scholar] [CrossRef]
- Martínez-Herrera, G.; Cortez-González, J.; Murrieta-Dueñas, R.; Uribe-Ramírez, A.R.; Pérez-Segura, T.; Alvarado-Rodríguez, C.E. Smoothed Particles Hydrodynamics Simulations of Microbial Kinetic in a Stirred Bioreactor with Proximity Impellers. Comput. Part. Mech. 2022, 9, 1017–1029. [Google Scholar] [CrossRef]
- Morris, J.P.; Fox, P.J.; Zhu, Y. Modeling Low Reynolds Number Incompressible Flows Using SPH. J. Comput. Phys. 1997, 136, 214–226. [Google Scholar] [CrossRef]
- Xu, X.; Yu, P. A Technique to Remove the Tensile Instability in Weakly Compressible SPH. Comput. Mech. 2018, 62, 963–990. [Google Scholar] [CrossRef]
- Amicarelli, A.; Marongiu, J.C.; Leboeuf, F.; Leduc, J.; Caro, J. SPH Truncation Error in Estimating a 3D Function. Comput. Fluids 2011, 44, 279–296. [Google Scholar] [CrossRef]
- Violeau, D.; Fonty, T. Calculating the Smoothing Error in SPH. Comput. Fluids 2019, 191, 104240. [Google Scholar] [CrossRef]
- Abdolahzadeh, M.; Tayebi, A.; Omidvar, P. Mixing Process of Two-Phase Non-Newtonian Fluids in 2D Using Smoothed Particle Hydrodynamics. Comput. Math. Appl. 2019, 78, 110–122. [Google Scholar] [CrossRef]
- Takatsuka, T.; Endo, T.; Jianguo, Y.; Yuminoki, K.; Hashimoto, N. Nanosizing of Poorly Water Soluble Compounds Using Rotation/Revolution Mixer. Chem. Pharm. Bull. 2009, 57, 1061–1067. [Google Scholar] [CrossRef]
- Son, K.J. A Numerical Study of the Influence of Rheology of Cohesive Particles on Blade Free Planetary Mixing. Korea-Aust. Rheol. J. 2018, 30, 199–209. [Google Scholar] [CrossRef]
- Wang, Y.; Du, X. Nonlinear Constitutive Model of Uncured Epoxy Resin. J. Macromol. Sci. Part B 2005, 44, 177–184. [Google Scholar] [CrossRef]
- Meijer, H.E.H.; Singh, M.K.; Anderson, P.D. On the Performance of Static Mixers: A Quantitative Comparison. Prog. Polym. Sci. 2012, 37, 1333–1349. [Google Scholar] [CrossRef]
- Nyande, B.W.; Mathew Thomas, K.; Lakerveld, R. CFD Analysis of a Kenics Static Mixer with a Low Pressure Drop under Laminar Flow Conditions. Ind. Eng. Chem. Res. 2021, 60, 5264–5277. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Part A (Hardener) | Part B (Epoxy Resin) |
|---|---|---|
| Density () | 1150 | 1170 |
| Dynamic viscosity () | 19.4 | 11.1 |
| Admissible fluid compressibility | 0.01 | 0.01 |
| Parameter | Value |
|---|---|
| Simulation end time 1 | Variable in range of 9.0–60.0 s |
| Integration time step 1 | Variable in range of 2.067–20.67 s |
| Data saving interval | 0.01 s |
| Reference velocity factor | 1.5 |
| Maximum number of iterations | 1,000,000,000 |
| Case No. | (rpm) | (rpm) | (s) | Simulation Time (s) | (s) | No. of Iterations | Computation Time 1 (h) |
|---|---|---|---|---|---|---|---|
| 1 | 150 | 50 | 0.75 | 60.0 | 20.67 | 2,902,832 | 5.15 |
| 2 | 150 | 100 | 0.75 | 60.0 | 20.67 | 2,902,832 | 5.12 |
| 3 | 150 | 150 | 0.75 | 60.0 | 20.67 | 2,902,832 | 5.13 |
| 4 | 300 | 100 | 1.50 | 15.0 | 10.33 | 1,451,416 | 2.57 |
| 5 | 300 | 200 | 1.50 | 15.0 | 10.33 | 1,451,416 | 2.53 |
| 6 | 300 | 300 | 1.50 | 15.0 | 10.33 | 1,451,416 | 2.55 |
| 7 | 450 | 150 | 2.25 | 15.0 | 6.890 | 2,177,124 | 3.75 |
| 8 | 450 | 300 | 2.27 | 15.0 | 6.890 | 2,177,124 | 3.72 |
| 9 | 450 | 450 | 2.25 | 15.0 | 6.890 | 2,177,124 | 3.73 |
| 10 | 600 | 200 | 3.00 | 12.0 | 5.167 | 2,322,266 | 4.00 |
| 11 | 600 | 400 | 3.00 | 12.0 | 5.167 | 2,322,266 | 3.93 |
| 12 | 600 | 600 | 3.00 | 12.0 | 5.167 | 2,322,266 | 3.95 |
| 13 | 900 | 300 | 4.50 | 9.0 | 3.445 | 2,612,549 | 4.43 |
| 14 | 900 | 600 | 4.50 | 9.0 | 3.445 | 2,612,549 | 4.45 |
| 15 | 900 | 900 | 4.50 | 9.0 | 3.445 | 2,612,549 | 4.43 |
| 16 | 1200 | 400 | 6.00 | 9.0 | 2.584 | 3,483,398 | 5.92 |
| 17 | 1200 | 800 | 6.00 | 9.0 | 2.584 | 3,483,398 | 5.88 |
| 18 | 1200 | 1200 | 6.00 | 9.0 | 2.584 | 3,483,398 | 5.92 |
| 19 | 1500 | 500 | 7.50 | 9.0 | 2.067 | 4,354,248 | 7.35 |
| 20 | 1500 | 1000 | 7.50 | 9.0 | 2.067 | 4,354,248 | 7.38 |
| 21 | 1500 | 1500 | 7.50 | 9.0 | 2.067 | 4,354,248 | 7.37 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Son, K.J. Numerical Analysis of Viscous Polymer Resin Mixing Processes in High-Speed Blade-Free Planetary Blender Using Smoothed Particle Hydrodynamics. Processes 2023, 11, 2555. https://doi.org/10.3390/pr11092555
Son KJ. Numerical Analysis of Viscous Polymer Resin Mixing Processes in High-Speed Blade-Free Planetary Blender Using Smoothed Particle Hydrodynamics. Processes. 2023; 11(9):2555. https://doi.org/10.3390/pr11092555
Chicago/Turabian StyleSon, Kwon Joong. 2023. "Numerical Analysis of Viscous Polymer Resin Mixing Processes in High-Speed Blade-Free Planetary Blender Using Smoothed Particle Hydrodynamics" Processes 11, no. 9: 2555. https://doi.org/10.3390/pr11092555
APA StyleSon, K. J. (2023). Numerical Analysis of Viscous Polymer Resin Mixing Processes in High-Speed Blade-Free Planetary Blender Using Smoothed Particle Hydrodynamics. Processes, 11(9), 2555. https://doi.org/10.3390/pr11092555