
Fabrication and Characterisation of Sustainable 3D-Printed Parts Using Post-Consumer PLA Plastic and Virgin PLA Blends

 , ,
, ,  , and
, and 
Abstract
:1. Introduction
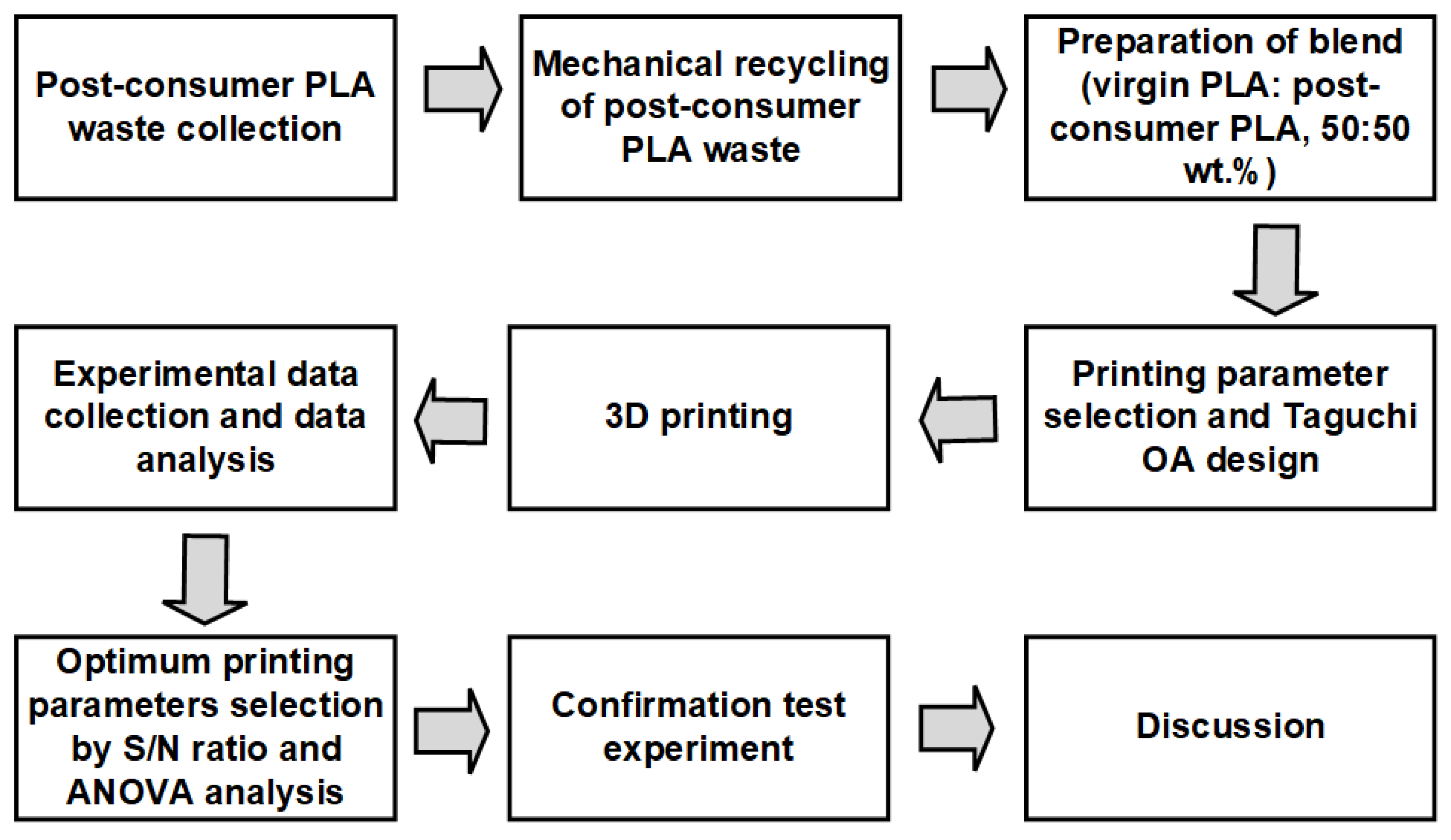
2. Materials and Methods
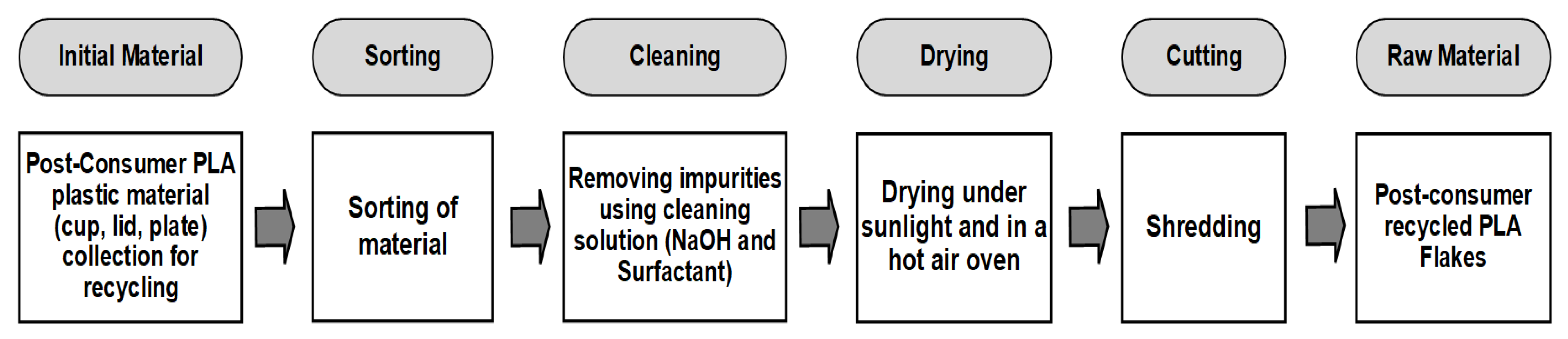
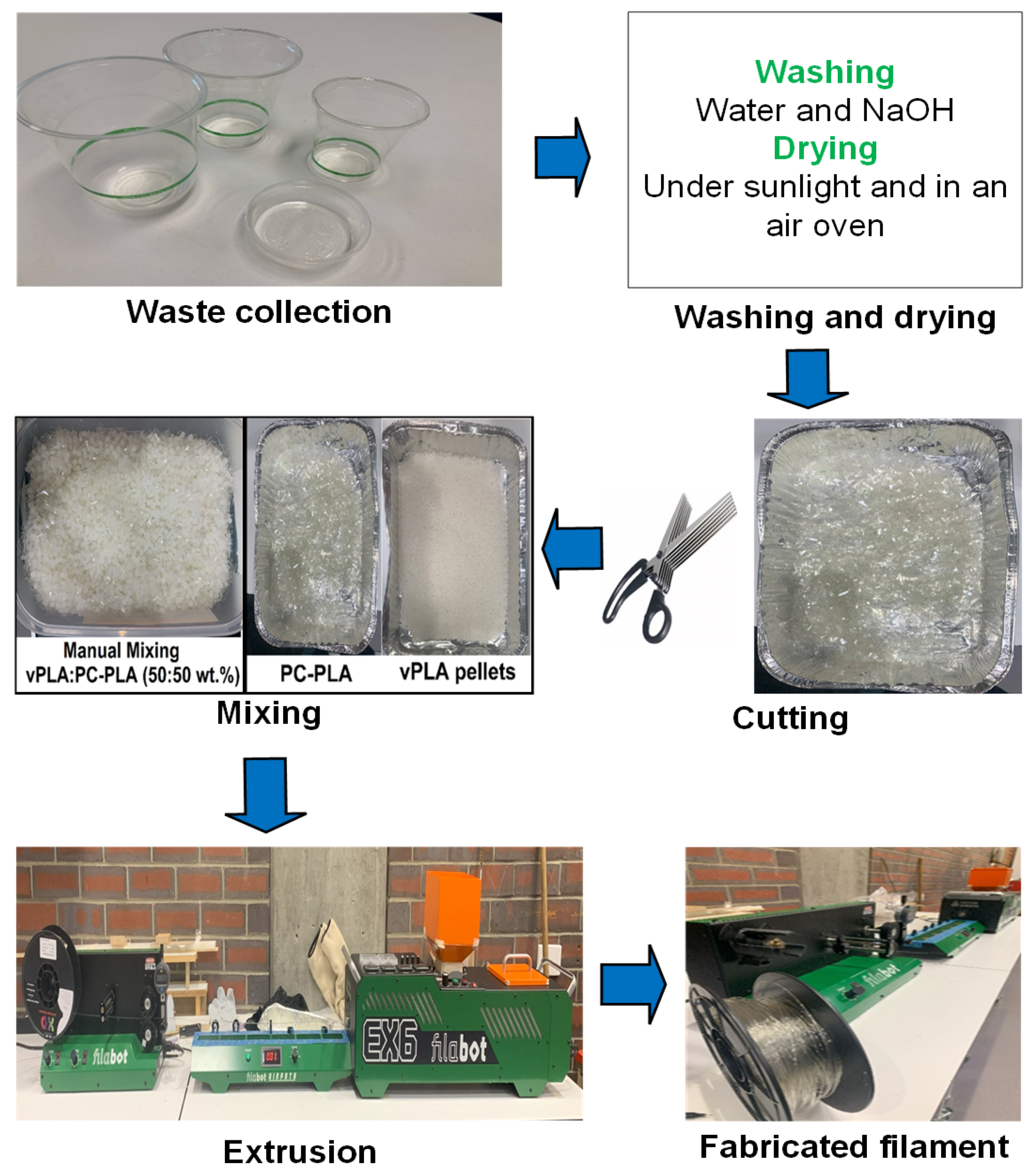
2.1. Preparation of Raw Materials
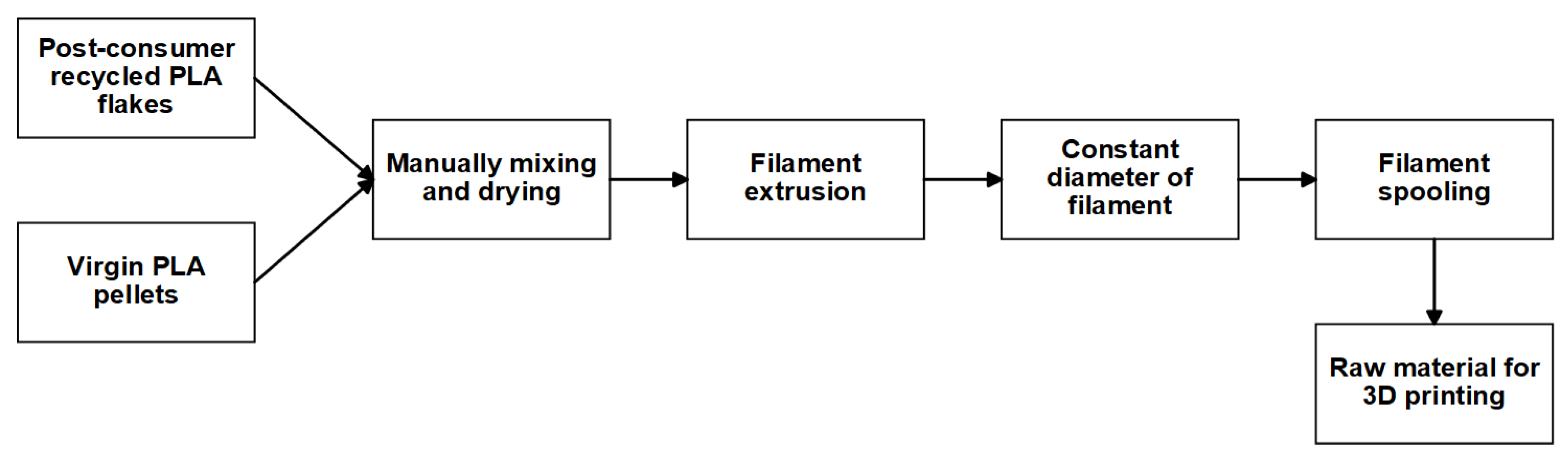
2.2. Filament Extrusion
2.3. FDM Printing of Specimens
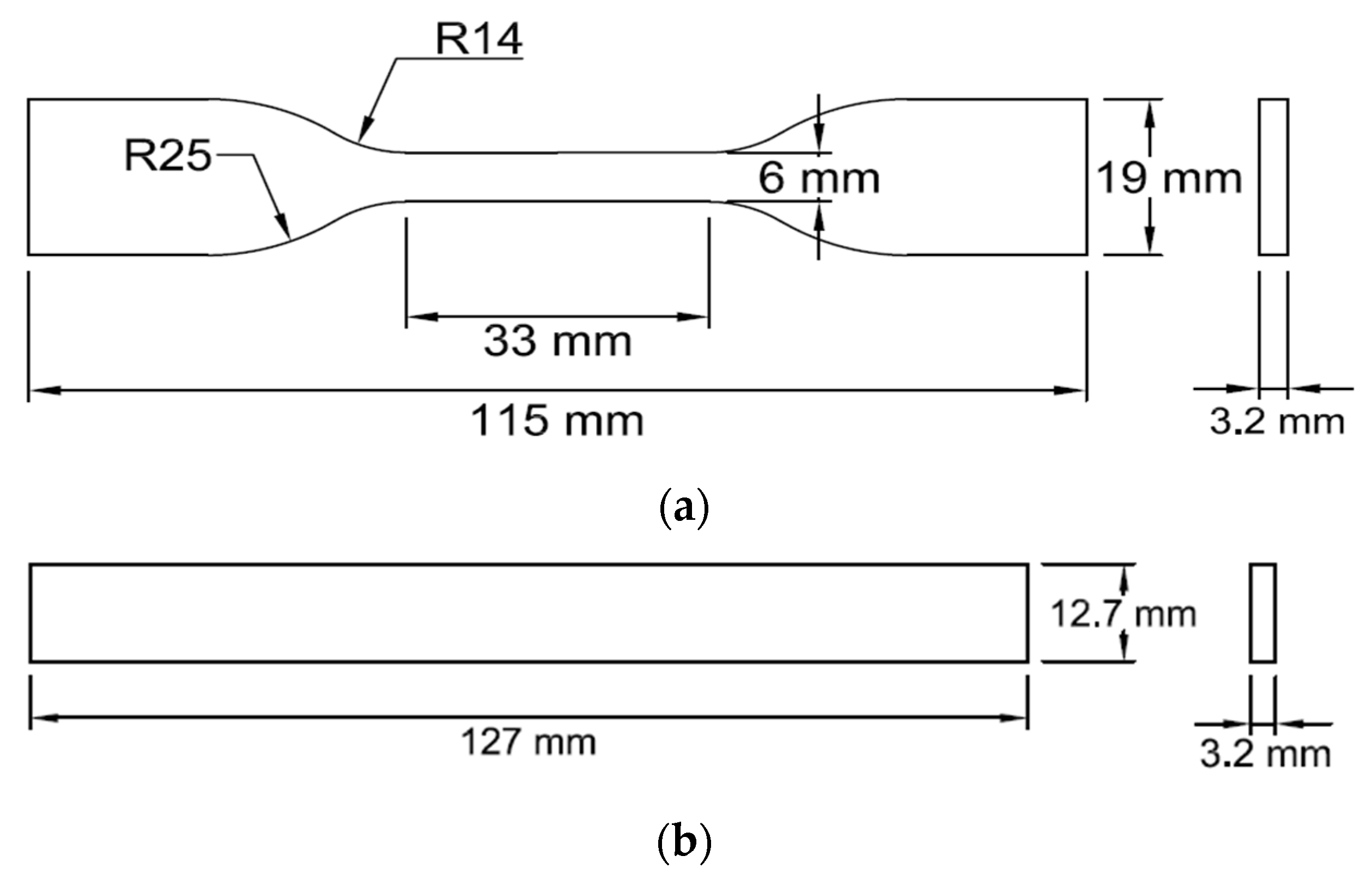
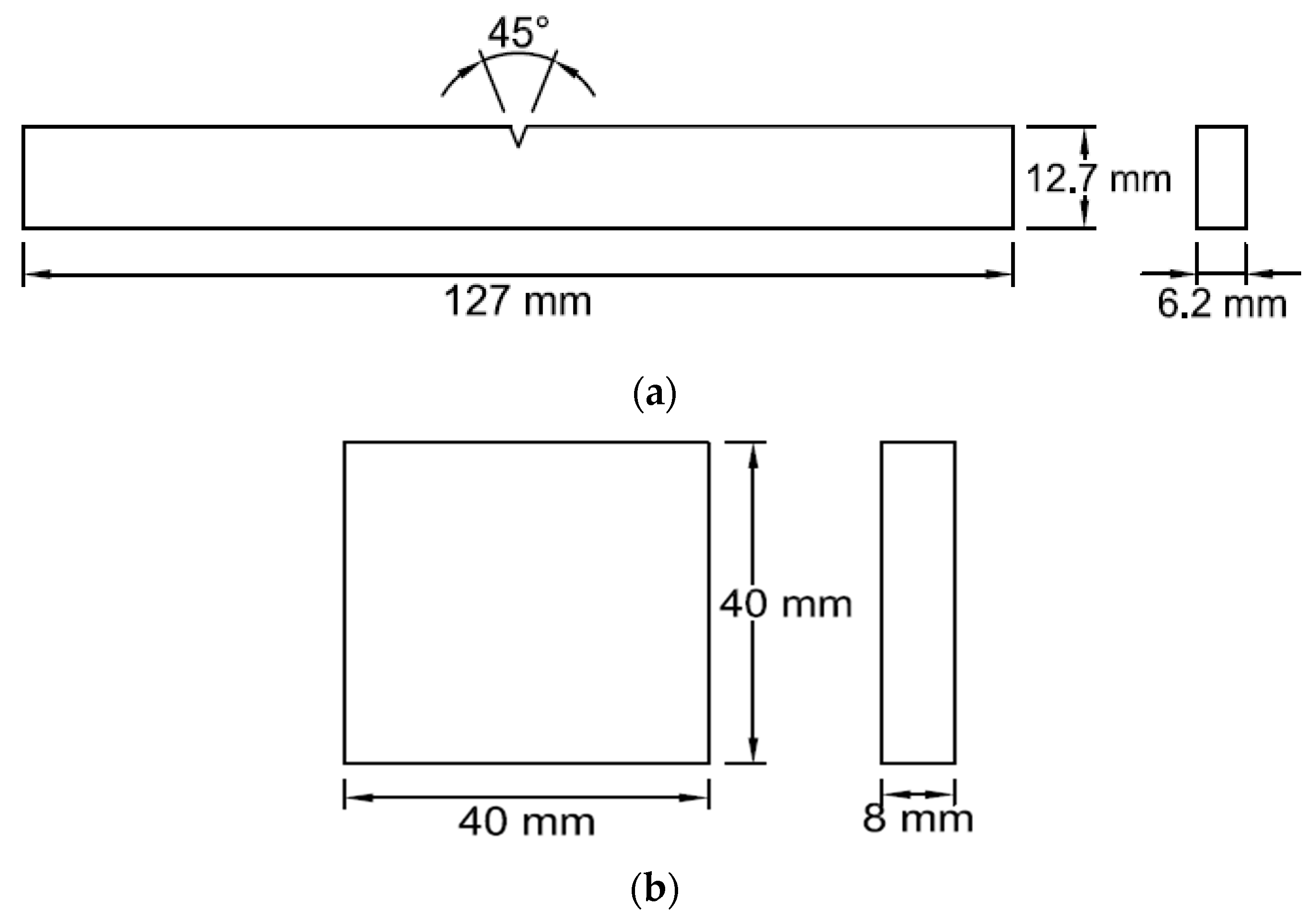
2.4. Mechanical Testing and Material Characterisation
2.5. Optimisation of Process Parameters
2.6. DoE Confirmation Test
2.7. Statistical Analysis
2.8. Comparative Analysis
3. Results and Discussions
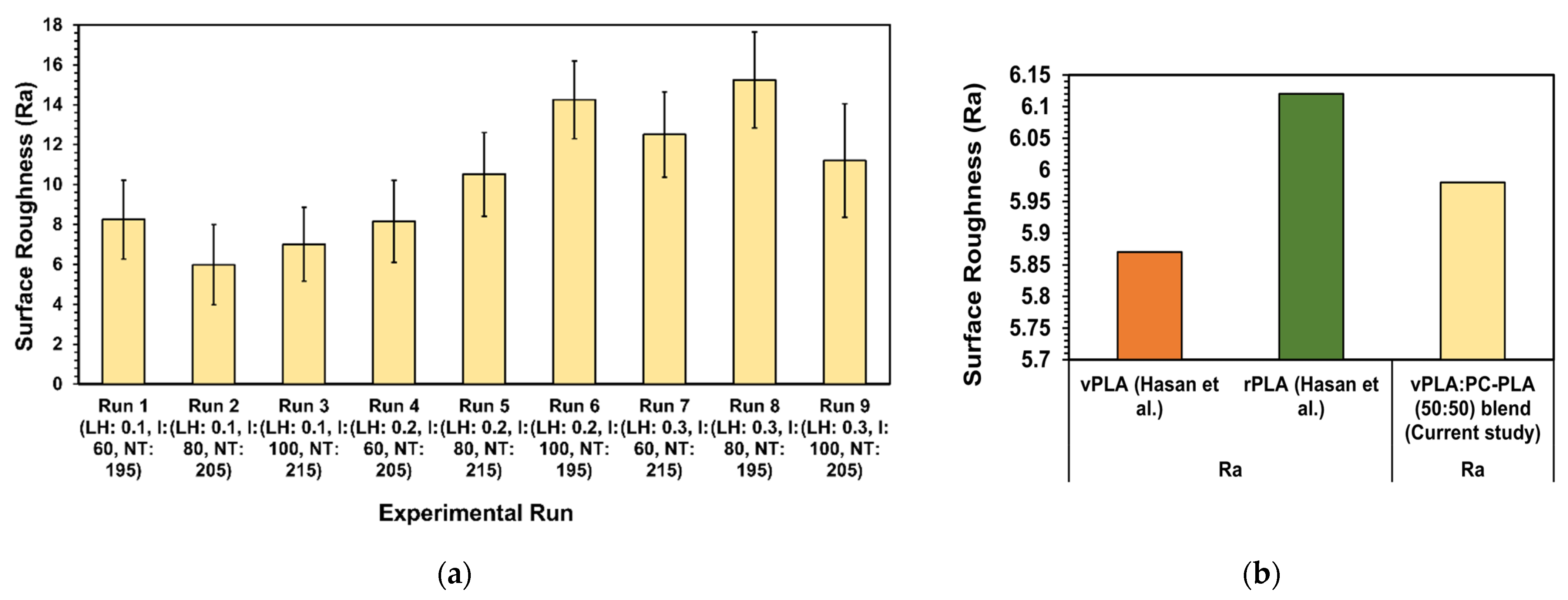
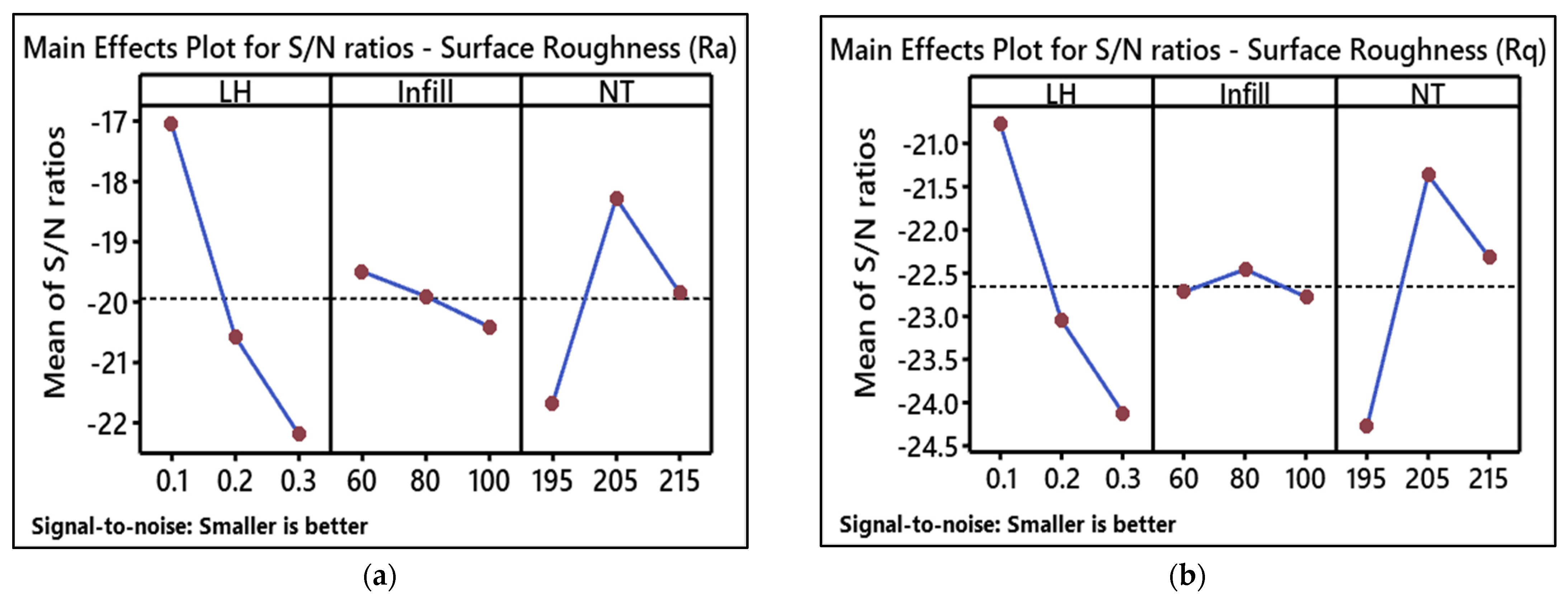
3.1. Surface Roughness
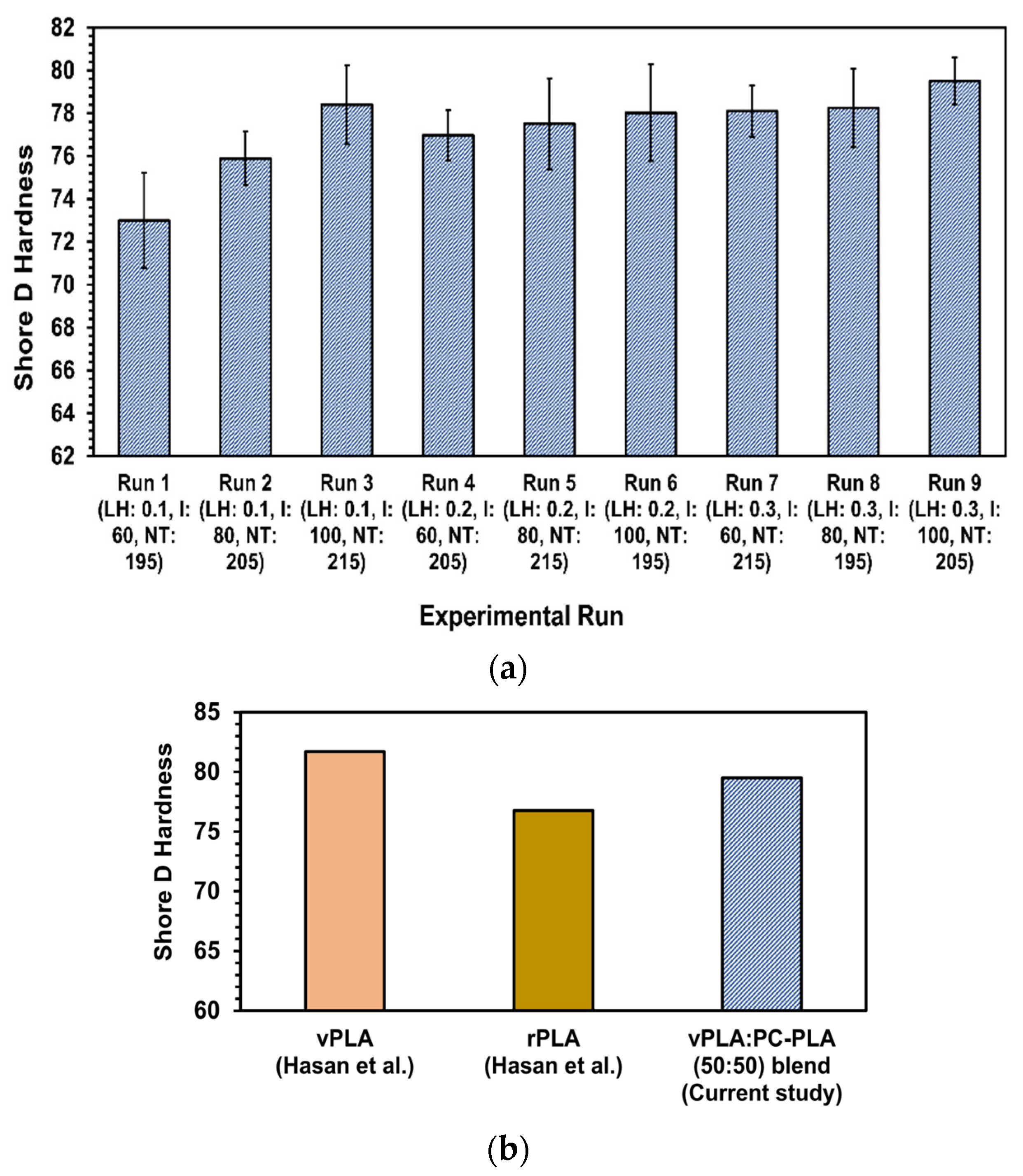
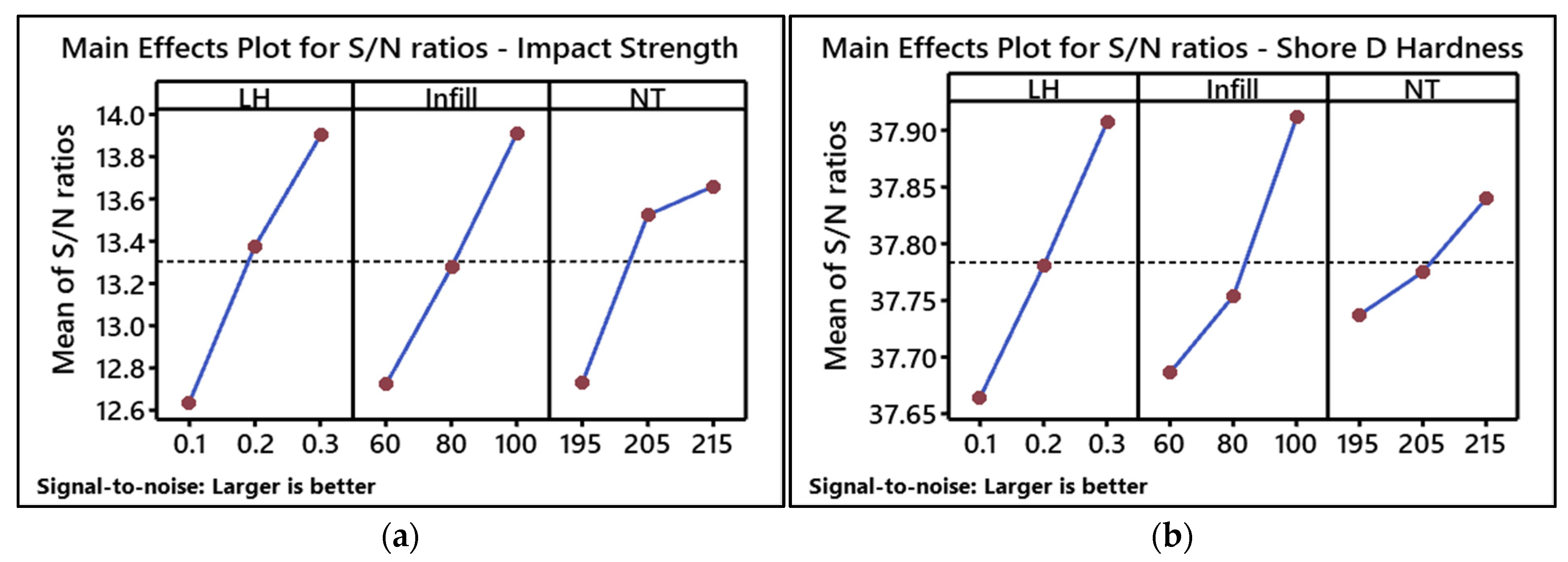
3.2. Hardness
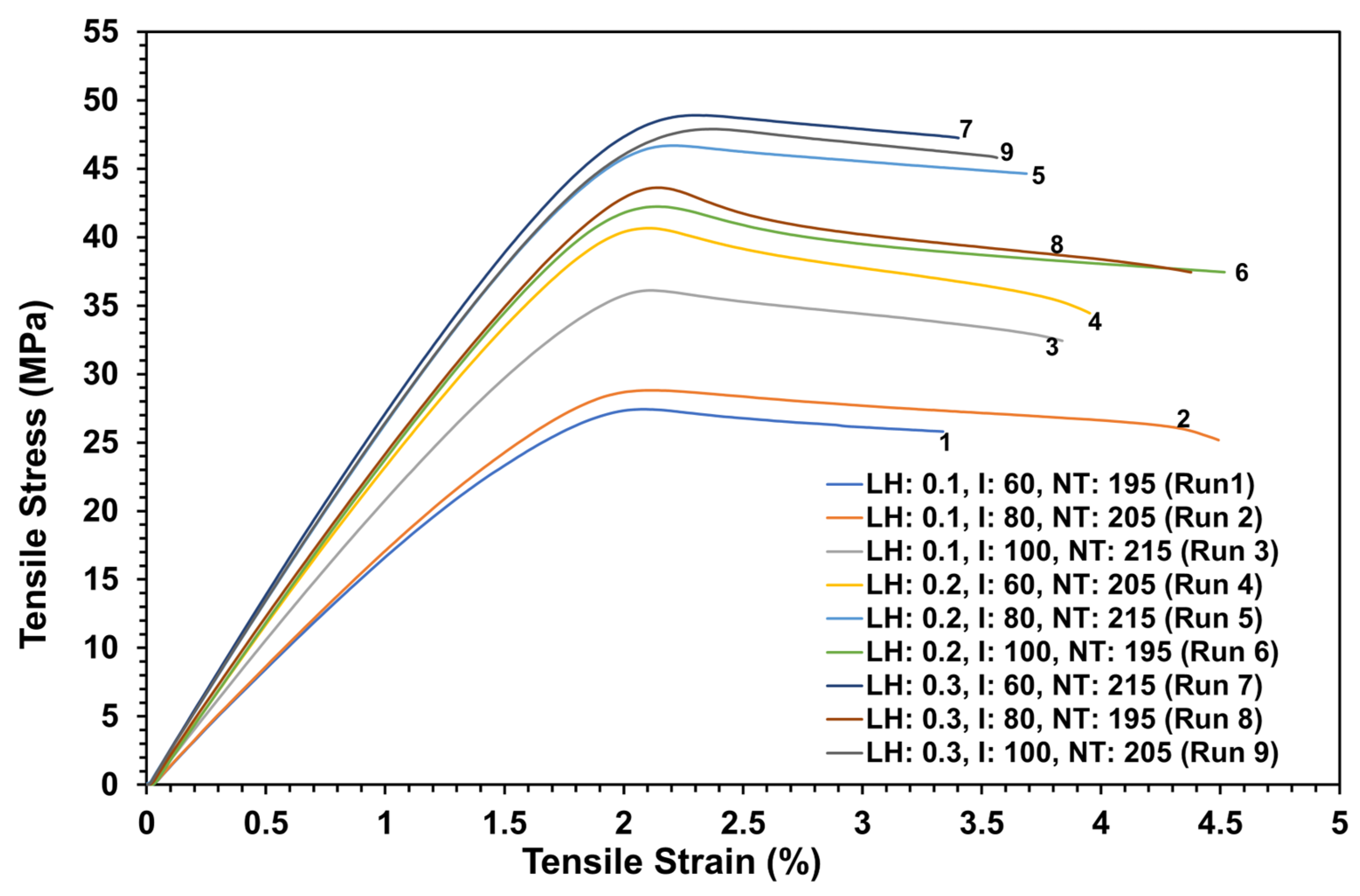
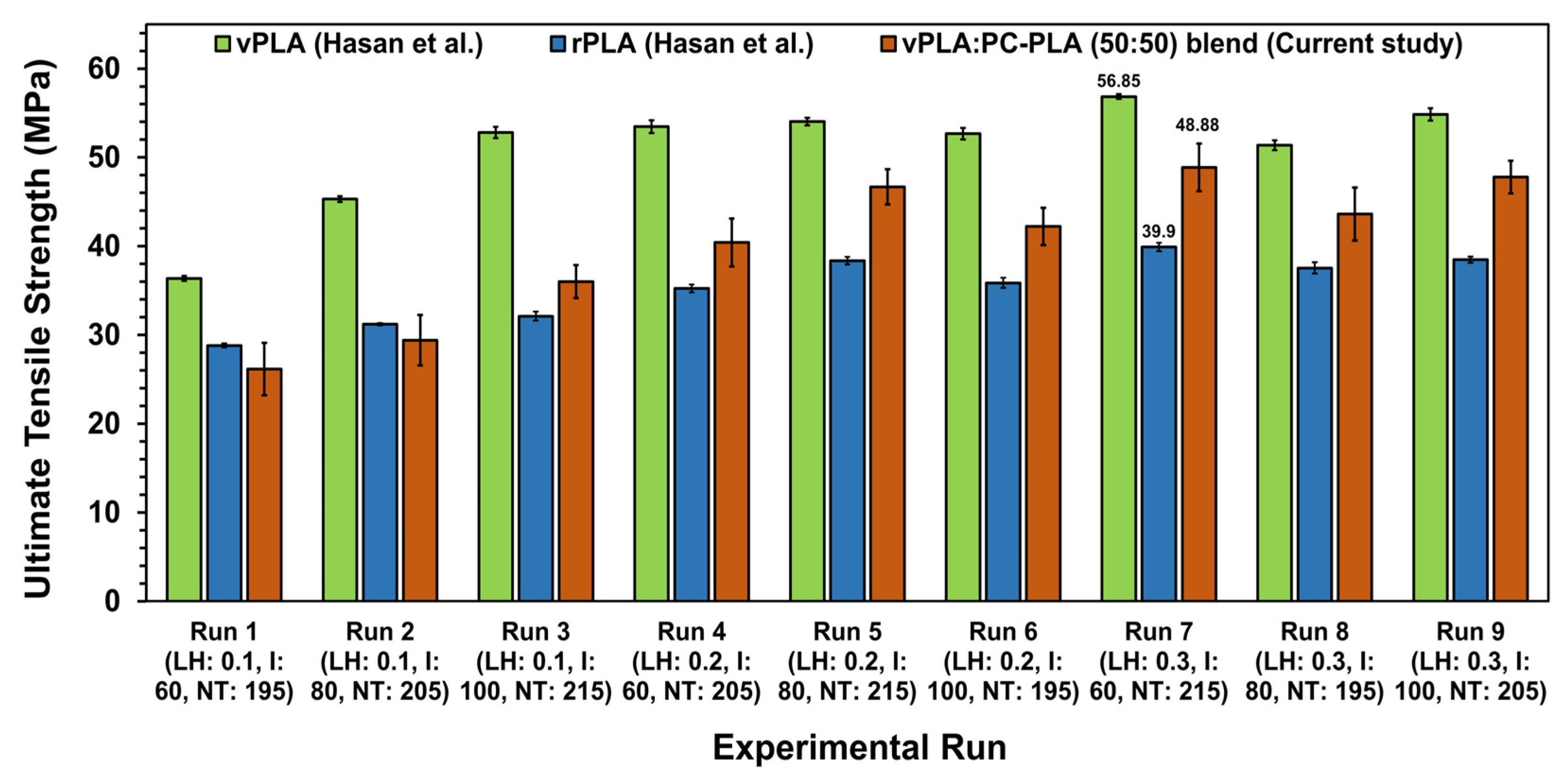
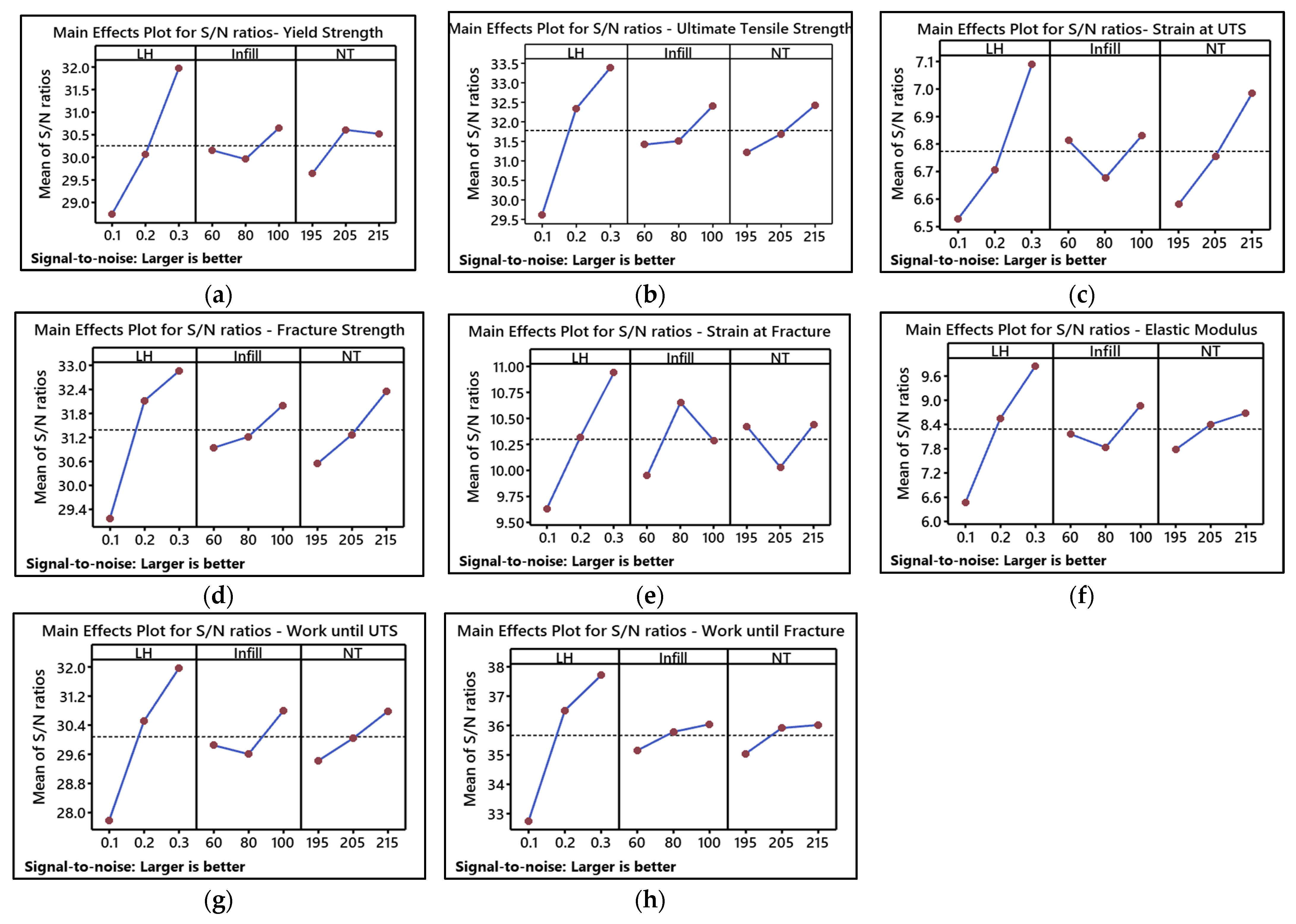
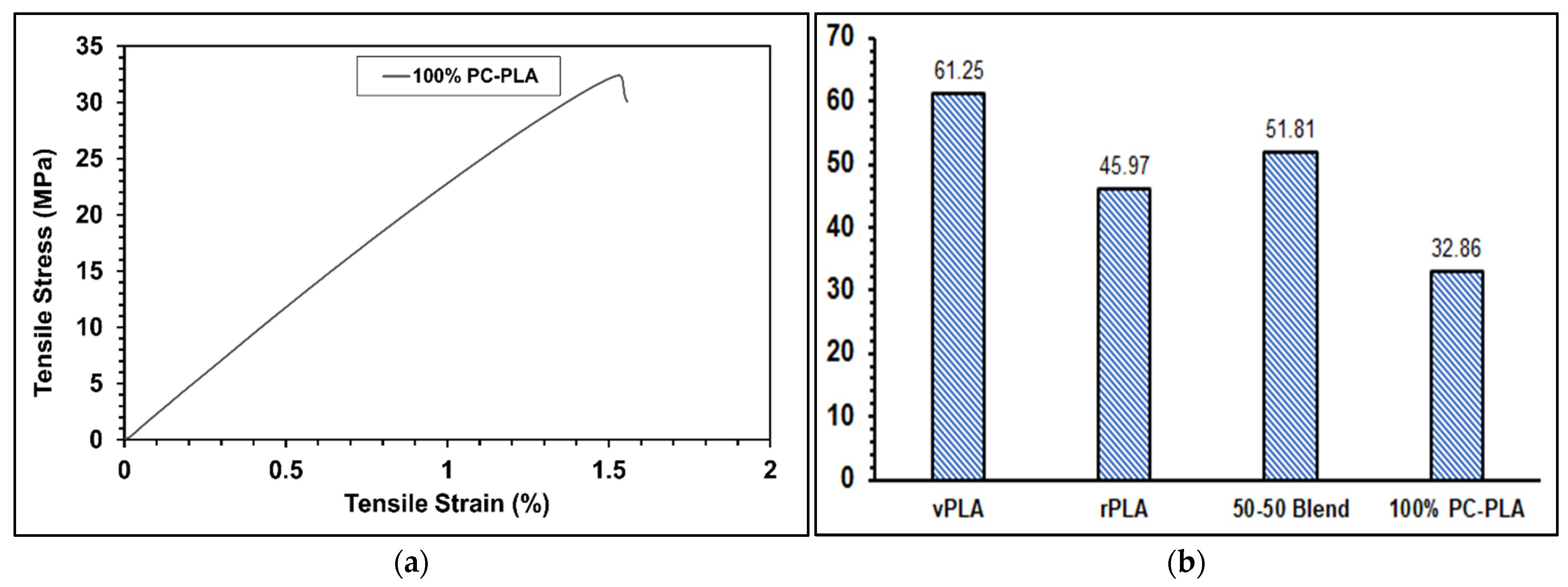
3.3. Tensile Behaviour
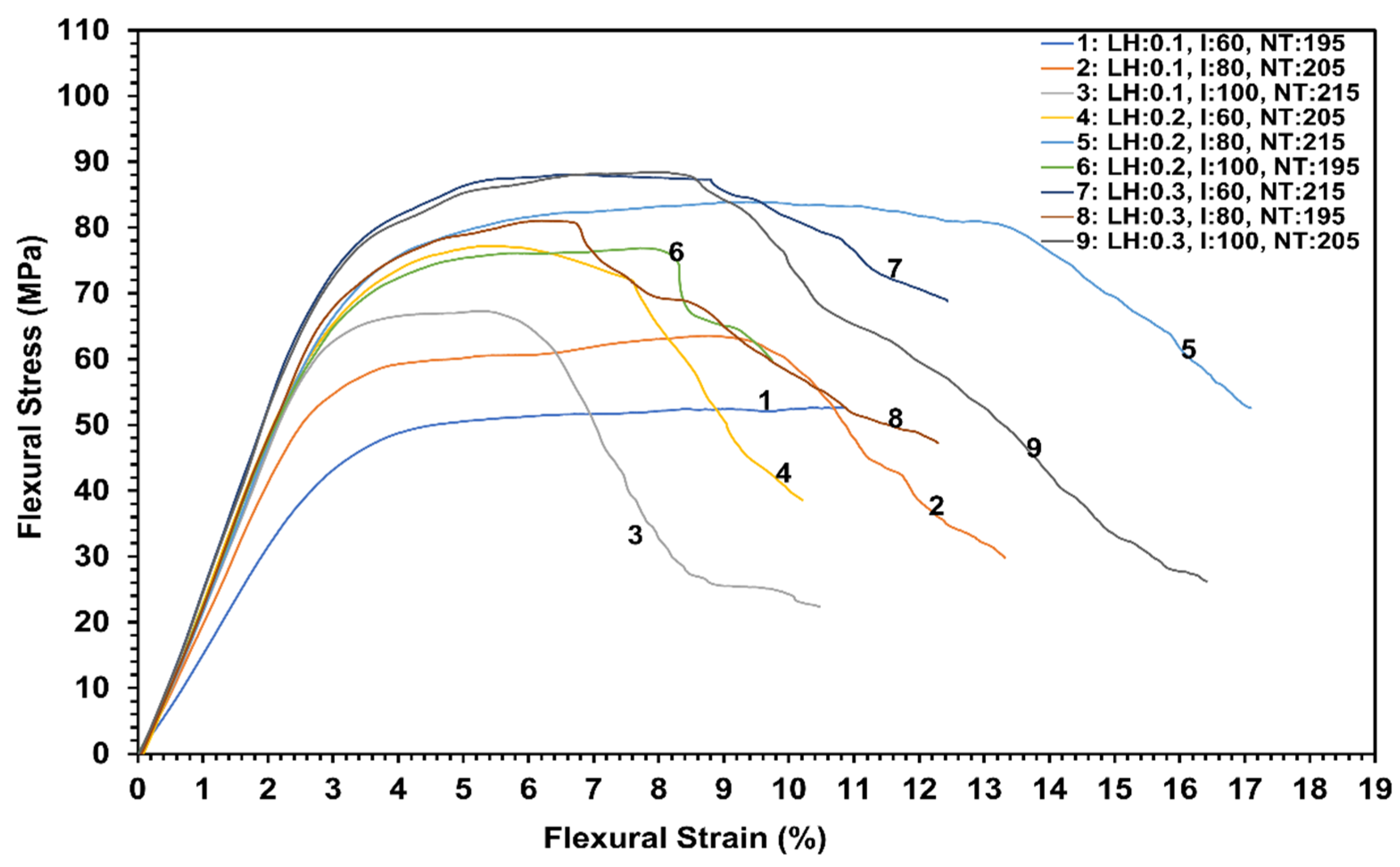
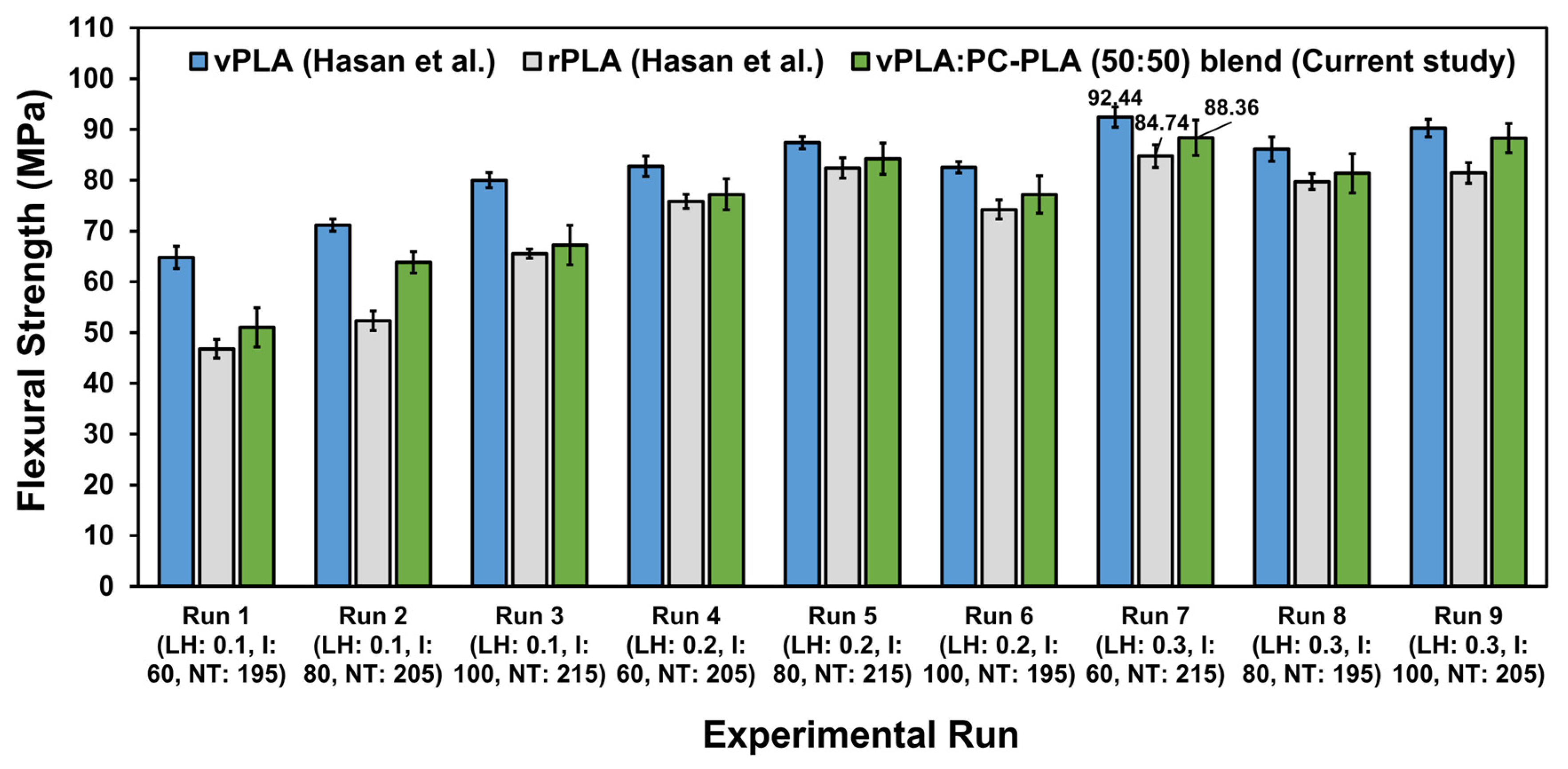
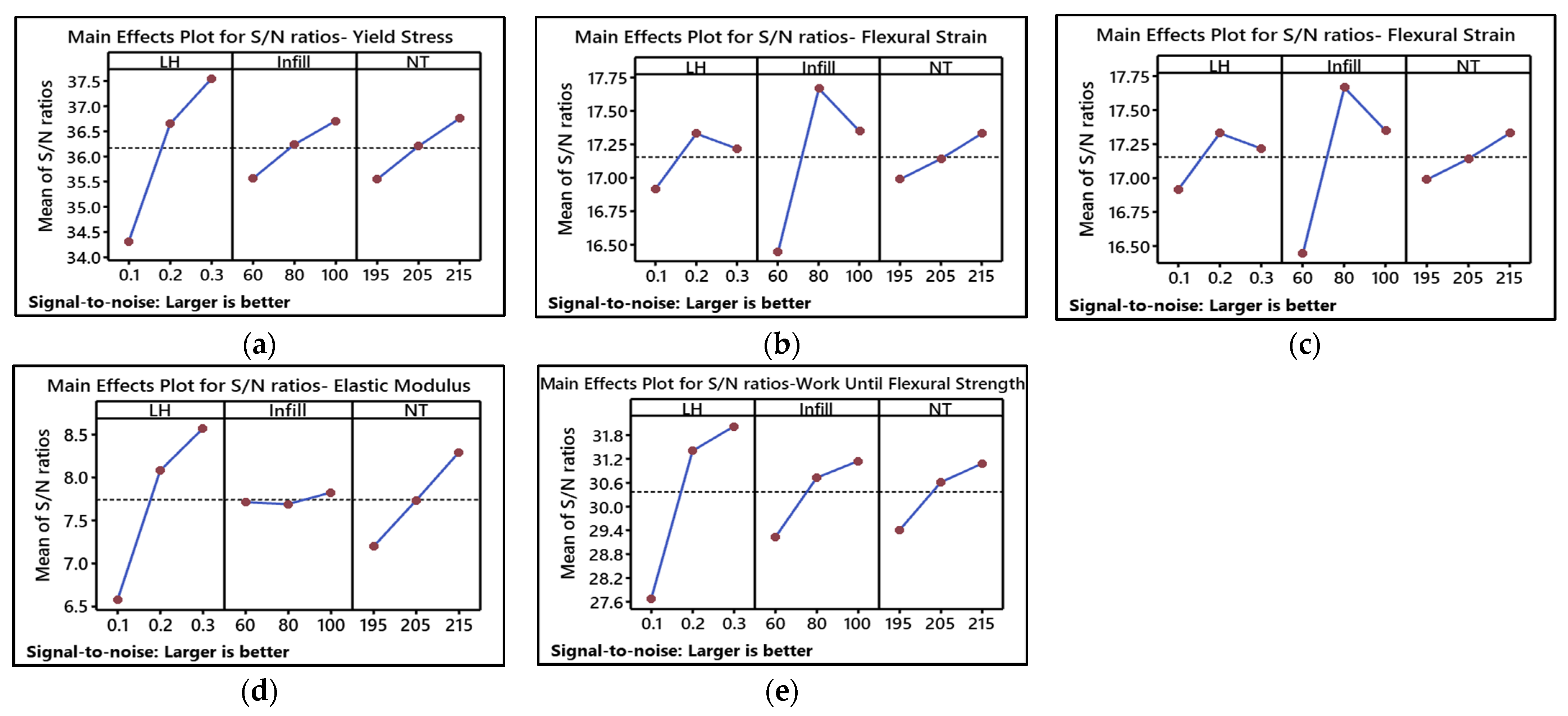
3.4. Flexural Behaviour
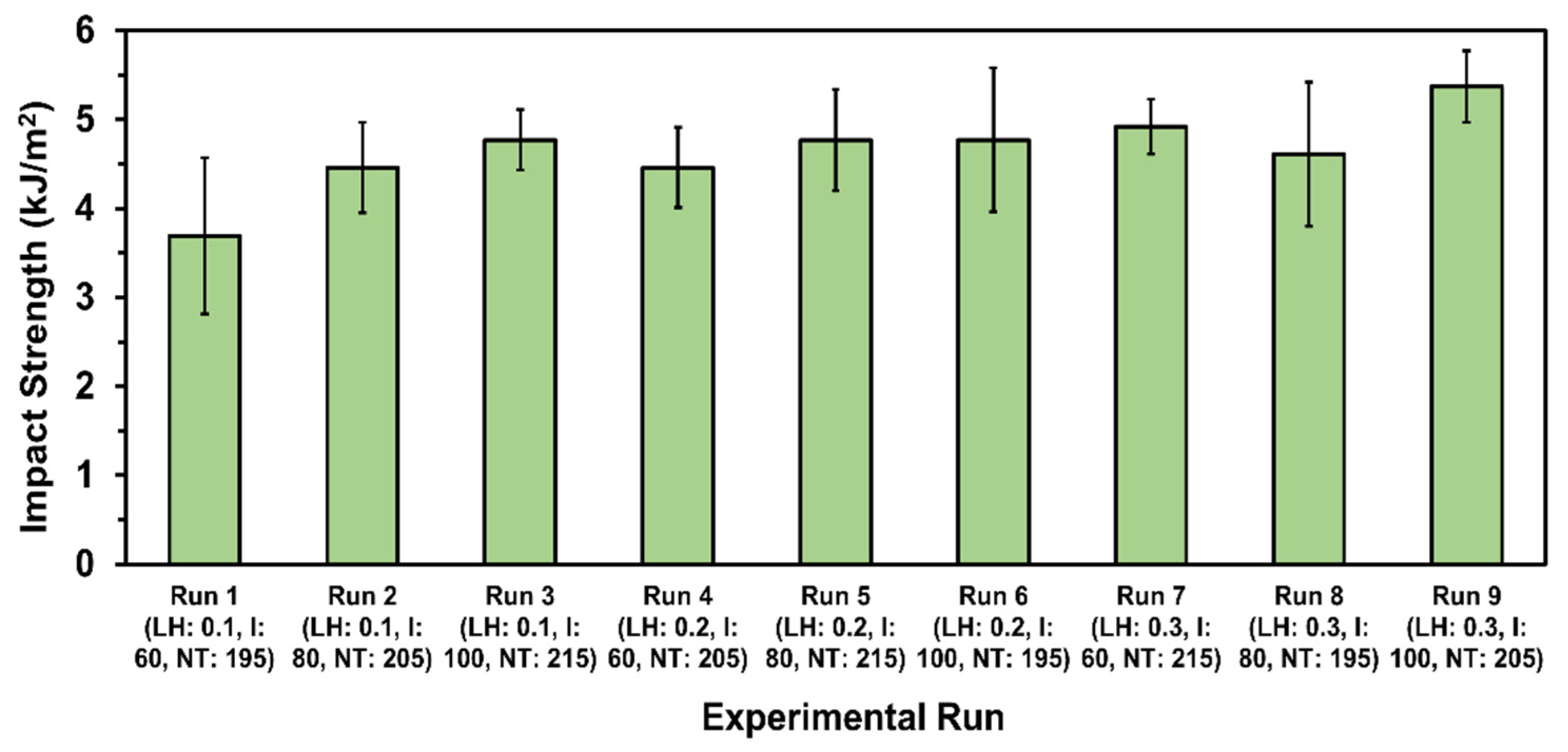
3.5. Impact Behaviour
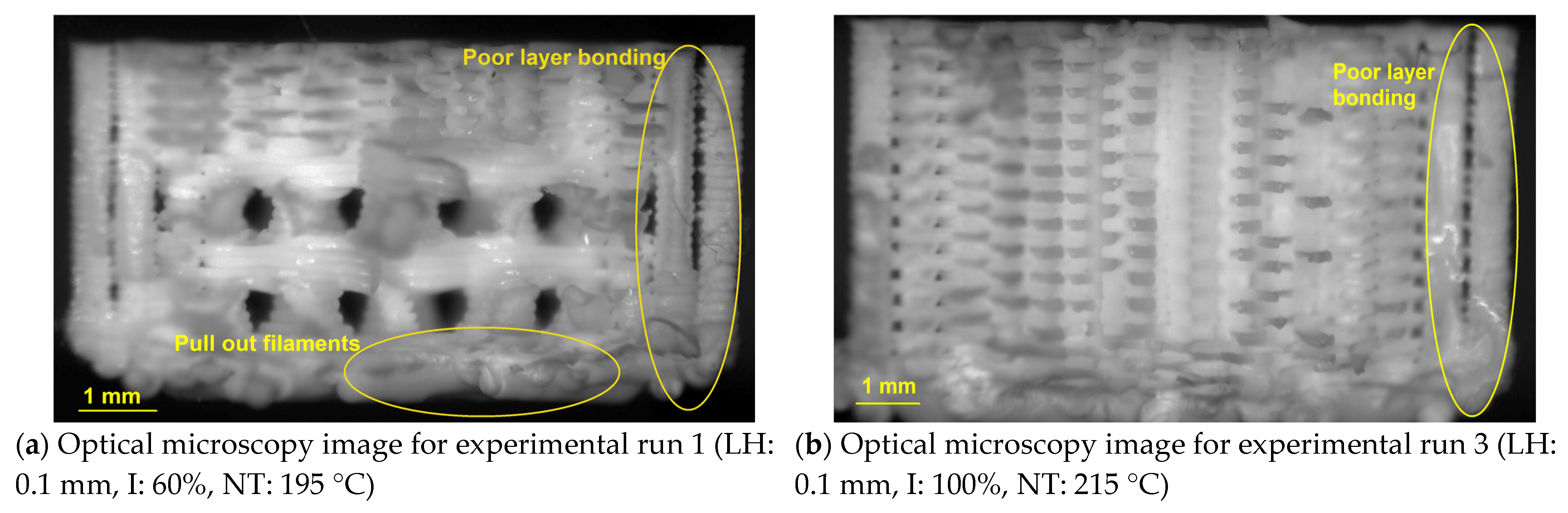
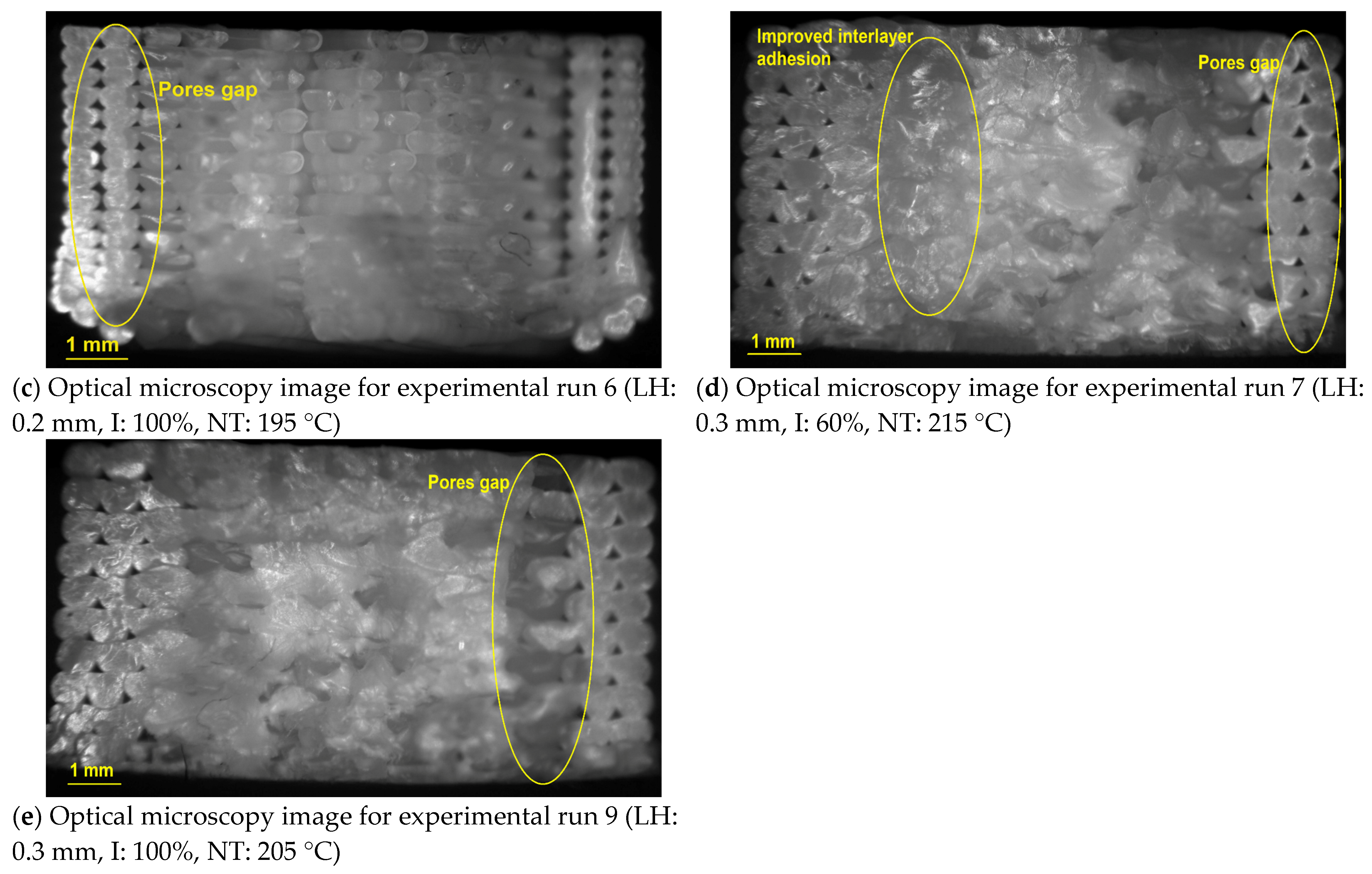
3.6. Fractography Analysis
3.7. Optimisation of Process Parameters
Analysis of Variance (ANOVA) Assessment
3.8. Confirmation Test
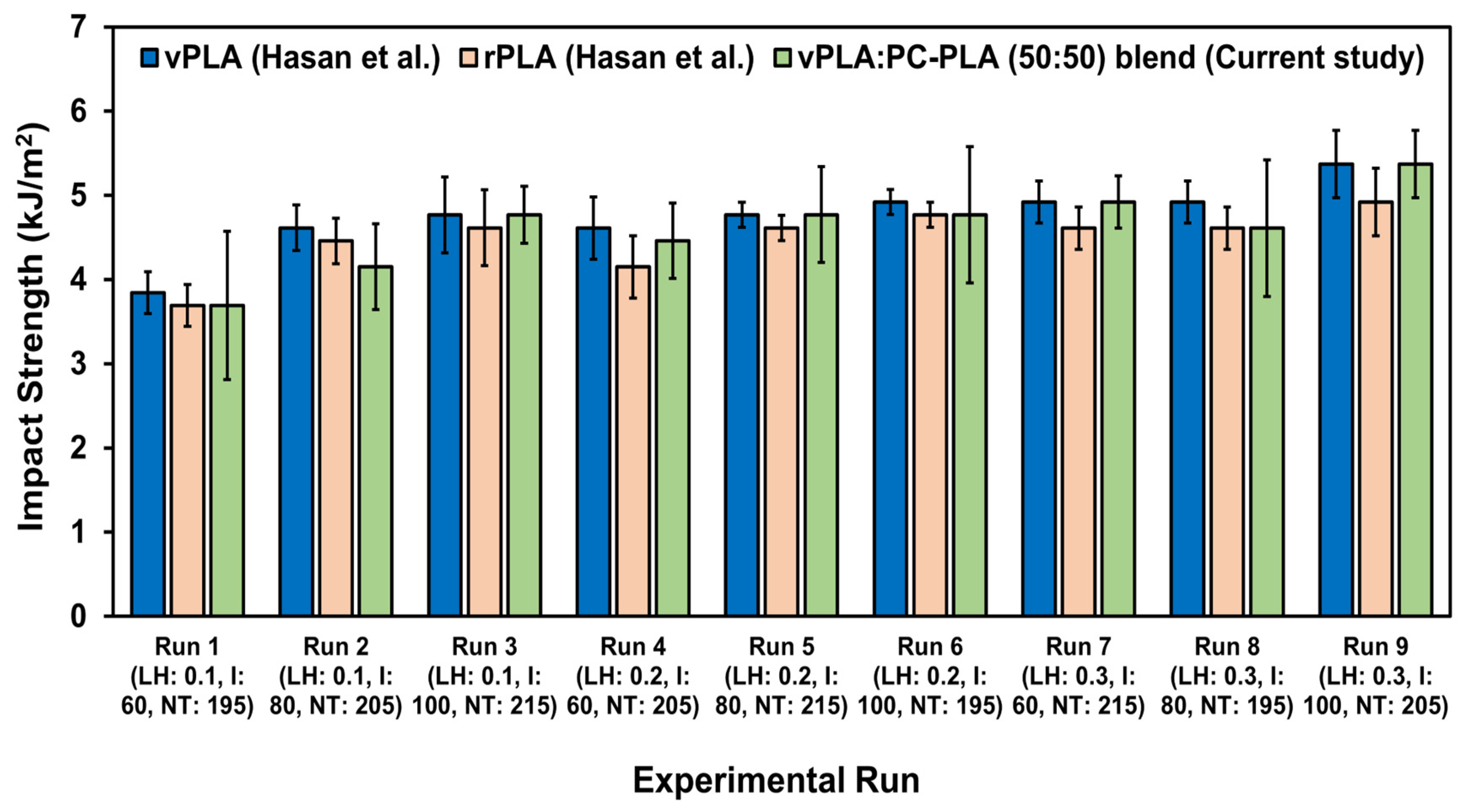
4. Comparison between 100% PC-PLA and vPLA:PC-PLA (50:50) Blended Specimens
5. Conclusions and Future Work
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mishra, V.; Ror, C.K.; Negi, S.; Kar, S.; Borah, L.N. Development of sustainable 3D printing filaments using recycled/virgin ABS blends: Processing and characterization. Polym. Eng. Sci. 2023, 63, 1890–1899. [Google Scholar] [CrossRef]
- Belioka, M.P.; Markozanne, G.; Chrissopoulou, K.; Achilias, D.S. Advanced Plastic Waste Recycling—The Effect of Clay on the Morphological and Thermal Behavior of Recycled PET/PLA Sustainable Blends. Polymers 2023, 15, 3145. [Google Scholar] [CrossRef] [PubMed]
- Bioplastics, E. Bioplastics Facts and Figures; European Bioplastics e.V.: Berlin, Germany, 2023. [Google Scholar]
- Pinho, A.C.; Amaro, A.M.; Piedade, A.P. 3D printing goes greener: Study of the properties of post-consumer recycled polymers for the manufacturing of engineering components. Waste Manag. 2020, 118, 426–434. [Google Scholar] [CrossRef] [PubMed]
- Björklund, A.; Finnveden, G. Recycling revisited—Life cycle comparisons of global warming impact and total energy use of waste management strategies. Resour. Conserv. Recycl. 2005, 44, 309–317. [Google Scholar] [CrossRef]
- Singh, S.; Ramakrishna, S. Recycling of Thermoplastic Wastes: A Route of Waste to Wealth via Three-Dimensional Printing. In Encyclopedia of Materials: Plastics and Polymers; CRC Press: Boca Raton, FL, USA, 2022; pp. 510–515. [Google Scholar]
- Fernández, P.; Marqués, R.; Beltrán, N.; Puerto, B.; Blanco, D. Using PETG/rPET Blends in Fused Particle Fabrication: Analysis of Feasibility and Mechanical Behaviour. In 10th Manufacturing Engineering Society International Conference (MESIC 2023), Sevilla, Spain, 28–30 June 2023; Trans Tech Publications Ltd.: Bäch, Switzerland, 2023; pp. 147–154. [Google Scholar]
- Kassab, A.; Al Nabhani, D.; Mohanty, P.; Pannier, C.; Ayoub, G.Y. Advancing Plastic Recycling: Challenges and Opportunities in the Integration of 3D Printing and Distributed Recycling for a Circular Economy. Polymers 2023, 15, 3881. [Google Scholar] [CrossRef] [PubMed]
- Cestari, S.P.; Martin, P.J.; Hanna, P.R.; Kearns, M.P.; Mendes, L.C.; Millar, B. Use of virgin/recycled polyethylene blends in rotational moulding. J. Polym. Eng. 2021, 41, 509–516. [Google Scholar] [CrossRef]
- Suárez-Eiroa, B.; Fernández, E.; Méndez-Martínez, G.; Soto-Oñate, D. Operational principles of circular economy for sustainable development: Linking theory and practice. J. Clean. Prod. 2019, 214, 952–961. [Google Scholar] [CrossRef]
- Hadi, A.J.; Najmuldeen, G.F.; Yusoh, K.B. Dissolution/reprecipitation technique for waste polyolefin recycling using new pure and blend organic solvents. J. Polym. Eng. 2013, 33, 471–481. [Google Scholar] [CrossRef]
- Kamalian, P.; Khorasani, S.N.; Abdolmaleki, A.; Karevan, M.; Khalili, S.; Shirani, M.; Neisiany, R.E. Toward the development of polyethylene photocatalytic degradation. J. Polym. Eng. 2020, 40, 181–191. [Google Scholar] [CrossRef]
- Sirisinha, K.; Wirasate, S.; Sirisinha, C.; Wattanakrai, N. One-Pot Reactive Melt Recycling of PLA Post-Consumer Waste for the Production of Block Copolymer Nanocomposites of High Strength and Ductility. Polymers 2022, 14, 3642. [Google Scholar] [CrossRef]
- Webb, H.; Arnott, J.; Crawford, R.; Ivanova, E. Plastic Degradation and Its Environmental Implications with Special Reference to Poly(ethylene terephthalate). Polymers 2012, 5, 1–18. [Google Scholar] [CrossRef]
- Torres, N.; Robin, J.; Boutevin, B. Study of thermal and mechanical properties of virgin and recycled poly (ethylene terephthalate) before and after injection molding. Eur. Polym. J. 2000, 36, 2075–2080. [Google Scholar] [CrossRef]
- Hopewell, J.; Dvorak, R.; Kosior, E. Plastics recycling: Challenges and opportunities. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 2115–2126. [Google Scholar] [CrossRef]
- Huang, Y.; Leu, M.C.; Mazumder, J.; Donmez, A. Additive Manufacturing: Current State, Future Potential, Gaps and Needs, and Recommendations. J. Manuf. Sci. Eng. 2015, 137, 014001. [Google Scholar] [CrossRef]
- Ferreira, R.T.L.; Amatte, I.C.; Dutra, T.A.; Bürger, D. Experimental characterization and micrography of 3D printed PLA and PLA reinforced with short carbon fibers. Compos. Part B Eng. 2017, 124, 88–100. [Google Scholar] [CrossRef]
- Jayawardane, H.; Davies, I.J.; Gamage, J.R.; John, M.; Biswas, W.K. Sustainability perspectives—A review of additive and subtractive manufacturing. Sustain. Manuf. Serv. Econ. 2023, 2, 100015. [Google Scholar] [CrossRef]
- Pavlo, S.; Fabio, C.; Hakim, B.; Mauricio, C. 3D-Printing Based Distributed Plastic Recycling: A Conceptual Model for Closed-Loop Supply Chain Design. In Proceedings of the 2018 IEEE International Conference on Engineering, Technology and Innovation (ICE/ITMC), Stuttgart, Germany, 17–20 June 2018. [Google Scholar]
- Hidalgo-Carvajal, D.; Munoz, A.H.; Garrido-Gonzalez, J.J.; Carrasco-Gallego, R.; Alcazar Montero, V. Recycled PLA for 3D Printing: A Comparison of Recycled PLA Filaments from Waste of Different Origins after Repeated Cycles of Extrusion. Polymers 2023, 15, 3651. [Google Scholar] [CrossRef] [PubMed]
- Pulok, M.K.H.; Rahman, M.S.; Chakravarty, U.K. Crack Propagation and Fracture Toughness of Additively Manufactured Polymers. In Proceedings of the ASME 2021 International Mechanical Engineering Congress and Exposition. Volume 4: Advances in Aerospace Technology, Virtual, Online, 1–5 November 2021; ASME: New York, NY, USA, 2021. [Google Scholar]
- Jayawardane, H.; Davies, I.J.; Gamage, J.R.; John, M.; Biswas, W.K. Additive manufacturing of recycled plastics: A ‘techno-eco-efficiency’ assessment. Int. J. Adv. Manuf. Technol. 2023, 126, 1471–1496. [Google Scholar] [CrossRef]
- Al-Mazrouei, N.; Al-Marzouqi, A.H.; Ahmed, W. Characterization and Sustainability Potential of Recycling 3D-Printed Nylon Composite Wastes. Sustainability 2022, 14, 10458. [Google Scholar] [CrossRef]
- Rezvani Ghomi, E.R.; Khosravi, F.; Saedi Ardahaei, A.S.; Dai, Y.; Neisiany, R.E.; Foroughi, F.; Wu, M.; Das, O.; Ramakrishna, S. The Life Cycle Assessment for Polylactic Acid (PLA) to Make It a Low-Carbon Material. Polymers 2021, 13, 1854. [Google Scholar] [CrossRef]
- Balla, E.; Daniilidis, V.; Karlioti, G.; Kalamas, T.; Stefanidou, M.; Bikiaris, N.D.; Vlachopoulos, A.; Koumentakou, I.; Bikiaris, D.N. Poly(lactic Acid): A Versatile Biobased Polymer for the Future with Multifunctional Properties-From Monomer Synthesis, Polymerization Techniques and Molecular Weight Increase to PLA Applications. Polymers 2021, 13, 1822. [Google Scholar] [CrossRef] [PubMed]
- Bioplastics, E. Bioplastics Market Development Update 2023; European Bioplastics e.V.: Berlin, Germany, 2023. [Google Scholar]
- Taib, N.-A.A.B.; Rahman, M.R.; Huda, D.; Kuok, K.K.; Hamdan, S.; Bakri, M.K.B.; Julaihi, M.R.M.B.; Khan, A. A review on poly lactic acid (PLA) as a biodegradable polymer. Polym. Bull. 2022, 80, 1179–1213. [Google Scholar] [CrossRef]
- Yao, B.; Zhu, Y.; Xu, Z.; Wu, Y.; Yang, L.; Liu, J.; Shang, J.; Fan, J.; Ouyang, L.; Fan, H.J.S. Taguchi design and optimization of the PLA/PCL composite filament with plasticizer and compatibilizer additives for optimal 3D printing. Polym. Eng. Sci. 2023, 63, 3743–3761. [Google Scholar] [CrossRef]
- Alexandre, A.; Cruz Sanchez, F.A.; Boudaoud, H.; Camargo, M.; Pearce, J.M. Mechanical Properties of Direct Waste Printing of Polylactic Acid with Universal Pellets Extruder: Comparison to Fused Filament Fabrication on Open-Source Desktop Three-Dimensional Printers. 3D Print. Addit. Manuf. 2020, 7, 237–247. [Google Scholar] [CrossRef]
- Hasan, M.R.; Davies, I.J.; Pramanik, A.; John, M.; Biswas, W.K. Potential of Recycled PLA in 3D Printing: A Review. Sustain. Manuf. Serv. Econ. 2024, 3, 100020. [Google Scholar] [CrossRef]
- Beltran, F.R.; Lorenzo, V.; Acosta, J.; de la Orden, M.U.; Martinez Urreaga, J. Effect of simulated mechanical recycling processes on the structure and properties of poly(lactic acid). J. Environ. Manag. 2018, 216, 25–31. [Google Scholar] [CrossRef] [PubMed]
- Żenkiewicz, M.; Richert, J.; Rytlewski, P.; Moraczewski, K.; Stepczyńska, M.; Karasiewicz, T. Characterisation of multi-extruded poly(lactic acid). Polym. Test. 2009, 28, 412–418. [Google Scholar] [CrossRef]
- Pillin, I.; Montrelay, N.; Bourmaud, A.; Grohens, Y. Effect of thermo-mechanical cycles on the physico-chemical properties of poly(lactic acid). Polym. Degrad. Stab. 2008, 93, 321–328. [Google Scholar] [CrossRef]
- Zhao, P.; Rao, C.; Gu, F.; Sharmin, N.; Fu, J. Close-looped recycling of polylactic acid used in 3D printing: An experimental investigation and life cycle assessment. J. Clean. Prod. 2018, 197, 1046–1055. [Google Scholar] [CrossRef]
- Babagowda; Math, R.S.K.; Goutham, R.; Prasad, K.R.S. Study of Effects on Mechanical Properties of PLA Filament which is blended with Recycled PLA Materials. In Proceedings of the International Conference on Advances in Materials and Manufacturing Applications (IConAMMA-2017), IOP Conference Series: Materials Science and Engineering, Bengaluru, India, 17–19 August 2018; IOP Publishing: London, UK, 2018. [Google Scholar]
- Tanney, D.; Meisel, N.A.; Moore, J.D. Investigating material degradation through the recycling of PLA in additively manufactured parts. In Proceedings of the 2017 Annual International Solid Freeform Fabrication Symposium (28th Annual International Solid Freeform Fabrication Symposium)—An Additive Manufacturing Conference, Austin, TX, USA, 7–9 August 2017; Bourell, D.L., Crawford, R.H., Seepersad, C.C., Beaman, J.J., Fish, S., Eds.; University of Texas at Austin: Austin, TX, USA, 2017. [Google Scholar]
- Bergaliyeva, S.; Sales, D.L.; Delgado, F.J.; Bolegenova, S.; Molina, S.I. Manufacture and Characterization of Polylactic Acid Filaments Recycled from Real Waste for 3D Printing. Polymers 2023, 15, 2165. [Google Scholar] [CrossRef]
- Kam, M.; İpekci, A.; Şengül, Ö. Taguchi Optimization of Fused Deposition Modeling Process Parameters on Mechanical Characteristics of PLA+ Filament Material. Sci. Iran. 2021, 29, 79–89. [Google Scholar] [CrossRef]
- Kam, M.; İpekçi, A.; Şengül, Ö. Investigation of the effect of FDM process parameters on mechanical properties of 3D printed PA12 samples using Taguchi method. J. Thermoplast. Compos. Mater. 2021, 36, 307–325. [Google Scholar] [CrossRef]
- Atakok, G.; Kam, M.; Koc, H.B. Tensile, three-point bending and impact strength of 3D printed parts using PLA and recycled PLA filaments: A statistical investigation. J. Mater. Res. Technol. 2022, 18, 1542–1554. [Google Scholar] [CrossRef]
- Chen, W.H.; Uribe, M.C.; Kwon, E.E.; Lin, K.Y.A.; Park, Y.K.; Ding, L.; Saw, L.H. A comprehensive review of thermoelectric generation optimization by statistical approach: Taguchi method, analysis of variance (ANOVA), and response surface methodology (RSM). Renew. Sustain. Energy Rev. 2022, 169, 112917. [Google Scholar] [CrossRef]
- Nikam, M.; Pawar, P.; Patil, A.; Patil, A.; Mokal, K.; Jadhav, S. Sustainable fabrication of 3D printing filament from recycled PET plastic. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Chu, J.S.; Koay, S.C.; Chan, M.Y.; Choo, H.L.; Ong, T.K. Recycled plastic filament made from post-consumer expanded polystyrene and polypropylene for fused filamant fabrication. Polym. Eng. Sci. 2022, 62, 3786–3795. [Google Scholar]
- Mishra, V.; Ror, C.H.K.; Negi, S.; Kar, S.; Borah, L.N. 3D printing with recycled ABS resin: Effect of blending and printing temperature. Mater. Chem. Phys. 2023, 309, 128317. [Google Scholar]
- Di, L.; Yang, Y. Towards closed-loop material flow in additive manufacturing: Recyclability analysis of thermoplastic waste. J. Clean. Prod. 2022, 362, 132427. [Google Scholar] [CrossRef]
- Naganaboyina, H.P.S.; Nagaraju, P.; Sonaye, S.Y.; Bokam, V.K.; Sikder, P. In-house processing of carbon fiber-reinforced polyetheretherketone (CFR-PEEK) 3D printable filaments and fused filament fabrication-3D printing of CFR-PEEK parts. Int. J. Adv. Manuf. Technol. 2023, 128, 5011–5024. [Google Scholar] [CrossRef]
- Hasan, M.R.; Davies, I.J.; Pramanik, A.; John, M.; Biswas, W.K. Impact of process parameters on improving the performance of 3D printed recycled polylactic acid (rPLA) components. Int. J. Adv. Manuf. Technol. 2024, 131, 3751–3779. [Google Scholar] [CrossRef]
- ASTM-D638-22; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2022.
- ASTM-D790-17; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM-D6110-18; Standard Test Method for Determining the Charpy Impact Resistance of Notched Specimens of Plastics. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM-D2240-15; Standard Test Method for Rubber Property-Durometer Hardness. ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM-D7127-17; Standard Test Method for Measurement of Surface Roughness of Abrasive Blast Cleaned Metal Surfaces Using a Portable Stylus Instrument. ASTM International: West Conshohocken, PA, USA, 2017.
- Dehnad, K. Quality Control, Robust Design, and the Taguchi Method; Springer: New York, NY, USA, 2012. [Google Scholar]
- Ahmad, M.N.; Ishak, M.R.; Mohammad Taha, M.; Mustapha, F.; Leman, Z.; Anak Lukista, D.D.; Irianto; Ghazali, I. Application of Taguchi Method to Optimize the Parameter of Fused Deposition Modeling (FDM) Using Oil Palm Fiber Reinforced Thermoplastic Composites. Polymers 2022, 14, 2140. [Google Scholar] [CrossRef] [PubMed]
- Salam, H.; Dong, Y.; Davies, I.J.; Pramanik, A. Optimization of material formulation and processing parameters in relation to mechanical properties of bioepoxy/clay nanocomposites using Taguchi design of experiments. J. Appl. Polym. Sci. 2018, 135, 45769. [Google Scholar] [CrossRef]
- Greenwald, A.G.; Gonzalez, R.; Harris, R.J.; Guthrie, D. Effect sizes and p values: What should be reported and what should be replicated? Psychophysiology 1996, 33, 175–183. [Google Scholar] [CrossRef] [PubMed]
- Son, J.; Kim, I.; Kim, H.; Kim, I.; Kang, B.; Kim, H. A study on the prediction of bead geometry in the robotic welding system. J. Mech. Sci. Technol. 2007, 21, 1726–1731. [Google Scholar] [CrossRef]
- Muhammad, N.; Manurung, Y.H.P.; Jaafar, R.; Abas, S.K.; Tham, G.; Haruman, E. Model development for quality features of resistance spot welding using multi-objective Taguchi method and response surface methodology. J. Intell. Manuf. 2012, 24, 1175–1183. [Google Scholar] [CrossRef]
- Belavendram, N. Quality by Design, Taguchi Techniques for Industrial Experimentation; Prentice Hall: Hoboken, NJ, USA, 1995. [Google Scholar]
- Roy, R.K. A Primer on the Taguchi Method, 2nd ed.; Society of Manufacturing Engineers: Southfield, MI, USA, 2010. [Google Scholar]
- Maier, R.; Bucaciuc, S.G.; Mandoc, A.C. Reducing Surface Roughness of 3D Printed Short-Carbon Fiber Reinforced Composites. Materials 2022, 15, 7398. [Google Scholar] [CrossRef] [PubMed]
- Kumar, S.; Ramesh, M.R.; Doddamani, M. Recycling potential of MWCNTs/HDPE nanocomposite filament: 3D printing and mechanical characterization. J. Mater. Cycles Waste Manag. 2023, 25, 1168–1178. [Google Scholar] [CrossRef]
- Dorigato, A. Recycling of polymer blends. Adv. Ind. Eng. Polym. Res. 2021, 4, 53–69. [Google Scholar] [CrossRef]
- Kim, G.; Barocio, E.; Tsutsui, W.; Wang, P.; Dubikovsky, S.; Pipes, R.B.; Sterkenburg, R. Enhancing surface characteristics of additively manufactured fiber reinforced thermoplastic mold using thermoset coating with ceramic particles. Surf. Coat. Technol. 2021, 422, 127536. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, R.; Singh, T.P.; Batish, A. On investigations of thermal conductivity, circumferential compressive strength, and surface characterization of 3D-printed hybrid blended magnetostrictive PLA composite. J. Thermoplast. Compos. Mater. 2020, 35, 631–650. [Google Scholar] [CrossRef]
- Hsueh, M.H.; Lai, C.J.; Liu, K.Y.; Chung, C.F.; Wang, S.H.; Pan, C.Y.; Huang, W.C.; Hsieh, C.H.; Zeng, Y.S. Effects of Printing Temperature and Filling Percentage on the Mechanical Behavior of Fused Deposition Molding Technology Components for 3D Printing. Polymers 2021, 13, 2910. [Google Scholar] [CrossRef] [PubMed]
- Mani, M.; Karthikeyan, A.G.; Kalaiselvan, K.; Muthusamy, P.; Muruganandhan, P. Optimization of FDM 3-D printer process parameters for surface roughness and mechanical properties using PLA material. Mater. Today Proc. 2022, 66, 1926–1931. [Google Scholar] [CrossRef]
- Maguluri, N.; Suresh, G.; Guntur, S.R. Effect of printing parameters on the hardness of 3D printed poly-lactic acid parts using DOE approach. In Proceedings of the International Conference on Materials Science and Engineering (ICMSE 2022), IOP Conference Series: Materials Science and Engineering, Virtual, Online, 6 November–6 December 2022; IOP Publishing: London, UK, 2022. [Google Scholar]
- Abbas, Z.A.; Aleabi, S.H. Studying some of mechanical properties (tensile, impact, hardness) and thermal conductivity of polymer blend reinforce by magnesium oxide. In Xiamen-Custipen Workshop on the Equation of State of Dense Neutron-Rich Matter in the Era of Gravitational Wave Astronomy; AIP Publishing LLC: Melville, NY, USA, 2019. [Google Scholar]
- Samykano, M.; Selvamani, S.K.; Kadirgama, K.; Ngui, W.K.; Kanagaraj, G.; Sudhakar, K. Mechanical property of FDM printed ABS: Influence of printing parameters. Int. J. Adv. Manuf. Technol. 2019, 102, 2779–2796. [Google Scholar] [CrossRef]
- Farashi, S.; Vafaee, F. Effect of printing parameters on the tensile strength of FDM 3D samples: A meta-analysis focusing on layer thickness and sample orientation. Prog. Addit. Manuf. 2022, 7, 565–582. [Google Scholar] [CrossRef]
- Vanaei, H.R.; Raissi, K.; Deligant, M.; Shirinbayan, M.; Fitoussi, J.; Khelladi, S.; Tcharkhtchi, A. Toward the understanding of temperature effect on bonding strength, dimensions and geometry of 3D-printed parts. J. Mater. Sci. 2020, 55, 14677–14689. [Google Scholar] [CrossRef]
- Sanusi, H.; Mohamad Ridzwan, I.; Mohd Sapuan, S.; Noorfaizal, Y.; Syamir Alihan Showkat, A.; Mohd Sabri, H.; Maliki, I.; Asmawi, S. Tensile Properties of 3D Printed Recycled PLA Filament: A Detailed Study on Filament Fabrication Parameters. J. Adv. Res. Appl. Mech. 2023, 110, 63–72. [Google Scholar] [CrossRef]
- Sam-Daliri, O.; Ghabezi, P.; Steinbach, J.; Flanagan, T.; Finnegan, W.; Mitchell, S.; Harrison, N. Experimental study on mechanical properties of material extrusion additive manufactured parts from recycled glass fibre-reinforced polypropylene composite. Compos. Sci. Technol. 2023, 241, 110125. [Google Scholar] [CrossRef]
- Algarni, M. The Influence of Raster Angle and Moisture Content on the Mechanical Properties of PLA Parts Produced by Fused Deposition Modeling. Polymers 2021, 13, 237. [Google Scholar] [CrossRef] [PubMed]
- Hamid, R.A.; Hamezah, F.H.; Abd Razak, J. Influence of Humidity on the Tensile Strength of 3D Printed PLA Filament. In Intelligent Manufacturing and Mechatronics; Ali Mokhtar, M.N., Jamaludin, Z., Abdul Aziz, M.S., Maslan, M.N., Razak, J.A., Eds.; Springer: Singapore, 2022. [Google Scholar]
- Aniskevich, A.; Bulderberga, O.; Stankevics, L. Moisture Sorption and Degradation of Polymer Filaments Used in 3D Printing. Polymers 2023, 15, 2600. [Google Scholar] [CrossRef] [PubMed]
- Ror, C.K.; Negi, S.; Mishra, V. Development and characterization of sustainable 3D printing filaments using post-consumer recycled PET: Processing and characterization. J. Polym. Res. 2023, 30, 350. [Google Scholar] [CrossRef]
- Sharma, P.; Dhanopia, A.K.; Joshi, D. An experimental study on carbon fiber thickness and layer thickness of depositing material in fused deposition modeling. Mater. Today Proc. 2021, 44, 4479–4484. [Google Scholar] [CrossRef]
- Nugroho, A.A.R.; Rusita, L.; Larasati, I.L. Effect of layer thickness on flexural properties of PLA (PolyLactid Acid) by 3D printing. IOP Conf. Ser. J. Phys. 2018, 1130, 012017. [Google Scholar] [CrossRef]
- Nofar, M.; Sacligil, D.; Carreau, P.J.; Kamal, M.R.; Heuzey, M.C. Poly (lactic acid) blends: Processing, properties and applications. Int. J. Biol. Macromol. 2019, 125, 307–360. [Google Scholar] [CrossRef] [PubMed]
- Tsuji, H. Poly(lactic acid) stereocomplexes: A decade of progress. Adv. Drug Deliv. Rev. 2016, 107, 97–135. [Google Scholar] [CrossRef] [PubMed]
- Chen, C.C.; Chueh, J.Y.; Tseng, H.; Huang, H.M.; Lee, S.Y. Preparation and characterization of biodegradable PLA polymeric blends. Biomaterials 2003, 24, 1167–1173. [Google Scholar] [CrossRef] [PubMed]
- Syrlybayev, D.; Zharylkassyn, B.; Seisekulova, A.; Akhmetov, M.; Perveen, A.; Talamona, D. Optimisation of Strength Properties of FDM Printed Parts-A Critical Review. Polymers 2021, 13, 1587. [Google Scholar] [CrossRef] [PubMed]
- Rajpurohit, S.R.; Dave, H.K. Impact strength of 3D printed PLA using open source FFF-based 3D printer. Prog. Addit. Manuf. 2020, 6, 119–131. [Google Scholar] [CrossRef]
- Yu, W.; Sun, L.; Li, M.; Li, M.; Lei, W.; Wei, C. FDM 3D Printing and Properties of PBS/PLA Blends. Polymers 2023, 15, 4305. [Google Scholar] [CrossRef] [PubMed]
- Ding, S.; Zou, B.; Wang, P.; Ding, H. Effects of nozzle temperature and building orientation on mechanical properties and microstructure of PEEK and PEI printed by 3D-FDM. Polym. Test. 2019, 78, 105948. [Google Scholar] [CrossRef]
- Gunasekaran, K.N.; Aravinth, V.; Muthu Kumaran, C.B.; Madhankumar, K.; Pradeep Kumar, S. Investigation of mechanical properties of PLA printed materials under varying infill density. Mater. Today Proc. 2021, 45, 1849–1856. [Google Scholar] [CrossRef]
- Maqsood, N.; Rimašauskas, M. Tensile and flexural response of 3D printed solid and porous CCFRPC structures and fracture interface study using image processing technique. J. Mater. Res. Technol. 2021, 14, 731–742. [Google Scholar] [CrossRef]
- Tekinalp, H.L.; Kunc, V.; Velez-Garcia, G.M.; Duty, C.E.; Love, L.J.; Naskar, A.K.; Blue, C.A.; Ozcan, S. Highly oriented carbon fiber–polymer composites via additive manufacturing. Compos. Sci. Technol. 2014, 105, 144–150. [Google Scholar] [CrossRef]
- Kanabenja, W.; Passarapark, K.; Subchokpool, T.; Nawaaukkaratharnant, N.; Román, A.J.; Osswald, T.A.; Aumnate, C.; Potiyaraj, P. 3D printing filaments from plasticized Polyhydroxybutyrate/Polylactic acid blends reinforced with hydroxyapatite. Addit. Manuf. 2022, 59, 103130. [Google Scholar] [CrossRef]
- Gabriel, D.S.; Tiana, A.N. Mechanical Properties Improvement of Recycled Polypropylene with Material Value Conservation Schemes Using Virgin Plastic Blends. Mater. Sci. Forum 2020, 1015, 76–81. [Google Scholar] [CrossRef]
- Maguluri, N.; Suresh, G.; Rao, K.V. Assessing the effect of FDM processing parameters on mechanical properties of PLA parts using Taguchi method. J. Thermoplast. Compos. Mater. 2023, 36, 1472–1488. [Google Scholar] [CrossRef]
- Roy, R.K. Design of Experiments Using the Taguchi Approach: 16 Steps to Product and Process Improvement; John Wiley & Sons: Hoboken, NJ, USA, 2001. [Google Scholar]
- Teharia, R.; Singari, R.M.; Kumar, H. Optimization of process variables for additive manufactured PLA based tensile specimen using taguchi design and artificial neural network (ANN) technique. Mater. Today Proc. 2022, 56, 3426–3432. [Google Scholar] [CrossRef]
- Little, H.A.; Tanikella, N.G.; Reich, M.J.; Fiedler, M.J.; Snabes, S.L.; Pearce, J.M. Towards Distributed Recycling with Additive Manufacturing of PET Flake Feedstocks. Materials 2020, 13, 4273. [Google Scholar] [CrossRef] [PubMed]
- Cisneros-López, E.O.; Pal, A.K.; Rodriguez, A.U.; Wu, F.; Misra, M.; Mielewski, D.F.; Kiziltas, A.; Mohanty, A.K. Recycled poly(lactic acid)–based 3D printed sustainable biocomposites: A comparative study with injection molding. Mater. Today Sustain. 2020, 7–8, 100027. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experimental Run | Coded Matrix | Un-Coded Matrix | ||||
|---|---|---|---|---|---|---|
| A | B | C | Layer Height (mm) | Infill (%) | Nozzle Temperature (°C) | |
| 1 | 1 | 1 | 1 | 0.1 | 60 | 195 |
| 2 | 1 | 2 | 2 | 0.1 | 80 | 205 |
| 3 | 1 | 3 | 3 | 0.1 | 100 | 215 |
| 4 | 2 | 1 | 2 | 0.2 | 60 | 205 |
| 5 | 2 | 2 | 3 | 0.2 | 80 | 215 |
| 6 | 2 | 3 | 1 | 0.2 | 100 | 195 |
| 7 | 3 | 1 | 3 | 0.3 | 60 | 215 |
| 8 | 3 | 2 | 1 | 0.3 | 80 | 195 |
| 9 | 3 | 3 | 2 | 0.3 | 100 | 205 |
| Parameter | Specific Parameter | Values (Constant) |
|---|---|---|
| Layer | Shell thickness | 2 mm |
| Extruder | Extrusion width | 0.4 mm |
| Retraction speed | 40 mm/s | |
| Infill | Infill pattern | Rectilinear |
| Speed | Printing speed | 50 mm/s |
| Infill speed | 50 mm/s | |
| Support | Support structure | None |
| Platform addition | None | |
| Temperature | Heat bed temperature | 45 °C |
| Experimental Run | Yield Strength (MPa) | Ultimate Tensile Strength (UTS) (MPa) | Strain at UTS (%) | Fracture Strength (MPa) | Strain at Fracture (%) | Elastic Modulus (GPa) | Work until UTS (kJ/m2) | Work until Fracture (kJ/m2) |
|---|---|---|---|---|---|---|---|---|
| Run 1 (LH: 0.1, I: 60, NT: 195) | 25.35 ± 1.98 | 26.15 ± 2.95 | 2.09 ± 2.31 | 25.25 ± 1.56 | 2.90 ± 1.86 | 1.98 ± 1.15 | 21.97 ± 1.58 | 35.81 ± 1.51 |
| Run 2 (LH: 0.1, I: 80, NT: 205) | 28.72 ± 2.25 | 29.40 ± 2.85 | 2.13 ± 2.10 | 27.51 ± 1.85 | 3.15 ± 2.85 | 2.02 ± 1.17 | 23.36 ± 1.02 | 46.61 ± 1.92 |
| Run 3 (LH: 0.1, I: 100, NT: 215) | 28.12 ± 2.10 | 36.01 ± 1.85 | 2.14 ± 2.25 | 34.33 ± 1.93 | 3.05 ± 2.53 | 2.33 ± 1.02 | 28.62 ± 1.09 | 49.06 ± 1.52 |
| Run 4 (LH: 0.2, I: 60, NT: 205) | 31.24 ± 2.05 | 40.41 ± 1.12 | 2.12 ± 1.25 | 37.66 ± 1.83 | 3.03 ± 2.14 | 2.65 ± 1.05 | 32.25 ± 1.19 | 67.50 ± 1.38 |
| Run 5 (LH: 0.2, I: 80, NT: 215) | 41.85 ± 1.95 | 46.67 ± 1.98 | 2.20 ± 1.45 | 44.95 ± 1.84 | 3.41 ± 1.97 | 2.85 ± 1.14 | 39.74 ± 1.14 | 75.52 ± 1.52 |
| Run 6 (LH: 0.2, I: 100, NT: 195) | 32.37 ± 1.91 | 42.22 ± 2.25 | 2.17 ± 1.58 | 38.83 ± 1.79 | 3.42 ± 2.05 | 2.70 ± 1.54 | 34.18 ± 1.27 | 66.98 ± 1.24 |
| Run 7 (LH: 0.3, I: 60, NT: 215) | 43.64 ± 1.68 | 48.88 ± 1.56 | 2.37 ± 1.87 | 46.05 ± 1.89 | 3.35 ± 2.61 | 3.20 ± 1.32 | 42.31 ± 1.34 | 77.66 ± 1.34 |
| Run 8 (LH: 0.3, I: 80, NT: 195) | 34.01 ± 1.81 | 43.62 ± 2.10 | 2.14 ± 2.37 | 38.92 ± 1.87 | 3.69 ± 2.13 | 2.75 ± 1.29 | 34.524 ± 1.51 | 75.36 ± 1.05 |
| Run 9 (LH: 0.3, I: 100, NT: 205) | 43.47 ± 1.88 | 47.78 ± 2.54 | 2.28 ± 2.21 | 47.35 ± 1.94 | 3.54 ± 2.10 | 3.40 ± 1.18 | 42.51 ± 1.24 | 77.74 ± 1.19 |
| Experimental Run | Yield Stress (MPa) | Flexural Stress (MPa) | Flexural Strain (%) | Elastic Modulus (GPa) | Work until Maximum Flexural Stress (kJ/m2) |
|---|---|---|---|---|---|
| Run 1 (LH: 0.1, I: 60, NT: 195) | 43.76 ± 3.21 | 51.01 ± 1.86 | 6.69 ± 1.89 | 1.97 ± 1.26 | 19.09 ± 2.83 |
| Run 2 (LH: 0.1, I: 80, NT: 205) | 54.04 ± 2.56 | 63.81 ± 2.10 | 7.69 ± 2.67 | 2.15 ± 2.57 | 25.86 ± 2.01 |
| Run 3 (LH: 0.1, I: 100, NT: 215) | 59.32 ± 2.21 | 67.23 ± 2.92 | 6.71 ± 2.15 | 2.29 ± 2.93 | 28.78 ± 2.12 |
| Run 4 (LH: 0.2, I: 60, NT: 205) | 62.80 ± 2.21 | 77.20 ± 2.04 | 6.25 ± 2.65 | 2.52 ± 2.34 | 33.49 ± 2.05 |
| Run 5 (LH: 0.2, I: 80, NT: 215) | 71.13 ± 2.14 | 84.23 ± 2.09 | 8.40 ± 2.39 | 2.65 ± 2.01 | 42.34 ± 2.45 |
| Run 6 (LH: 0.2, I: 100, NT: 195) | 69.19 ± 2.76 | 77.18 ± 1.67 | 7.64 ± 2.95 | 2.44 ± 1.85 | 36.30 ± 1.54 |
| Run 7 (LH: 0.3, I: 60, NT: 215) | 76.24 ± 2.89 | 88.36 ± 1.47 | 7.07 ± 2.28 | 2.89 ± 2.01 | 37.92 ± 2.31 |
| Run 8 (LH: 0.3, I: 80, NT: 195) | 70.87 ± 3.90 | 81.37 ± 1.85 | 6.92 ± 1.12 | 2.50 ± 1.45 | 37.19 ± 1.41 |
| Run 9 (LH: 0.3, I: 100, NT: 205) | 78.11 ± 2.29 | 88.29 ± 2.17 | 7.82 ± 2.56 | 2.67 ± 2.20 | 45.19 ± 2.07 |
| Response | Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value | % Contribution |
|---|---|---|---|---|---|---|---|---|
| Tensile strength | LH | 2 | 22.75 | 22.75 | 11.37 | 40.87 | 0.024 | 83.24 |
| Infill | 2 | 1.78 | 1.78 | 0.89 | 3.21 | 0.238 | 6.54 | |
| NT | 2 | 2.23 | 2.23 | 1.12 | 4.01 | 0.199 | 8.18 | |
| Residual error | 2 | 0.55 | 0.55 | 0.28 | 2.04 | |||
| Total | 8 | 27.31 | 100.00 | |||||
| Flexural strength | LH | 2 | 15.87 | 15.87 | 7.93 | 66.19 | 0.015 | 79.89 |
| Infill | 2 | 1.12 | 1.12 | 0.56 | 4.68 | 0.176 | 5.65 | |
| NT | 2 | 2.63 | 2.63 | 1.31 | 10.98 | 0.083 | 13.25 | |
| Residual error | 2 | 0.24 | 0.24 | 0.11 | 1.21 | |||
| Total | 8 | 19.87 | 100.00 | |||||
| Impact strength | LH | 2 | 2.13 | 2.13 | 1.07 | 15.89 | 0.059 | 34.28 |
| Infill | 2 | 2.45 | 2.45 | 1.22 | 18.26 | 0.052 | 39.19 | |
| NT | 2 | 1.52 | 1.52 | 0.76 | 11.33 | 0.081 | 24.38 | |
| Residual error | 2 | 0.13 | 0.13 | 0.07 | 2.15 | |||
| Total | 8 | 6.24 | 100.00 | |||||
| Shore D hardness | LH | 2 | 0.09 | 0.09 | 0.04 | 12.7 | 0.073 | 46.29 |
| Infill | 2 | 0.08 | 0.08 | 0.04 | 11.44 | 0.08 | 41.69 | |
| NT | 2 | 0.02 | 0.02 | 0.01 | 2.3 | 0.303 | 8.37 | |
| Residual error | 2 | 0.01 | 0.01 | 0.00 | 3.64 | |||
| Total | 8 | 0.19 | 100.00 | |||||
| Surface roughness | LH | 2 | 41.56 | 41.56 | 20.78 | 97.84 | 0.01 | 68.47 |
| Infill | 2 | 1.26 | 1.26 | 0.63 | 2.97 | 0.252 | 2.08 | |
| NT | 2 | 17.45 | 17.45 | 8.73 | 41.08 | 0.024 | 28.75 | |
| Residual error | 2 | 0.42 | 0.42 | 0.21 | 0.70 | |||
| Total | 8 | 60.70 | 100.00 |
| Factors | Tensile Strength | Flexural Strength | Impact Strength | Shore D Hardness | Surface Roughness | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Level | Description | Level | Description | Level | Description | Level | Description | Level | Description | |
| Layer Height (mm) | 3 | 0.3 | 3 | 0.3 | 3 | 0.3 | 3 | 0.3 | 1 | 0.1 |
| Infill (%) | 3 | 100 | 3 | 100 | 3 | 100 | 3 | 100 | 1 | 60 |
| Nozzle Temperature (°C) | 3 | 215 | 3 | 215 | 2 | 205 | 3 | 215 | 2 | 205 |
| Output Response | Prediction | Confirmation | ||
|---|---|---|---|---|
| Tensile Strength | 34.67 | ±2.58 | 35.81 | ±1.52 |
| Flexural Strength | 39.58 | ±4.19 | 40.34 | ±2.51 |
| Impact Strength | 14.62 | ±0.16 | 14.97 | ±0.15 |
| Shore D Hardness | 38.14 | ±0.70 | 38.23 | ±1.05 |
| Surface Roughness | −14.94 | ±1.07 | −5.90 | ±1.32 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hasan, M.R.; Davies, I.J.; Paramanik, A.; John, M.; Biswas, W.K. Fabrication and Characterisation of Sustainable 3D-Printed Parts Using Post-Consumer PLA Plastic and Virgin PLA Blends. Processes 2024, 12, 760. https://doi.org/10.3390/pr12040760
Hasan MR, Davies IJ, Paramanik A, John M, Biswas WK. Fabrication and Characterisation of Sustainable 3D-Printed Parts Using Post-Consumer PLA Plastic and Virgin PLA Blends. Processes. 2024; 12(4):760. https://doi.org/10.3390/pr12040760
Chicago/Turabian StyleHasan, Mohammad Raquibul, Ian J. Davies, Alokesh Paramanik, Michele John, and Wahidul K. Biswas. 2024. "Fabrication and Characterisation of Sustainable 3D-Printed Parts Using Post-Consumer PLA Plastic and Virgin PLA Blends" Processes 12, no. 4: 760. https://doi.org/10.3390/pr12040760
APA StyleHasan, M. R., Davies, I. J., Paramanik, A., John, M., & Biswas, W. K. (2024). Fabrication and Characterisation of Sustainable 3D-Printed Parts Using Post-Consumer PLA Plastic and Virgin PLA Blends. Processes, 12(4), 760. https://doi.org/10.3390/pr12040760