Global Sensitivity Analysis of a Spray Drying Process



Abstract
:1. Introduction
2. Materials and Methods
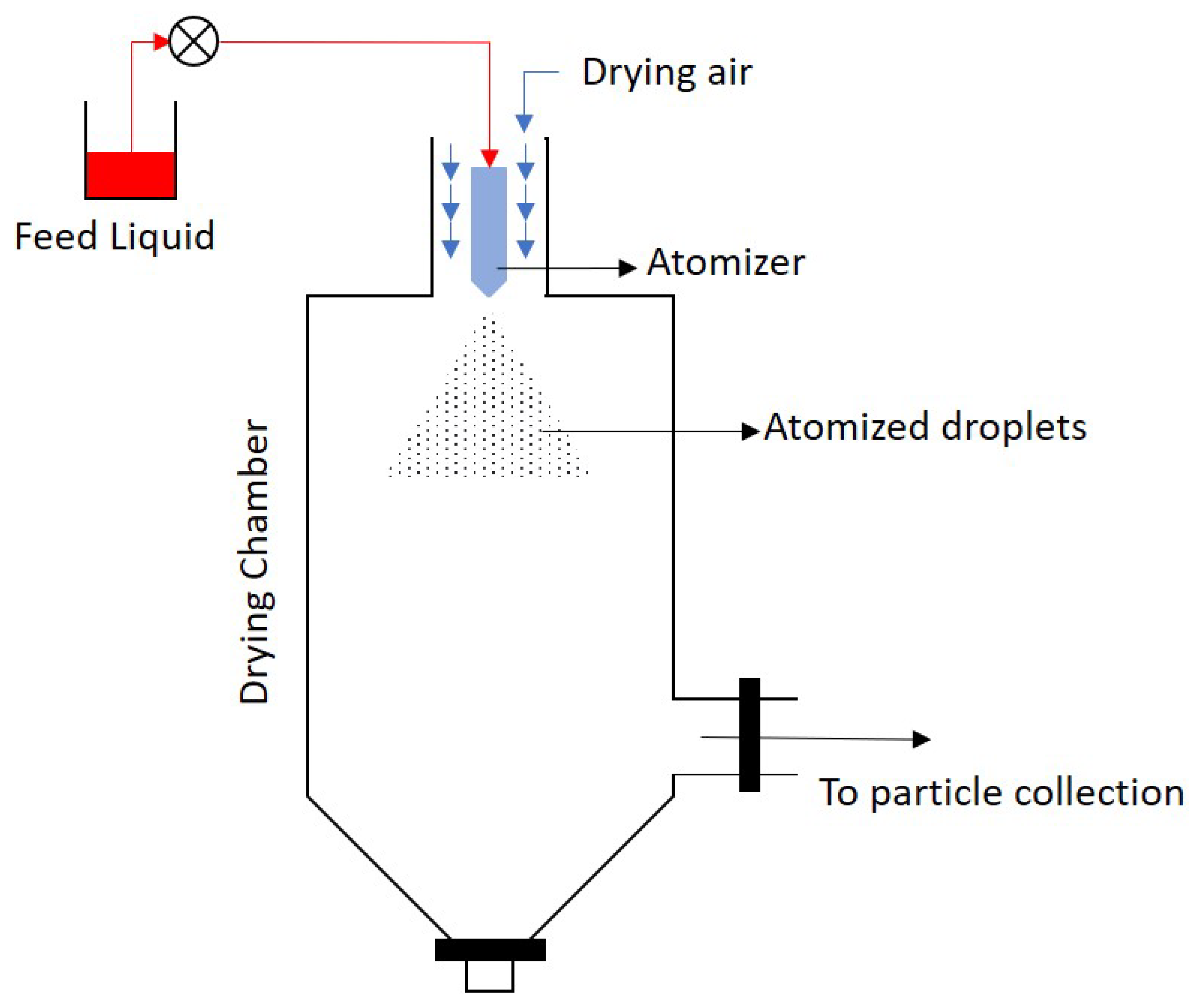
2.1. Spray Drying Model
2.2. Global Sensitivity Analysis
2.2.1. Variance-Based Sensitivity Analysis
2.2.2. Computation of Sensitivity Indices by Saltelli’s Method
- Generate a sample matrix of using the Sobol sequences. The sample matrix is split into two data matrices A (Equation (24)) and B (Equation (25)), each containing half of the samples. N is the number of samples to be used for computing the indices. The order of N can vary between a few hundreds to a few thousands.
- Define matrix C (Equation (26)) as the matrix with all columns of B except the column, which is taken from A.
- Compute the model output for all the input values in the three matrices .
- The first order sensitivity indices are estimated as:where,The total sensitivity indices are estimated as:
2.2.3. Computation of Sensitivity Indices Using Arbitrary Polynomial Chaos Expansions
2.3. GSA of the Spray Drying Process
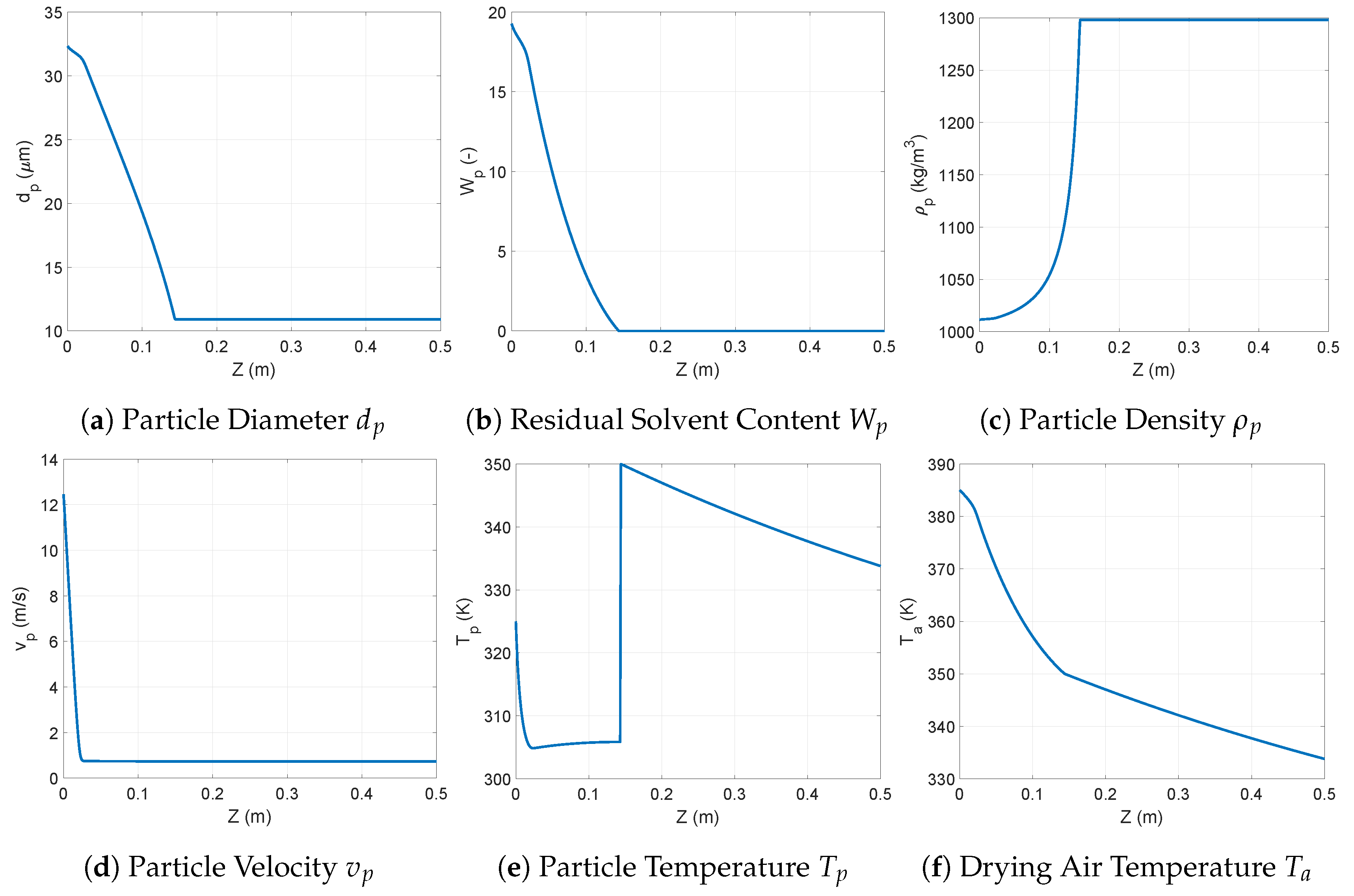
3. Results
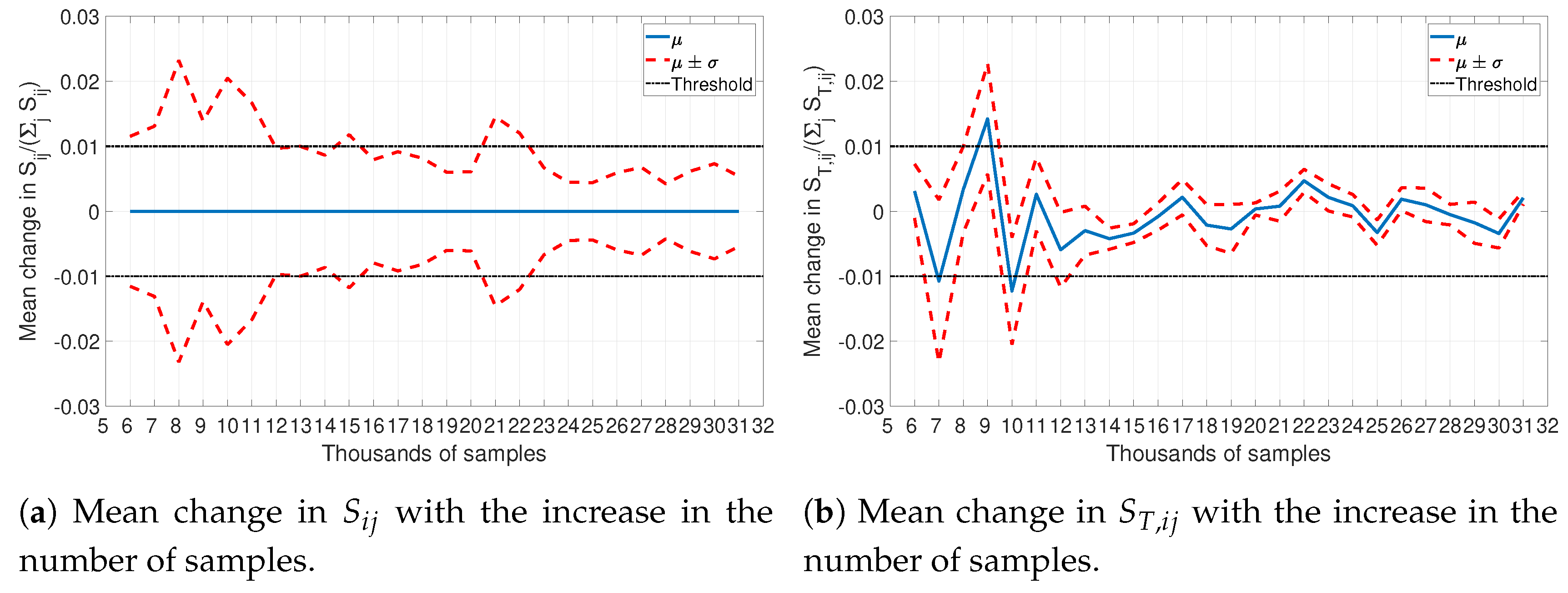
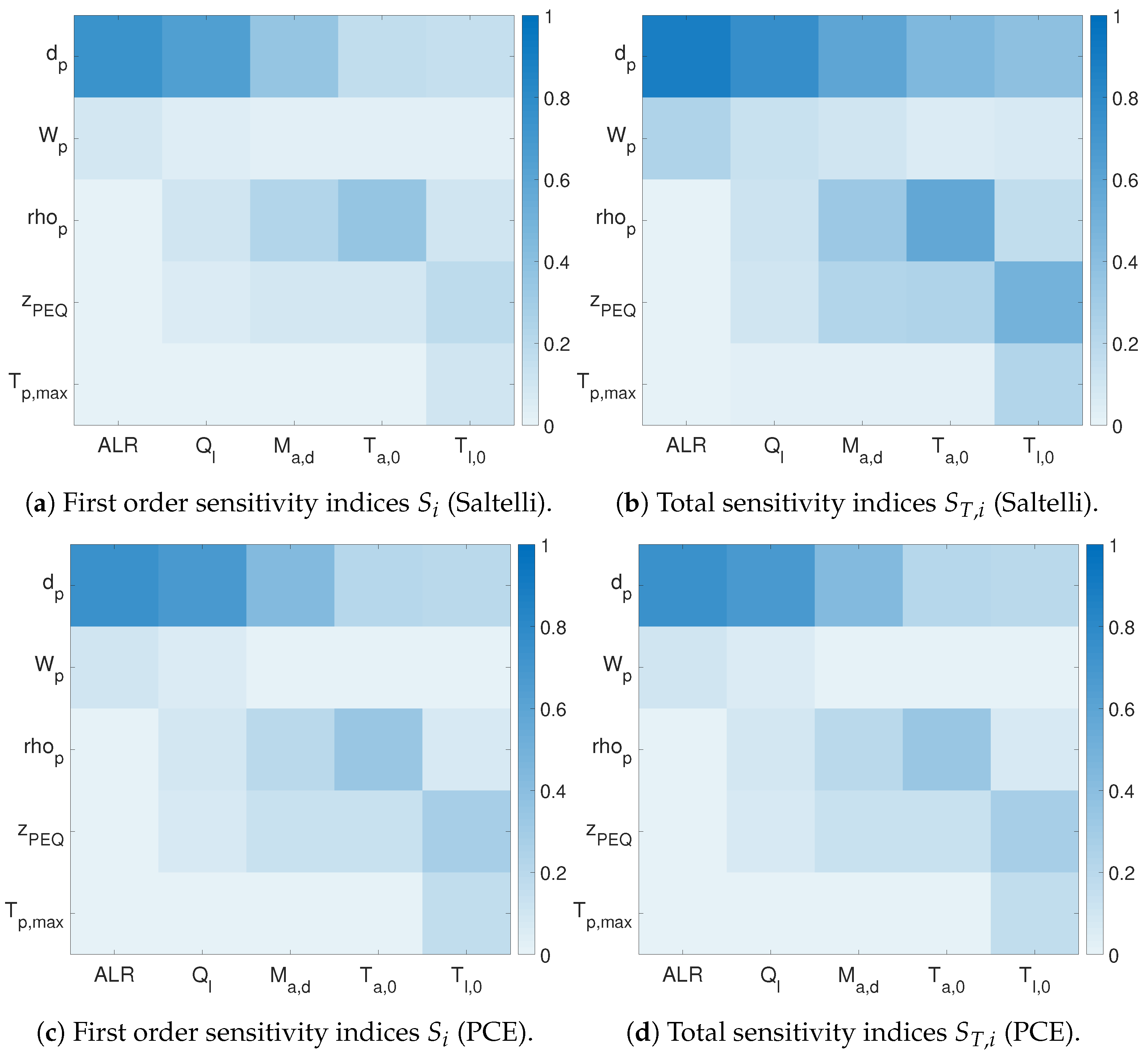
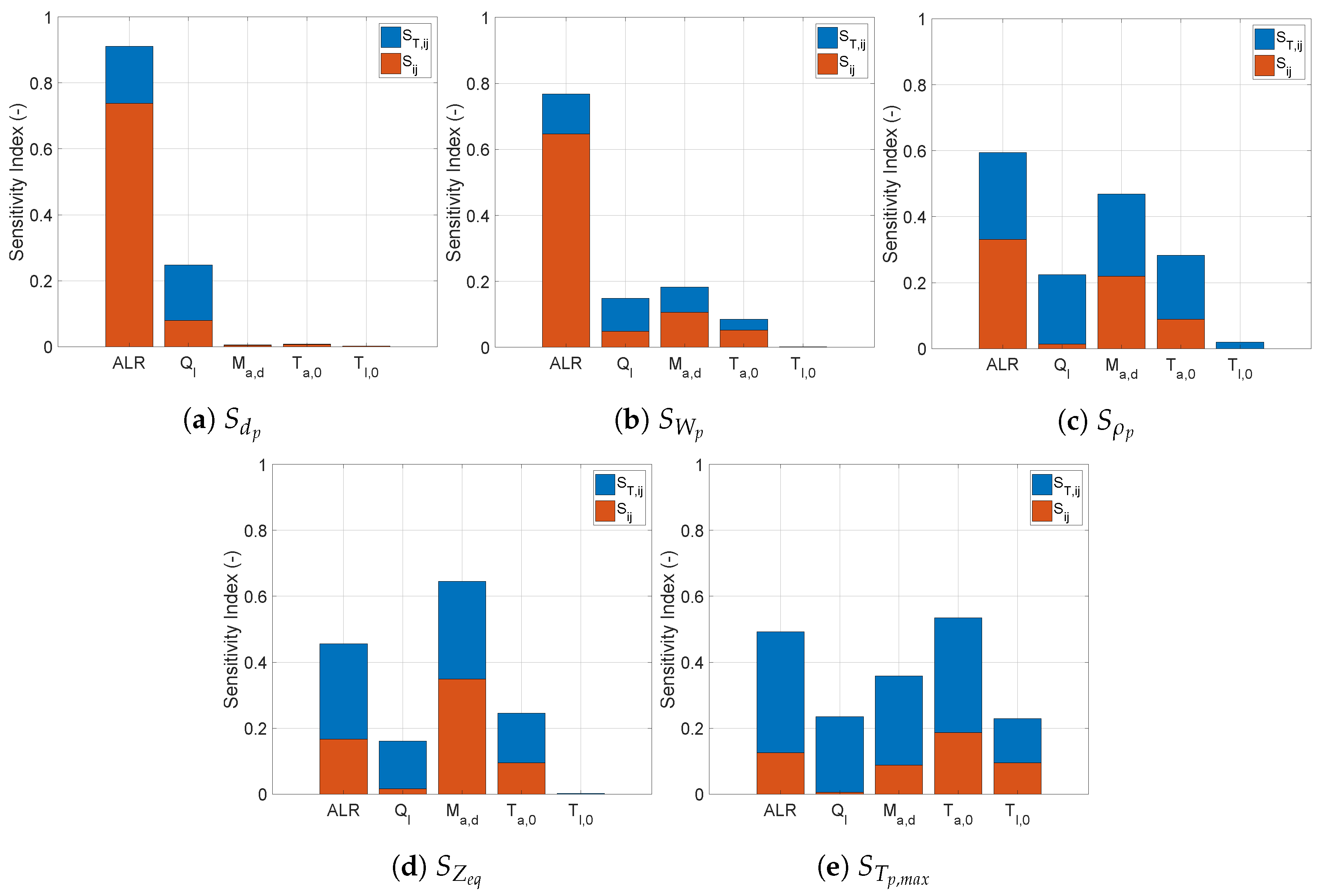
3.1. Computation of Sensitivity Indices
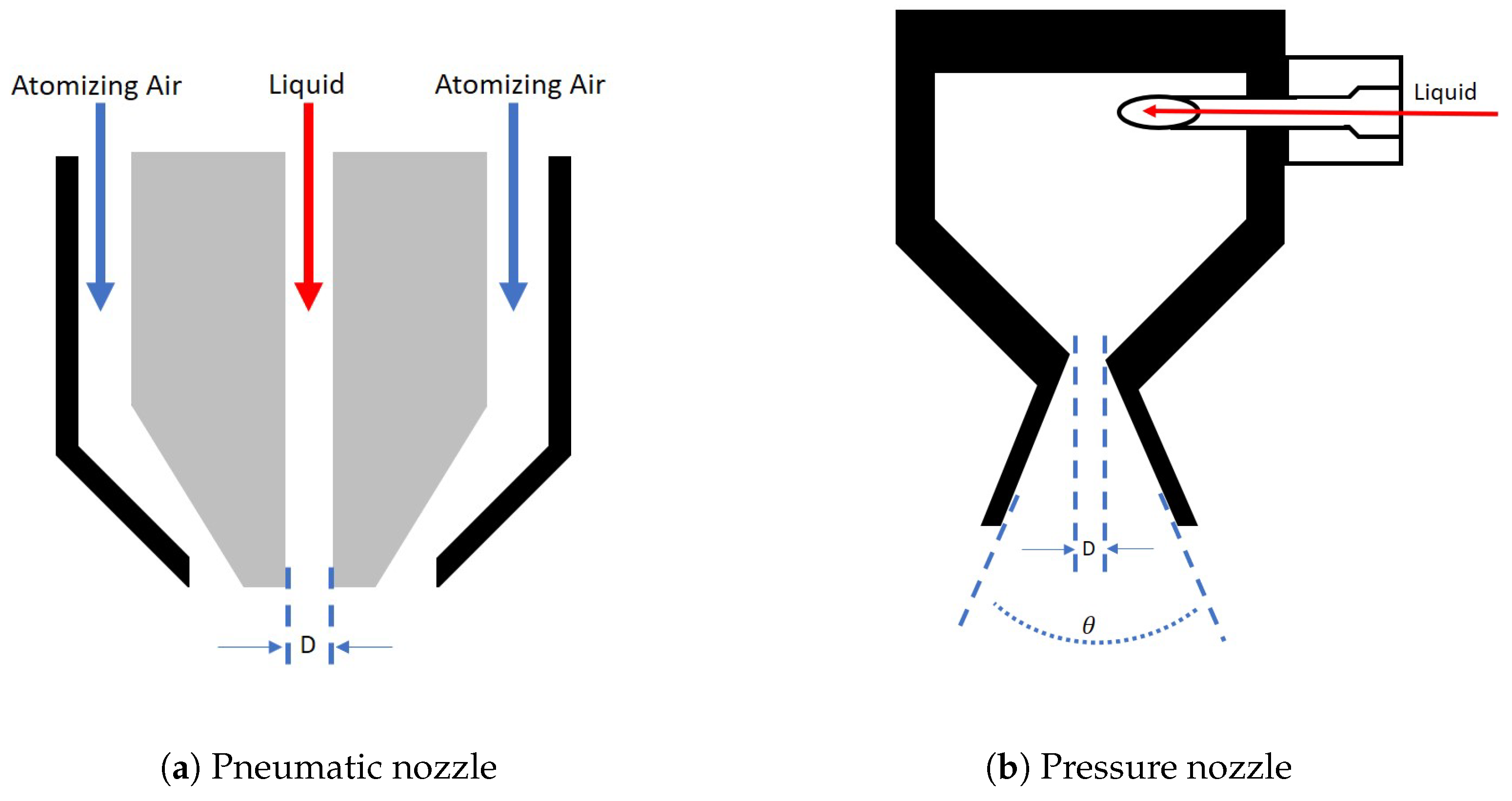
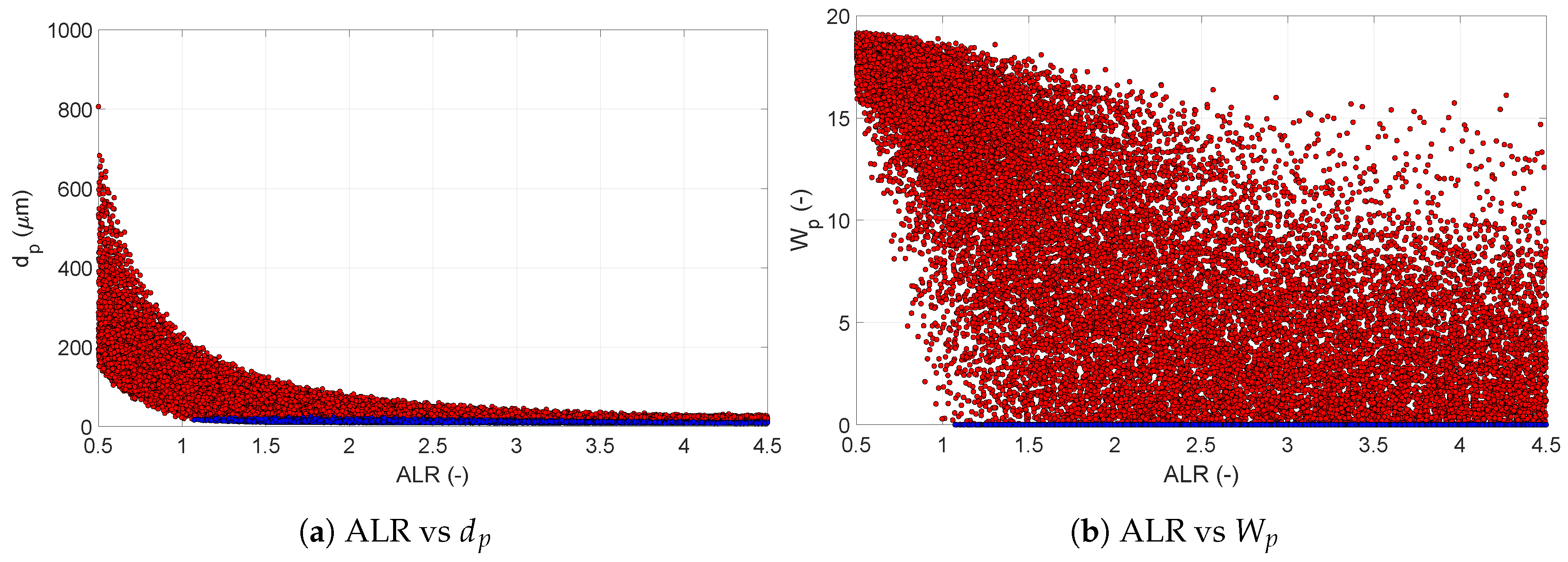
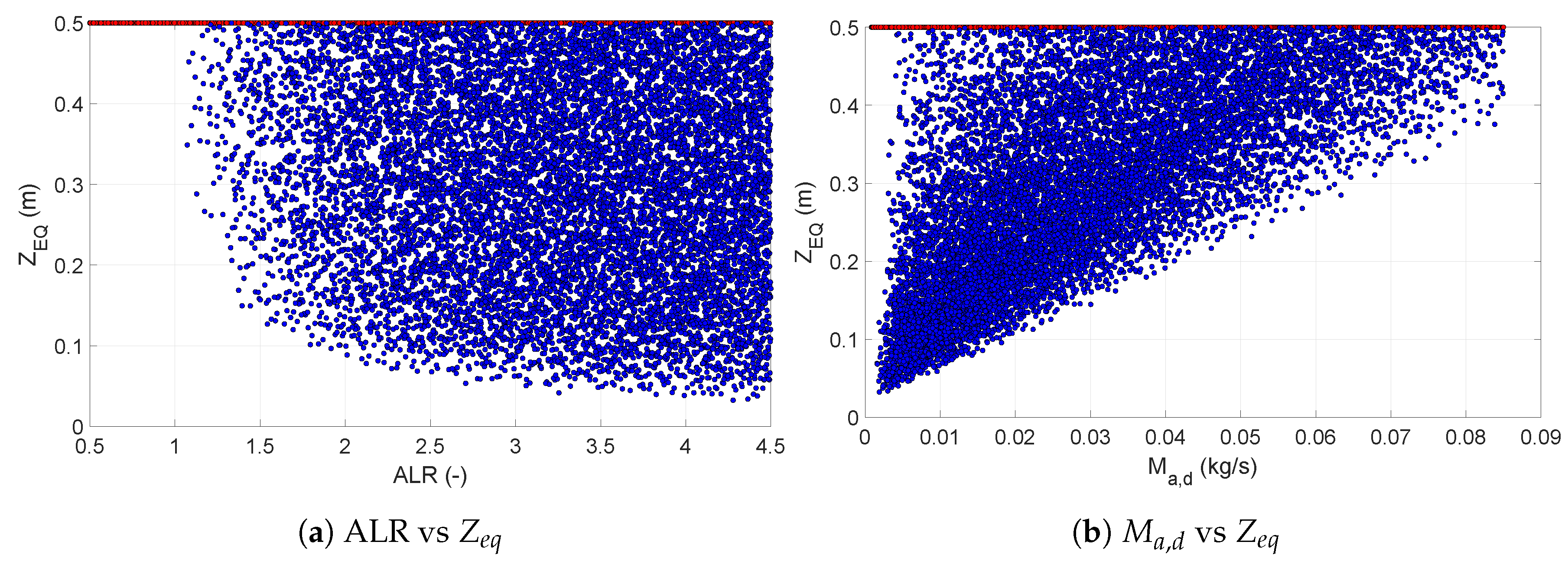
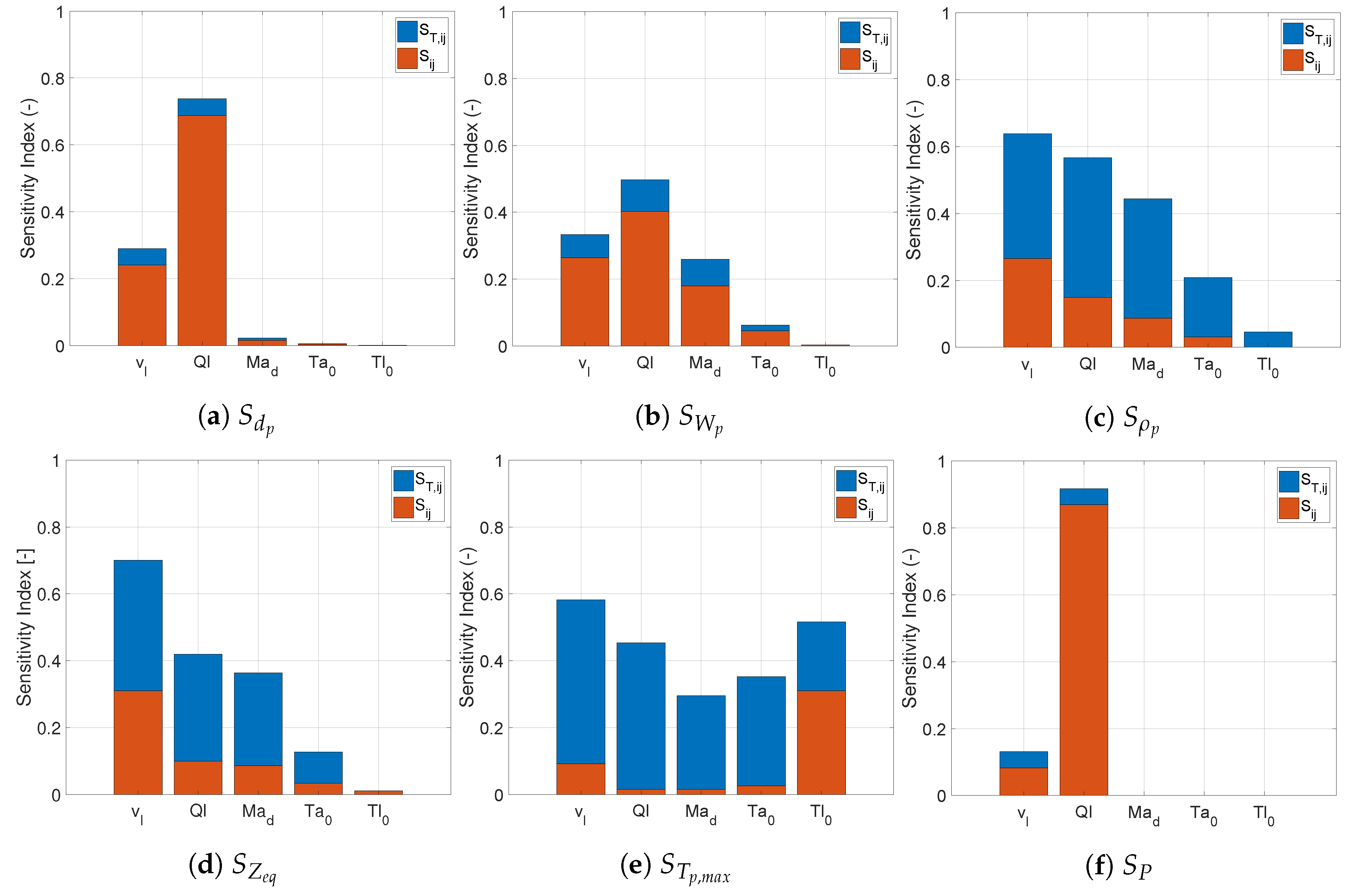
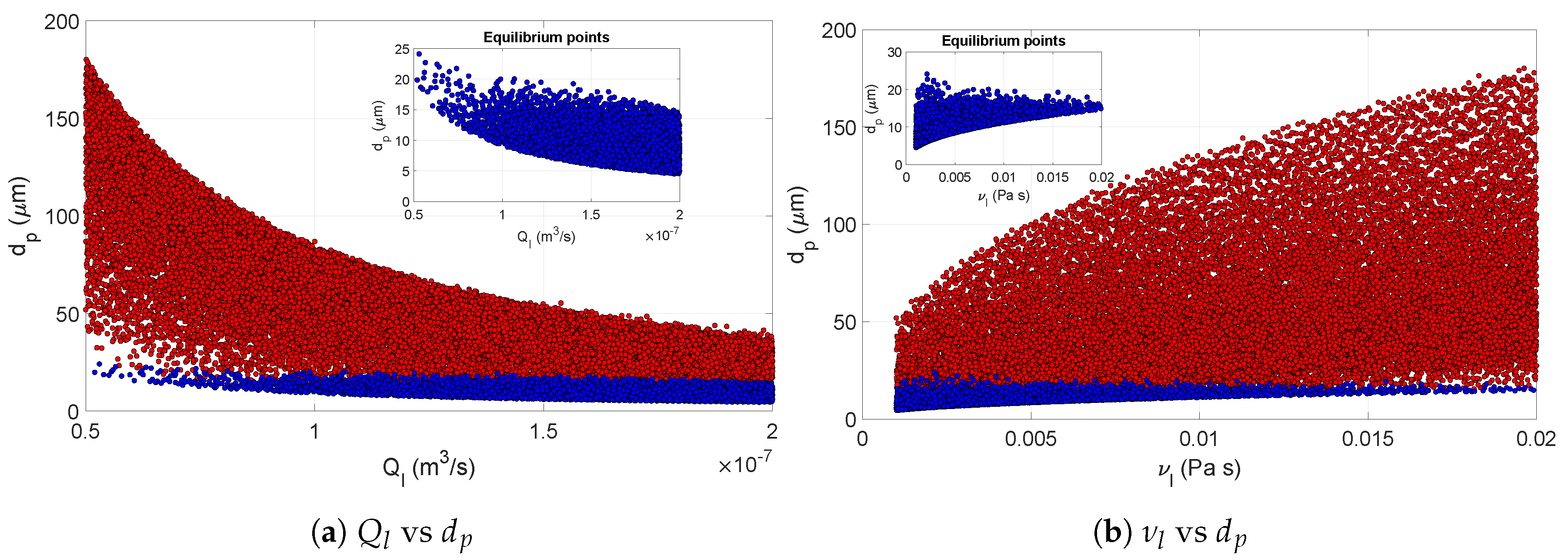
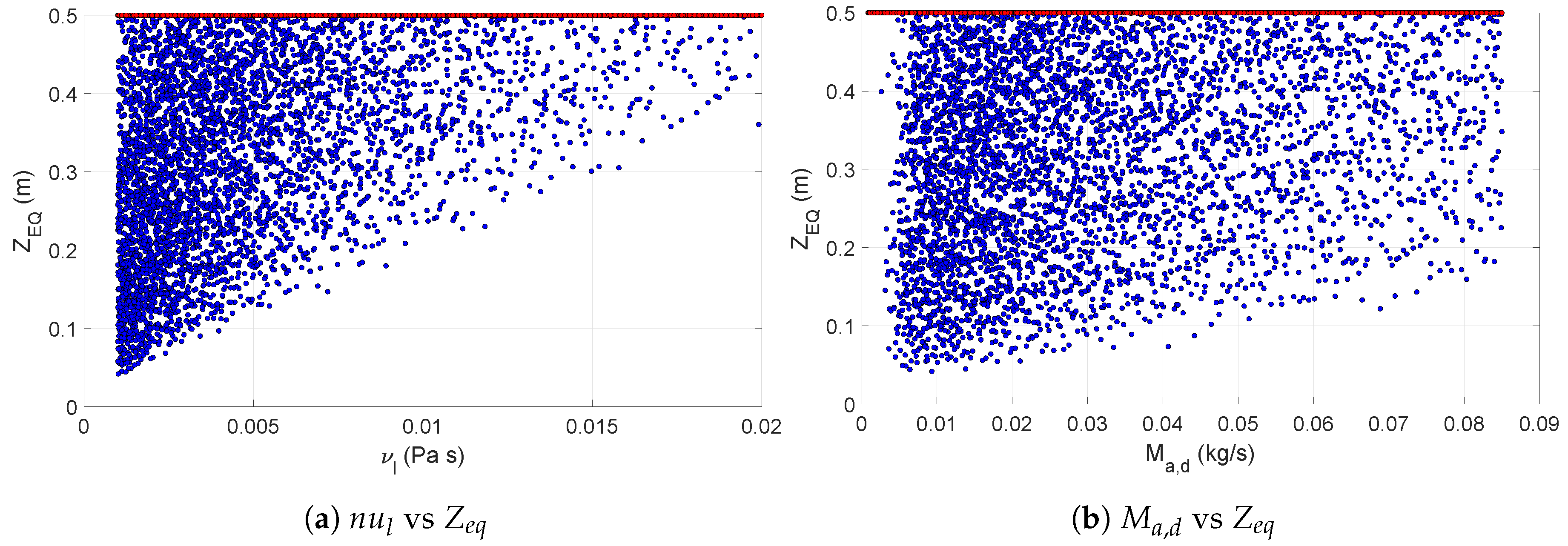
3.2. Global Sensitivity Analysis of Spray Dryer with a Pneumatic Nozzle
3.3. Global Sensitivity Analysis of the Spray Dryer with a Pressure Nozzle
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| ALR | Air liquid ratio | |
| CMA | Critical material attributes | |
| CPP | Critical process parameters | |
| CQA | Critical quality attributes | |
| GSA | Global sensitivity analysis | |
| PCE | Polynomial chaos expansions | |
| QbD | Quality by design | |
| List of Symbols | ||
| Heat transfer coefficient | ||
| Mass transfer coefficient | ||
| Viscosity | ||
| Density | ||
| - | Discharge coefficient | |
| - | Drag coefficient | |
| d | m | Diameter |
| Effective diffusivity | ||
| g | Acceleration due to gravity | |
| Enthalpy of evaporation | ||
| kg | Solid mass | |
| Mass transfer rate | ||
| M | Mass flow rate | |
| Molecular weight | ||
| - | Nusselt number | |
| - | Ohnsorge number | |
| P | Pa | Pressure |
| Pa | Vapor pressure | |
| Q | Volumetric flow rate | |
| - | Reynolds number | |
| - | First order sensitivity index | |
| - | Total sensitivity index | |
| T | K | Temperature |
| U | Overall heat transfer coefficient | |
| v | Velocity | |
| W | - | Residual solvent content |
| - | Weber number | |
| - | Gas moisture content | |
| - | Gas saturation moisture content | |
| Z | m | Axial distance in the spray drying chamber |
| Subscripts | ||
| a | Air/gas | |
| c | Critical | |
| Equilibrium | ||
| l | Feed liquid | |
| n | Nozzle | |
| p | Particle | |
| s | Solids | |
| w | Water/solvent | |
References
- Cotabarren, I.M.; Bertín, D.; Razuc, M.; Rairez-Rigo, M.V.; Pina, J. Modelling of the spray drying process for particle design. Chem. Eng. Res. Des. 2018, 132, 1091–1104. [Google Scholar] [CrossRef]
- Schuck, P.; Jeantet, R.; Bhandari, B.; Chen, X.D.; Perrone, Í.T.; de Carvalho, A.F.; Fenelon, M.; Kelly, P. Recent advances in spray drying relevant to the dairy industry: A comprehensive critical review. Dry. Technol. 2016, 34, 1773–1790. [Google Scholar] [CrossRef]
- Shishir, M.R.I.; Chen, W. Trends of spray drying: A critical review on drying of fruit and vegetable juices. Trends Food Sci. Technol. 2017, 65, 49–67. [Google Scholar] [CrossRef]
- Poozesh, S.; Bilgili, E. Scale-up of pharmaceutical spray drying using scale-up rules: A review. Int. J. Pharm. 2019, 562, 271–292. [Google Scholar] [CrossRef] [PubMed]
- Sosnik, A.; Seremeta, K.P. Advantages and challenges of the spray-drying technology for the production of pure drug particles and drug-loaded polymeric carriers. Adv. Colloid Interface Sci. 2015, 223, 40–54. [Google Scholar] [CrossRef] [PubMed]
- Fatnassi, M.; Tourné-Péteilh, C.; Peralta, P.; Cacciaguerra, T.; Dieudonné, P.; Devoisselle, J.M.; Alonso, B. Encapsulation of complementary model drugs in spray-dried nanostructured materials. J. Sol-Gel Sci. Technol. 2013, 68, 307–316. [Google Scholar] [CrossRef]
- Cheow, W.S.; Li, S.; Hadinoto, K. Spray drying formulation of hollow spherical aggregates of silica nanoparticles by experimental design. Chem. Eng. Res. Des. 2010, 88, 673–685. [Google Scholar] [CrossRef]
- Gharsallaoui, A.; Roudaut, G.; Chambin, O.; Voilley, A.; Saurel, R. Applications of spray-drying in microencapsulation of food ingredients: An overview. Food Res. Int. 2007, 40, 1107–1121. [Google Scholar] [CrossRef]
- Vincente, J.; Pinto, J.; Menezes, J.; Gaspar, F. Fundamental analysis of particle formation in spray drying. Powder Technol. 2013, 247, 1–7. [Google Scholar] [CrossRef]
- Nandiyanto, A.B.D.; Okuyama, K. Progress in developing spray-drying methods for the production of controlled morphology particles: From the nanometer to submicrometer size ranges. Adv. Powder Technol. 2011, 22, 1–19. [Google Scholar] [CrossRef]
- Debevec, V.; Srčič, S.; Horvat, M. Scientific, statistical, practical, and regulatory considerations in design space development. Drug Dev. Ind. Pharm. 2018, 44, 349–364. [Google Scholar] [CrossRef] [PubMed]
- Petersen, L.N.; Poulsen, N.K.; Niemann, H.H.; Utzen, C.; Jørgensen, J.B. An experimentally validated simulation model for a four-stage spray dryer. J. Process Control 2017, 57, 50–65. [Google Scholar] [CrossRef] [Green Version]
- Ferrari, A.; Gutiérrez, S.; Sin, G. Modeling a production scale milk drying process: Parameter estimation, uncertainty and sensitivity analysis. Chem. Eng. Sci. 2016, 152, 301–310. [Google Scholar] [CrossRef]
- Zhang, X.; Pei, Y.; Xie, D.; Chen, H. Modeling Spray Drying of Redispersible Polyacrylate Powder. Dry. Technol. 2014, 32, 222–235. [Google Scholar] [CrossRef]
- Mezhericher, M.; Levy, A.; Borde, I. Multi-Scale Multiphase Modeling of Transport Phenomena in Spray-Drying Processes. Dry. Technol. 2015, 33, 2–23. [Google Scholar] [CrossRef]
- Juaber, H.; Afshar, S.; Xiao, J.; Chen, X.D.; Selomulya, C.; Woo, M.W. On the importance of droplet shrinkage in CFD-modeling of spray drying. Dry. Technol. 2018, 36, 1785–1801. [Google Scholar] [CrossRef]
- Baldinger, A.; Clerdent, L.; Rantanen, J.; Yang, M.; Grohganz, H. Quality by design approach in the optimization of the spray-drying process. Pharm. Dev. Technol. 2012, 17, 389–397. [Google Scholar] [CrossRef]
- Lebrun, P.; Krier, F.; Mantanus, J.; Grohganz, H.; Yang, M.; Rozet, E.; Boulanger, B.; Evrard, B.; Rantanen, J.; Hubert, P. Design space approach in the optimization of the spray-drying process. Eur. J. Pharm. Biopharm. 2012, 80, 226–234. [Google Scholar] [CrossRef]
- Razuc, M.; Piña, J.; Ramírez-Rigo, M.V. Optimization of Ciprofloxacin Hydrochloride Spray-Dried Microparticles for Pulmonary Delivery Using Design of Experiments. AAPS PharmSciTech 2018, 19, 3085–3096. [Google Scholar] [CrossRef]
- Ingvarsson, P.T.; Yang, M.; Mulvad, H.; Nielsen, H.M.; Rantanen, J.; Foged, C. Engineering of an inhalable dda/tdb liposomal adjuvant: A quality-by-design approach towards optimization of the spray drying process. Pharm. Res. 2013, 30, 2772–2784. [Google Scholar] [CrossRef]
- Sobol, I. Global sensitivity indices for nonlunear mathematical modesl and their Monte Carlo estimates. Math. Comput. Simul. 2001, 55, 271–280. [Google Scholar] [CrossRef]
- Saltelli, A.; Ratto, M.; Andres, T.; Campolongo, F.; Cariboni, J.; Gatelli, D.; Saisana, M.; Tarantola, S. Global Sensitivity Analysis: The Primer; John Wiley & Sons Ltd.: Chichester, UK, 2008. [Google Scholar]
- Saltelli, A.; Annoni, P.; Azzini, I.; Campolongo, F.; Ratto, M.; Tarantola, S. Variance based sensitivity analysis of model output. Design and estimator for the total sensitivity index. Comput. Phys. Commun. 2010, 181, 259–270. [Google Scholar] [CrossRef]
- Todri, E.; Amenaghawon, A.; Jimenez del Val, I.; Leak, D.; Kontoravdi, C.; Kucherenko, S.; Shah, N. Global sensitivity analysis and meta-modeling of an ethanol production process. Chem. Eng. Sci. 2014, 114, 114–127. [Google Scholar] [CrossRef]
- Crestaux, T.; Le Maître, O.; Martinez, J.M. Polynomial chaos expansion for sensitivity analysis. Reliab. Eng. Syst. Saf. 2009, 94, 1161–1172. [Google Scholar] [CrossRef]
- Blatman, G.; Sudret, B. Efficient computation of global sensitivity indices using sparse polynomial chaos expansions. Reliab. Eng. Syst. Saf. 2010, 95, 1216–1229. [Google Scholar] [CrossRef]
- Sudret, B. Global sensitivity analysis using polynomial chaos expansions. Reliab. Eng. Syst. Saf. 2008, 93, 964–979. [Google Scholar] [CrossRef]
- Negiz, A.; Lagergren, E.S.; Cinar, A. Mathematical models of cocurrent spray drying. Ind. Eng. Chem. Res. 1995, 34, 3289–3302. [Google Scholar] [CrossRef]
- Ranz, W.; Marshall, W. Evaporation from drops. Parts I and II. Chem. Eng. Prog. 1952, 48, 141–146, 173–180. [Google Scholar]
- Homma, T.; Saltelli, A. Importance measures in global sensitivity analysis of nonlinear models. Reliab. Eng. Syst. Saf. 1996, 52, 1–17. [Google Scholar] [CrossRef]
- Xiu, D.; Karniadakis, G. The Wiener–Askey polynomial chaos for stochastic differential equations. SIAM J. Sci. Comput. 2002, 24, 619–644. [Google Scholar] [CrossRef]
- Oladyshkin, S.; Nowak, W. Data-driven uncertainty quantification using the arbitrary polynomial chaos expansion. Reliab. Eng. Syst. Saf. 2012, 106, 179–190. [Google Scholar] [CrossRef]
- Yang, S.; Xiong, F.; Wang, F. Polynomial Chaos Expansion for Probabilistic Uncertainty Propagation. In Uncertainty Quantification and Model Calibration; Hessling, J.P., Ed.; IntechOpen: Rijeka, Croatia, 2017; Chapter 2. [Google Scholar] [Green Version]
- Bhonsale, S.; Nimmegeers, P.; Telen, D.; Paulson, J.A.; Mesbah, A.; Van Impe, J. On the implementation of generalized polynomial chaos in dynamic optimization under stochastic uncertainty: A user perspective. In Computer Aided Chemical Engineering; Kiss, A.A., Zondervan, E., Lakerveld, R., Özkan, L., Eds.; Elsvier: Rijeka, Croatia, 2017; Chapter 1. [Google Scholar]
- Nimmegeers, P.; Telen, D.; Logist, F.; Van Impe, J. Dynamic optimization of biological networks under parametric uncertainty. BMC Syst. Biol. 2016, 10, 86. [Google Scholar] [CrossRef] [PubMed]
- Bhonsale, S.; Telen, D.; Stokbroekx, B.; Van Impe, J. An Analysis of Uncertainty Propagation Methods Applied to Breakage Population Balance. Processes 2018, 6, 255. [Google Scholar] [CrossRef]
- Walzel, P. Spraying and Atomization of liquids. In Ullmann’s Encyclopedia of Industrial Chemestry; Wiley-VCH Verlag GmbH: Weinheim, Germany, 2012; pp. 79–98. [Google Scholar]
- Wimmer, E.; Brenn, G. Viscous effects on flows through pressure-swirl atomizers. In Proceedings of the 12th Triennial International Conference on Liquid Atomization and Spray Systems (ICLASS 2012), Heidelberg, Germany, 2–6 September 2012. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variable | Symbol | Range of Variation | Units | ||
|---|---|---|---|---|---|
| Input variables | Flow of the liquid feed | – | |||
| Flow of the drying gas | – | ||||
| Initial Temp.of the gas | 350–420 | K | |||
| Initial Temp. of the liquid | 300–350 | K | |||
| Viscosity of the liquid | – | Pa·s | |||
| Air-to-liquid ratio | 0.5–4 | - | |||
| Output variables | Particle diameter | - | |||
| Residual solvent content | - | - | |||
| Particle density | - | ||||
| Length for equilibrium | - | m | |||
| Particle’s maximum temperature | - | K | |||
| Upstream liquid pressure | P | - | bar | ||
| Rank | dp | Wp | Zeq | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Sal | PCE | Sal | PCE | Sal | PCE | Sal | PCE | Sal | PCE | |
| 1 | 1 | 1 | 1 | 1 | 1 | 2 | 2 | 2 | 2 | |
| 2 | 2 | 2 | 2 | 4 | 4 | 4 | 4 | 4 | 4 | |
| - | - | 2 | 2 | 2 | 2 | 1 | 1 | 3 | 3 | |
| - | - | 3 | 3 | 3 | 3 | 3 | 3 | 1 | 1 | |
| - | - | - | - | - | - | - | - | 4 | 3 | |
| Parameter | PCE | PCE | PCE | PCE | PCE | Saltelli |
|---|---|---|---|---|---|---|
| 0.3826 | 0.4481 | 0.4444 | 0.5030 | 0.5031 | 0.4920 | |
| 0.0706 | 0.1652 | 0.1789 | 0.2975 | 0.2352 | 0.2350 | |
| 0.1596 | 0.2315 | 0.3127 | 0.3825 | 0.3498 | 0.3582 | |
| 0.4883 | 0.4626 | 0.4463 | 0.5011 | 0.4728 | 0.5352 | |
| 0.2341 | 0.2514 | 0.2939 | 0.1907 | 0.2964 | 0.2289 | |
| # of Samples | 200 | 400 | 600 | 1000 | 2000 | 23,000 |
| # of Function Evaluations | 200 | 400 | 600 | 1000 | 2000 | 161,000 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bhonsale, S.; Muñoz López, C.A.; Van Impe, J. Global Sensitivity Analysis of a Spray Drying Process. Processes 2019, 7, 562. https://doi.org/10.3390/pr7090562
Bhonsale S, Muñoz López CA, Van Impe J. Global Sensitivity Analysis of a Spray Drying Process. Processes. 2019; 7(9):562. https://doi.org/10.3390/pr7090562
Chicago/Turabian StyleBhonsale, Satyajeet, Carlos André Muñoz López, and Jan Van Impe. 2019. "Global Sensitivity Analysis of a Spray Drying Process" Processes 7, no. 9: 562. https://doi.org/10.3390/pr7090562
APA StyleBhonsale, S., Muñoz López, C. A., & Van Impe, J. (2019). Global Sensitivity Analysis of a Spray Drying Process. Processes, 7(9), 562. https://doi.org/10.3390/pr7090562